- Сокращение цикла прессования древесностружечных плит. Лекция №15

Содержание
- 2. Существует два направления сокращения цикла прессования: 1 Сокращение продолжительности вспомогательных операций 2 Сокращение прессования
- 3. 1 Сокращение продолжительности вспомогательных операций τвсп= τз+ τс+ τпд+τр. Сократить продолжительность, τз, практически невозможно, поскольку увеличение
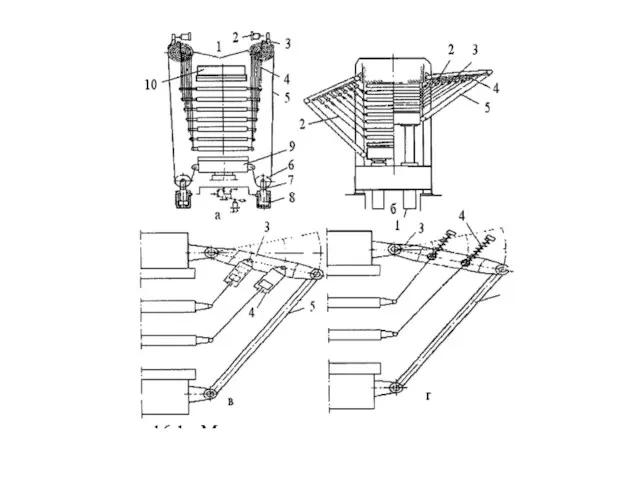
- 4. Сокращение продолжительности смыкания плит многоэтажного пресса Одним из способов сокращения продолжительности смыкания плит пресса служит применение
- 6. Увеличение скорости смыкания плит пресса может привести к выдуванию стружки из рабочего промежутка и разрушению пакета.
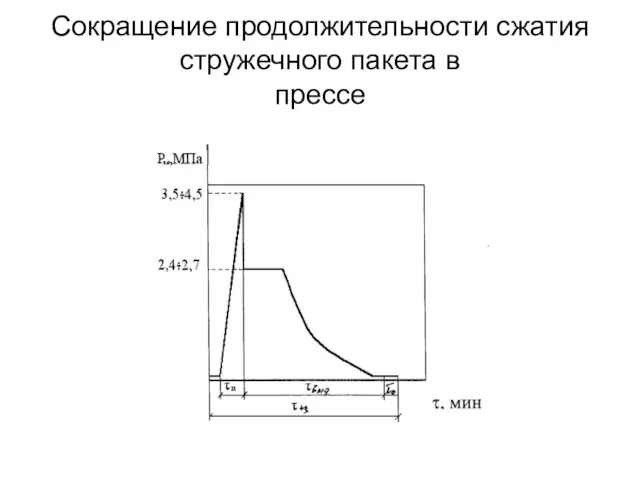
- 7. Сокращение продолжительности сжатия стружечного пакета в прессе
- 8. Сокращение τпд достигается применением высоких от 3,5 до 4,5 МПа удельных давлений Руд прессования При правильно
- 9. При быстром сжатии стружечный пакет не успевает прогреться и деформируется в холодном состоянии, т.е. эластичность стружки
- 10. Способы сокращения продолжительности прессования направлены: на ускорение прогрева стружечного пакета; ускорение процесса отверждение связующего; сокращение продолжительности
- 11. Сокращение продолжительности прессования τ выд Наиболее эффективный способ сокращения τ выд заключается в ускорении нагрева среднего
- 12. Ускорение прогрева за счет повышения температуры прессования Максимально возможная температура нагревательных плит пресса ограничена опасностью термической
- 13. Повышение температуры прессования В одноэтажных прессах максимально допустимая температура от 210 до 220°С. Повышение температуры сокращает
- 14. Предварительный нагрев стружечного пакета перед прессованием Максимальная температура нагрева ограничивается опасностью преждевременного отверждения связующего и не
- 15. Комбинированный нагрев пакета
- 16. Ускорение отверждения связующего Достигается: за счет использования смол повышенной концентрации; за счет увеличения концентрации отвердителя; за
- 17. Применение метода «парового удара» Суть метода заключается в интенсификации массопереноса от поверхности к среднему слою пакета.
