Самолетостроение и вертолетостроение. Сборка отсеков и агрегатов металлической конструкции. (Лекция 3) презентация
- Самолетостроение и вертолетостроение. Сборка отсеков и агрегатов металлической конструкции. (Лекция 3)

Содержание
- 2. Принятые сокращения БП – базовая плита ЗУ – заклепка универсальная ЛА – летательный аппарат ЛЖ –
- 3. Содержание лекции Дифференцированные и недифференцированные схемы сборки Панелированные и непанелированные отсеки и агрегаты Сборка непанелированных отсеков
- 4. Дифференцированные и недифференцированные схемы сборки
- 5. Схемы сборки По степени расчлененности собираемых агрегатов планера различают дифференцированные и недифференцированные схемы сборки. а) б)
- 6. Схемы сборки В серийном производстве применяют дифференцированную схему, а недифференцированную схему используют в опытном производстве для
- 7. Панелированные и непанелированные отсеки и агрегаты
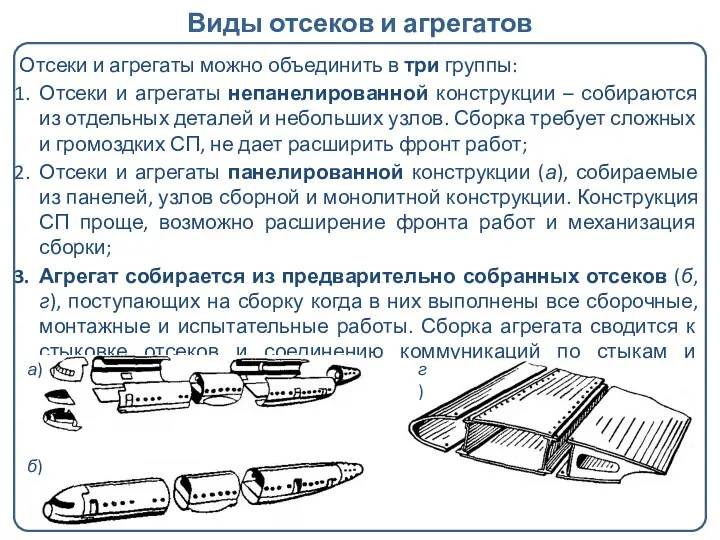
- 8. Виды отсеков и агрегатов Отсеки и агрегаты можно объединить в три группы: Отсеки и агрегаты непанелированной
- 9. Виды отсеков и агрегатов
- 10. Виды отсеков и агрегатов
- 11. Сборка непанелированных отсеков и агрегатов
- 12. Сборка непанелированных отсеков и агрегатов Такая сборка производится в одном СП и в определенной технологической последовательности.
- 13. Схема базирования, сборки и СП для сборки тормозного щитка
- 14. Конструктивно-технологические особенности Тормозной щиток состоит из следующих деталей и узлов: носка 1, лонжерона 2 с узлами
- 15. Схема базирования В качестве баз приняты: наружная поверхность обшивки НП и поверхность ложементов 9 (ЛЖ) при
- 16. Условия поставки деталей на сборку Носок 1 подают на сборку с обрезанными кромками с НО по
- 17. Схема сборки Сборку производят в следующей последовательности: 1) устанавливают носок 1 на ложементы 9 (ЛЖ) и
- 18. Схема сборки 7) открывают рубильники 13 (РБ) и отводят 14 (ПР). Устанавливают обшивку 7 и профиль
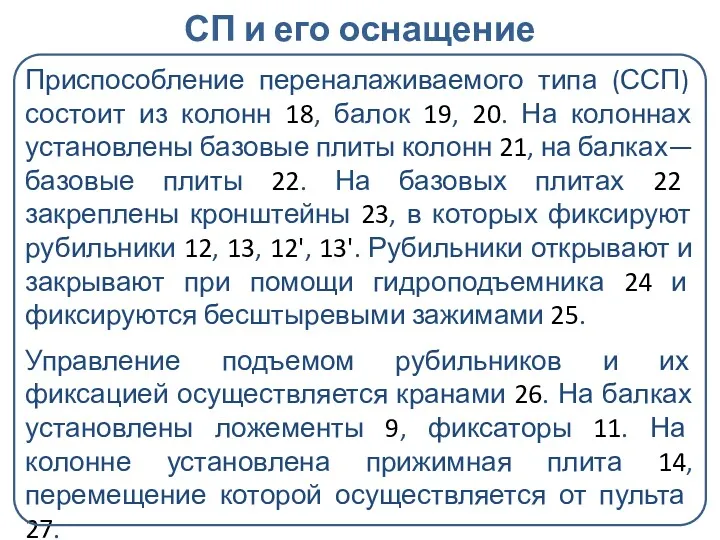
- 19. СП и его оснащение Приспособление переналаживаемого типа (ССП) состоит из колонн 18, балок 19, 20. На
- 20. Сборка панелированных отсеков и агрегатов
- 21. Сборка панелированных отсеков и агрегатов ТП сборки отсека или агрегата панелированной конструкции по характеру и объему
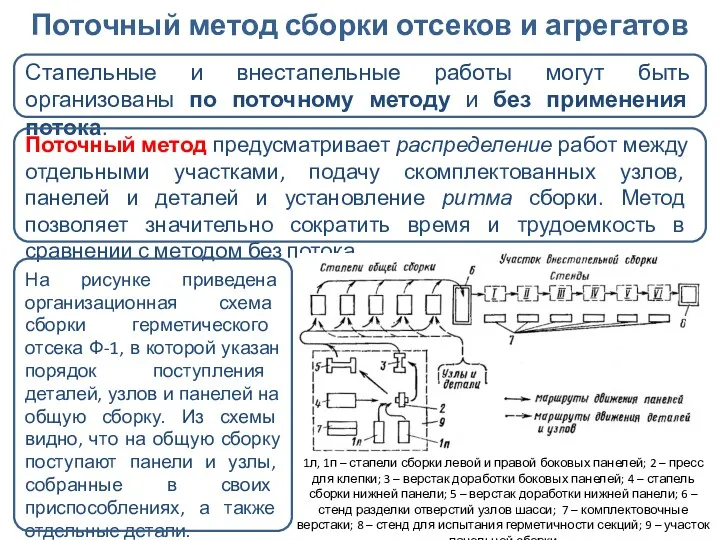
- 22. Сборка носового отсека фюзеляжа Носовой отсек фюзеляжа 1п и 1л – правая и левая панели отсека;
