- Шлифовальные станки

Содержание
- 2. Шлифованием называют процесс обработки заготовок резанием с помощью абразивного инструмента, совершающего с высокой скоростью главное движение
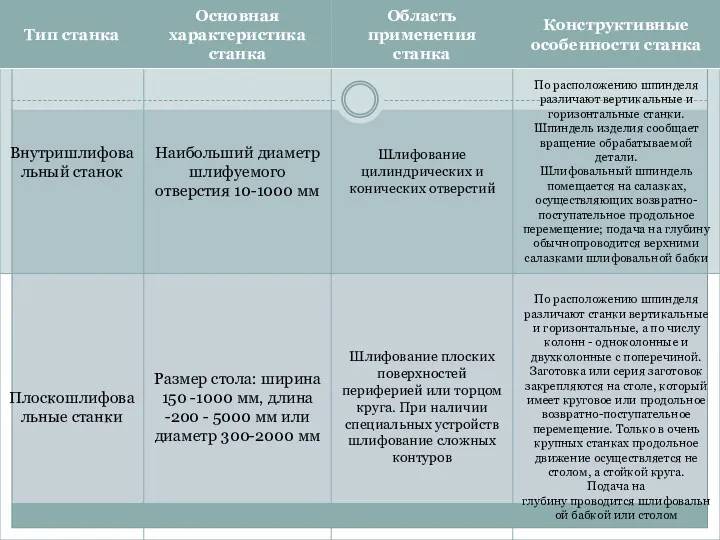
- 3. Таблица 1-Классификация основных типов шлифовальных станков
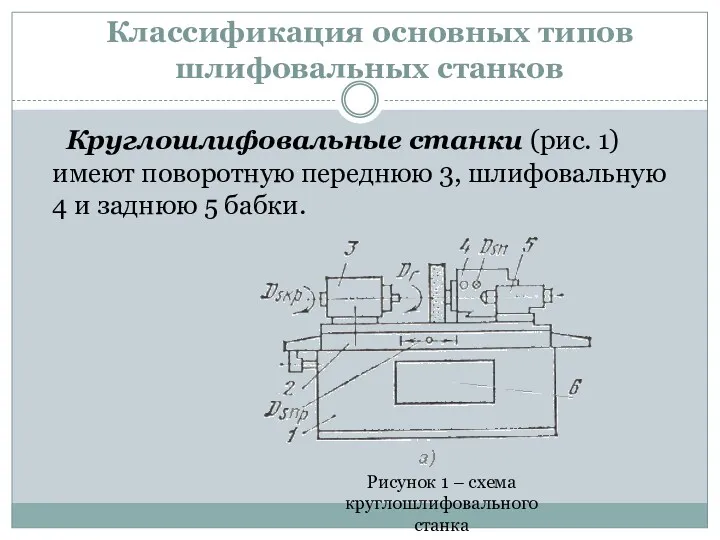
- 8. Классификация основных типов шлифовальных станков Круглошлифовальные станки (рис. 1) имеют поворотную переднюю 3, шлифовальную 4 и
- 9. Основными деталями и узлами станка являются (рисунок 2): станина 1, гидропанель 2, передняя бабка 11, электрошкаф
- 10. Бесцентровые круглошлифовальные станки Их выпускают для наружного и внутреннего шлифования. универсальные и специальные. Они подразделяются в
- 11. Внутришлифовальный станок Все узлы внутришлифовального станка (рисунок 4) несет массивная станина 8 с двумя взаимно перпендикулярными
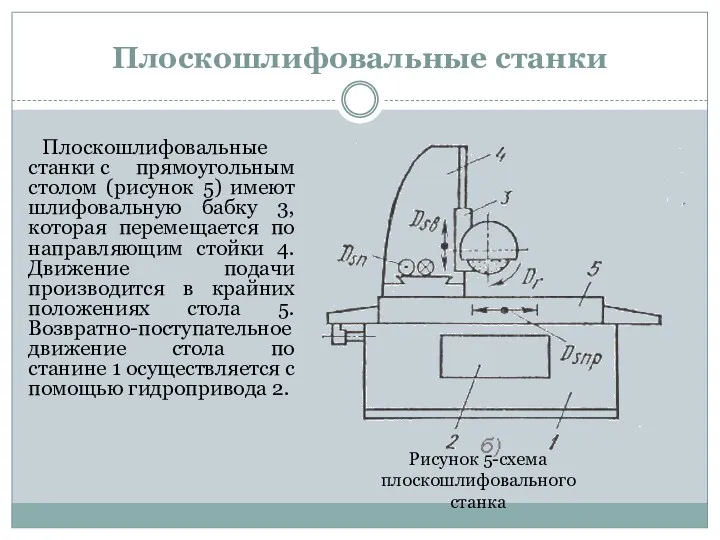
- 12. Плоскошлифовальные станки Плоскошлифовальные станки с прямоугольным столом (рисунок 5) имеют шлифовальную бабку 3, которая перемещается по
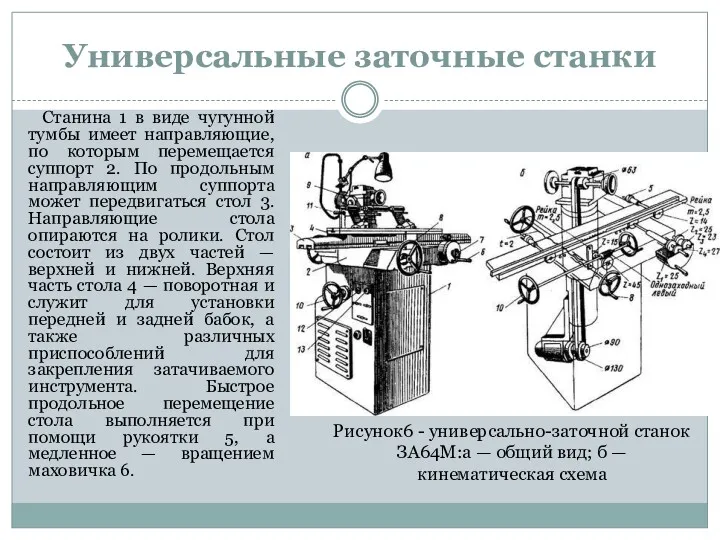
