- Специальные автоматы для дуговой сварки

Содержание
- 2. Специальные автоматы в отличие от универсальных предназначены для сварки конкретных изделий (труб, балок и т.д.) или
- 3. При сварке цилиндрического резервуара (а), так же как и корпуса судна (б) используются два типа автоматов:
- 4. Особые требования, предъявляемые к специальным автоматам, следующие: Применяется в основном сварка в защитном газе или с
- 5. Малогабаритный безрельсовый автомат марки АД-335У (ИЭС им. Е.О.Патона, Украина) предназначен для сварки с принудительным двусторонним формированием
- 6. Автомат АД-330М предназначен для сварки горизонтальных швов на вертикальной плоскости Автомат АД-333М предназначен для сварки вертикальных
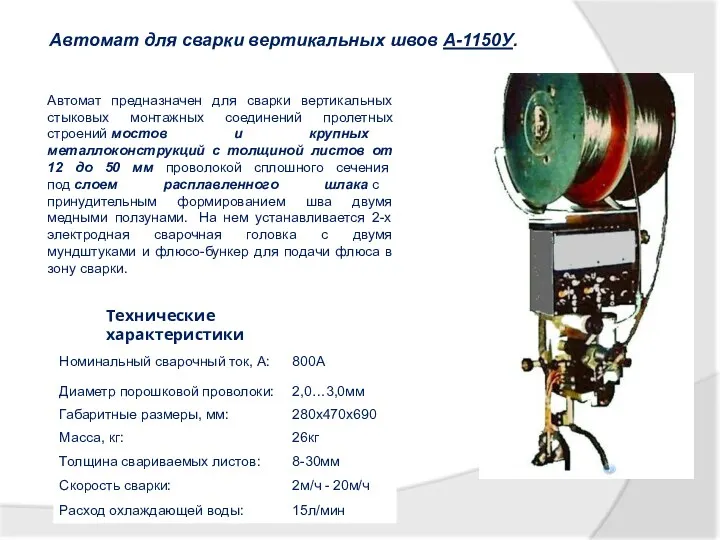
- 7. Автомат для сварки вертикальных швов А-1150У. Технические характеристики Автомат предназначен для сварки вертикальных стыковых монтажных соединений
- 8. Оборудование управления питается от сварочного генератора, что значительно упрощает схему. Напряжение сварки устанавливается реостатом R1 в
- 9. Орбитальная сварка Для труб большого диаметра применяют сварку плавящимся электродом в защитном газе (MIG/MAG). Технологический процесс
- 10. Особенностью орбитальной сварки является объединение нижнего, потолочного положений, сварка на спуск, на подъем в один шов
- 11. Установка для орбитальной сварки состоит из 4 блоков : 1. Прочная тележка, которая размещается на направляющем
- 12. Установка УАСТ-1 (НПП "ТЕХНОТРОН«, г. Чеборкасы) предназначена для автоматической сварки труб диаметром от 219мм до 1420мм
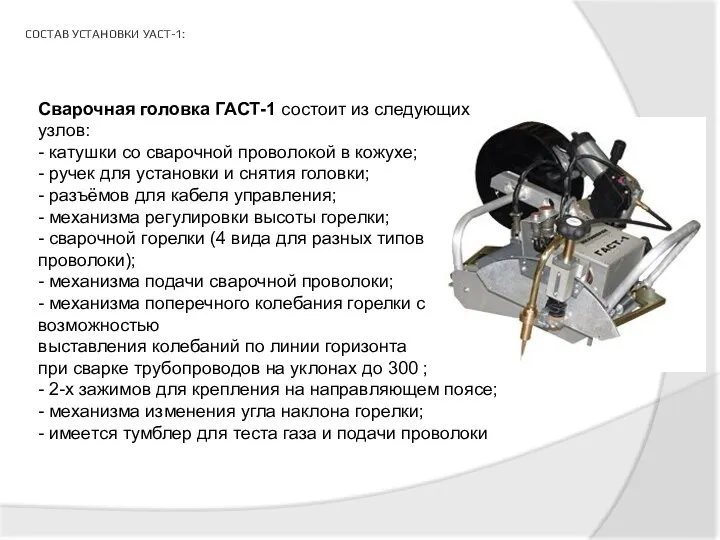
- 13. СОСТАВ УСТАНОВКИ УАСТ-1: Сварочная головка ГАСТ-1 состоит из следующих узлов: - катушки со сварочной проволокой в
- 14. Блок управления УАСТ служит для управления: - питанием сварочной головки; - приводами перемещения и колебаний головки;
- 15. Пульт ДУ УАСТ предназначен для управления: - перемещением сварочной головки; - механизмом подачи проволоки; - механизмом
- 18. Орбитальный автомат входит в состав технологического комплекса «Стык-2», который предназначен для автоматической сварки трубопроводов диаметром 325...
