- Штамповка на высокоскоростных молотах

Содержание
- 2. Из истории Технологический процесс высокоскоростной объемной штамповки, разработанный в пятидесятых годах, прошел промышленное опробование и внедряется
- 3. Штамповки изготовляют из трудно-деформируемых металлов и сплавов, алюминия, меди, различных сталей и высокопрочных сплавов с минимальными
- 4. Преимyщества: получение поковок сложной окормы за один удар, и только при штамповке особо труднодеформируемых сталей и
- 5. Для объемной штамповки применяют паровоздушные штамповочные молоты двойного действия с массой падающих частой до 1800 кг
- 6. высокоскоростной горизонтальный молот с двусторонним ударом Номер патента: 1038042 Автор(ы): Кононов, Конаныхин, Беленко, Скоморохов, Корчагин, Остапенко
- 7. Недостатки: 1. Для смены и переналадки штампового инструмента требуется много времени. 2. При сборке молота и
- 8. Молот включает станину 1 с закрепленными на ней гидропневмоцелиндрами 2. В цилиндрах располагаются подвижные штоки. Штоки
- 10. Скачать презентацию

Из истории
Технологический процесс высокоскоростной объемной штамповки, разработанный в пятидесятых годах, прошел
Из истории
Технологический процесс высокоскоростной объемной штамповки, разработанный в пятидесятых годах, прошел

Штамповки изготовляют из трудно-деформируемых металлов и сплавов, алюминия, меди, различных сталей
Штамповки изготовляют из трудно-деформируемых металлов и сплавов, алюминия, меди, различных сталей
Преимyщества:
получение поковок сложной окормы за один удар, и только при штамповке
Преимyщества:
получение поковок сложной окормы за один удар, и только при штамповке

Для объемной штамповки применяют паровоздушные штамповочные молоты двойного действия с массой
Для объемной штамповки применяют паровоздушные штамповочные молоты двойного действия с массой
высокоскоростной горизонтальный молот с двусторонним ударом
Номер патента: 1038042
Автор(ы): Кононов, Конаныхин, Беленко,
высокоскоростной горизонтальный молот с двусторонним ударом
Номер патента: 1038042
Автор(ы): Кононов, Конаныхин, Беленко,
Недостатки:
1. Для смены и переналадки штампового инструмента требуется много времени.
2. При
Недостатки: 1. Для смены и переналадки штампового инструмента требуется много времени. 2. При
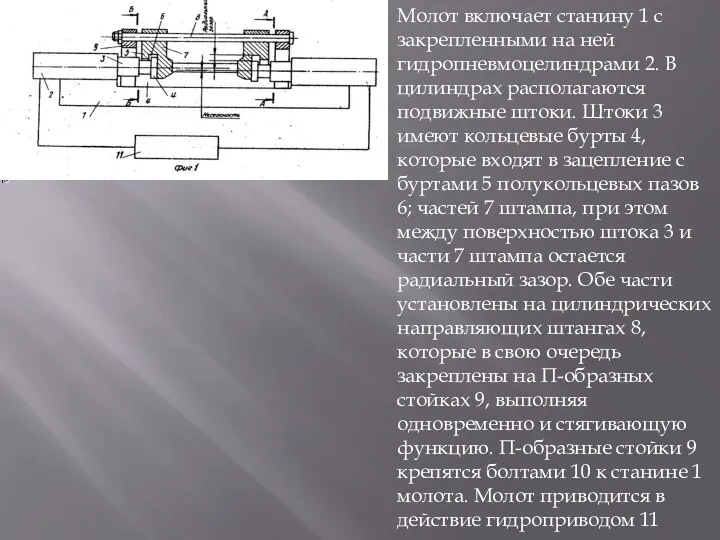
Молот включает станину 1 с закрепленными на ней гидропневмоцелиндрами 2. В
Молот включает станину 1 с закрепленными на ней гидропневмоцелиндрами 2. В
 Артикуляционная гимнастика- эффективное средство коррекции звукопроизношения.
Артикуляционная гимнастика- эффективное средство коррекции звукопроизношения. Нефть
Нефть Распопова А.1
Распопова А.1 Фасовочно-упаковочное оборудование торговых предприятий
Фасовочно-упаковочное оборудование торговых предприятий Оңтүстік-Шығыс және Оңтүстік-Батыс Азияның діндері. (Дәріс 3)
Оңтүстік-Шығыс және Оңтүстік-Батыс Азияның діндері. (Дәріс 3) Всемирный день памяти жертв ДТП
Всемирный день памяти жертв ДТП Инструктаж неэлектротехнического персонала ( 1 группа)
Инструктаж неэлектротехнического персонала ( 1 группа) Память о Гоголе в Петербурге
Память о Гоголе в Петербурге Болезни органов мочевыделения
Болезни органов мочевыделения Дисциплина на улице – залог безопасности!
Дисциплина на улице – залог безопасности! Лицензирование деятельности в сфере НИОКР и ее особенности для оборонной отрасли
Лицензирование деятельности в сфере НИОКР и ее особенности для оборонной отрасли Обчислювальна техніка та мікропроцесори
Обчислювальна техніка та мікропроцесори История Воронежа и Воронежского края конца XVII – первой четверти XVIII в. тесно связана с именем и деятельностью Петра I
История Воронежа и Воронежского края конца XVII – первой четверти XVIII в. тесно связана с именем и деятельностью Петра I Ассортимент и экспертиза качества муки (на материалах ООО “Даль” г.Новосибирска)
Ассортимент и экспертиза качества муки (на материалах ООО “Даль” г.Новосибирска) Узлы
Узлы род.собрание
род.собрание Протестантизм. История протестантизма
Протестантизм. История протестантизма День цвета. Косметика для волос Constant Delight
День цвета. Косметика для волос Constant Delight Проект Зеленый лук на подоконнике
Проект Зеленый лук на подоконнике Принятие решений в условиях определенности
Принятие решений в условиях определенности Презентация к уроку по теме: Обобщение и систематизация знаний по темеВода.Растворы.Основания
Презентация к уроку по теме: Обобщение и систематизация знаний по темеВода.Растворы.Основания Презентация: Результаты опроса выпускников начальной школы Успешен ли я?
Презентация: Результаты опроса выпускников начальной школы Успешен ли я? Новинки 2017. Список коллекций участвующих в акции Диван на подиум
Новинки 2017. Список коллекций участвующих в акции Диван на подиум Эпоха Возрождения
Эпоха Возрождения Modelling and simulation
Modelling and simulation Пищеварение в ротовой полости (продолжение)
Пищеварение в ротовой полости (продолжение) Блокада глазами детей
Блокада глазами детей Обследование пациента – схема ABCDE
Обследование пациента – схема ABCDE