- 13. Универсальные заточные станки Рисунок6 - универсально-заточной станок ЗА64М:а — общий вид; б — кинематическая схема Станина
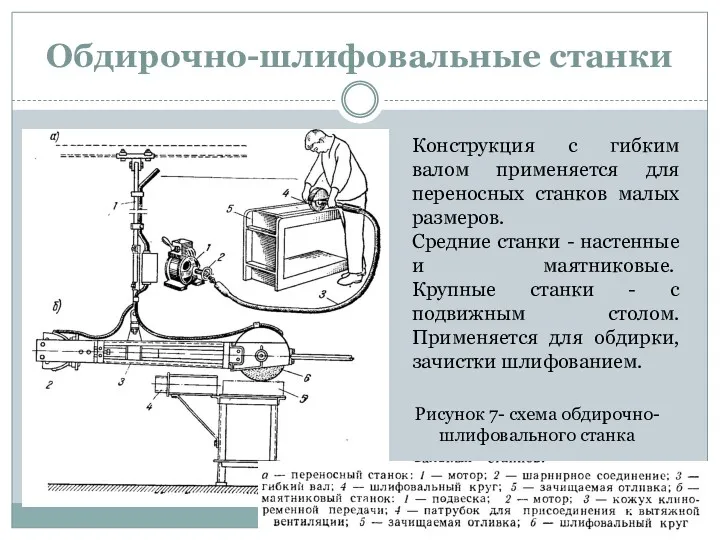
- 14. Обдирочно-шлифовальные станки Рисунок 7- схема обдирочно-шлифовального станка Конструкция с гибким валом применяется для переносных станков малых
- 15. Плоско-пртирочные станки Рисунок 8- Стационарный плоско-пртирочный станок Притираемая деталь устанавливается в горизонтальном шпинделе. Притирка производится притирами
- 16. Полировальные станки Риснунок 9- Радиально-консольный шлифовально-полировальный станок ВШ-28 Шлифовально-полировальные станки разделяют на передвижные и стационарные. Передвижные
- 17. Схемы обработки Круглое шлифование (рисунок 10) выполняется при вращательном главном движении резания шлифовального круга и круговом
- 18. При шлифовании уступами (рисунок 10, г) производят обработку врезанием с поперечной подачей, периодически передвигая стол на
- 19. Внутреннее шлифование выполняют двумя методами (рисунок 11). При шлифовании с продольным движением подачи (рисунок 11, а)
- 20. Методы плоского шлифования (рисунок 12) делят на четыре основных вида. Заготовки 1 закрепляют на прямоугольных или
