- Ремонт парка пресс-форм. Литьё пластиковых изделий

Содержание
- 2. Перечень пресс-формы, требуемые ремонта.
- 3. 1. Пресс-форма для изготовления 010.00.000.01 Работы: Сделать стационарный разъём форма терморегулятор. Регулятор доставим вместе с формой.
- 4. 3. П/Ф 304.19.000.06 Штуцер Устранение облоя в местах съёма толкателей в двух гнёздах Пресс-форма 4-ёх местная
- 6. 5. П/Ф 304.19.000.05 Решётка вентилятора Пресс-форма одноместная. Тип литниковой системы- Горячеканальная. Лицевая поверхность - Глянец Поломка:
- 7. 11. 300.00.000.09 Панель канопе П/Ф имеет 2 гнёзда. Тип литниковой системы- Холодноканальная. Поломка. Подтекает облой под
- 9. П/Ф 701.04.310.02 Уголок нижней рамки. 1. В одном месте сломалась шпилька и пружина, обеспечивающая возвратное положение
- 10. Требуемые работы: Ревизия фиксаторов слайдерных знаков. Устранение просачивания воды. Ревизия, и если требуется замена, всех толкателей.
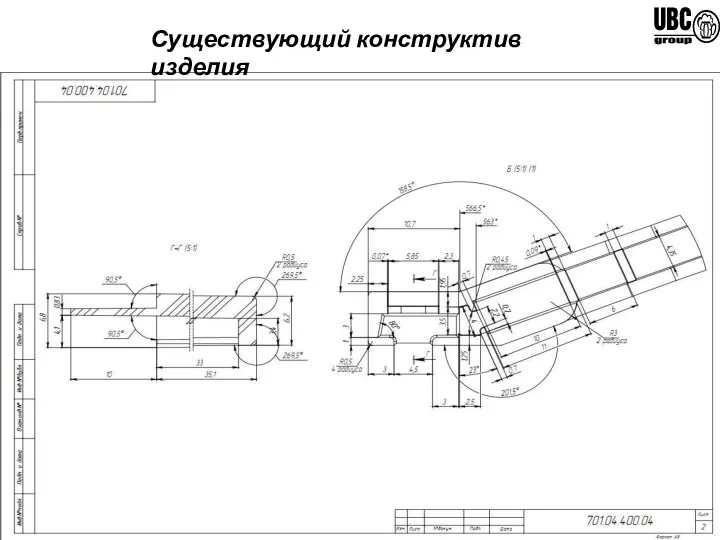
- 12. П/Ф 701.04.400.04 Боковина Причина ремонта: Под толкатели подтекает материал и после каждых 2000 отливок ломаются по
- 13. 2. Уменьшение паза путём добавления полки. Существующий конструктив паз 33мм Что мы хотим, чтоб внутри оставалась
- 14. Существующий конструктив изделия
- 15. Существующий конструктив изделия
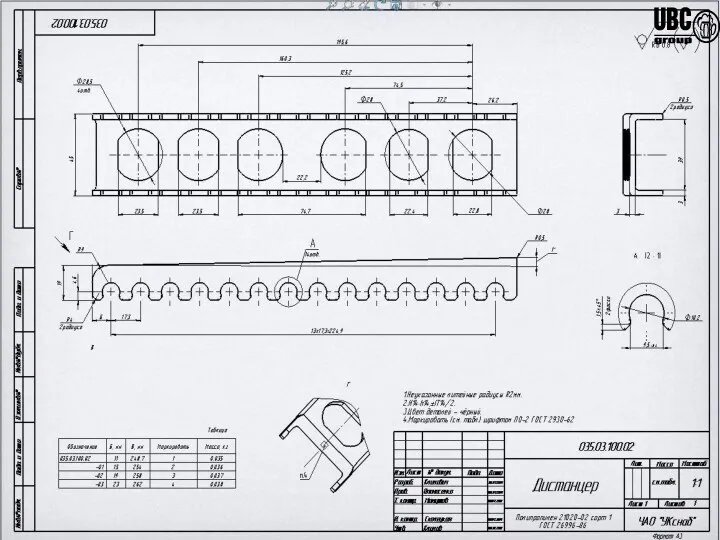
- 16. П/Ф 010.03.100.02 (-01;02;03) Держатель П/Ф 012.03.100.02 (-01;02;03) Держатель П/Ф 035.03.100.02 (-01;02;03) Дистанцер. Описание поломки: (3Д модели
- 18. П/Ф 701.04.000.10-01 Штуцер наружный. Пресс-форма холодно канальная имеет три гнезда: Пробка внутренняя Пробка наружная Штуцер наружный.