- 19. Сварка ведется двумя головками поочередно. Для этого одну из них устанавливают в нижней точке трубы. Затем
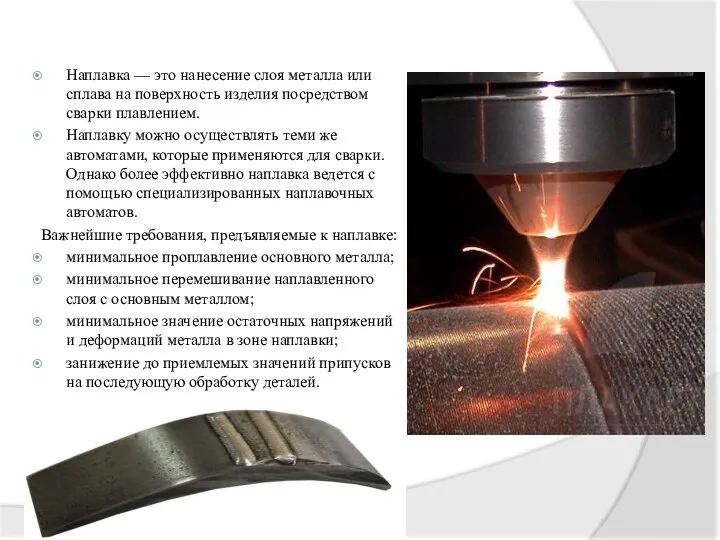
- 20. Назначение наплавки Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением.
- 21. Особенностью наплавки является нанесение расплавленного металла на сравнительно большую площадь. Наплавочные автоматы работают в более тяжелом
- 22. Наплавочный автомат АД-231 (КЗЭСО, Украина) Подвесной самоходный автомат предназначен для широкого круга наплавочных и сварочных работ
- 25. В зависимости от комплектации сменными узлами и приставками автомат может выполнять следующие операции. Наплавка сплошной проволокой
- 26. Аппарат УД654 (Патон) АППАРАТ УД654 предназначен для восстановительной наплавки изношенных боковых поверхностей желобчатых рельсов на криволинейных
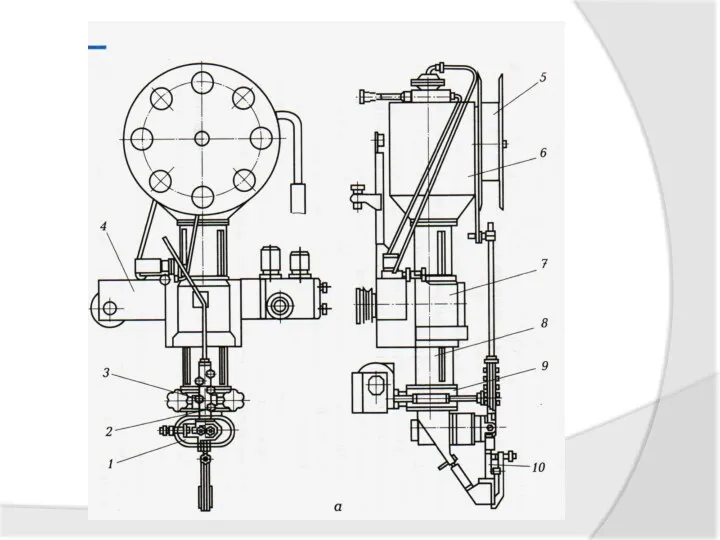
- 27. Модуль УД-690 Предназначен для наплавки и последующей механической обработки до проектируемых размеров изношенных поверхностей вала, служащих
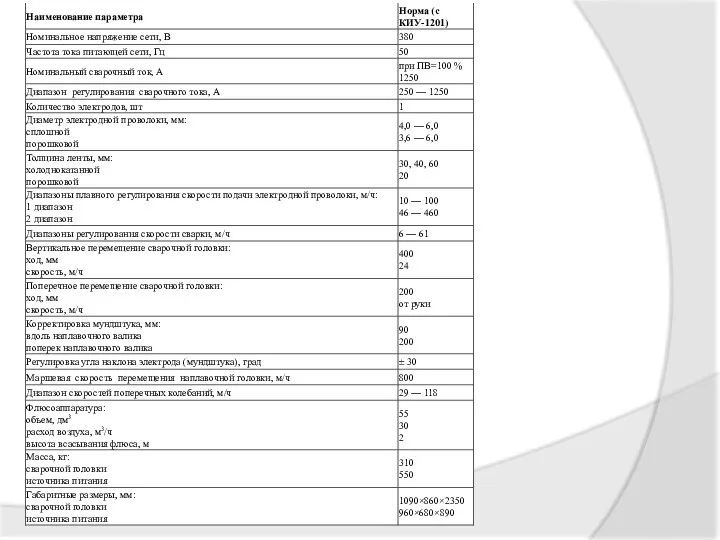
- 28. Технические данные: Напряжение питающей сети частотой 50 Гц, В: 380 Потребляемая мощность кВт, не более: 20
