- Способы поверхностного упрочнения

Содержание
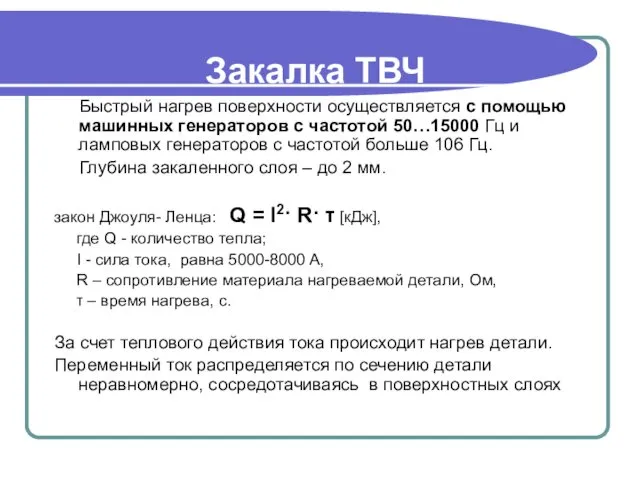
- 2. Закалка ТВЧ Быстрый нагрев поверхности осуществляется с помощью машинных генераторов с частотой 50…15000 Гц и ламповых
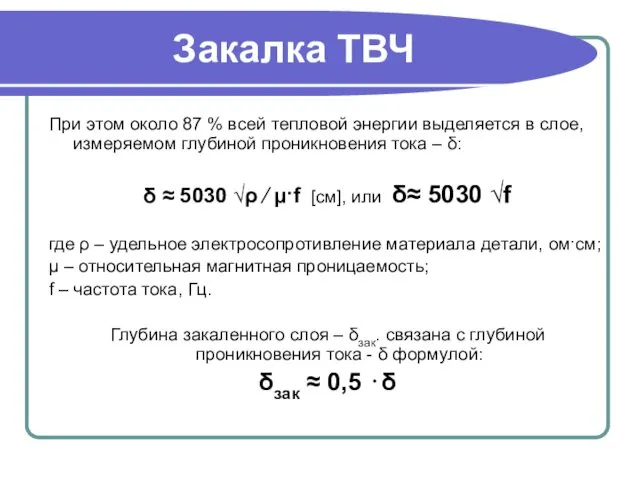
- 3. Закалка ТВЧ При этом около 87 % всей тепловой энергии выделяется в слое, измеряемом глубиной проникновения
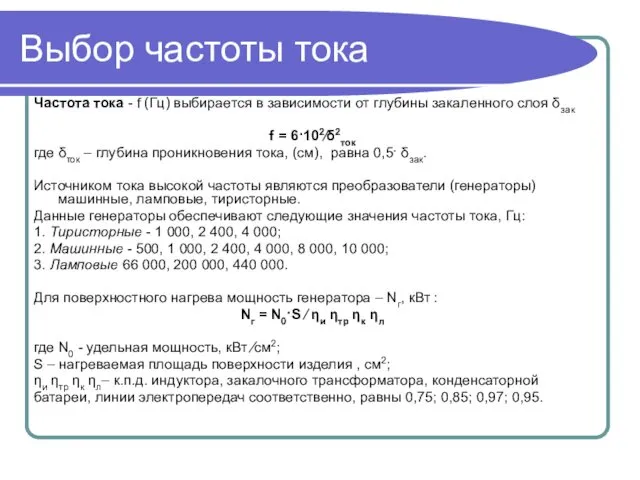
- 4. Выбор частоты тока Частота тока - f (Гц) выбирается в зависимости от глубины закаленного слоя δзак
- 5. Схема технологического процесса закалки ТВЧ 1- закаливаемая деталь; 2- медный индуктор; 3- спрейер (душирующее устройство)
- 6. Схема индукционного нагревателя а б а – распределение магнитного потока в индукторе; б – направление токов
- 7. Распределение плотности переменного тока по нагреваемой детали
- 8. Схема устройства для объемно–поверхностной закалки шестерен 1 – питающая труба; 2 – кольцевой паз; 3 –
- 9. Закаленный ТВЧ слой на детали зубчатой передачи Конфигурация закаленного слоя (выделен зачернением) на зубьях при закалке
- 10. Петлевой индуктор для ТВЧ закалки внутренних цилиндрических поверхностей Способ одновременного нагрева при вращении закаливаемой детали а
- 11. Газопламенная закалка Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200 oС. Структура поверхностного слоя
- 12. Закаленный методом газопламенной закалки слой детали Конфигурация закаленного слоя (выделен зачернением) на зубьях при газопламенной поверхностной
- 13. Упрочнение методом пластической деформации (поверхностный наклеп) Способами упрочнения поверхности обработкой давлением являются: 1. Высокотемпературная термомеханическая обработка
- 15. Скачать презентацию
Закалка ТВЧ
Быстрый нагрев поверхности осуществляется с помощью машинных генераторов с
Закалка ТВЧ
Быстрый нагрев поверхности осуществляется с помощью машинных генераторов с
Закалка ТВЧ
При этом около 87 % всей тепловой энергии выделяется в
Закалка ТВЧ
При этом около 87 % всей тепловой энергии выделяется в
Выбор частоты тока
Частота тока - f (Гц) выбирается в зависимости от
Выбор частоты тока
Частота тока - f (Гц) выбирается в зависимости от