- 21. При бесцентровом шлифовании (рисунок 13) заготовку 2 не закрепляют, она располагается на ноже 3 и одновременно
- 23. Скачать презентацию
Шлифованием называют процесс обработки заготовок резанием с помощью абразивного инструмента, совершающего с
Шлифованием называют процесс обработки заготовок резанием с помощью абразивного инструмента, совершающего с
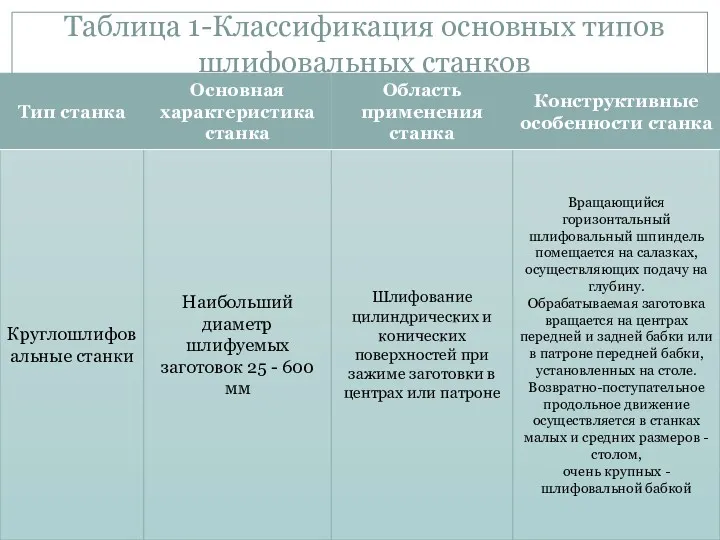
Таблица 1-Классификация основных типов шлифовальных станков
Таблица 1-Классификация основных типов шлифовальных станков



Классификация основных типов шлифовальных станков
Круглошлифовальные станки (рис. 1) имеют поворотную переднюю 3,
Классификация основных типов шлифовальных станков
Круглошлифовальные станки (рис. 1) имеют поворотную переднюю 3,
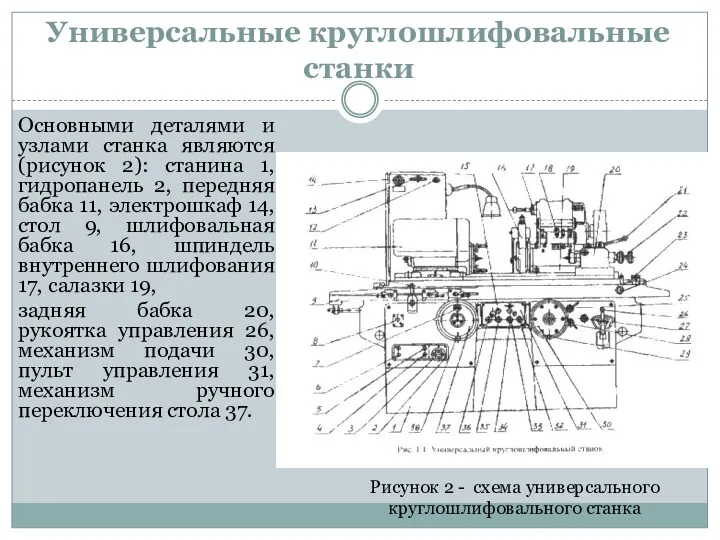
Основными деталями и узлами станка являются (рисунок 2): станина 1, гидропанель
Основными деталями и узлами станка являются (рисунок 2): станина 1, гидропанель

Бесцентровые круглошлифовальные станки
Их выпускают для наружного и внутреннего шлифования. универсальные и
Бесцентровые круглошлифовальные станки