- 29. УД 681 (Патон) Назначение: автоматическая наплавка сплошной или специальной проволокой кольцевых уплотнительных поверхностей внутри корпусов вентилей,
- 31. Скачать презентацию
Специальные автоматы в отличие от универсальных предназначены для сварки конкретных изделий
Специальные автоматы в отличие от универсальных предназначены для сварки конкретных изделий

При сварке цилиндрического резервуара (а), так же как и корпуса судна
При сварке цилиндрического резервуара (а), так же как и корпуса судна
Особые требования, предъявляемые к специальным автоматам, следующие:
Применяется в основном сварка в
Особые требования, предъявляемые к специальным автоматам, следующие:
Применяется в основном сварка в
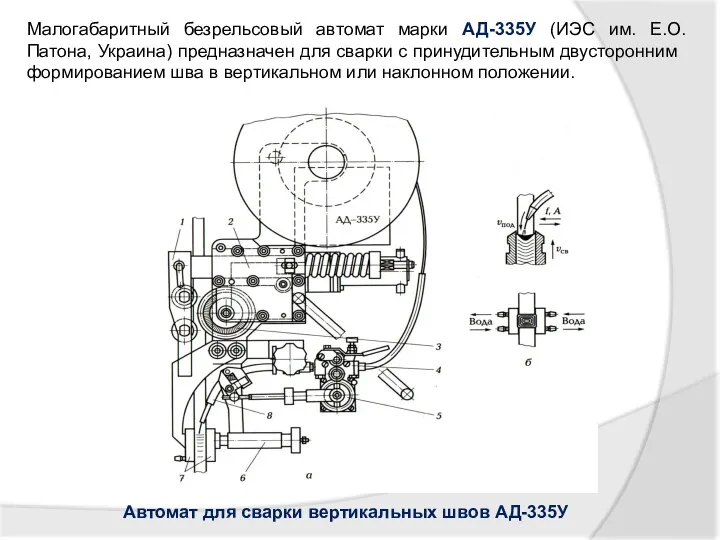
Малогабаритный безрельсовый автомат марки АД-335У (ИЭС им. Е.О.Патона, Украина) предназначен для
Малогабаритный безрельсовый автомат марки АД-335У (ИЭС им. Е.О.Патона, Украина) предназначен для

Автомат АД-330М предназначен для сварки горизонтальных швов на вертикальной плоскости
Автомат АД-333М
Автомат АД-330М предназначен для сварки горизонтальных швов на вертикальной плоскости
Автомат АД-333М
Автомат для сварки вертикальных швов А-1150У.