- 20. П/Ф 307.18.300.01 Основание ручки. Пресс-форма горячеканальная, двухместная. Причина : Поломанные знаки для оформления центральных отверстий. 2.
- 21. 2. От рихтовать заусенец на формообразующей второго гнезда. 3. Определить и исправить причину неравномерной проливаемости сопл
- 24. 2.П/Ф 016.03.000.03 Заглушка 1. Деталь нижнего гнезда имеет облой по периметру детали. 2.Детали вакумируются на формообразующей,
- 26. Скачать презентацию
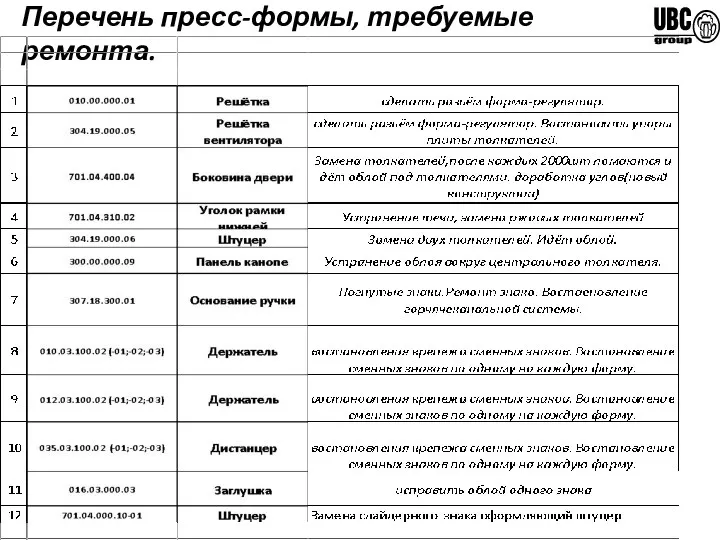
Перечень пресс-формы, требуемые ремонта.
Перечень пресс-формы, требуемые ремонта.

1. Пресс-форма для изготовления 010.00.000.01
Работы:
Сделать стационарный разъём форма терморегулятор. Регулятор доставим
1. Пресс-форма для изготовления 010.00.000.01
Работы:
Сделать стационарный разъём форма терморегулятор. Регулятор доставим
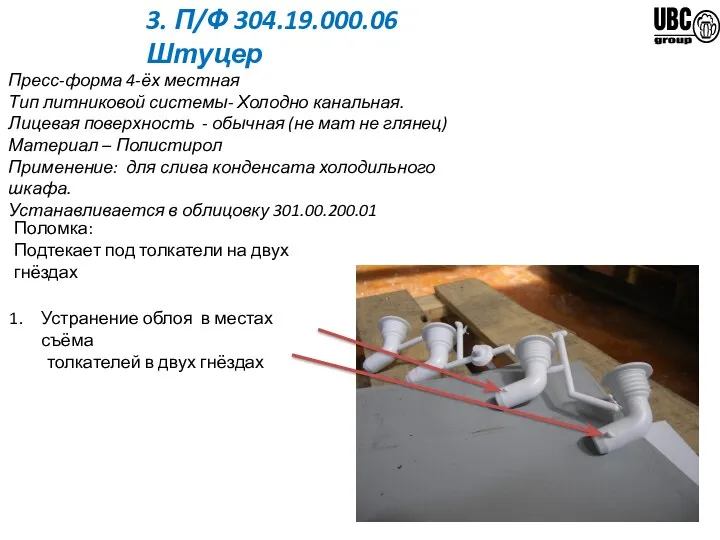
3. П/Ф 304.19.000.06 Штуцер
Устранение облоя в местах съёма
толкателей в
3. П/Ф 304.19.000.06 Штуцер
Устранение облоя в местах съёма
толкателей в

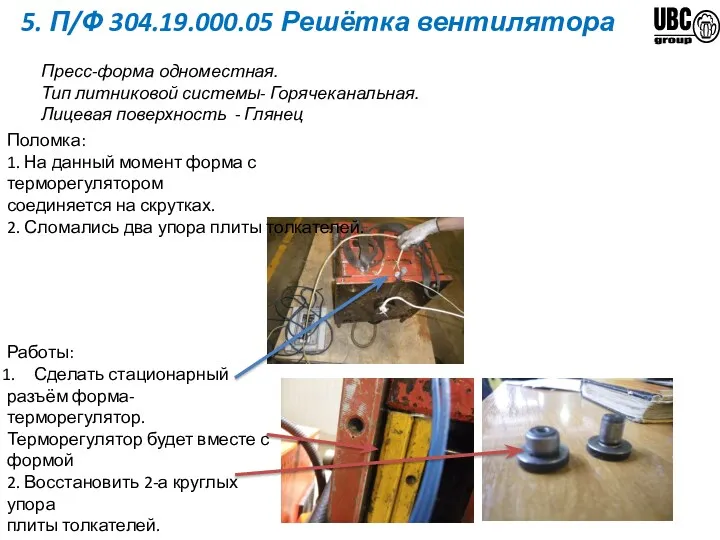
5. П/Ф 304.19.000.05 Решётка вентилятора
Пресс-форма одноместная.
