Реконструкция технологического процесса погрузочно-разгрузочных работ с комплексной переработкой пиловочного сырья презентация
- Реконструкция технологического процесса погрузочно-разгрузочных работ с комплексной переработкой пиловочного сырья

Содержание
- 2. Целью курсового проекта является разработать технологический процесс лесного склада таким образом, чтобы внедрить на участке раскряжёвки
- 3. ИСХОДНЫЕ ДАННЫЕ
- 4. СТРУКТУРНАЯ СХЕМА ЛЕСНОГО СКЛАДА Выгрузка сортиментов Сортировка круглых л/м Штабелёвка круглых л/м Погрузка потребителю Создание запаса
- 5. На прирельсовых лесных складах поступление сырья и отгрузка готовой продукции осуществляются непрерывно (с некоторыми перерывами в
- 6. Так как на лесной склад системы 1 НС сырье поступает в сортиментах целесообразно использовать для рентабельной
- 7. Предназначен для выгрузки хлыстов или деревьев с подвижного состава лесовозных дорог, а также для их укладки
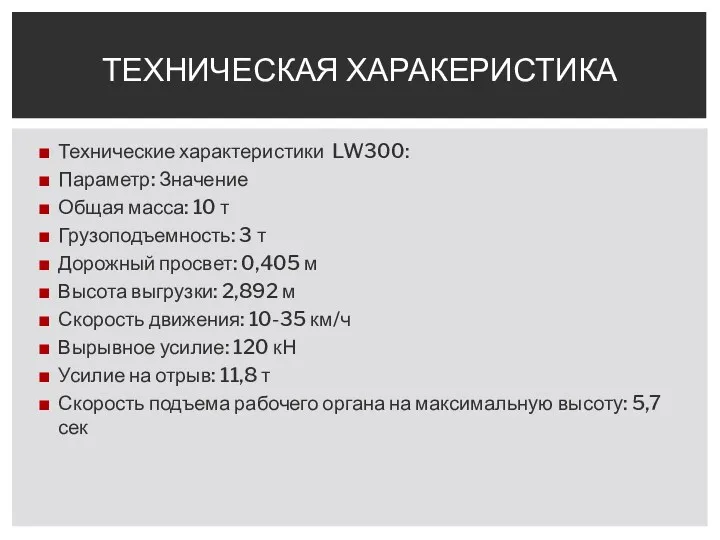
- 8. ТЕХНИЧЕСКАЯ ХАРАКЕРИСТИКА Технические характеристики LW300: Параметр: Значение Общая масса: 10 т Грузоподъемность: 3 т Дорожный просвет:
- 9. Сортировка лесоматериалов осуществляется автоматизированной сортировочным лесотранспортером ЛТ-86, который предназначен для сортировки круглых лесоматериалов диаметром до 100
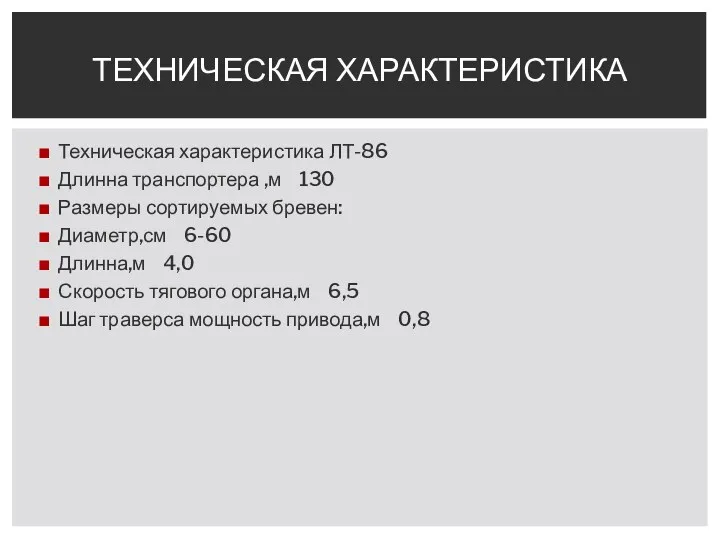