Технические характеристики
Автомат предназначен для сварки вертикальных
Автомат для сварки вертикальных швов А-1150У.
Технические характеристики
Автомат предназначен для сварки вертикальных

Оборудование управления питается от сварочного генератора, что значительно упрощает схему. Напряжение
Оборудование управления питается от сварочного генератора, что значительно упрощает схему. Напряжение
Орбитальная сварка
Для труб большого диаметра применяют сварку плавящимся электродом в защитном
Орбитальная сварка
Для труб большого диаметра применяют сварку плавящимся электродом в защитном
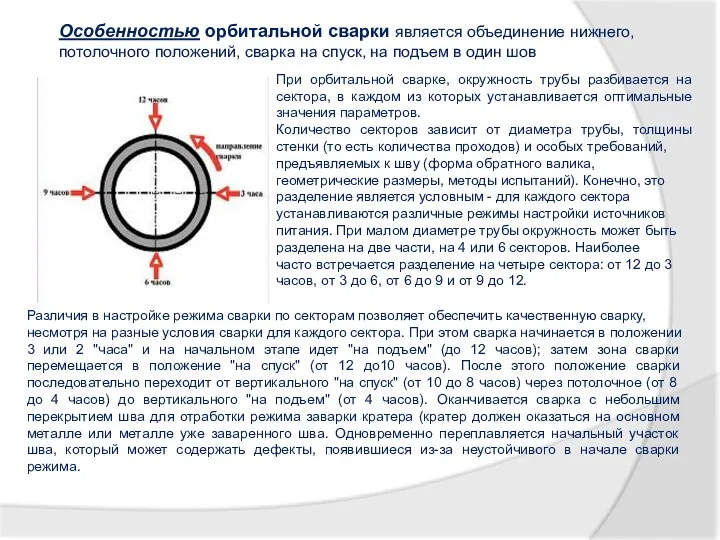
Особенностью орбитальной сварки является объединение нижнего, потолочного положений, сварка на спуск,
Особенностью орбитальной сварки является объединение нижнего, потолочного положений, сварка на спуск,
Установка для орбитальной сварки состоит из 4 блоков :
1. Прочная тележка,
Установка для орбитальной сварки состоит из 4 блоков :
1. Прочная тележка,
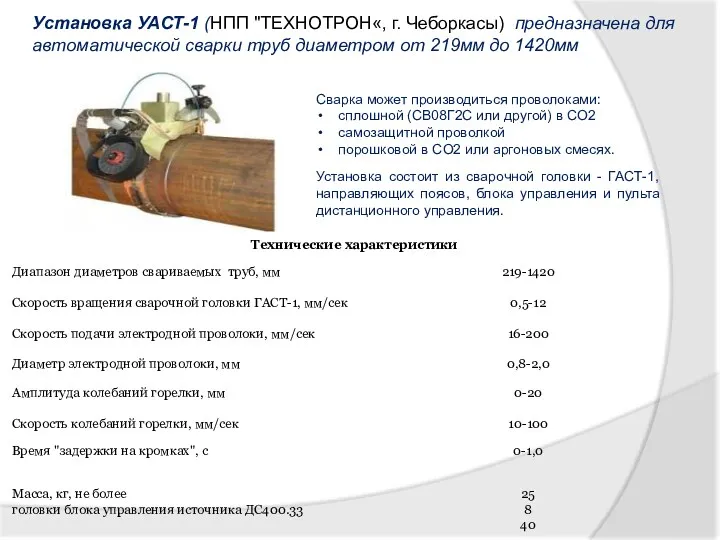
Установка УАСТ-1 (НПП "ТЕХНОТРОН«, г. Чеборкасы) предназначена для автоматической сварки труб
Установка УАСТ-1 (НПП "ТЕХНОТРОН«, г. Чеборкасы) предназначена для автоматической сварки труб
СОСТАВ УСТАНОВКИ УАСТ-1:
