- Шлифование. Сущность процесса шлифования

Содержание
- 2. Шлифованием называется процесс обработки заготовок резанием абразивными кругами. Зерна в круге расположены хаотично, не сориентированы по
- 3. Ниже представлена схема расположения абразивных зерен на поверхности абразивного круга по окружности, лежащей в плоскости перпендикулярной
- 8. Типы шлифовальных кругов по ГОСТ Р 52781–2007 (в скобках даны обозначения по старому ГОСТ 2424-83)
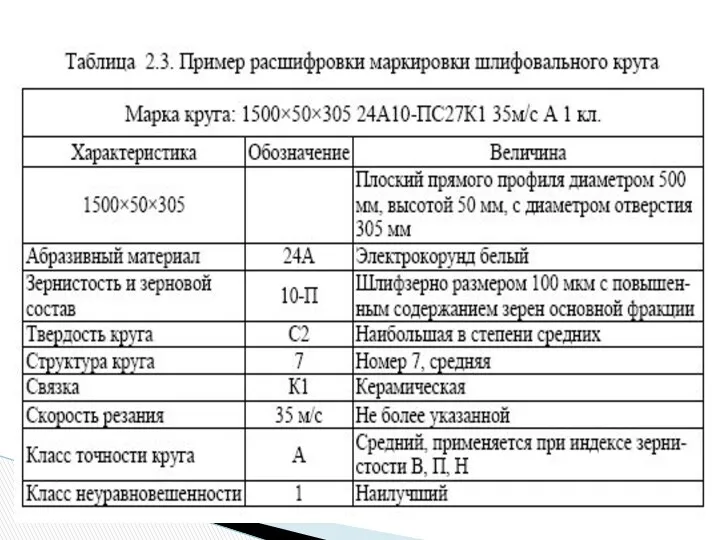
- 9. Пример условного обозначения круга типа 1 наружным диаметром D = 300 мм, высотой Т = 20
- 10. Электрокорунд представляет собой кристаллический оксид алюминия Al2O3. Чем выше содержание кристаллического оксида алюминия в электрокорунде, тем
- 11. Карбид кремния (SiC) по сравнению с электрокорундом обладает большей твердостью, но и хрупкостью. При дроблении его