- 23. Порядок сборки Сборку отсека производят в следующем порядке: в СП по базовым поверхностям устанавливают и закрепляют
- 24. Преимущества способа Преимущество панелированной конструкции очевидно. Так например, сборка отсека непанелированной клепаной конструкции длиной 2 м
- 25. Стапельная и внестапельная сборка Различают два этапа сборки: сборку в стапеле и сборку-монтаж вне стапеля (внестапельная
- 26. Поточный метод сборки панелированных отсеков и агрегатов
- 27. Поточный метод сборки отсеков и агрегатов Стапельные и внестапельные работы могут быть организованы по поточному методу
- 28. Поточный метод сборки отсеков и агрегатов При поточной организации работ стапели для сборки отсека и стенды
- 29. Поточный метод сборки отсеков и агрегатов Количество стендов на участке внестапельных работ определяют, исходя из трудоемкости
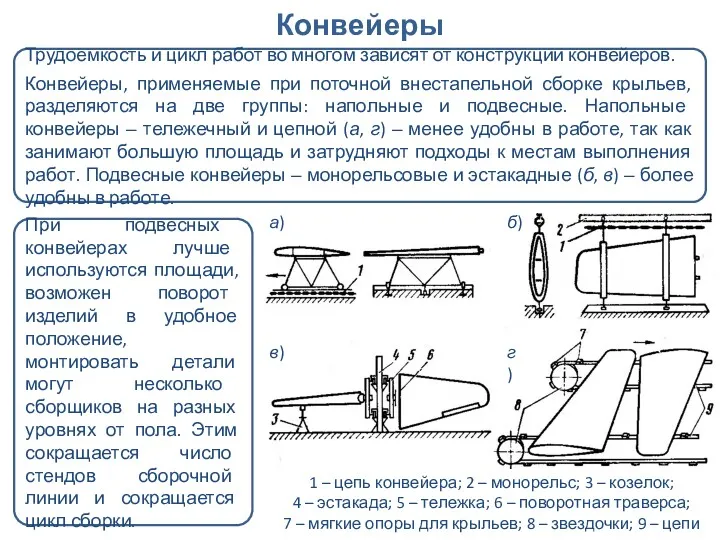
- 30. Конвейеры Трудоемкость и цикл работ во многом зависят от конструкции конвейеров. Конвейеры, применяемые при поточной внестапельной
- 31. Обработка разъемов и стыков в разделочных стендах
- 32. Обработка разъемов и стыков После сборки отсека или агрегата фактические размеры, определяющие положение стыковых узлов и
- 33. Разделочный стенд для обработки узлов разъема и стыка носового отсека фюзеляжа 1 – носок фюзеляжа; 2
- 34. Конструкция разделочного стенда В авиастроении применяют специальные и универсальные разделочные стенды, специальный стенд предназначен для обработки
- 35. Конструкция разделочного стенда После установки и закрепления отсека в разделочном стенде устанавливаются в рабочее положение плита
- 36. Конструкция разделочного стенда Торец стыкового шпангоута обрабатывается при помощи фрезерной агрегатной головки 14, фреза которой 16
- 37. Обработка разъемов и стыков Обработка отверстий и пазов в разъемах и стыках производится за несколько переходов,
- 38. Сборка агрегатов из отсеков
- 39. Принцип работы стыковочного стенда 1..6 – нивелировочные точки; 7, 8, 9 – УБО; 10 – пиноль
- 40. На предыдущем слайде показан принцип работы стыковочного стенда. Стыкуемые отсеки V и G располагают вдоль оси
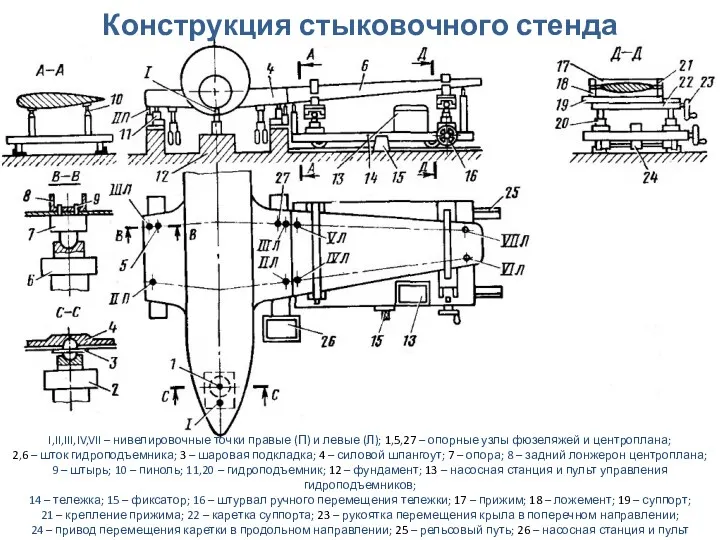
- 41. Конструкция стыковочного стенда I,II,III,IV,VII – нивелировочные точки правые (П) и левые (Л); 1,5,27 – опорные узлы
- 42. На предыдущем слайде приведена конструкция универсального стыковочного стенда для стыковки центроплана (V) с отъемной частью крыла