- 10. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА Техническая характеристика ЛТ-86 Длинна транспортера ,м 130 Размеры сортируемых бревен: Диаметр,см 6-60 Длинна,м 4,0
- 11. Лесоштабелер LW-300– 1шт (95.09 м3 /см ) Сортировочный лесотранспортёр ЛТ-86 – 1 шт. (332,0.1 м3 /см
- 12. ГЕНЕРАЛЬНЫЙ ПЛАН ЛЕСНОГО СКЛАДА
- 13. 1.К выполнению работ на складе допускаются лица не моложе 18 лет, прошедшие обучение безопасным методам труда,
- 14. СПЕЦИАЛЬНАЯ ЧАСТЬ Цех арболитовых блоков
- 15. ХАРАКТЕРИСТИКА СЫРЬЯ Характеристика сырья, поступающего в цех Сырьем для производства арболита могут служить отходы лесозаготовок и
- 16. ХАРАКТЕРИСТИКА АРБОЛИТОВОГО ПРОИЗВОДСТВА Для получения плотной и связной структуры арболита необходимы древесные частицы небольшой толщины и
- 17. ХАРАКТЕРИСТИКА ВЫПУСКАЕМОЙ ПРОДУКЦИИ Согласно ГОСТ 19222— 73 он подразделяется на пять марок, которые означают прочность на
- 18. ИСХОДНЫЕ ДАННЫЕ
- 19. ВЫБОР И ОБОСНОВАНИЕ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА Для производства арболитовых блоков: Смеситель СГ-1000-Арболит Формовочная линия ПД-3 Сушильная
- 20. СМЕСИТЕЛЬ СГ-1000-АРБОЛИТ 1-станина ; 2- загрузочное устройство;3- привод смесителя;4- пульт управления . Рисунок 7 - Смеситель
- 21. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
- 22. 1-формы под загрузку смеси;2- блок с формами для подачи в линию прессования;3- емкость со смесью; 4-
- 23. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