- 18. Паровое прессование Стружечный пакет в процессе сжатия в прессе продувается насыщенным паром. После нагрева до 100°С
- 19. Продувка пакета в прессе перегретым паром Данный метод отличается от парового прессования тем, что пакет продувается
- 20. 1-контактный способ нагрева; 2-продувка пакета перегретым паром; 3-изменение упругого сопротивления пакета при продувке паром
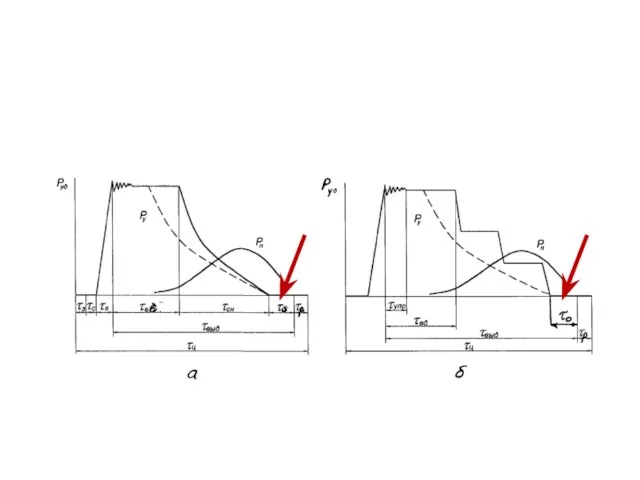
- 21. Во избежание выдувания стружки из рабочего этажа пресса пуск пара производится в точке d после сжатия
- 22. Продувку перегретым паром и паровое прессование рекомендуется применять в одноэтажных прессах для производства толстых (S >30
- 23. Применение проницаемых поддонов Основой метода является эффект разгерметизации пакета в процессе прессования, который позволяет снизить внутреннее
- 26. Скачать презентацию
Существует два направления сокращения цикла прессования:
1 Сокращение продолжительности вспомогательных операций
2 Сокращение
Существует два направления сокращения цикла прессования:
1 Сокращение продолжительности вспомогательных операций
2 Сокращение
1 Сокращение продолжительности вспомогательных операций
τвсп= τз+ τс+ τпд+τр.
Сократить продолжительность, τз, практически
1 Сокращение продолжительности вспомогательных операций
τвсп= τз+ τс+ τпд+τр.
Сократить продолжительность, τз, практически
Сокращение продолжительности смыкания плит многоэтажного пресса
Одним из способов сокращения продолжительности смыкания
Сокращение продолжительности смыкания плит многоэтажного пресса
Одним из способов сокращения продолжительности смыкания
Увеличение скорости смыкания плит пресса может привести к выдуванию стружки из
Увеличение скорости смыкания плит пресса может привести к выдуванию стружки из
Сокращение продолжительности сжатия стружечного пакета в
прессе
Сокращение продолжительности сжатия стружечного пакета в
прессе
Сокращение τпд достигается применением высоких от 3,5 до 4,5 МПа удельных
Сокращение τпд достигается применением высоких от 3,5 до 4,5 МПа удельных
При быстром сжатии стружечный пакет не успевает прогреться и деформируется в
При быстром сжатии стружечный пакет не успевает прогреться и деформируется в
Способы сокращения продолжительности прессования направлены:
на ускорение прогрева стружечного пакета;
ускорение процесса
Способы сокращения продолжительности прессования направлены:
на ускорение прогрева стружечного пакета;
ускорение процесса
Сокращение продолжительности прессования τ выд
Наиболее эффективный способ сокращения τ выд заключается
Сокращение продолжительности прессования τ выд
Наиболее эффективный способ сокращения τ выд заключается
Ускорение прогрева за счет повышения температуры прессования
Максимально возможная температура нагревательных плит
Ускорение прогрева за счет повышения температуры прессования
Максимально возможная температура нагревательных плит
Повышение температуры прессования
В одноэтажных прессах максимально допустимая температура от 210 до
Повышение температуры прессования
В одноэтажных прессах максимально допустимая температура от 210 до
Предварительный нагрев стружечного пакета перед прессованием
Максимальная температура нагрева ограничивается опасностью преждевременного
Предварительный нагрев стружечного пакета перед прессованием
Максимальная температура нагрева ограничивается опасностью преждевременного
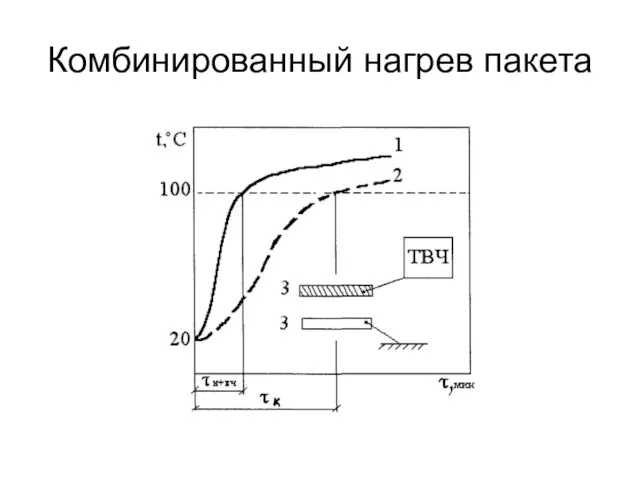
Комбинированный нагрев пакета
Комбинированный нагрев пакета
Ускорение отверждения связующего
Достигается:
за счет использования смол повышенной концентрации;
за счет увеличения концентрации
Ускорение отверждения связующего
Достигается:
за счет использования смол повышенной концентрации;
за счет увеличения концентрации
Применение метода
«парового удара»
Суть метода заключается в интенсификации массопереноса от поверхности
Применение метода
«парового удара»
Суть метода заключается в интенсификации массопереноса от поверхности
Паровое прессование
Стружечный пакет в процессе сжатия в прессе продувается насыщенным паром.