- 43. Фюзеляж вводят в стыковочный стенд, устанавливают на гидроподъемник и опоры 5 и 27 и шаровую прокладку
- 44. При совмещении базовых поверхностей вставляют в ОСБ стыковые болты и соединяют крыло с центропланом. Конструкция стыковочного
- 45. Контроль обвода агрегатов
- 46. При современных высоких скоростях полета к обтекаемым воздушным потоком поверхностям предъявляются высокие требования, поэтому отклонения обводов
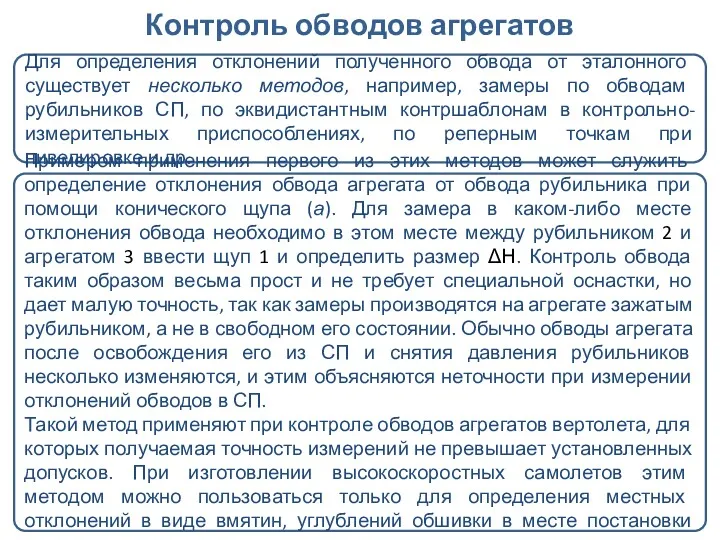
- 47. Для определения отклонений полученного обвода от эталонного существует несколько методов, например, замеры по обводам рубильников СП,
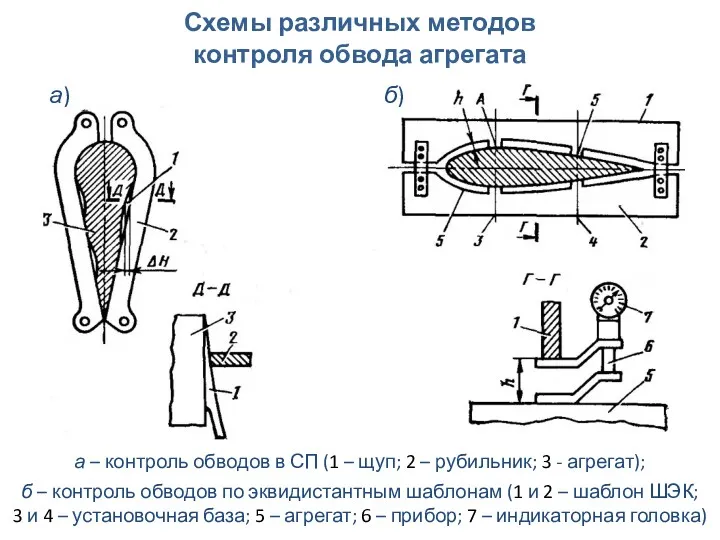
- 48. Схемы различных методов контроля обвода агрегата а – контроль обводов в СП (1 – щуп; 2
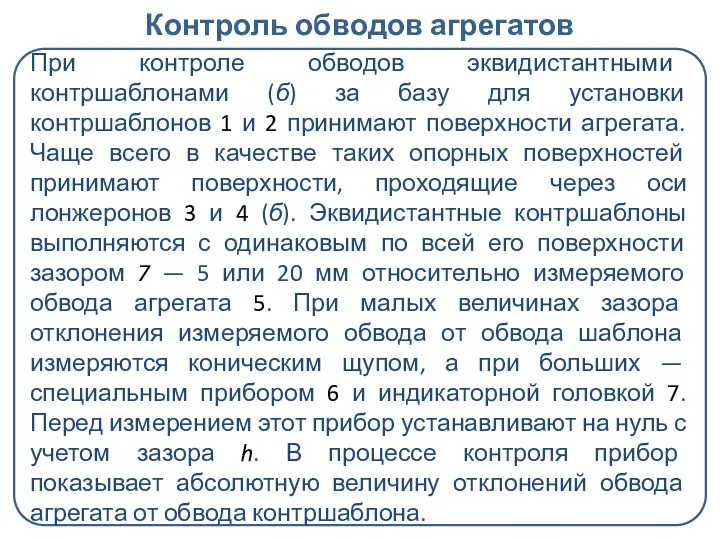
- 49. Контроль обводов агрегатов При контроле обводов эквидистантными контршаблонами (б) за базу для установки контршаблонов 1 и
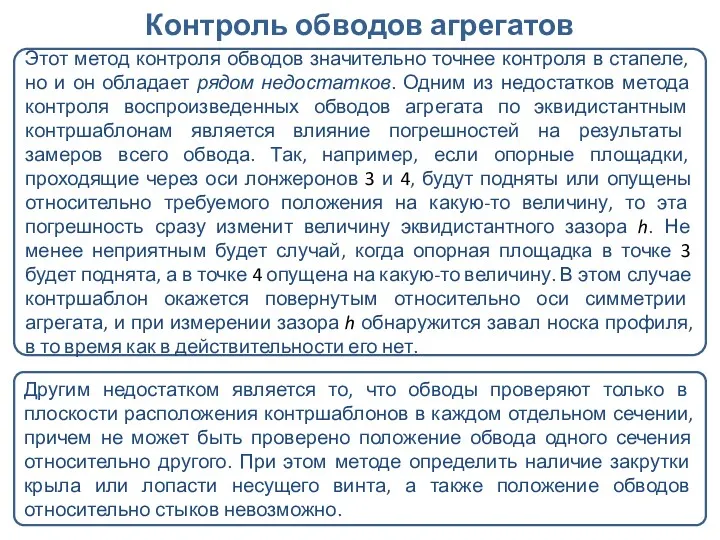
- 50. Контроль обводов агрегатов Этот метод контроля обводов значительно точнее контроля в стапеле, но и он обладает
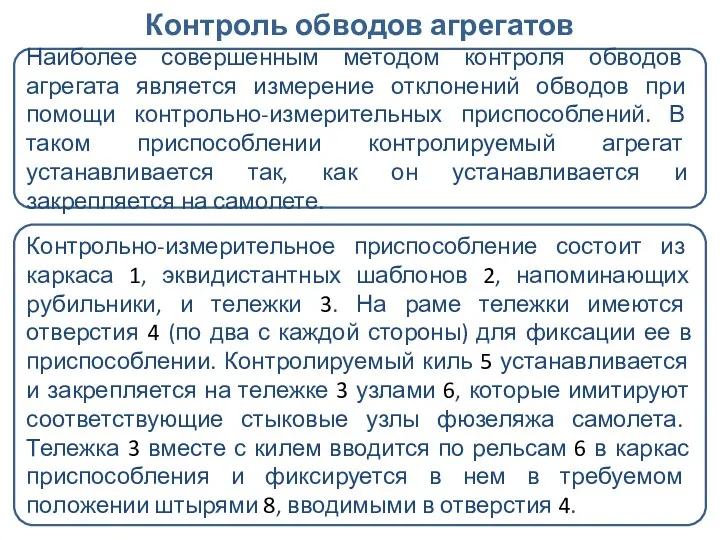
- 51. Контроль обводов агрегатов Наиболее совершенным методом контроля обводов агрегата является измерение отклонений обводов при помощи контрольно-измерительных
- 52. Контрольно-измерительное приспособление для контроля обводов киля 1 – каркас; 2 – шаблон; 3 – тележка; 4
- 53. Контроль обводов агрегатов После установки киля в контрольно-измерительном приспособлении определяют отклонения обводов киля от обводов эквидистантных
- 54. Способы компенсации погрешностей при сборке
- 55. Правило компенсации Точность внешних обводов планера должна быть в пределах 1,0..2,5 мм. При значительных размерах и
- 56. Правило компенсации Сборка по правилу компенсации возможна лишь в том случае, когда наряду с соответствующим выбором
- 57. Классификация методов компенсации погрешностей при сборке
- 58. Линейная конструктивная компенсация Примером сборки с использованием линейной конструктивной компенсации является сборка кессона крыла. В этом
- 59. Угловая конструктивная компенсация Примером конструктивной компенсации угловых погрешностей является узел навески направляющих роликов тросовой проводки. В
- 60. Компенсация погрешностей при сборке механической доработкой контура деталей Необходимым условием сборки с механической доработкой (подгонкой) деталей
- 61. Компенсация погрешностей при сборке механической доработкой контура деталей Выполнение этих условий обеспечивает достижение заданной точности узлов