Их выпускают для наружного и внутреннего шлифования. универсальные и

Внутришлифовальный станок
Все узлы внутришлифовального станка (рисунок 4) несет массивная станина 8 с двумя взаимно
Внутришлифовальный станок
Все узлы внутришлифовального станка (рисунок 4) несет массивная станина 8 с двумя взаимно
Плоскошлифовальные станки
Плоскошлифовальные станки с прямоугольным столом (рисунок 5) имеют шлифовальную бабку 3,
Плоскошлифовальные станки
Плоскошлифовальные станки с прямоугольным столом (рисунок 5) имеют шлифовальную бабку 3,
Универсальные заточные станки
Рисунок6 - универсально-заточной станок ЗА64М:а — общий вид; б
Универсальные заточные станки
Рисунок6 - универсально-заточной станок ЗА64М:а — общий вид; б
Обдирочно-шлифовальные станки
Рисунок 7- схема обдирочно-шлифовального станка
Конструкция с гибким валом применяется для
Обдирочно-шлифовальные станки
Рисунок 7- схема обдирочно-шлифовального станка
Конструкция с гибким валом применяется для
Плоско-пртирочные станки
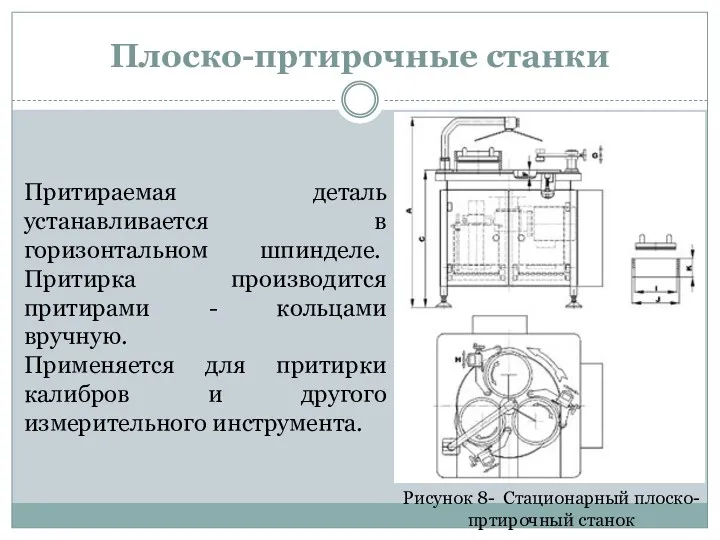
Рисунок 8- Стационарный плоско-пртирочный станок
Притираемая деталь устанавливается в горизонтальном шпинделе.
