- Ремонт автомобилей. Восстановление деталей пайкой. (Тема 3.5)

Содержание
- 2. Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава – припоя.
- 3. Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава – припоя. В процессе пайки происходит
- 4. Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава – припоя. В процессе пайки происходит
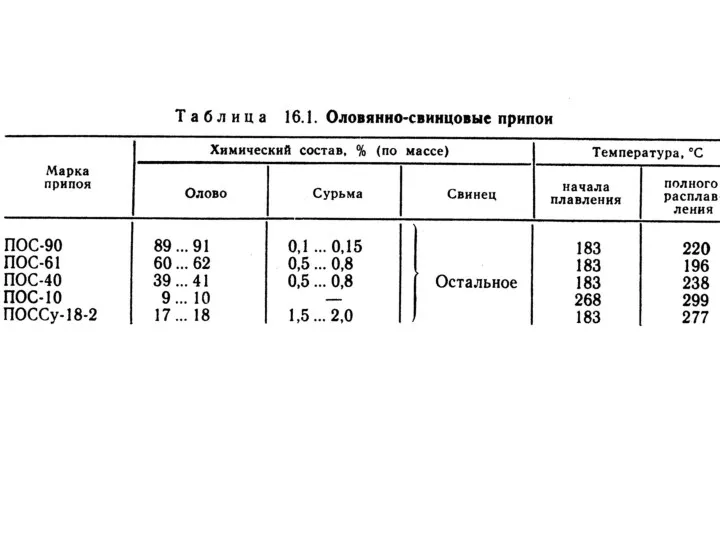
- 5. Оловянно-свинцовые припои (ПОС-40, ПОС-61 и др.) – низкотемпературные, t0 плавления не более 280 0С. Применяются для
- 8. Медно-цинковые припои (ПМЦ-54, Л-63 и др.) – t0 плавления 825 – 905 0С. Применяются для пайки
- 9. Серебряные припои (ПСр-70, ПСр-65 и др.) – дают высокую прочность и электропроводность. Применяются для пайки меди,