- 62. Компенсация погрешностей сборки путем заполнения зазора Зазоры могут быть результатом сложения погрешностей при отклонении размеров в
- 63. Компенсация погрешностей сборки путем заполнения зазора Менее вязкий заполнитель рекомендуется преимущественно для заполнения зазоров между деталями
- 64. Компенсация погрешностей сборки упругой деформацией При сборке с упругой деформацией поверхности деталей совмещаются между собой и/или
- 65. Компенсация погрешностей сборки упругой деформацией Метод сборки с упругой деформацией эффективен с точки зрения снижения затрат
- 66. Компенсация погрешностей сборки упругой деформацией Для контроля ресурса ответственных соединений следует устанавливать ограничение на величину упругой
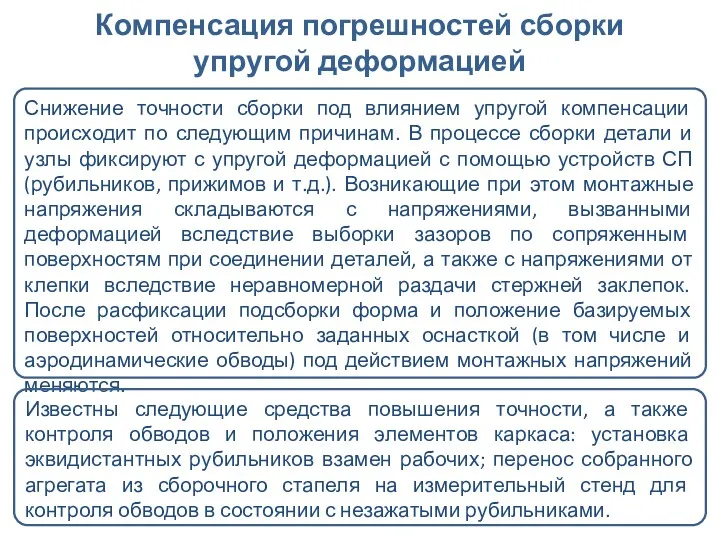
- 67. Компенсация погрешностей сборки упругой деформацией Снижение точности сборки под влиянием упругой компенсации происходит по следующим причинам.
- 69. Скачать презентацию
Принятые сокращения
БП – базовая плита
ЗУ – заклепка универсальная
ЛА – летательный аппарат
ЛЖ
Принятые сокращения
БП – базовая плита
ЗУ – заклепка универсальная
ЛА – летательный аппарат
ЛЖ
Содержание лекции
Дифференцированные и недифференцированные схемы сборки
Панелированные и непанелированные отсеки и агрегаты
Сборка
Содержание лекции
Дифференцированные и недифференцированные схемы сборки
Панелированные и непанелированные отсеки и агрегаты
Сборка
Дифференцированные и недифференцированные схемы сборки
Дифференцированные и недифференцированные схемы сборки
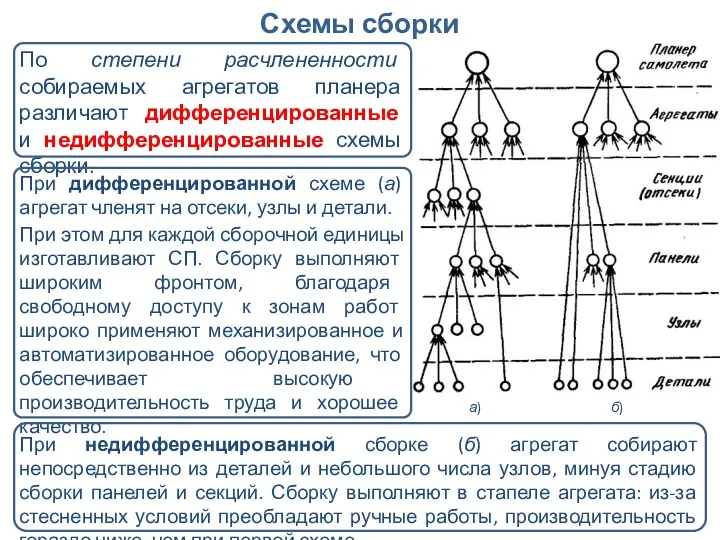
Схемы сборки
По степени расчлененности собираемых агрегатов планера различают дифференцированные и недифференцированные
Схемы сборки
По степени расчлененности собираемых агрегатов планера различают дифференцированные и недифференцированные
Схемы сборки
В серийном производстве применяют дифференцированную схему, а недифференцированную схему используют
Схемы сборки
В серийном производстве применяют дифференцированную схему, а недифференцированную схему используют
Панелированные и непанелированные отсеки и агрегаты
Панелированные и непанелированные отсеки и агрегаты
Виды отсеков и агрегатов
Отсеки и агрегаты можно объединить в три группы:
Отсеки
Виды отсеков и агрегатов
Отсеки и агрегаты можно объединить в три группы:
Отсеки
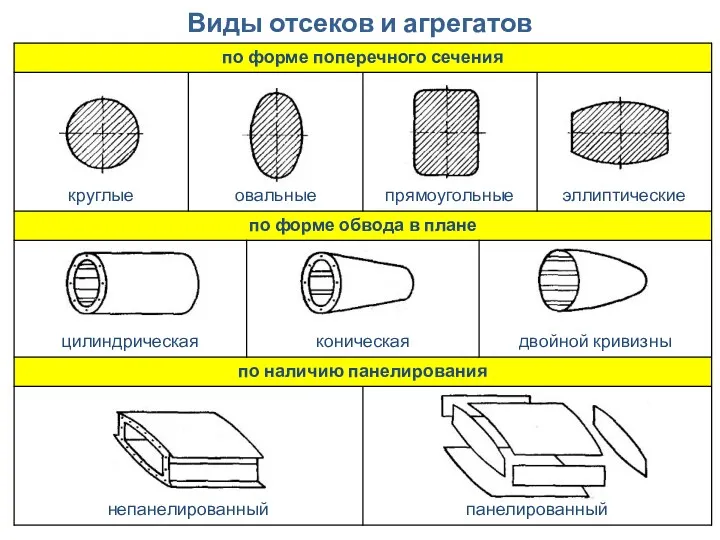
Виды отсеков и агрегатов
Виды отсеков и агрегатов