Тип литниковой системы- Горячеканальная.
Лицевая поверхность -
5. П/Ф 304.19.000.05 Решётка вентилятора
Пресс-форма одноместная.
Тип литниковой системы- Горячеканальная.
Лицевая поверхность -
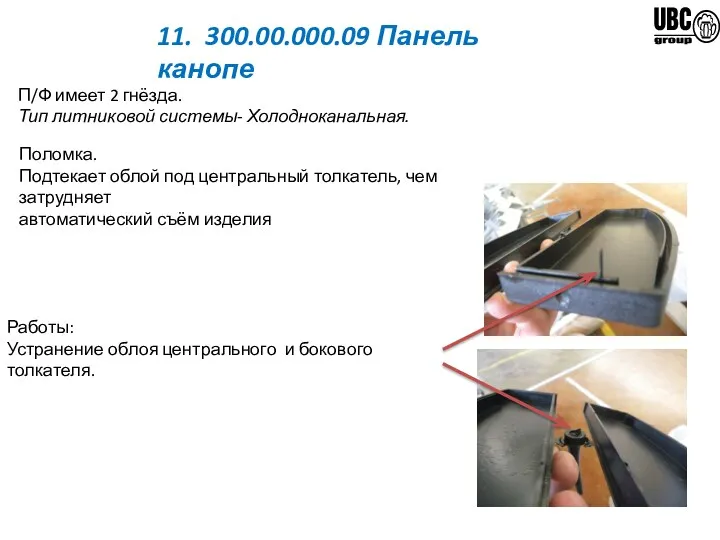
11. 300.00.000.09 Панель канопе
П/Ф имеет 2 гнёзда.
Тип литниковой системы- Холодноканальная.
Поломка.
Подтекает облой
11. 300.00.000.09 Панель канопе
П/Ф имеет 2 гнёзда.
Тип литниковой системы- Холодноканальная.
Поломка.
Подтекает облой


П/Ф 701.04.310.02 Уголок нижней рамки.
1. В одном месте сломалась шпилька и
П/Ф 701.04.310.02 Уголок нижней рамки.
1. В одном месте сломалась шпилька и
Требуемые работы:
Ревизия фиксаторов слайдерных знаков.
Устранение просачивания воды.
Ревизия, и если требуется замена,
всех
Требуемые работы:
Ревизия фиксаторов слайдерных знаков.
Устранение просачивания воды.
