- Схемы и описания основных видов сварки

Содержание
- 2. СОДЕРЖАНИЕ 1. ВВЕДЕНИЕ…………………………………………………………………..1 2. Сущность процесса сварки ………………………..………..2 3. Электродуговая сварка……………………………………………….3 3.1 Электродуговая сварка рис.1……………………………………..4 4.
- 3. Введение Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных связей в результате совместной
- 4. СУЩНОСТЬ ПРОЦЕССА СВАРКИ По признаку применяемого вида активации для образования межатомных связей в неразъемном соединении различают
- 5. Электродуговая сварка Необходимое для местного расплавления кромок заготовок и присадочного материала тепло образуется при «горении» электрической
- 6. 1 - металлический стержень; 2 - покрытие электрода; 3 - газовая атмосфера дуги; 4 - сварочная
- 7. Электрошлаковая сварка Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50 мм до нескольких метров
- 8. 1 - электрод; 2 – свариваемые заготовки; 3 - расплавленный флюс - электропроводный шлак; 4 -
- 9. Газовая сварка Газовая сварка в сравнении с дуговой обеспечивает более плавный нагрев и медленное охлаждение изделий,
- 10. 1, 16 - кислородный и ацетиленовый ниппели; 2 - рукоятка; 3, 15 - кислородная и ацетиленовая
- 11. Сварка в защитных газах Сварку в среде защитных газов проводят с целью изолирования расплавленного металла сварочной
- 12. 1 - электрод; 2 - присадочная проволока; 3 - изделие; 4 - сварной шов; 5 -
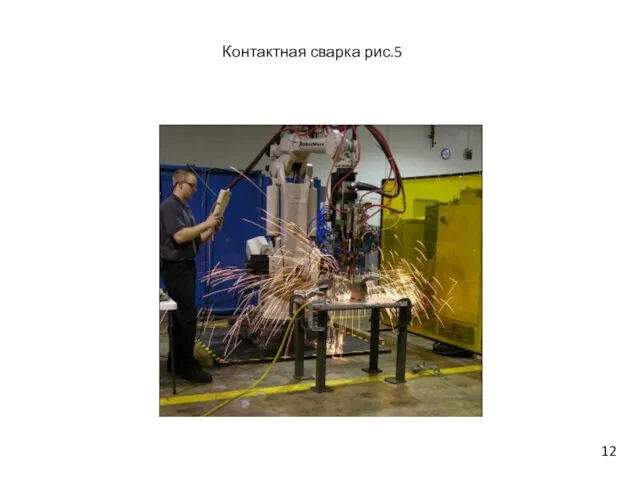
- 13. Контактная сварка Сварка осуществляется нагреванием местa сварки теплом, получаемым при прохождении электрического тока через контактируемые поверхности
- 14. Контактная сварка рис.5 12
- 15. Ультразвуковая сварка Сварка осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические высокой
- 16. Ультразвуковая сварка рис.5 14
- 18. Скачать презентацию
СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ…………………………………………………………………..1
2. Сущность процесса сварки ………………………..………..2
3.
СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ…………………………………………………………………..1
2. Сущность процесса сварки ………………………..………..2
3.