Виды отсеков и агрегатов
Виды отсеков и агрегатов
Сборка непанелированных отсеков и агрегатов
Сборка непанелированных отсеков и агрегатов

Сборка непанелированных отсеков и агрегатов
Такая сборка производится в одном СП и
Сборка непанелированных отсеков и агрегатов
Такая сборка производится в одном СП и
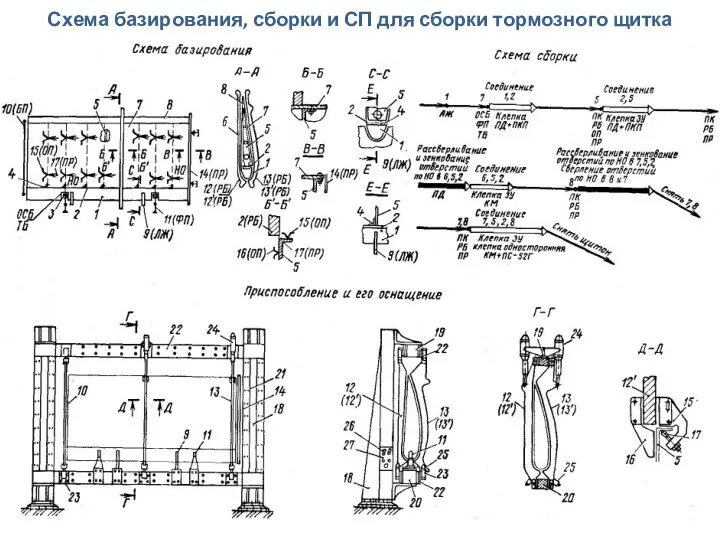
Схема базирования, сборки и СП для сборки тормозного щитка
Схема базирования, сборки и СП для сборки тормозного щитка
Конструктивно-технологические особенности
Тормозной щиток состоит из следующих деталей и узлов: носка 1,
Конструктивно-технологические особенности
Тормозной щиток состоит из следующих деталей и узлов: носка 1,
Схема базирования
В качестве баз приняты:
наружная поверхность обшивки НП и поверхность
Схема базирования
В качестве баз приняты:
наружная поверхность обшивки НП и поверхность
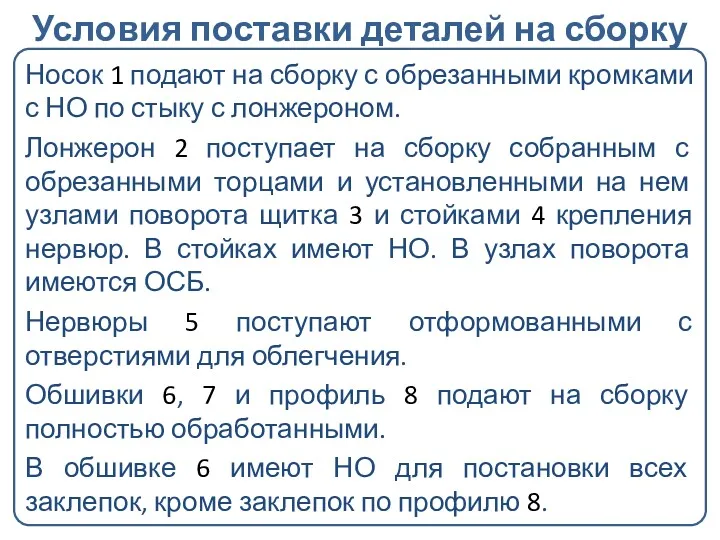
Условия поставки деталей на сборку
Носок 1 подают на сборку с обрезанными
Условия поставки деталей на сборку
Носок 1 подают на сборку с обрезанными
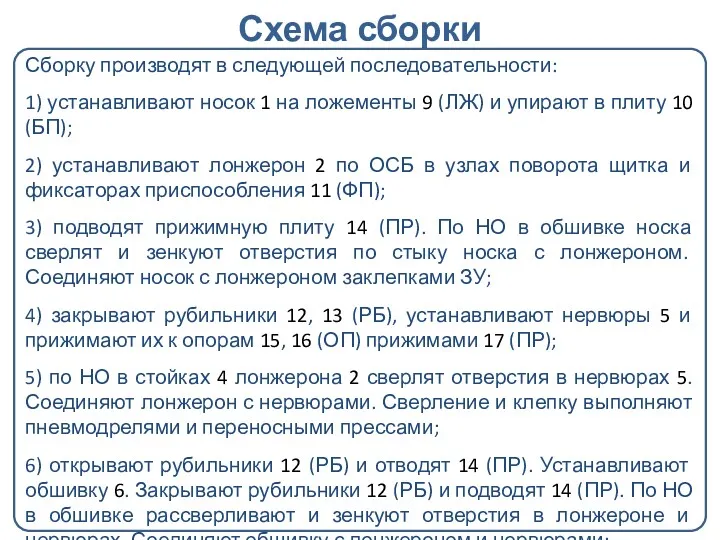
Схема сборки
Сборку производят в следующей последовательности:
1) устанавливают носок 1 на ложементы
Схема сборки
Сборку производят в следующей последовательности:
1) устанавливают носок 1 на ложементы
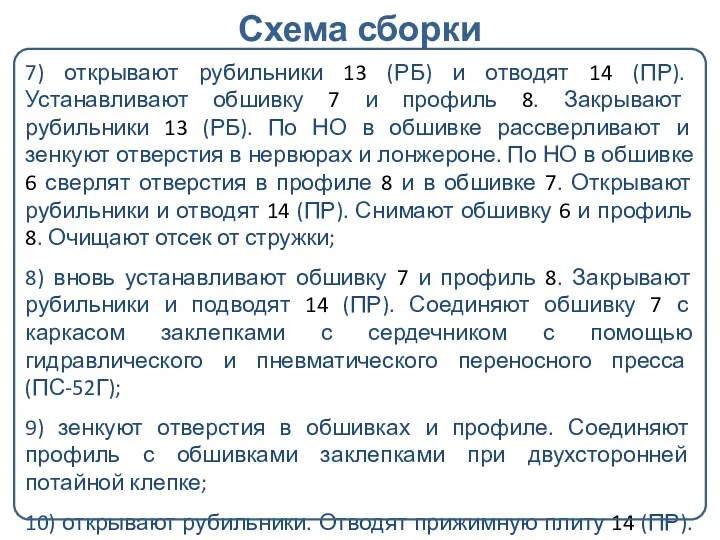
Схема сборки
7) открывают рубильники 13 (РБ) и отводят 14 (ПР). Устанавливают
Схема сборки
7) открывают рубильники 13 (РБ) и отводят 14 (ПР). Устанавливают
СП и его оснащение
Приспособление переналаживаемого типа (ССП) состоит из колонн 18,
СП и его оснащение
Приспособление переналаживаемого типа (ССП) состоит из колонн 18,