Сварочная головка ГАСТ-1 состоит из следующих узлов:
-
СОСТАВ УСТАНОВКИ УАСТ-1:
Сварочная головка ГАСТ-1 состоит из следующих узлов: -

Блок управления УАСТ служит для управления:
- питанием сварочной головки;
-
Блок управления УАСТ служит для управления: - питанием сварочной головки; -

Пульт ДУ УАСТ предназначен для управления:
- перемещением сварочной головки;
-
Пульт ДУ УАСТ предназначен для управления: - перемещением сварочной головки; -



Орбитальный автомат входит в состав технологического комплекса «Стык-2», который предназначен для
Орбитальный автомат входит в состав технологического комплекса «Стык-2», который предназначен для
Сварка ведется двумя головками поочередно. Для этого одну из них устанавливают
Сварка ведется двумя головками поочередно. Для этого одну из них устанавливают
Назначение наплавки
Наплавка — это нанесение слоя металла или сплава на поверхность
Назначение наплавки
Наплавка — это нанесение слоя металла или сплава на поверхность
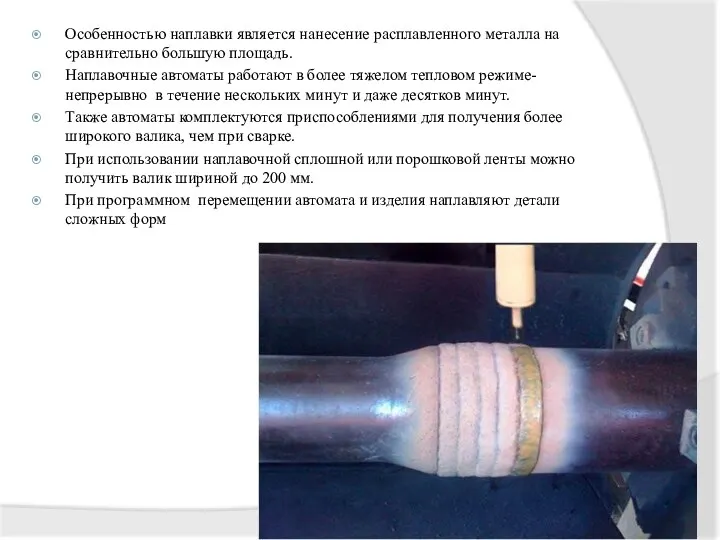
Особенностью наплавки является нанесение расплавленного металла на сравнительно большую площадь.
Наплавочные автоматы
Особенностью наплавки является нанесение расплавленного металла на сравнительно большую площадь.