Ревизия, и если требуется замена,
всех

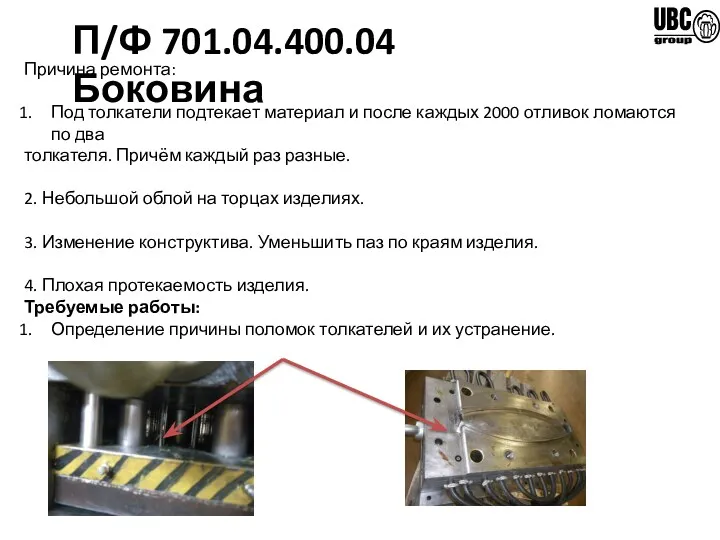
П/Ф 701.04.400.04 Боковина
Причина ремонта:
Под толкатели подтекает материал и после каждых 2000
П/Ф 701.04.400.04 Боковина
Причина ремонта:
Под толкатели подтекает материал и после каждых 2000
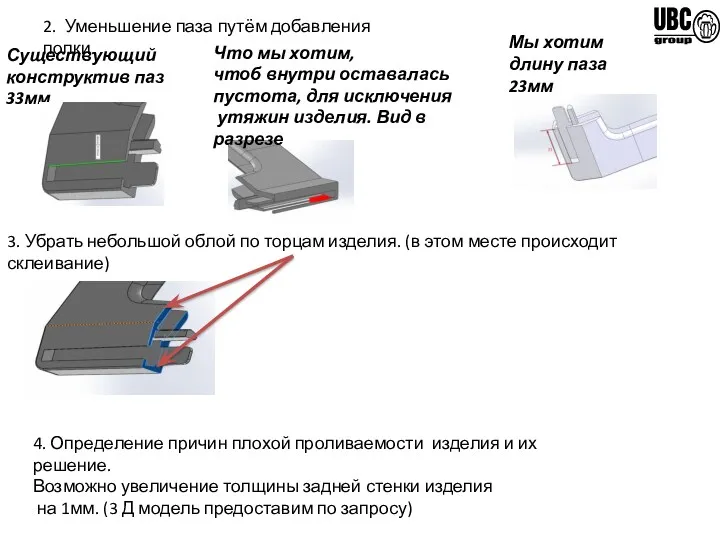
2. Уменьшение паза путём добавления полки.
Существующий
конструктив паз 33мм
Что мы хотим,
2. Уменьшение паза путём добавления полки.
Существующий
конструктив паз 33мм
Что мы хотим,
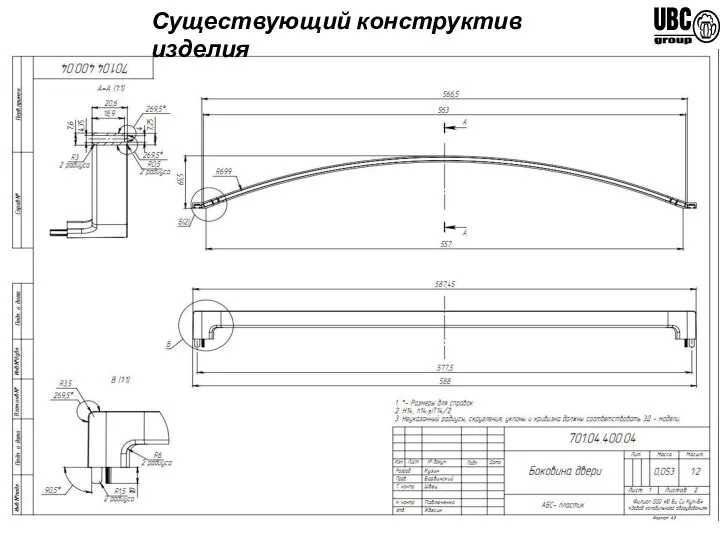
Существующий конструктив изделия
Существующий конструктив изделия
Существующий конструктив изделия
Существующий конструктив изделия

П/Ф 010.03.100.02 (-01;02;03) Держатель
П/Ф 012.03.100.02 (-01;02;03) Держатель
П/Ф 035.03.100.02 (-01;02;03) Дистанцер.
Описание поломки:
П/Ф 010.03.100.02 (-01;02;03) Держатель
П/Ф 012.03.100.02 (-01;02;03) Держатель
П/Ф 035.03.100.02 (-01;02;03) Дистанцер.