Паровое прессование
Стружечный пакет в процессе сжатия в прессе продувается насыщенным паром.
Продувка пакета в прессе перегретым паром
Данный метод отличается от парового прессования
Продувка пакета в прессе перегретым паром
Данный метод отличается от парового прессования
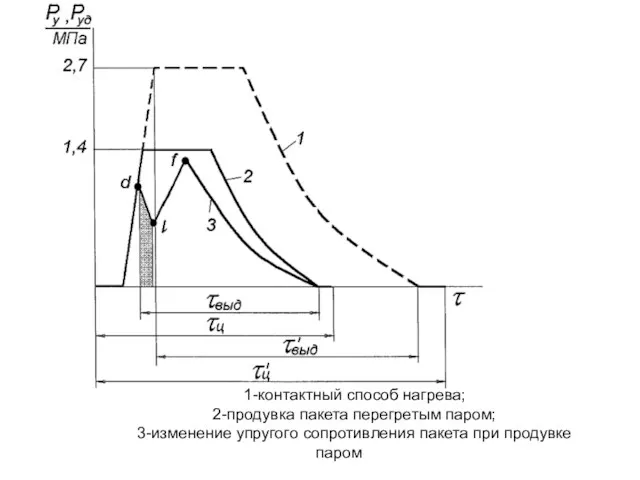
1-контактный способ нагрева;
2-продувка пакета перегретым паром;
3-изменение упругого сопротивления пакета
1-контактный способ нагрева;
2-продувка пакета перегретым паром;
3-изменение упругого сопротивления пакета
Во избежание выдувания стружки из рабочего этажа пресса пуск пара производится
Во избежание выдувания стружки из рабочего этажа пресса пуск пара производится
Продувку перегретым паром и паровое прессование рекомендуется применять в одноэтажных прессах
Продувку перегретым паром и паровое прессование рекомендуется применять в одноэтажных прессах
Применение проницаемых поддонов
Основой метода является эффект разгерметизации пакета в процессе прессования,
Применение проницаемых поддонов
Основой метода является эффект разгерметизации пакета в процессе прессования,
 презентация День смеха.
презентация День смеха. Игра по правилам дорожного движения Поле чудес
Игра по правилам дорожного движения Поле чудес Первые колониальные империи
Первые колониальные империи Електрозбереження в родині
Електрозбереження в родині С нами легко расти 2024
С нами легко расти 2024 Планета Марс
Планета Марс Государственная библиография. Принципы формирования. Система библиографических указателей
Государственная библиография. Принципы формирования. Система библиографических указателей Презентация к открытому занятию внеурочной деятельности в 4 классе по теме: Цветок лотоса (оригами)
Презентация к открытому занятию внеурочной деятельности в 4 классе по теме: Цветок лотоса (оригами) Консультация Берегите зрение вашего ребенка
Консультация Берегите зрение вашего ребенка Система управления договором. Плетение ситуации. Практикум создания ифрита
Система управления договором. Плетение ситуации. Практикум создания ифрита Общий альбом визуализаций по интерьеру
Общий альбом визуализаций по интерьеру Семья как субьект педагогического взаимодействия
Семья как субьект педагогического взаимодействия Сибирская язва
Сибирская язва Презентация Англия.
Презентация Англия. Техническая экспертиза зданий
Техническая экспертиза зданий Внеклассное мероприятие совместно с родителями Богатыри России
Внеклассное мероприятие совместно с родителями Богатыри России презентация проекта Елочка зеленая в певой младшей группе
презентация проекта Елочка зеленая в певой младшей группе Марки кабелей
Марки кабелей Роль волонтеров и НКО в социальной сфере: ожидания населения и федеральной элиты
Роль волонтеров и НКО в социальной сфере: ожидания населения и федеральной элиты Conditional Avatar game
Conditional Avatar game Использование датчиков в RobotC
Использование датчиков в RobotC Схемы и способы проведения горных выработок
Схемы и способы проведения горных выработок практические работы
практические работы Обогащение полезных ископаемых
Обогащение полезных ископаемых Химическая промышленность. Диск
Химическая промышленность. Диск Зенкерование. Развертывание
Зенкерование. Развертывание Тренажер для обучения и совершенствования техники удара по мячу в футболе
Тренажер для обучения и совершенствования техники удара по мячу в футболе Презентация к классному часу Путешествие в город Здоровейск
Презентация к классному часу Путешествие в город Здоровейск