Наплавочные автоматы

Наплавочный автомат АД-231
(КЗЭСО, Украина)
Подвесной самоходный автомат предназначен для широкого круга
Наплавочный автомат АД-231
(КЗЭСО, Украина)
Подвесной самоходный автомат предназначен для широкого круга
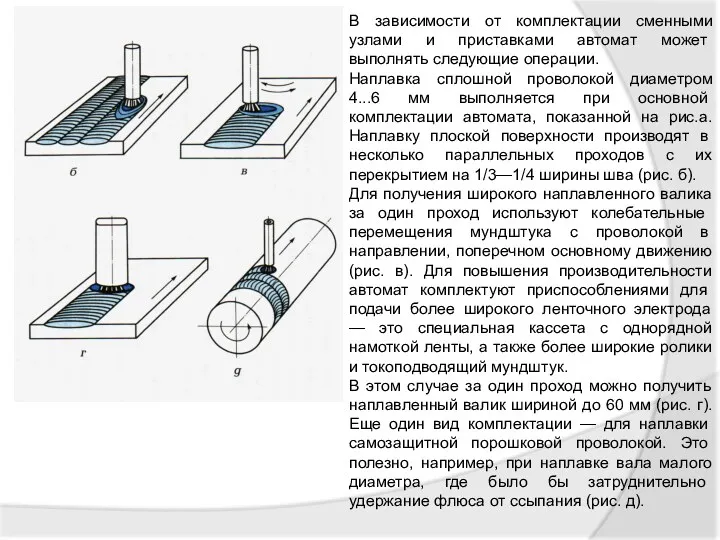
В зависимости от комплектации сменными узлами и приставками автомат может выполнять
В зависимости от комплектации сменными узлами и приставками автомат может выполнять

Аппарат УД654 (Патон)
АППАРАТ УД654 предназначен для восстановительной наплавки изношенных боковых поверхностей
Аппарат УД654 (Патон)
АППАРАТ УД654 предназначен для восстановительной наплавки изношенных боковых поверхностей
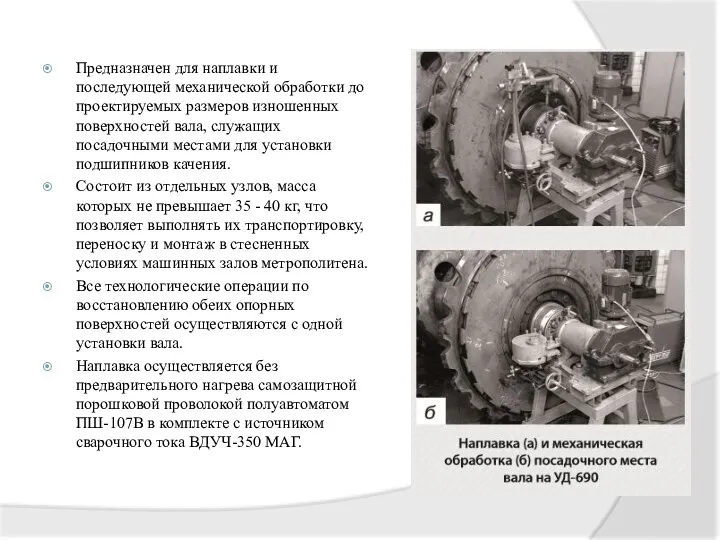
Модуль УД-690
Предназначен для наплавки и последующей механической обработки до проектируемых размеров
Модуль УД-690
Предназначен для наплавки и последующей механической обработки до проектируемых размеров
Технические данные:
Напряжение питающей сети частотой 50 Гц, В: 380
Потребляемая
Технические данные:
Напряжение питающей сети частотой 50 Гц, В: 380
Потребляемая

УД 681 (Патон)
Назначение: автоматическая наплавка сплошной или специальной проволокой кольцевых уплотнительных
УД 681 (Патон)
Назначение: автоматическая наплавка сплошной или специальной проволокой кольцевых уплотнительных
 Блог как форма личного и корпоративного Интернет - представительства
Блог как форма личного и корпоративного Интернет - представительства Домашняя экономика
Домашняя экономика Российский стандарт профессиональной деятельности архитектора. Кодекс профессиональной этики архитектора. (Лекция 10)
Российский стандарт профессиональной деятельности архитектора. Кодекс профессиональной этики архитектора. (Лекция 10) ПРОЕКТ МАМОЧКА МОЯ
ПРОЕКТ МАМОЧКА МОЯ !!! ЮМОР КАК СРЕДСТВО ВЫЖИТЬ
!!! ЮМОР КАК СРЕДСТВО ВЫЖИТЬ Виды спектров. Спектральный анализ
Виды спектров. Спектральный анализ Разработка Открытого урока географии в 6 классе (по программе, не реализующей ФГОС) Тема: Закрепление изученного материала по теме Путешественники 13-16 в.в.., продолжение изучения путешествий в период 17-18 в.в.