- 12. Зернистость и индекс зернистости. Зернистость – условное обозначение абразивного материала, соответствующее размеру абразивных зерен основной фракции.
- 13. Зернистость обозначается цифрами (номером зернистости) и буквами (индексом зернистости). В зависимости от группы материалов приняты следующие
- 14. Связка предназначена для объединения зерен в инструмент, от нее зависит не только прочность удержания зерна в
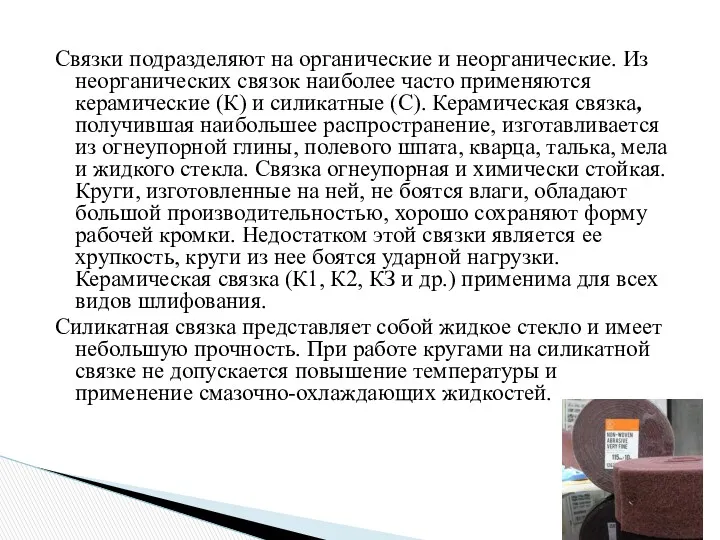
- 15. Связки подразделяют на органические и неорганические. Из неорганических связок наиболее часто применяются керамические (К) и силикатные
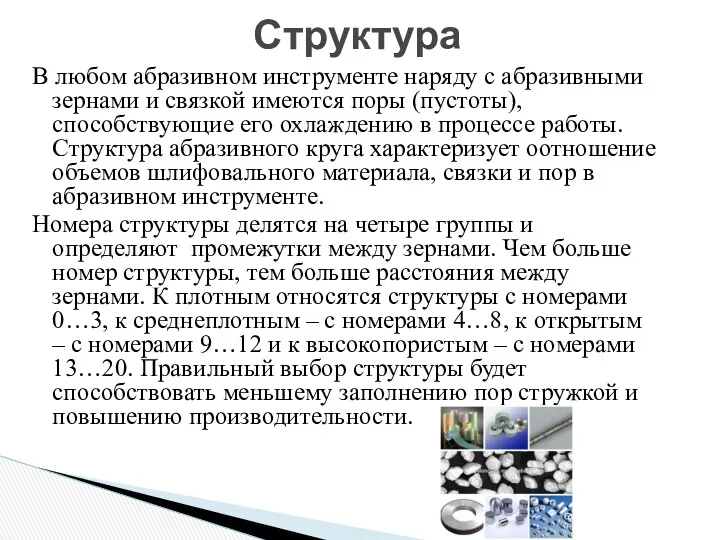
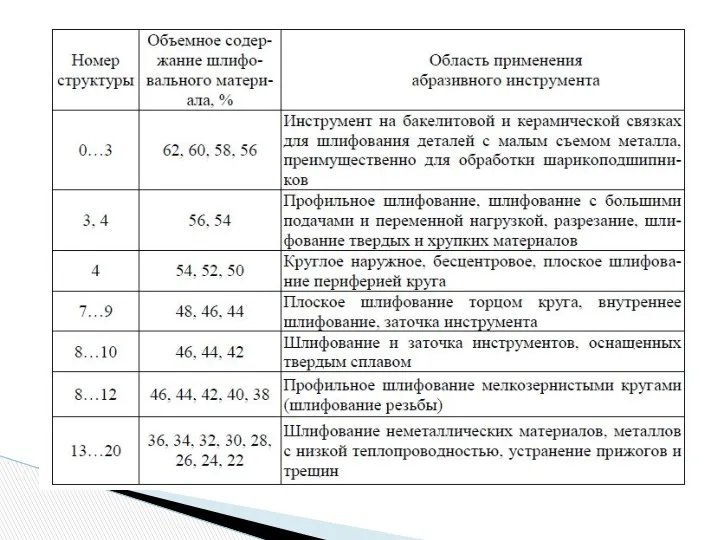
- 16. В любом абразивном инструменте наряду с абразивными зернами и связкой имеются поры (пустоты), способствующие его охлаждению
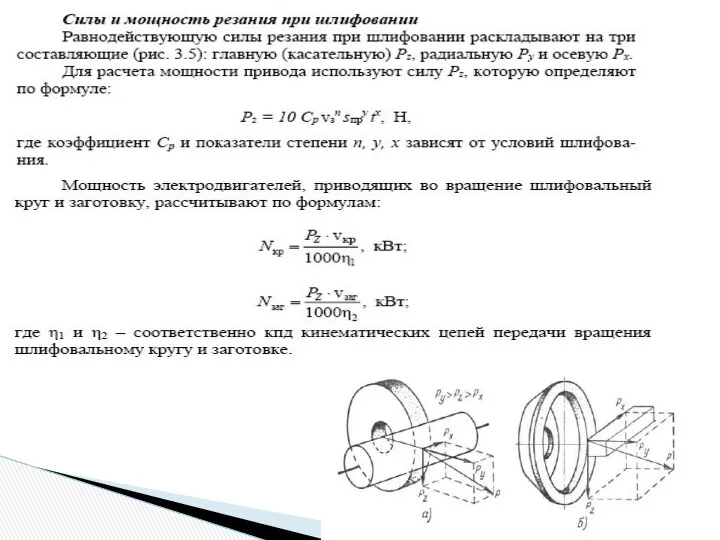
- 20. 1. Шлифование вращающихся заготовок, которые могут быть закреплены в кулачковых патронах или на планшайбах (рис. 3.2а).