- 24. СУШИЛЬНАЯ КАМЕРА СК-60 Сушильная камера ск-60 предназначена для термической теплообработки арболитовых блоков для их дальнейшего затвердевания.
- 25. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
- 26. РПОГРУЗЧИК TOYOTA Предназначен для загрузки и выгрузки из сушильной камеры арболитовых блоков и транспортировки их на
- 27. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
- 28. ЦЕХ АРБОЛИТОВЫХ БЛОКОВ
- 29. Щепа выбрасывается в циклон и ссыпается в накопительный бункер. Отсюда винтовым дозатором она равномерно подается на
- 30. Для эффективной и безопасной работы на оборудовании формовочного цеха необходимо соблюдать следующие меры техники безопасности и
- 31. Пи работе вибрационного оборудования (виброплощадки), необходимо строго соблюдать следующие правила: - формы следует закреплять на виброплощадке
- 32. Подводя итоги курсового проекта можно сделать вывод о целесообразности внедрения на лесных складах 1НС раскряжевочной установки
- 34. Скачать презентацию
Целью курсового проекта является разработать технологический процесс лесного склада таким образом,
Целью курсового проекта является разработать технологический процесс лесного склада таким образом,
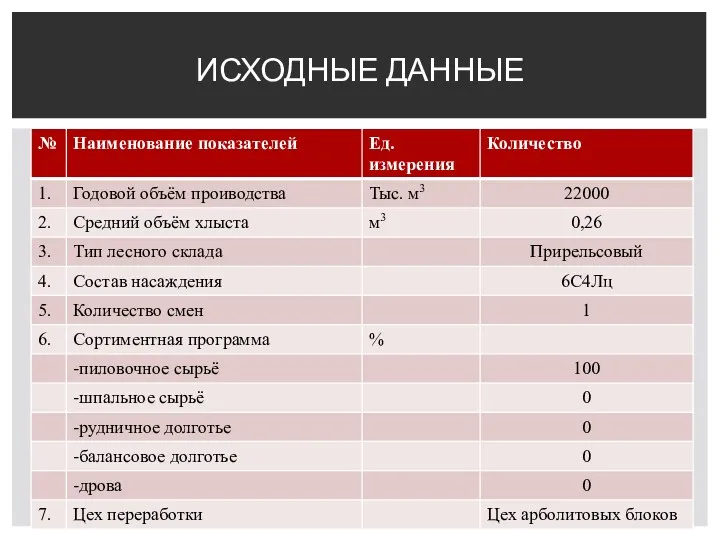
ИСХОДНЫЕ ДАННЫЕ
ИСХОДНЫЕ ДАННЫЕ
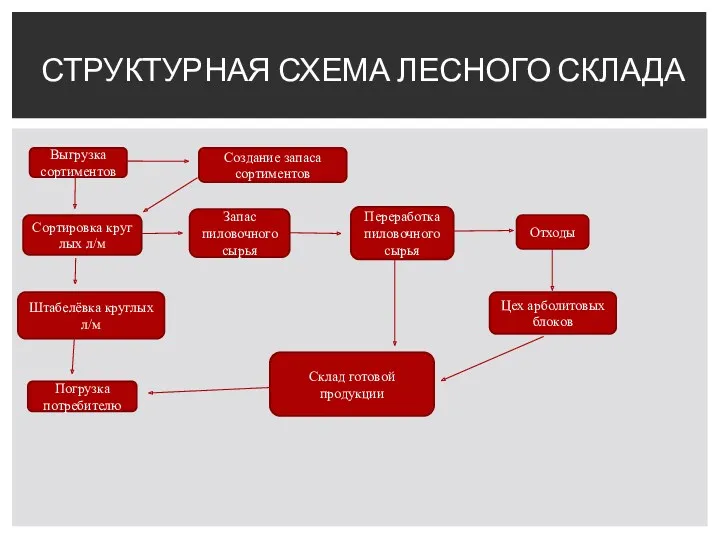
СТРУКТУРНАЯ СХЕМА ЛЕСНОГО СКЛАДА
Выгрузка сортиментов
Сортировка круглых л/м
Штабелёвка круглых л/м
Погрузка потребителю
Создание запаса сортиментов