Описание поломки:
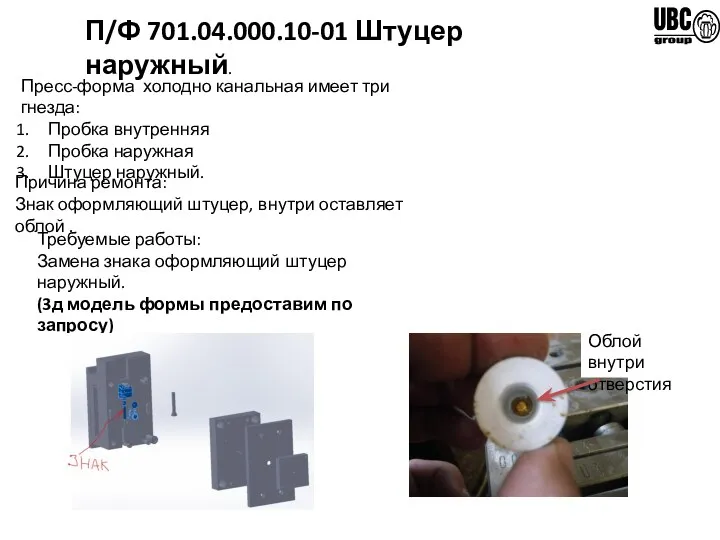
П/Ф 701.04.000.10-01 Штуцер наружный.
Пресс-форма холодно канальная имеет три гнезда:
Пробка внутренняя
Пробка наружная
Штуцер
П/Ф 701.04.000.10-01 Штуцер наружный.
Пресс-форма холодно канальная имеет три гнезда:
Пробка внутренняя
Пробка наружная
Штуцер

П/Ф 307.18.300.01 Основание ручки.
Пресс-форма горячеканальная, двухместная.
Причина :
Поломанные знаки для оформления
П/Ф 307.18.300.01 Основание ручки.
Пресс-форма горячеканальная, двухместная.
Причина :
Поломанные знаки для оформления
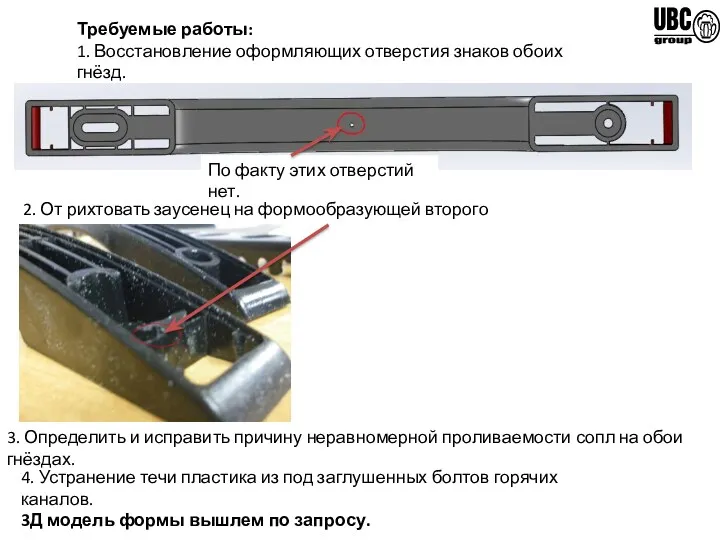
2. От рихтовать заусенец на формообразующей второго гнезда.
3. Определить и исправить
2. От рихтовать заусенец на формообразующей второго гнезда.
3. Определить и исправить


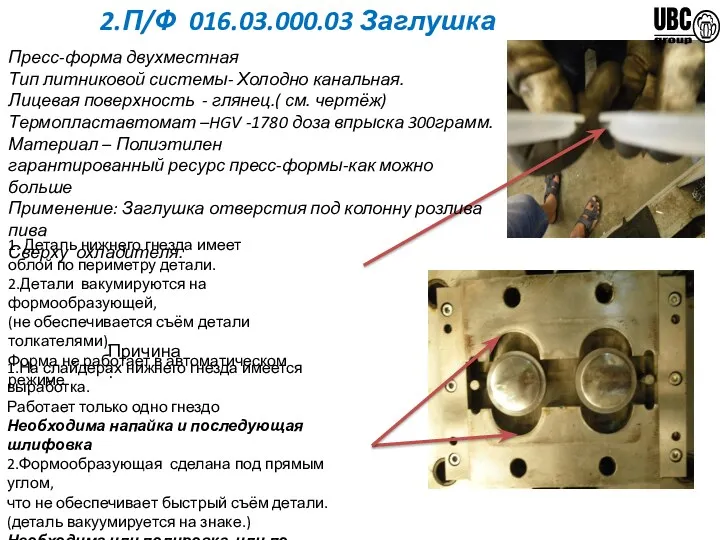
2.П/Ф 016.03.000.03 Заглушка
1. Деталь нижнего гнезда имеет
облой по периметру детали.