- 40. Скачать презентацию
Шлифованием называется процесс обработки заготовок резанием абразивными кругами. Зерна в круге
Шлифованием называется процесс обработки заготовок резанием абразивными кругами. Зерна в круге
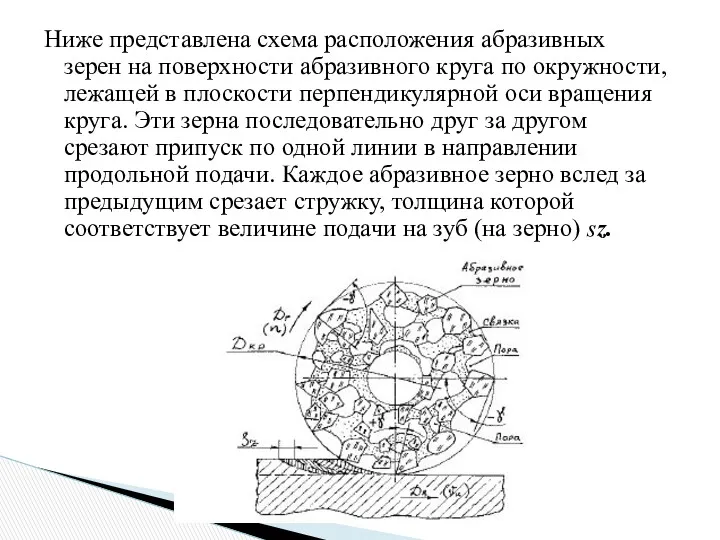
Ниже представлена схема расположения абразивных зерен на поверхности абразивного круга по
Ниже представлена схема расположения абразивных зерен на поверхности абразивного круга по

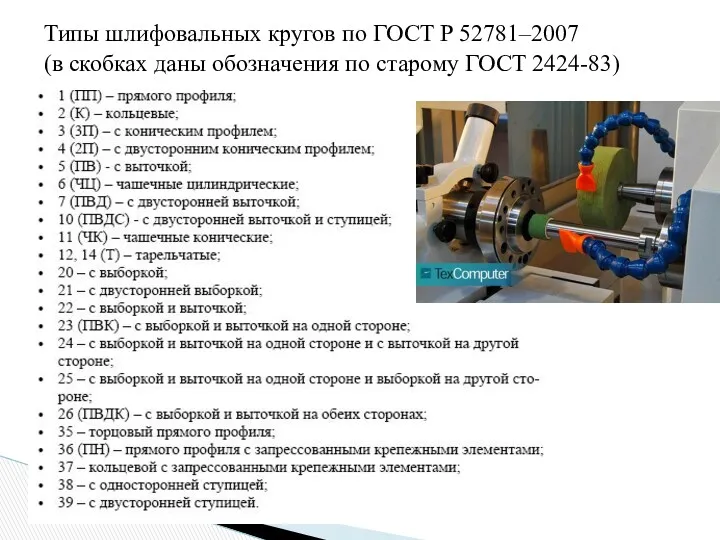
Типы шлифовальных кругов по ГОСТ Р 52781–2007
(в скобках даны обозначения по
Типы шлифовальных кругов по ГОСТ Р 52781–2007
(в скобках даны обозначения по
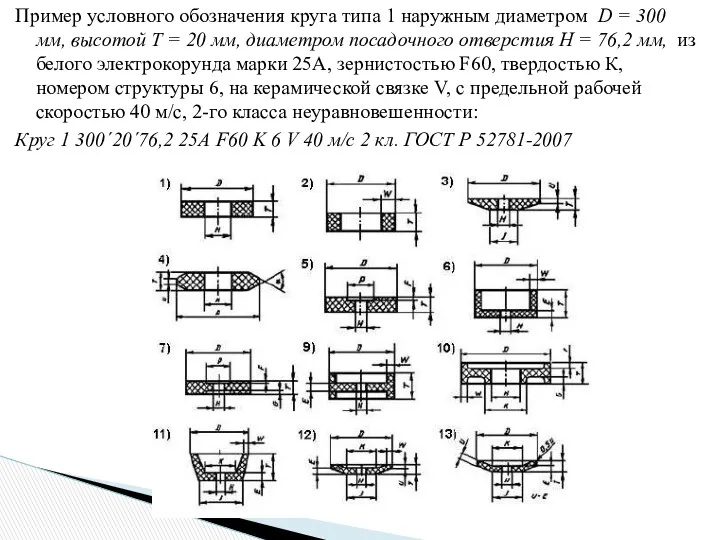
Пример условного обозначения круга типа 1 наружным диаметром D = 300
Пример условного обозначения круга типа 1 наружным диаметром D = 300
Электрокорунд представляет собой кристаллический оксид алюминия Al2O3. Чем выше содержание кристаллического
Электрокорунд представляет собой кристаллический оксид алюминия Al2O3. Чем выше содержание кристаллического
Карбид кремния (SiC) по сравнению с электрокорундом обладает большей твердостью, но
Карбид кремния (SiC) по сравнению с электрокорундом обладает большей твердостью, но
Зернистость и индекс зернистости.