Запас
СТРУКТУРНАЯ СХЕМА ЛЕСНОГО СКЛАДА
Выгрузка сортиментов
Сортировка круглых л/м
Штабелёвка круглых л/м
Погрузка потребителю
Создание запаса сортиментов
Запас
На прирельсовых лесных складах поступление сырья и отгрузка готовой продукции осуществляются
Так как на лесной склад системы 1 НС сырье поступает в
Так как на лесной склад системы 1 НС сырье поступает в

Предназначен для выгрузки хлыстов или деревьев с подвижного состава лесовозных дорог,
Предназначен для выгрузки хлыстов или деревьев с подвижного состава лесовозных дорог,
ТЕХНИЧЕСКАЯ ХАРАКЕРИСТИКА
Технические характеристики LW300:
Параметр: Значение
Общая масса: 10 т
Грузоподъемность: 3 т
Дорожный просвет:
ТЕХНИЧЕСКАЯ ХАРАКЕРИСТИКА
Технические характеристики LW300:
Параметр: Значение
Общая масса: 10 т
Грузоподъемность: 3 т
Дорожный просвет:
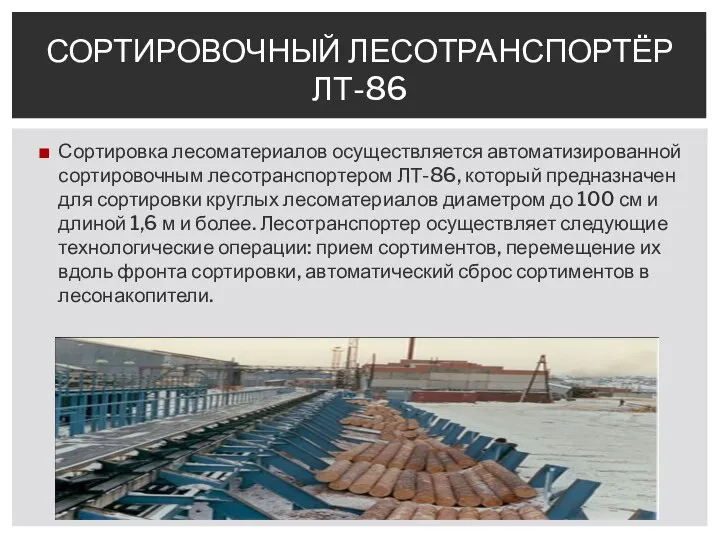
Сортировка лесоматериалов осуществляется автоматизированной сортировочным лесотранспортером ЛТ-86, который предназначен для сортировки
Сортировка лесоматериалов осуществляется автоматизированной сортировочным лесотранспортером ЛТ-86, который предназначен для сортировки
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Техническая характеристика ЛТ-86
Длинна транспортера ,м 130
Размеры сортируемых бревен:
Диаметр,см 6-60
Длинна,м 4,0
Скорость
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Техническая характеристика ЛТ-86
Длинна транспортера ,м 130