2.Детали
2.П/Ф 016.03.000.03 Заглушка
1. Деталь нижнего гнезда имеет
облой по периметру детали.
2.Детали
 Диаграммы деятельности
Диаграммы деятельности Интегрированный урок обобщающего повторения Путешествуем по миру (география + математика)
Интегрированный урок обобщающего повторения Путешествуем по миру (география + математика) Концепция общества и человека в драматических произведениях М. Горького
Концепция общества и человека в драматических произведениях М. Горького Проектирование многоэтажных жилых зданий массовой застройки для Крайнего Севера
Проектирование многоэтажных жилых зданий массовой застройки для Крайнего Севера Лекция №3. Функции промышленных СУБД
Лекция №3. Функции промышленных СУБД Обыкновенные дроби. Игра Счастливый случай
Обыкновенные дроби. Игра Счастливый случай Разработка алгоритма повышения помехоустойчивости канала связи с использованием технологии MIMO
Разработка алгоритма повышения помехоустойчивости канала связи с использованием технологии MIMO Педагогический опыт
Педагогический опыт Презентация системы работы по профилактике оптической дисграфии
Презентация системы работы по профилактике оптической дисграфии Внутрилабораторный контроль качества лабораторных исследований в УЗ
Внутрилабораторный контроль качества лабораторных исследований в УЗ Мой педагогический опыт
Мой педагогический опыт Технологическая оснастка обсадных колонн. Лекция 8
Технологическая оснастка обсадных колонн. Лекция 8 Сбор макулатуры
Сбор макулатуры Христианский антисемитизм
Христианский антисемитизм Кроссворд Насекомые; 1-2 класс
Кроссворд Насекомые; 1-2 класс Игра Вокгуг света
Игра Вокгуг света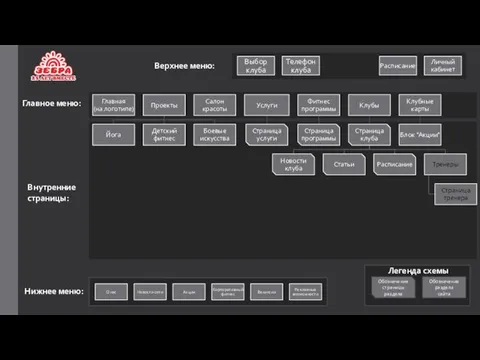 Структура сайта фитнес-клуба
Структура сайта фитнес-клуба презентация по теме: Физические явления в химии
презентация по теме: Физические явления в химии Новые приоритеты государственной образовательной политики в ХХI веке, в сфере исторического и обществоведческого образования
Новые приоритеты государственной образовательной политики в ХХI веке, в сфере исторического и обществоведческого образования Статистические методы обработки информации
Статистические методы обработки информации The Cry of a Wounded Heart
The Cry of a Wounded Heart Острый аппендицит
Острый аппендицит Терминальные состояния. Сердечно-легочная реанимация. Шок
Терминальные состояния. Сердечно-легочная реанимация. Шок Дифференциация обучения с использованием ИКТ для повышения качества обучения.
Дифференциация обучения с использованием ИКТ для повышения качества обучения. Оригами из бумаги. Аппликация Аквариум 1 класс
Оригами из бумаги. Аппликация Аквариум 1 класс Путешествие финикийских мореплавателей
Путешествие финикийских мореплавателей Бальные танцы. Румба.
Бальные танцы. Румба. Тест по химии (8 класс) по теме Генетическая связь классов неорганических соединений для системы тестирования PROClass
Тест по химии (8 класс) по теме Генетическая связь классов неорганических соединений для системы тестирования PROClass