Введение
Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных
Введение
Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных
СУЩНОСТЬ ПРОЦЕССА СВАРКИ
По признаку применяемого вида активации для образования межатомных связей
СУЩНОСТЬ ПРОЦЕССА СВАРКИ
По признаку применяемого вида активации для образования межатомных связей
Электродуговая сварка
Необходимое для местного расплавления кромок заготовок и присадочного материала тепло
Электродуговая сварка
Необходимое для местного расплавления кромок заготовок и присадочного материала тепло
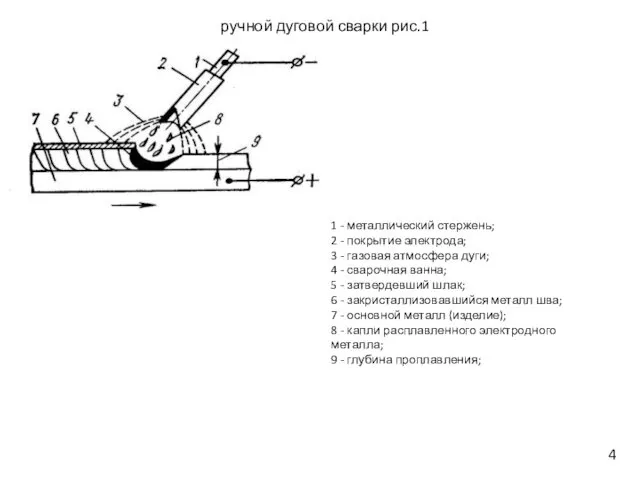
1 - металлический стержень;
2 - покрытие электрода;
3 - газовая атмосфера
1 - металлический стержень;
2 - покрытие электрода;
3 - газовая атмосфера
Электрошлаковая сварка
Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50
Электрошлаковая сварка
Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50
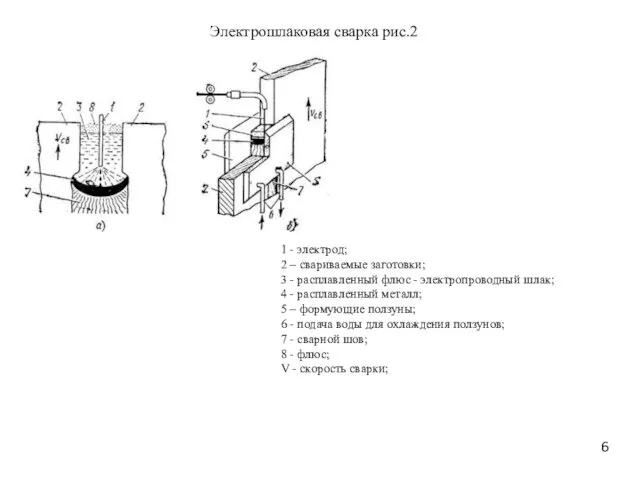
1 - электрод;
2 – свариваемые заготовки;
3 - расплавленный флюс - электропроводный
1 - электрод;
2 – свариваемые заготовки;
3 - расплавленный флюс - электропроводный
Газовая сварка
Газовая сварка в сравнении с дуговой обеспечивает более плавный нагрев
Газовая сварка
Газовая сварка в сравнении с дуговой обеспечивает более плавный нагрев
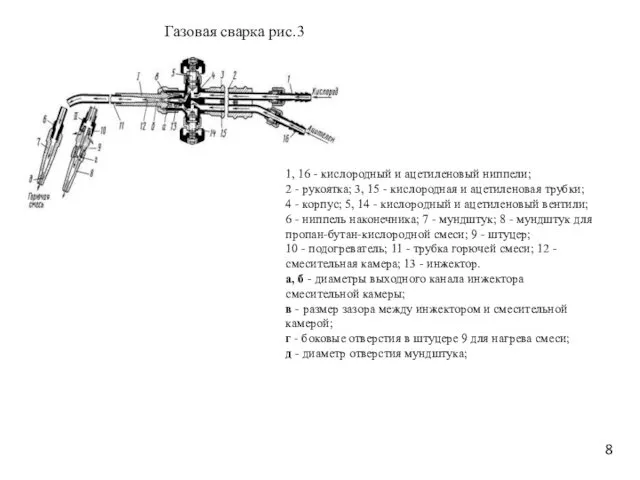
1, 16 - кислородный и ацетиленовый ниппели;
2 - рукоятка; 3, 15
1, 16 - кислородный и ацетиленовый ниппели;
2 - рукоятка; 3, 15
Сварка в защитных газах
Сварку в среде защитных газов проводят с целью
Сварка в защитных газах
Сварку в среде защитных газов проводят с целью
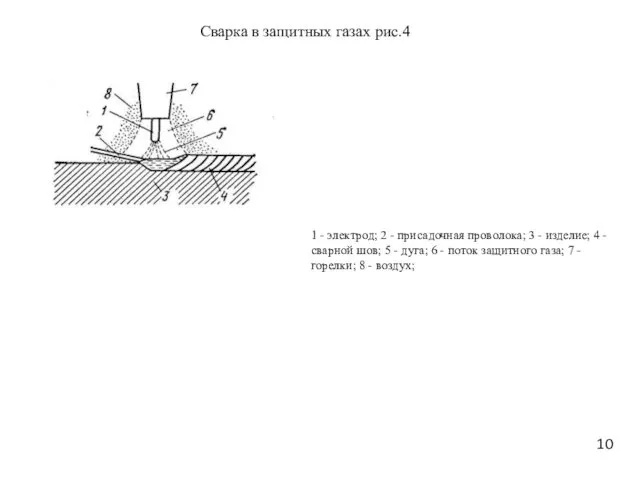
1 - электрод; 2 - присадочная проволока; 3 - изделие; 4
1 - электрод; 2 - присадочная проволока; 3 - изделие; 4
Контактная сварка
Сварка осуществляется нагреванием местa сварки теплом, получаемым при прохождении электрического
Контактная сварка
Сварка осуществляется нагреванием местa сварки теплом, получаемым при прохождении электрического
Контактная сварка рис.5
12
Контактная сварка рис.5
12
Ультразвуковая сварка
Сварка осуществляется за счет превращения при помощи специального преобразователя ультразвуковых
Ультразвуковая сварка
Сварка осуществляется за счет превращения при помощи специального преобразователя ультразвуковых

Ультразвуковая сварка рис.5
14
Ультразвуковая сварка рис.5
14
 Порядок по обжиму витой пары
Порядок по обжиму витой пары школа первой помощи Диск