Размеры сортируемых бревен:
Диаметр,см 6-60
Длинна,м 4,0
Скорость
Лесоштабелер LW-300– 1шт (95.09 м3 /см )
Сортировочный лесотранспортёр ЛТ-86 – 1 шт.
Лесоштабелер LW-300– 1шт (95.09 м3 /см )
Сортировочный лесотранспортёр ЛТ-86 – 1 шт.

ГЕНЕРАЛЬНЫЙ ПЛАН ЛЕСНОГО СКЛАДА
ГЕНЕРАЛЬНЫЙ ПЛАН ЛЕСНОГО СКЛАДА
1.К выполнению работ на складе допускаются лица не моложе 18 лет,
1.К выполнению работ на складе допускаются лица не моложе 18 лет,
СПЕЦИАЛЬНАЯ ЧАСТЬ
Цех арболитовых блоков
СПЕЦИАЛЬНАЯ ЧАСТЬ
Цех арболитовых блоков
ХАРАКТЕРИСТИКА СЫРЬЯ
Характеристика сырья, поступающего в цех
Сырьем для производства арболита могут служить
ХАРАКТЕРИСТИКА СЫРЬЯ
Характеристика сырья, поступающего в цех
Сырьем для производства арболита могут служить
ХАРАКТЕРИСТИКА АРБОЛИТОВОГО ПРОИЗВОДСТВА
Для получения плотной и связной структуры арболита необходимы древесные
ХАРАКТЕРИСТИКА АРБОЛИТОВОГО ПРОИЗВОДСТВА
Для получения плотной и связной структуры арболита необходимы древесные
ХАРАКТЕРИСТИКА ВЫПУСКАЕМОЙ ПРОДУКЦИИ
Согласно ГОСТ 19222— 73 он подразделяется на пять марок,
ХАРАКТЕРИСТИКА ВЫПУСКАЕМОЙ ПРОДУКЦИИ
Согласно ГОСТ 19222— 73 он подразделяется на пять марок,
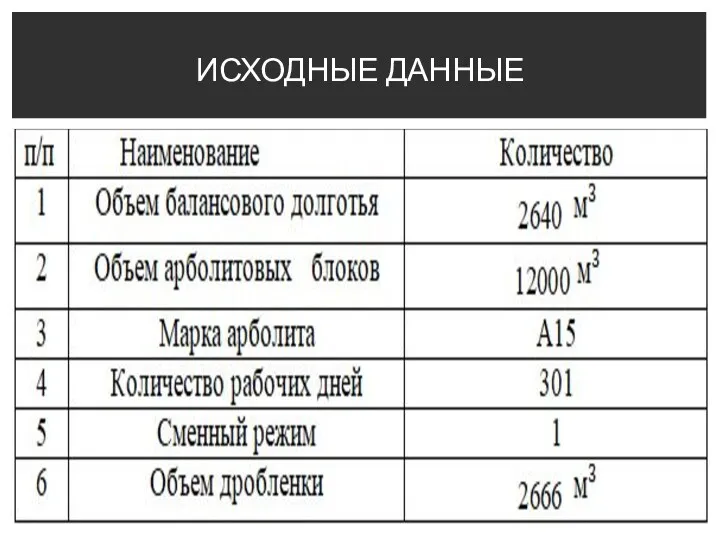
ИСХОДНЫЕ ДАННЫЕ
ИСХОДНЫЕ ДАННЫЕ
ВЫБОР И ОБОСНОВАНИЕ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
Для производства арболитовых блоков:
Смеситель СГ-1000-Арболит
Формовочная линия
ВЫБОР И ОБОСНОВАНИЕ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