Сборка панелированных отсеков и агрегатов
Сборка панелированных отсеков и агрегатов

Сборка панелированных отсеков и агрегатов
ТП сборки отсека или агрегата панелированной конструкции
Сборка панелированных отсеков и агрегатов
ТП сборки отсека или агрегата панелированной конструкции
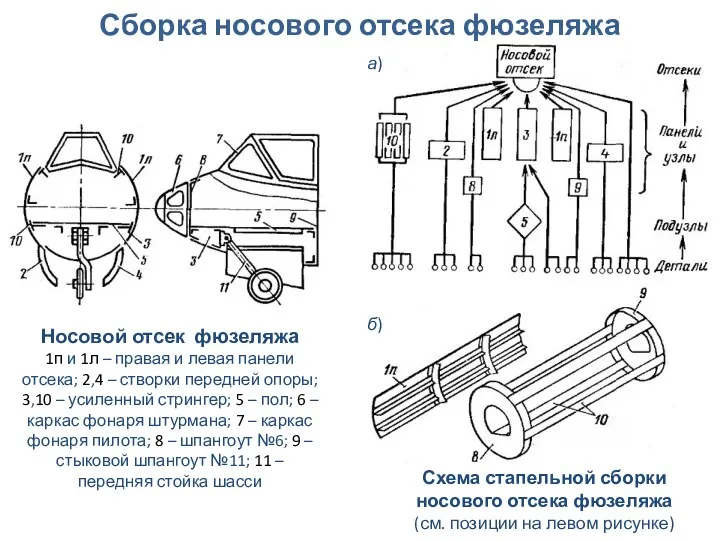
Сборка носового отсека фюзеляжа
Носовой отсек фюзеляжа
1п и 1л – правая и
Сборка носового отсека фюзеляжа
Носовой отсек фюзеляжа
1п и 1л – правая и
Порядок сборки
Сборку отсека производят в следующем порядке:
в СП по базовым
Порядок сборки
Сборку отсека производят в следующем порядке:
в СП по базовым
Преимущества способа
Преимущество панелированной конструкции очевидно. Так например, сборка отсека непанелированной клепаной
Преимущества способа
Преимущество панелированной конструкции очевидно. Так например, сборка отсека непанелированной клепаной
Стапельная и внестапельная сборка
Различают два этапа сборки: сборку в стапеле и
Стапельная и внестапельная сборка
Различают два этапа сборки: сборку в стапеле и

