- Современное высокотехнологичное оборудование. Станки с ЧПУ токарной группы

Содержание
- 2. Многофункциональные станки с ЧПУ токарной группы Структурные схемы и основные элементы станков
- 3. Токарные обрабатывающие центры Вертикальный станок Горизонтальный станок с револьверной головкой Другая конструктивная схема инструментального блока
- 4. 1 – шпиндель; 2 – деталь; 3, 9 – фрезы; 4 – приводной блок с прямой
- 5. Инструментальные магазины револьверного типа
- 6. Обработка фрезерным инструментом в плане X-Y Обработка фрезерным инструментом в плане Y-Z
- 7. 1 – шпиндель; 2 – деталь; 3 – револьверная головка №1; 4 – револьверная головка №2;
- 8. Наличие дополнительной револьверной головки дает станку следующие технологические преимущества: увеличение числа инструментов, задействованных в обработке детали
- 9. Двухшпиндельные станки Рабочая зона токарно-фрезерного станка с револьверной головкой, четырехкоординатной головкой и двумя шпинделями Рабочая зона
- 10. Совмещенная обработка деталей Двухшпиндельное исполнение станка позволяет: - Совмещать в рамках одной операции обработку детали на
- 11. Общий вид станка токарной группы с барфидером Повышение уровня автоматизации технологического процесса
- 12. Барфидер SERVO-LOAD Барфидер как отдельный конструктивный элемент
- 13. в) г) д) е) 1 – толкатель; 2 – пруток; 3 – патрон станка; 4 –
- 14. Вариант структуры гибкого производственного модуля а) манипулятор в рабочей зоне токарного станка; б) манипулятор в промежуточной
- 15. Манипулятор с захватным устройством
- 16. ПРИМЕР ГИБКОГО ПРОИЗВОДСТВЕННОГО МОДУЛЯ Состав ГПМ: токарный многофункциональный станок с ЧПУ ; портальный манипулятор с роботом,
- 17. Варианты гибких автоматизированных участков
- 19. Скачать презентацию
 Разработка предложений по использованию территории в городе
Разработка предложений по использованию территории в городе Презентация для родительского собрания
Презентация для родительского собрания Новая подсистема учета затрат
Новая подсистема учета затрат Мониторинг состояния отдельных природных сред
Мониторинг состояния отдельных природных сред Металлография
Металлография Госпитали Тюмени
Госпитали Тюмени Презентация Диагностирование силовых сетей
Презентация Диагностирование силовых сетей Стальной низкотемпературный водогрейный котёл. Logano SK655/SK755
Стальной низкотемпературный водогрейный котёл. Logano SK655/SK755 Mi casa. Esta es la cocina
Mi casa. Esta es la cocina Животный мир пустыни.
Животный мир пустыни. Мастер-класс.Изготовление пингвина из пластилина.
Мастер-класс.Изготовление пингвина из пластилина. Тип Членистоногие. Класс Паукообразные
Тип Членистоногие. Класс Паукообразные Психолого-педагогическое сопровождение дошкольников
Психолого-педагогическое сопровождение дошкольников Предмет астрономии
Предмет астрономии Педагогические приемы создания ситуации успеха
Педагогические приемы создания ситуации успеха Железобетонные конструкции. Сварка. Сварные соединения
Железобетонные конструкции. Сварка. Сварные соединения Электронная почта
Электронная почта Консультация для воспитателей Развитие фонематического слуха у детей дошкольного возраста
Консультация для воспитателей Развитие фонематического слуха у детей дошкольного возраста Церковнославянский язык
Церковнославянский язык Петрофизика. Физические свойства горных пород и флюидов
Петрофизика. Физические свойства горных пород и флюидов Sistemul organizatoric al managementului serviciilor publice. (Capitolul 5.1)
Sistemul organizatoric al managementului serviciilor publice. (Capitolul 5.1)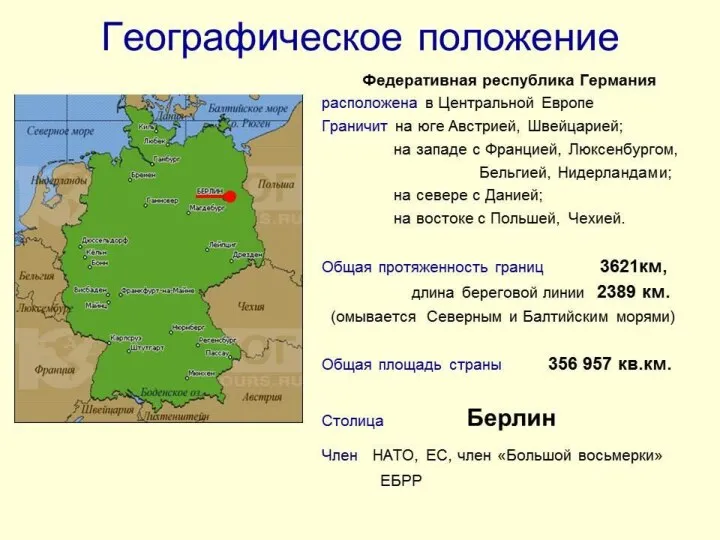 11класс. Германия. Диск
11класс. Германия. Диск Внутренние незаразные болезни
Внутренние незаразные болезни Презентация к празднику День матери
Презентация к празднику День матери Перелетные птицы.
Перелетные птицы. Знаменитые люди Великобритании
Знаменитые люди Великобритании Реле. Нейтральное реле
Реле. Нейтральное реле Здоровым быть здорово!
Здоровым быть здорово!