Для производства арболитовых блоков:
Смеситель СГ-1000-Арболит
Формовочная линия

СМЕСИТЕЛЬ СГ-1000-АРБОЛИТ
1-станина ; 2- загрузочное устройство;3- привод смесителя;4- пульт управления .
Рисунок
СМЕСИТЕЛЬ СГ-1000-АРБОЛИТ
1-станина ; 2- загрузочное устройство;3- привод смесителя;4- пульт управления .
Рисунок
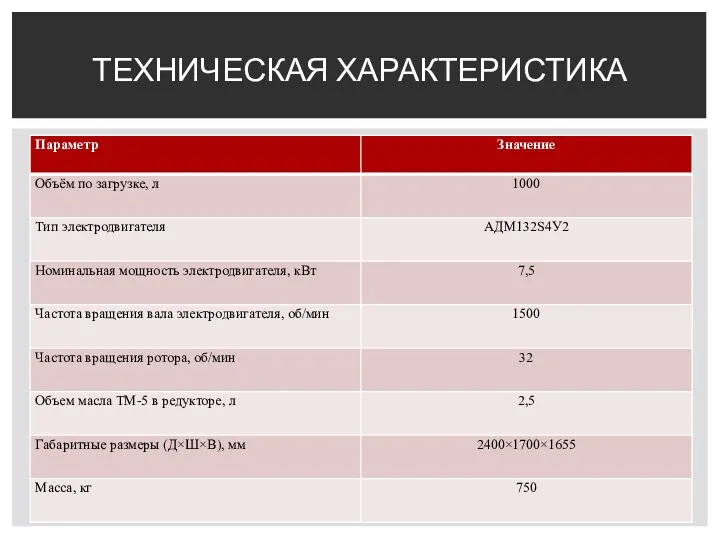
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА

1-формы под загрузку смеси;2- блок с формами для подачи в линию
1-формы под загрузку смеси;2- блок с формами для подачи в линию
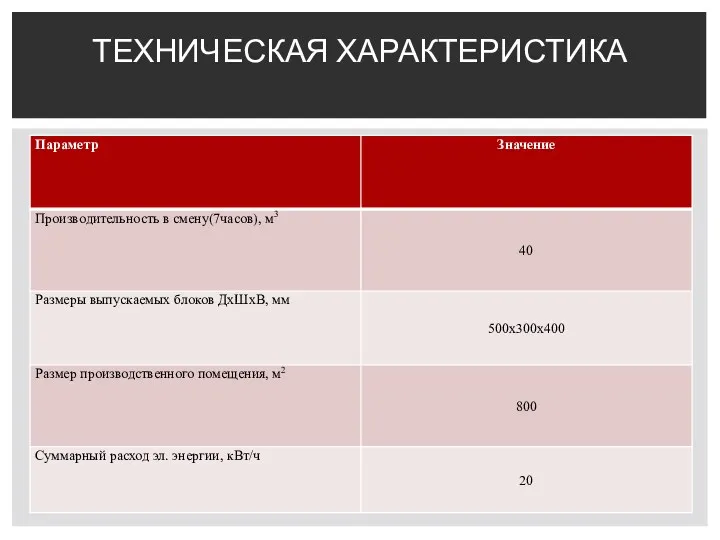
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА

СУШИЛЬНАЯ КАМЕРА СК-60
Сушильная камера ск-60 предназначена для термической теплообработки арболитовых блоков
СУШИЛЬНАЯ КАМЕРА СК-60
Сушильная камера ск-60 предназначена для термической теплообработки арболитовых блоков

ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА

РПОГРУЗЧИК TOYOTA
Предназначен для загрузки и выгрузки из сушильной камеры арболитовых
РПОГРУЗЧИК TOYOTA
Предназначен для загрузки и выгрузки из сушильной камеры арболитовых
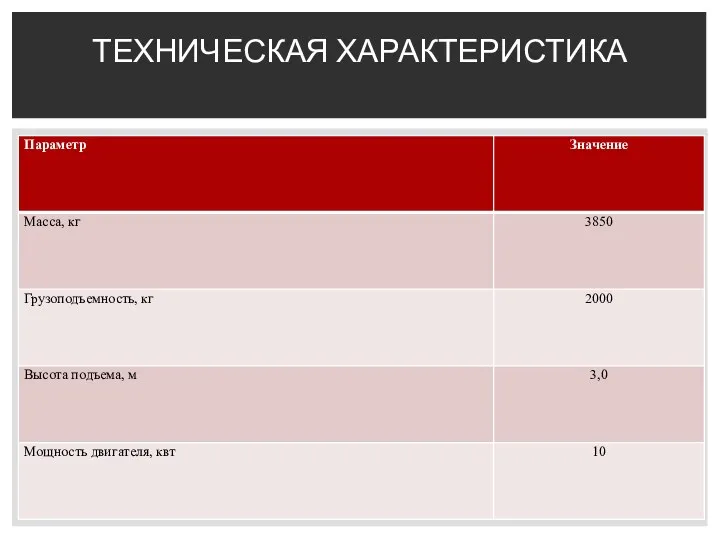
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА

ЦЕХ АРБОЛИТОВЫХ БЛОКОВ
ЦЕХ АРБОЛИТОВЫХ БЛОКОВ
Щепа выбрасывается в циклон и ссыпается в накопительный бункер.
Отсюда винтовым дозатором
Щепа выбрасывается в циклон и ссыпается в накопительный бункер.