Поточный метод сборки панелированных отсеков и агрегатов
Поточный метод сборки панелированных отсеков и агрегатов
Поточный метод сборки отсеков и агрегатов
Стапельные и внестапельные работы могут быть
Поточный метод сборки отсеков и агрегатов
Стапельные и внестапельные работы могут быть
Поточный метод сборки отсеков и агрегатов
При поточной организации работ стапели для
Поточный метод сборки отсеков и агрегатов
При поточной организации работ стапели для
Поточный метод сборки отсеков и агрегатов
Количество стендов на участке внестапельных работ
Поточный метод сборки отсеков и агрегатов
Количество стендов на участке внестапельных работ
Конвейеры
Трудоемкость и цикл работ во многом зависят от конструкции конвейеров.
Конвейеры, применяемые
Конвейеры
Трудоемкость и цикл работ во многом зависят от конструкции конвейеров.
Конвейеры, применяемые

Обработка разъемов и стыков в разделочных стендах
Обработка разъемов и стыков в разделочных стендах
Обработка разъемов и стыков
После сборки отсека или агрегата фактические размеры, определяющие
Обработка разъемов и стыков
После сборки отсека или агрегата фактические размеры, определяющие
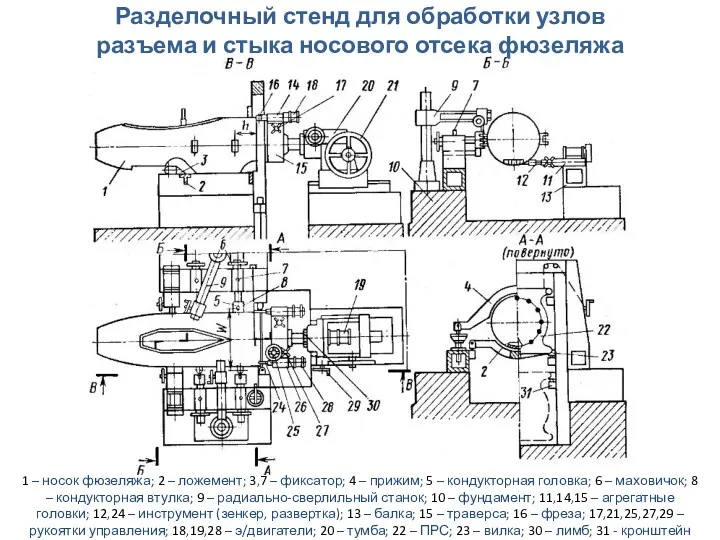
Разделочный стенд для обработки узлов
разъема и стыка носового отсека фюзеляжа
1
Разделочный стенд для обработки узлов
разъема и стыка носового отсека фюзеляжа
1

Конструкция разделочного стенда
В авиастроении применяют специальные и универсальные разделочные стенды, специальный
Конструкция разделочного стенда
В авиастроении применяют специальные и универсальные разделочные стенды, специальный
Конструкция разделочного стенда
После установки и закрепления отсека в разделочном стенде устанавливаются
Конструкция разделочного стенда
После установки и закрепления отсека в разделочном стенде устанавливаются
Конструкция разделочного стенда
Торец стыкового шпангоута обрабатывается при помощи фрезерной агрегатной головки
Конструкция разделочного стенда
Торец стыкового шпангоута обрабатывается при помощи фрезерной агрегатной головки
Обработка разъемов и стыков
Обработка отверстий и пазов в разъемах и стыках
Обработка разъемов и стыков
Обработка отверстий и пазов в разъемах и стыках

Сборка агрегатов из отсеков
Сборка агрегатов из отсеков

Принцип работы стыковочного стенда
1..6 – нивелировочные точки; 7, 8, 9 –
Принцип работы стыковочного стенда
1..6 – нивелировочные точки; 7, 8, 9 –

На предыдущем слайде показан принцип работы стыковочного стенда. Стыкуемые отсеки V
На предыдущем слайде показан принцип работы стыковочного стенда. Стыкуемые отсеки V
Конструкция стыковочного стенда
I,II,III,IV,VII – нивелировочные точки правые (П) и левые (Л);
Конструкция стыковочного стенда
I,II,III,IV,VII – нивелировочные точки правые (П) и левые (Л);
На предыдущем слайде приведена конструкция универсального стыковочного стенда для стыковки центроплана
На предыдущем слайде приведена конструкция универсального стыковочного стенда для стыковки центроплана
Фюзеляж вводят в стыковочный стенд, устанавливают на гидроподъемник и опоры 5
Фюзеляж вводят в стыковочный стенд, устанавливают на гидроподъемник и опоры 5
При совмещении базовых поверхностей вставляют в ОСБ стыковые болты и соединяют
При совмещении базовых поверхностей вставляют в ОСБ стыковые болты и соединяют

Контроль обвода агрегатов
Контроль обвода агрегатов
При современных высоких скоростях полета к обтекаемым воздушным потоком поверхностям предъявляются
При современных высоких скоростях полета к обтекаемым воздушным потоком поверхностям предъявляются
Для определения отклонений полученного обвода от эталонного существует несколько методов, например,
Для определения отклонений полученного обвода от эталонного существует несколько методов, например,
Схемы различных методов
контроля обвода агрегата
а – контроль обводов в СП
Схемы различных методов
контроля обвода агрегата
а – контроль обводов в СП
Контроль обводов агрегатов
При контроле обводов эквидистантными контршаблонами (б) за базу для
Контроль обводов агрегатов
При контроле обводов эквидистантными контршаблонами (б) за базу для
Контроль обводов агрегатов
Этот метод контроля обводов значительно точнее контроля в стапеле,
Контроль обводов агрегатов
Этот метод контроля обводов значительно точнее контроля в стапеле,
Контроль обводов агрегатов
Наиболее совершенным методом контроля обводов агрегата является измерение отклонений
Контроль обводов агрегатов
Наиболее совершенным методом контроля обводов агрегата является измерение отклонений