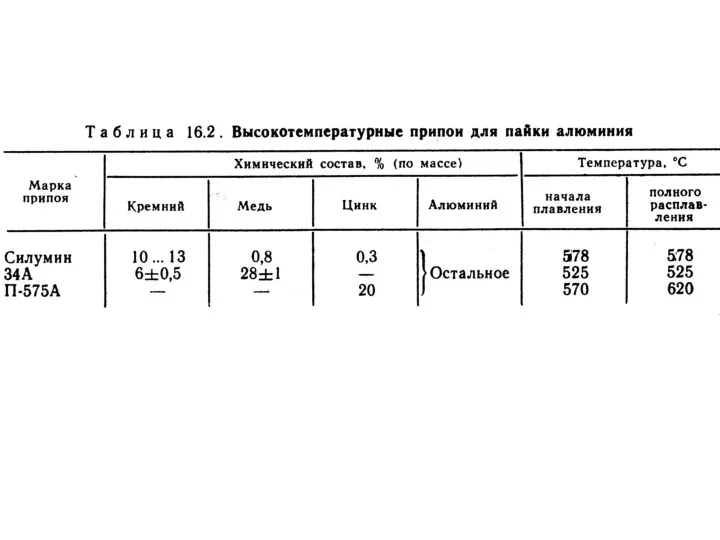
- 10. Припои для пайки алюминия и его сплавов – высокотемпературные (34А и др.) на основе алюминия и
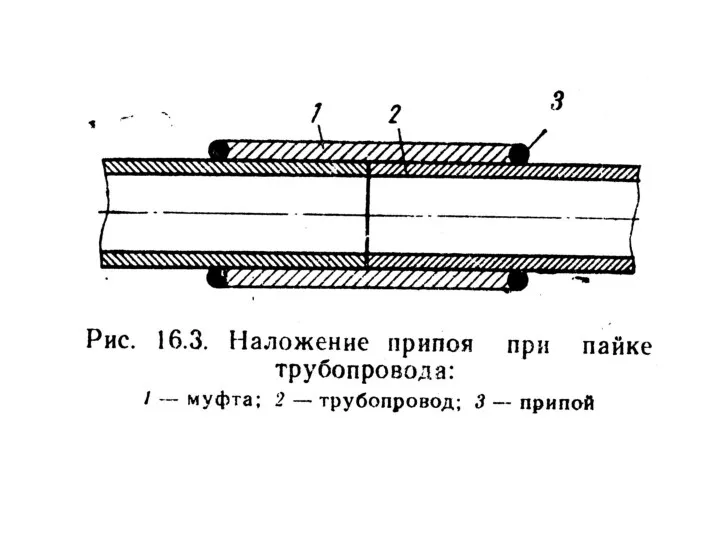
- 12. Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав припоя. Перед пайкой поверхности зачищают и
- 13. Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав припоя. Перед пайкой поверхности зачищают и
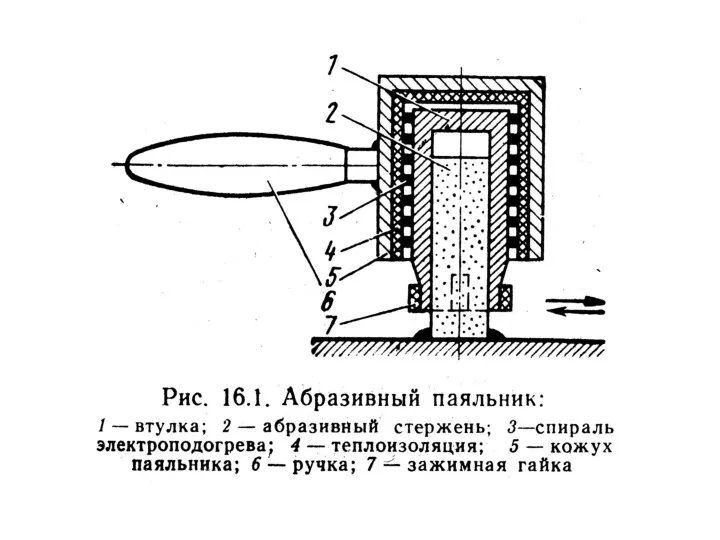
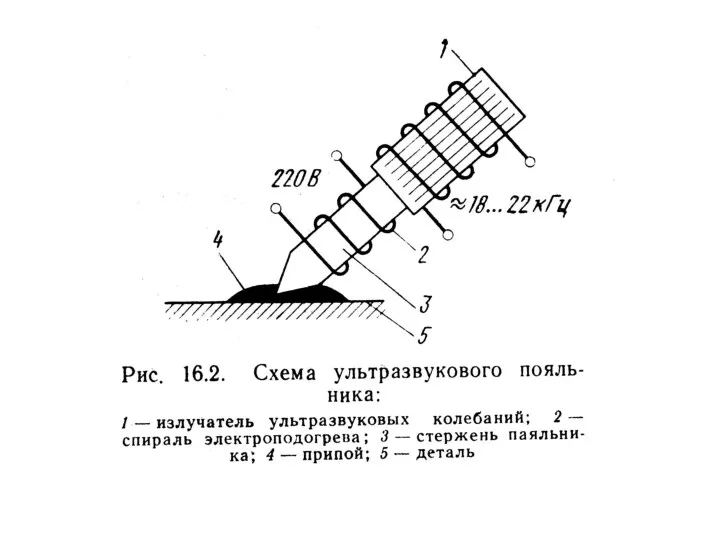
- 14. При пайке алюминиевых деталей поверхности сначала облуживают абразивным паяльником, а затем спаивают обычным паяльником. Пайка алюминия
- 17. Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем производится пайка.