Отсюда винтовым дозатором
Для эффективной и безопасной работы на оборудовании формовочного цеха необходимо соблюдать
Для эффективной и безопасной работы на оборудовании формовочного цеха необходимо соблюдать
Пи работе вибрационного оборудования (виброплощадки), необходимо строго соблюдать следующие правила:
- формы
Пи работе вибрационного оборудования (виброплощадки), необходимо строго соблюдать следующие правила:
- формы
Подводя итоги курсового проекта можно сделать вывод о целесообразности внедрения на
Подводя итоги курсового проекта можно сделать вывод о целесообразности внедрения на
 Герои России-наши земляки
Герои России-наши земляки Аленький цветочек
Аленький цветочек Презентация 3 класса
Презентация 3 класса ПРЕЗЕНТАЦИЯ К ЗАНЯТИЯМ КРУЖКА ХОРОВОЕ ПЕНИЕ, К УРОКАМ МУЗЫКИ В НАЧАЛЬНОЙ ШКОЛЕ
ПРЕЗЕНТАЦИЯ К ЗАНЯТИЯМ КРУЖКА ХОРОВОЕ ПЕНИЕ, К УРОКАМ МУЗЫКИ В НАЧАЛЬНОЙ ШКОЛЕ Введение в языки программирования. Основные типы данных. Выражения и функции
Введение в языки программирования. Основные типы данных. Выражения и функции Теории равновесия. Тема 2
Теории равновесия. Тема 2 Шумовой оркестр как средство формирования музыкальных способностей детей дошкольного возраста
Шумовой оркестр как средство формирования музыкальных способностей детей дошкольного возраста Законы классного коллектива
Законы классного коллектива Русский язык на 4 февраля
Русский язык на 4 февраля Формула хорошего настроения (5 - 11 класс)
Формула хорошего настроения (5 - 11 класс) Родительское собрание Разговор о правильном питании
Родительское собрание Разговор о правильном питании Дифференциальная диагностика синдромов при патологии печени
Дифференциальная диагностика синдромов при патологии печени The Passive Voicece
The Passive Voicece Расширенное совещание Совета молодых ученых и специалистов филиалов ООО Газпром трансгаз Уфа
Расширенное совещание Совета молодых ученых и специалистов филиалов ООО Газпром трансгаз Уфа Ms Excel. Основные понятия
Ms Excel. Основные понятия Поражение сердечно-сосудистой системы при антифосфолипидном синдроме
Поражение сердечно-сосудистой системы при антифосфолипидном синдроме Сводная информация про проекту на Академической площади 1,3
Сводная информация про проекту на Академической площади 1,3 Поняття про шаблон документа. Використання стилів у текстових документах
Поняття про шаблон документа. Використання стилів у текстових документах Химический состав клетки
Химический состав клетки Ламинированные напольные покрытия
Ламинированные напольные покрытия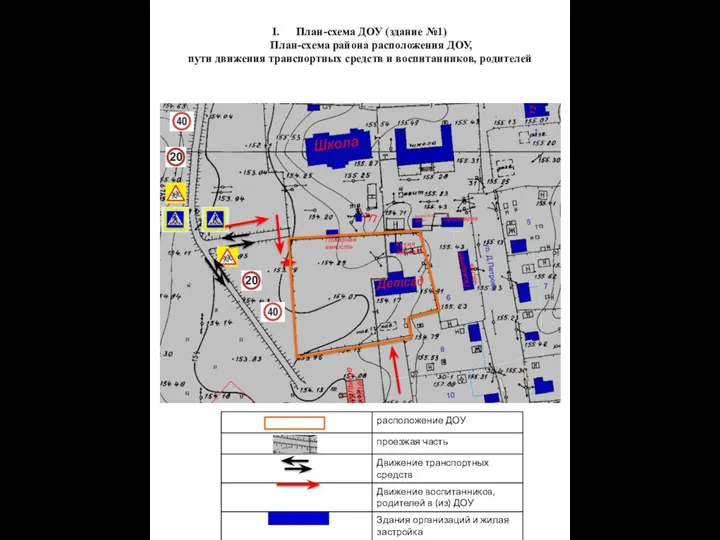 План-схема ДОУ (здание №1). План-схема района расположения ДОУ
План-схема ДОУ (здание №1). План-схема района расположения ДОУ M171O Modbus Master communication
M171O Modbus Master communication Практикум Я на дороге
Практикум Я на дороге Бег на средние дистанции
Бег на средние дистанции Власть. Роль политики в жизни общества
Власть. Роль политики в жизни общества Приёмы сжатия текста
Приёмы сжатия текста Диадинамические токи
Диадинамические токи Подводные камни процесса формирования письменной речи.Приёмы и методы по преодолению нарушений письменной речи.
Подводные камни процесса формирования письменной речи.Приёмы и методы по преодолению нарушений письменной речи.