Притирка
Плоско-пртирочные станки
Рисунок 8- Стационарный плоско-пртирочный станок
Притираемая деталь устанавливается в горизонтальном шпинделе. Притирка

Полировальные станки
Риснунок 9- Радиально-консольный шлифовально-полировальный станок ВШ-28
Шлифовально-полировальные станки разделяют на передвижные
Полировальные станки
Риснунок 9- Радиально-консольный шлифовально-полировальный станок ВШ-28
Шлифовально-полировальные станки разделяют на передвижные
Схемы обработки
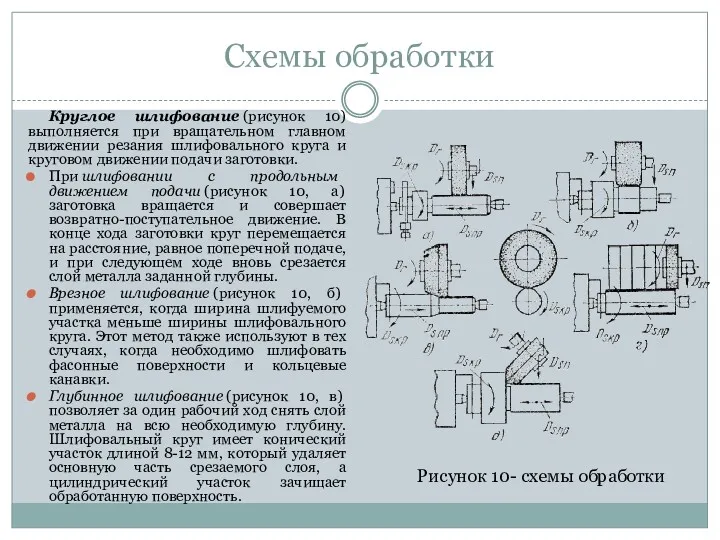
Круглое шлифование (рисунок 10) выполняется при вращательном главном движении резания шлифовального
Схемы обработки
Круглое шлифование (рисунок 10) выполняется при вращательном главном движении резания шлифовального
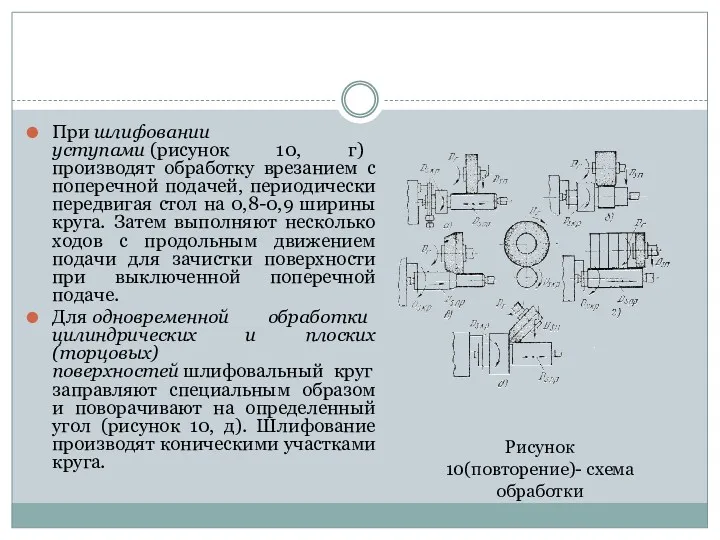
При шлифовании уступами (рисунок 10, г) производят обработку врезанием с поперечной подачей, периодически
При шлифовании уступами (рисунок 10, г) производят обработку врезанием с поперечной подачей, периодически
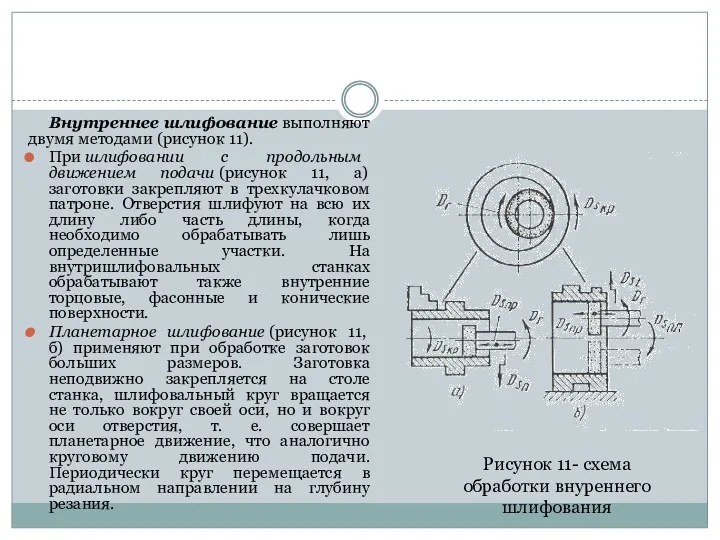
Внутреннее шлифование выполняют двумя методами (рисунок 11).