Разработка Открытого урока географии в 6 классе (по программе, не реализующей ФГОС) Тема: Закрепление изученного материала по теме Путешественники 13-16 в.в.., продолжение изучения путешествий в период 17-18 в.в. Элективная астрология
Элективная астрология Приобретение и установка спортивных тренажеров в парке села Дмитриевка
Приобретение и установка спортивных тренажеров в парке села Дмитриевка Песчанный переулок
Песчанный переулок Экология и дизайн
Экология и дизайн Терроризм. Черты терроризма
Терроризм. Черты терроризма Актуализация знаний • Что такое дружба? 5 класс
Актуализация знаний • Что такое дружба? 5 класс Портфолио ученика начальной школы.
Портфолио ученика начальной школы. Автоматизация звука Щ в словах, словосочетаниях.
Автоматизация звука Щ в словах, словосочетаниях. Конструктивные части и элементы столярных соединений. Виды столяряных соединений
Конструктивные части и элементы столярных соединений. Виды столяряных соединений Установка для исследования характеристик светодиодов
Установка для исследования характеристик светодиодов Храми Індії, Китаю і Японії. Велика Китайська стіна
Храми Індії, Китаю і Японії. Велика Китайська стіна Теория свободного воспитания К.Н. Вентцеля
Теория свободного воспитания К.Н. Вентцеля Виды гидродинамического несовершенства скважин
Виды гидродинамического несовершенства скважин ЗДОРОВЬЕСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ, ПРИМЕНЯЕМЫЕ В ЛОГОПЕДИЧЕСКОЙ ГРУППЕ ДЕТСКОГО САДА.
ЗДОРОВЬЕСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ, ПРИМЕНЯЕМЫЕ В ЛОГОПЕДИЧЕСКОЙ ГРУППЕ ДЕТСКОГО САДА. Глобальная сеть
Глобальная сеть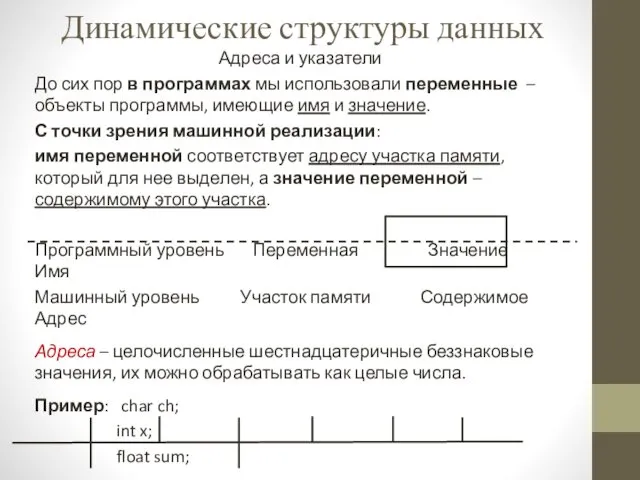 Динамические структуры данных
Динамические структуры данных Объем пирамиды
Объем пирамиды Кламмерлі жүйе. Доғалы протездің толыққұйылған қаңқасын әзірлеу тәсілдері
Кламмерлі жүйе. Доғалы протездің толыққұйылған қаңқасын әзірлеу тәсілдері Ағылшын тілі сабағында оқушының сөйлеу қабілетін тақырыптық суреттер арқылы дамыту
Ағылшын тілі сабағында оқушының сөйлеу қабілетін тақырыптық суреттер арқылы дамыту Соли
Соли Выращивание культивируемых шампиньонов как сырья для переработки в условиях Республики Тыва
Выращивание культивируемых шампиньонов как сырья для переработки в условиях Республики Тыва