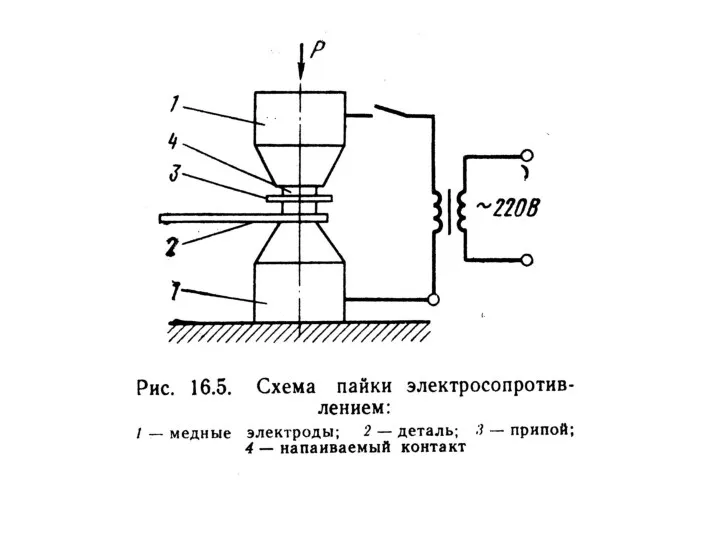
- 18. Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем производится пайка. Способы пайки: - газопламенная
- 21. Скачать презентацию
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Пайка – процесс получения неразъёмных соединений при помощи расплавленного сплава
Оловянно-свинцовые припои (ПОС-40, ПОС-61 и др.) – низкотемпературные,
t0 плавления
Оловянно-свинцовые припои (ПОС-40, ПОС-61 и др.) – низкотемпературные, t0 плавления
Медно-цинковые припои (ПМЦ-54, Л-63 и др.) – t0 плавления 825
Медно-цинковые припои (ПМЦ-54, Л-63 и др.) – t0 плавления 825
Серебряные припои (ПСр-70, ПСр-65 и др.) – дают высокую прочность
Серебряные припои (ПСр-70, ПСр-65 и др.) – дают высокую прочность
Припои для пайки алюминия и его сплавов
– высокотемпературные (34А и
Припои для пайки алюминия и его сплавов – высокотемпературные (34А и
Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав
Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав
Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав
Пайка низкотемпературными припоями. Производится паяльниками или погружением деталей в расплав
При пайке алюминиевых деталей поверхности сначала облуживают абразивным паяльником, а
При пайке алюминиевых деталей поверхности сначала облуживают абразивным паяльником, а
Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем
Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем
Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем
Пайка высокотемпературными припоями. Края деталей зачищаются, разделываются, покрываются флюсом, затем
 Пермская нефть
Пермская нефть Формирование Молодежного парламента при Государственном Совете Республики Татарстан
Формирование Молодежного парламента при Государственном Совете Республики Татарстан моего бизнеса
моего бизнеса Химическая промышленность Крыма
Химическая промышленность Крыма Инфра-ультра дыбысты және лазерлік сәулеленуді гигиеналық бағалау. Қолайсыз әсерлерінің алдын алу
Инфра-ультра дыбысты және лазерлік сәулеленуді гигиеналық бағалау. Қолайсыз әсерлерінің алдын алу Уравнения и неравенства с переменной под знаком модуля
Уравнения и неравенства с переменной под знаком модуля Сельскохозяйственные машины для прикатывания почвы
Сельскохозяйственные машины для прикатывания почвы Стандарты визитов направления DT (ТП, МЕ) Unilever Food
Стандарты визитов направления DT (ТП, МЕ) Unilever Food Свобода от отходов
Свобода от отходов Изображение пространства. Перспектива
Изображение пространства. Перспектива Великие люди Германии
Великие люди Германии Русские народные сказки
Русские народные сказки История кафедры ортопедической стоматологии
История кафедры ортопедической стоматологии Экологическая тропа (презентация)
Экологическая тропа (презентация) Богородский городской округ. Викторина по краеведению
Богородский городской округ. Викторина по краеведению Создание мультфильмов вместе с детьми
Создание мультфильмов вместе с детьми Презентация Памятка для родителей первоклассников
Презентация Памятка для родителей первоклассников Викторина История Олимпийских игр
Викторина История Олимпийских игр Добро пожаловать в ИГНиУ МГПУ
Добро пожаловать в ИГНиУ МГПУ Допуски и технические измерения метрических резьб
Допуски и технические измерения метрических резьб Мир композитора. Мир личности
Мир композитора. Мир личности RC Service Manual HD3033, HD3039, HD3036, HD3037, HD3077
RC Service Manual HD3033, HD3039, HD3036, HD3037, HD3077 Размещение оборудования в машинном зале
Размещение оборудования в машинном зале Водные ресурсы
Водные ресурсы пищевые добавки
пищевые добавки гг
гг My life
My life Основні пристрої на дільничних станціях. Приймально-відправні колії для вантажного руху
Основні пристрої на дільничних станціях. Приймально-відправні колії для вантажного руху