Зернистость – условное обозначение абразивного материала, соответствующее
Зернистость и индекс зернистости.
Зернистость – условное обозначение абразивного материала, соответствующее
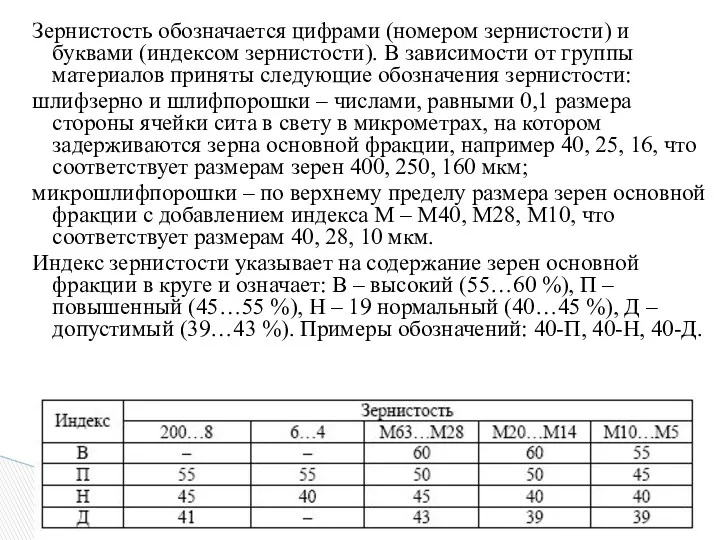
Зернистость обозначается цифрами (номером зернистости) и буквами (индексом зернистости). В зависимости
Зернистость обозначается цифрами (номером зернистости) и буквами (индексом зернистости). В зависимости
Связка предназначена для объединения зерен в инструмент, от нее зависит не
Связка предназначена для объединения зерен в инструмент, от нее зависит не
Связки подразделяют на органические и неорганические. Из неорганических связок наиболее часто
Связки подразделяют на органические и неорганические. Из неорганических связок наиболее часто
В любом абразивном инструменте наряду с абразивными зернами и связкой имеются
В любом абразивном инструменте наряду с абразивными зернами и связкой имеются
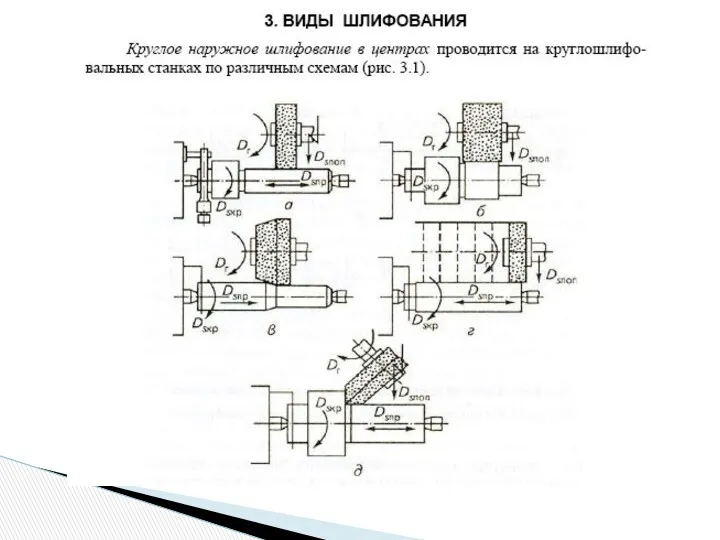
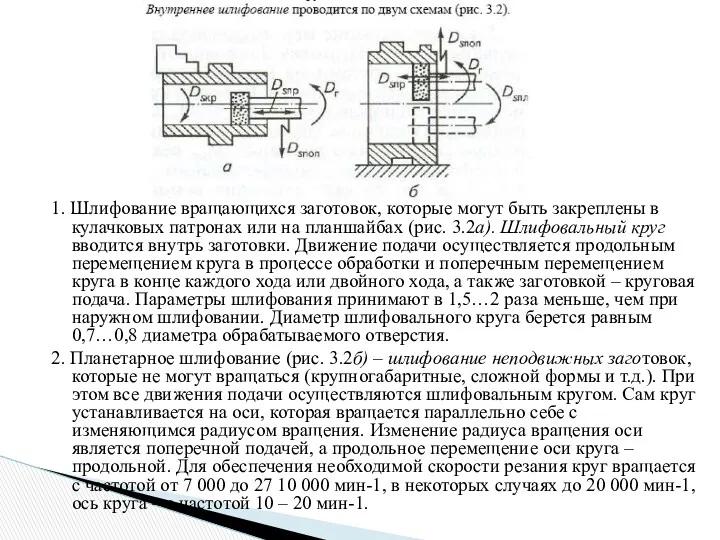
1. Шлифование вращающихся заготовок, которые могут быть закреплены в кулачковых патронах
1. Шлифование вращающихся заготовок, которые могут быть закреплены в кулачковых патронах

 Базовые эмоции
Базовые эмоции Пластилиновая живопись Рыбка в аквариуме
Пластилиновая живопись Рыбка в аквариуме Ян Амос Коменский
Ян Амос Коменский Проект Образование для родителей
Проект Образование для родителей 12 апреля – День космонавтики
12 апреля – День космонавтики Внеклассное мероприятие к 70-летию Великой Победы
Внеклассное мероприятие к 70-летию Великой Победы 70 лет Кемеровской области
70 лет Кемеровской области Презентация Правила дорожного движения
Презентация Правила дорожного движения Памятка по оформлению краткой записи к задачам 1-2 класс
Памятка по оформлению краткой записи к задачам 1-2 класс Презентация Игротека. Звук Л №4
Презентация Игротека. Звук Л №4 Артериалды гипертензия кезінде калийді қолдану тиімділігі