Контрольно-измерительное приспособление
для контроля обводов киля
1 – каркас; 2 – шаблон;
Контрольно-измерительное приспособление
для контроля обводов киля
1 – каркас; 2 – шаблон;

Контроль обводов агрегатов
После установки киля в контрольно-измерительном приспособлении определяют отклонения обводов
Контроль обводов агрегатов
После установки киля в контрольно-измерительном приспособлении определяют отклонения обводов

Способы компенсации погрешностей при сборке
Способы компенсации погрешностей при сборке
Правило компенсации
Точность внешних обводов планера должна быть в пределах 1,0..2,5 мм.
Правило компенсации
Точность внешних обводов планера должна быть в пределах 1,0..2,5 мм.
Правило компенсации
Сборка по правилу компенсации возможна лишь в том случае, когда
Правило компенсации
Сборка по правилу компенсации возможна лишь в том случае, когда

Классификация методов компенсации погрешностей при сборке
Классификация методов компенсации погрешностей при сборке

Линейная конструктивная компенсация
Примером сборки с использованием линейной конструктивной компенсации является сборка
Линейная конструктивная компенсация
Примером сборки с использованием линейной конструктивной компенсации является сборка

Угловая конструктивная компенсация
Примером конструктивной компенсации угловых погрешностей является узел навески направляющих
Угловая конструктивная компенсация
Примером конструктивной компенсации угловых погрешностей является узел навески направляющих
Компенсация погрешностей при сборке механической доработкой контура деталей
Необходимым условием сборки с
Компенсация погрешностей при сборке механической доработкой контура деталей
Необходимым условием сборки с
Компенсация погрешностей при сборке механической доработкой контура деталей
Выполнение этих условий обеспечивает
Компенсация погрешностей при сборке механической доработкой контура деталей
Выполнение этих условий обеспечивает
Компенсация погрешностей сборки
путем заполнения зазора
Зазоры могут быть результатом сложения погрешностей
Компенсация погрешностей сборки
путем заполнения зазора
Зазоры могут быть результатом сложения погрешностей
Компенсация погрешностей сборки
путем заполнения зазора
Менее вязкий заполнитель рекомендуется преимущественно для
Компенсация погрешностей сборки
путем заполнения зазора
Менее вязкий заполнитель рекомендуется преимущественно для
Компенсация погрешностей сборки
упругой деформацией
При сборке с упругой деформацией поверхности деталей
Компенсация погрешностей сборки
упругой деформацией
При сборке с упругой деформацией поверхности деталей
Компенсация погрешностей сборки
упругой деформацией
Метод сборки с упругой деформацией эффективен с
Компенсация погрешностей сборки
упругой деформацией
Метод сборки с упругой деформацией эффективен с
Компенсация погрешностей сборки
упругой деформацией
Для контроля ресурса ответственных соединений следует устанавливать
Компенсация погрешностей сборки
упругой деформацией
Для контроля ресурса ответственных соединений следует устанавливать
Компенсация погрешностей сборки
упругой деформацией
Снижение точности сборки под влиянием упругой компенсации
Компенсация погрешностей сборки
упругой деформацией
Снижение точности сборки под влиянием упругой компенсации
 Звёздный час. Внеклассное мероприятие по информатике в 8-х классах
Звёздный час. Внеклассное мероприятие по информатике в 8-х классах Единичная система счисления
Единичная система счисления Аудит обучения персонала на предприятии
Аудит обучения персонала на предприятии Забытая война -1 мировая война
Забытая война -1 мировая война Influenza and Arvd
Influenza and Arvd Презентация. Сказки-загадки
Презентация. Сказки-загадки Экзаменационный творческий проект. Панно-коллаж Летний букет
Экзаменационный творческий проект. Панно-коллаж Летний букет Оборудование игровой комнаты для детей от 1,5 до 3 лет
Оборудование игровой комнаты для детей от 1,5 до 3 лет Презентация Развитие связной речи посредством театрализованной деятельности
Презентация Развитие связной речи посредством театрализованной деятельности l_-3_komb
l_-3_komb Проект. Есть ли жизнь на марсе
Проект. Есть ли жизнь на марсе Аналогии и их роль в обучении физике
Аналогии и их роль в обучении физике Презентация Аппликация из геометрических фигур
Презентация Аппликация из геометрических фигур Итоговая презентация к проекту на тему: Весна. Праздник Пасхи
Итоговая презентация к проекту на тему: Весна. Праздник Пасхи Барак Обама
Барак Обама Project: Global Social Media Plan // January Topic: Game: Stop the Loop Format: video loop Date: Flexible Content
Project: Global Social Media Plan // January Topic: Game: Stop the Loop Format: video loop Date: Flexible Content Двигательная активность
Двигательная активность Презентация Создание художественного образа
Презентация Создание художественного образа Правовая охрана окружающей среды в городах и иных поселениях при осуществлении хозяйственной деятельности
Правовая охрана окружающей среды в городах и иных поселениях при осуществлении хозяйственной деятельности Педагогический проект Развитие эмоциональной сферы старших дошкольников
Педагогический проект Развитие эмоциональной сферы старших дошкольников Скрипты продаж для мебели
Скрипты продаж для мебели Транспортные системы в цепях поставок
Транспортные системы в цепях поставок Презентация по теме Эксплуатация ККМ ЭКР 2102К 2 курс
Презентация по теме Эксплуатация ККМ ЭКР 2102К 2 курс Клиническая фармакология гипотензивных средств
Клиническая фармакология гипотензивных средств Вводные и вставные конструкции
Вводные и вставные конструкции Буддизм
Буддизм Пограничные состояния у маловесных новорожденных
Пограничные состояния у маловесных новорожденных Наглядные формы представления информации
Наглядные формы представления информации