школа первой помощи Диск Эмоции и чувства: управление, коррекция, копинг-стратегии
Эмоции и чувства: управление, коррекция, копинг-стратегии Сенсоры. Классификация сенсоров. Терморезистивные, термоэлектрические, термомеханические, пироэлектрические преобразователи
Сенсоры. Классификация сенсоров. Терморезистивные, термоэлектрические, термомеханические, пироэлектрические преобразователи Дальный Восток- край контрастов.
Дальный Восток- край контрастов. Изображение и реальность. 2 класс
Изображение и реальность. 2 класс Стили в графическом дизайне
Стили в графическом дизайне Печальные результаты хозяйственной деятельности человека. Чернобыль - мёртвый город
Печальные результаты хозяйственной деятельности человека. Чернобыль - мёртвый город 9 мая - День Победы. Экскурсия в музей Явенгской школы
9 мая - День Победы. Экскурсия в музей Явенгской школы Введение в патологическую анатомию, история патологической анатомии. Альтерация. Некроз, апоптоз
Введение в патологическую анатомию, история патологической анатомии. Альтерация. Некроз, апоптоз Сәндік-қолданбалы өнер арқылы оқушыларды ұлттық құндылықтарға тәрбиелеу
Сәндік-қолданбалы өнер арқылы оқушыларды ұлттық құндылықтарға тәрбиелеу Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора
Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора Морские свинки
Морские свинки Тренажёр по работе над ошибками по русскому языку
Тренажёр по работе над ошибками по русскому языку Презентация к Дню матери
Презентация к Дню матери Презентация о Рождестве
Презентация о Рождестве Региональная составляющая национального проекта Здравоохранение
Региональная составляющая национального проекта Здравоохранение Изомерия
Изомерия Шоу-игра Интуиция
Шоу-игра Интуиция Профессия архитектор
Профессия архитектор Организационно-методические основы анализа финансовой отчётности
Организационно-методические основы анализа финансовой отчётности Патриотическое воспитание дошкольников
Патриотическое воспитание дошкольников Военная топография. Изучение рельефа местности на карте (Занятие №1)
Военная топография. Изучение рельефа местности на карте (Занятие №1) Мастер- класс Применение модульной технологии в начальной школе
Мастер- класс Применение модульной технологии в начальной школе Легенды и мифы Древней Греции
Легенды и мифы Древней Греции Кыргызская республика
Кыргызская республика Бюджет государства и семьи
Бюджет государства и семьи Техносферная безопасность
Техносферная безопасность