При шлифовании с продольным движением подачи (рисунок
Внутреннее шлифование выполняют двумя методами (рисунок 11).
При шлифовании с продольным движением подачи (рисунок

Методы плоского шлифования (рисунок 12) делят на четыре основных вида. Заготовки 1 закрепляют
Методы плоского шлифования (рисунок 12) делят на четыре основных вида. Заготовки 1 закрепляют
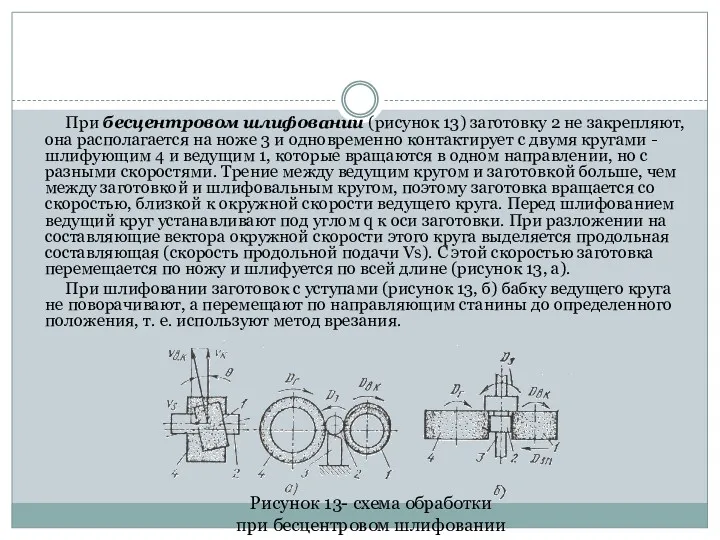
При бесцентровом шлифовании (рисунок 13) заготовку 2 не закрепляют, она располагается на ноже
При бесцентровом шлифовании (рисунок 13) заготовку 2 не закрепляют, она располагается на ноже
 Idioms. Идиомы
Idioms. Идиомы Вьетнам
Вьетнам People
People Стандартизация и сертификация
Стандартизация и сертификация Конденсаторы. Обозначения и виды конденсаторов
Конденсаторы. Обозначения и виды конденсаторов Компания ТД Мегаполис
Компания ТД Мегаполис Тип плоские черви. Биология, 7 класс
Тип плоские черви. Биология, 7 класс Рецидивна злочинність
Рецидивна злочинність Перевозка живых грузов. Транспортировка животных
Перевозка живых грузов. Транспортировка животных Сборка игрового ПК
Сборка игрового ПК Площади параллелограмма, треугольника и трапеции
Площади параллелограмма, треугольника и трапеции Разнообразие животных
Разнообразие животных Портфолио воспитателя
Портфолио воспитателя Правовое регулирование наследования по завещанию в российском гражанском праве
Правовое регулирование наследования по завещанию в российском гражанском праве Виртуальное путешествие на уроке
Виртуальное путешествие на уроке Информация Об итогах Градостроительного совета от 19.04.2018 г.
Информация Об итогах Градостроительного совета от 19.04.2018 г. Галогены
Галогены Сортировка и поиск данных в электронных таблицах
Сортировка и поиск данных в электронных таблицах Общие сведения о газотурбинных двигателях (ГТД)
Общие сведения о газотурбинных двигателях (ГТД) Витамин С в сокосодержащих продуктах
Витамин С в сокосодержащих продуктах Визитная карточка
Визитная карточка Способы заработка в интернете
Способы заработка в интернете Что наша жизнь?... Игра Сто к одному
Что наша жизнь?... Игра Сто к одному Архтектура персонального компьютера
Архтектура персонального компьютера Мифы выбора профессии
Мифы выбора профессии Венозный тромбоз. Тромбоэмболические осложнения
Венозный тромбоз. Тромбоэмболические осложнения Лекция 3. Постоянные нагрузки на поперечную раму
Лекция 3. Постоянные нагрузки на поперечную раму Таргетная терапия РМЖ
Таргетная терапия РМЖ