Артериалды гипертензия кезінде калийді қолдану тиімділігі Назови одним словом
Назови одним словом Складнопідрядне речення з підрядними допустовими
Складнопідрядне речення з підрядними допустовими Система технического нормирования и стандартизации Республики Беларусь
Система технического нормирования и стандартизации Республики Беларусь Школа дошколят Звонкие ладошки занятие 2
Школа дошколят Звонкие ладошки занятие 2 Информационные технологии в бухгалтерском учете
Информационные технологии в бухгалтерском учете Ограждение машин и механизмов
Ограждение машин и механизмов Степень окисления элементов
Степень окисления элементов Акустический гнозис. Сенсорные и гностические слуховые расстройства. Исследование слухового гнозиса
Акустический гнозис. Сенсорные и гностические слуховые расстройства. Исследование слухового гнозиса Теплотехнические расчёты изотермических вагонов и контейнеров
Теплотехнические расчёты изотермических вагонов и контейнеров Исторический ликбез. Оливер Кромвель, или Лорд-протектор Англии, Шотландии и Ирландии
Исторический ликбез. Оливер Кромвель, или Лорд-протектор Англии, Шотландии и Ирландии Интернет - викторина Новый год шагает по планете
Интернет - викторина Новый год шагает по планете Понятие, признаки,структура нормы права
Понятие, признаки,структура нормы права Исследование теплового метода неразрушающего контроля качества двухслойных изделий из сплава алюминия с полиамидным покрытием
Исследование теплового метода неразрушающего контроля качества двухслойных изделий из сплава алюминия с полиамидным покрытием Входные устройства при различной связи с антенной
Входные устройства при различной связи с антенной Articles. In this game you have to choose the correct article to complete each sentence
Articles. In this game you have to choose the correct article to complete each sentence Физминутка Веселые смайлики
Физминутка Веселые смайлики Презентация Права ребенка Диск
Презентация Права ребенка Диск