Схема технологического процесса
закалки ТВЧ
1- закаливаемая деталь;
2- медный индуктор;
3-
Схема технологического процесса
закалки ТВЧ
1- закаливаемая деталь;
2- медный индуктор;
3-

Схема индукционного нагревателя
а б
а – распределение магнитного потока в индукторе;
б
Схема индукционного нагревателя
а б
а – распределение магнитного потока в индукторе;
б
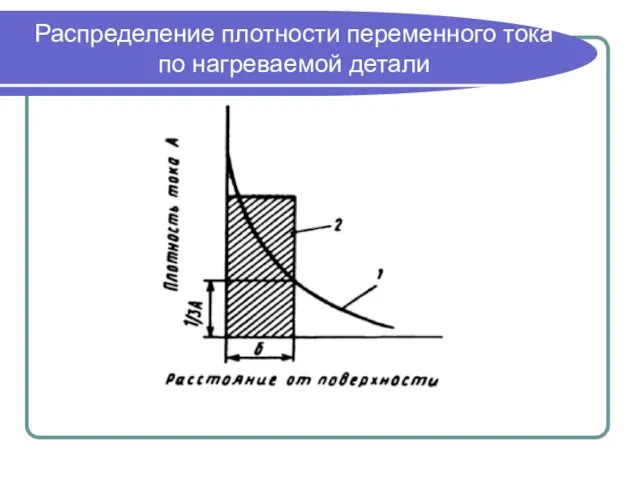
Распределение плотности переменного тока по нагреваемой детали
Распределение плотности переменного тока по нагреваемой детали

Схема устройства для объемно–поверхностной закалки шестерен
1 – питающая труба; 2 –
Схема устройства для объемно–поверхностной закалки шестерен
1 – питающая труба; 2 –
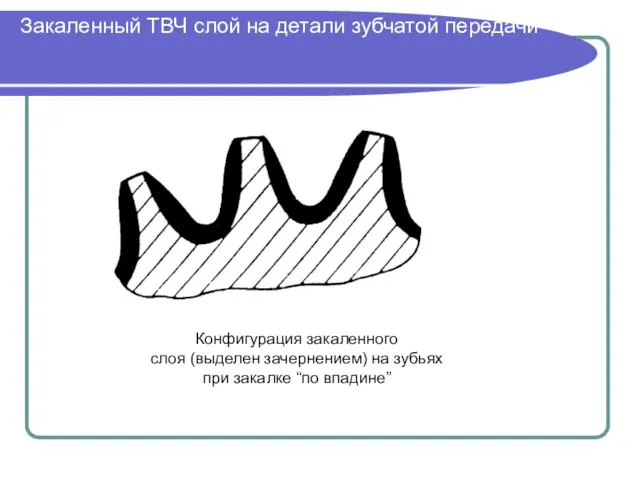
Закаленный ТВЧ слой на детали зубчатой передачи
Конфигурация закаленного
слоя (выделен зачернением) на
Закаленный ТВЧ слой на детали зубчатой передачи
Конфигурация закаленного
слоя (выделен зачернением) на
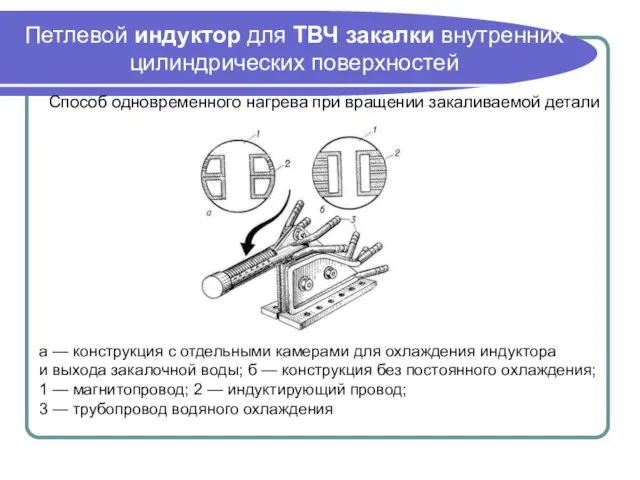
Петлевой индуктор для ТВЧ закалки внутренних цилиндрических поверхностей
Способ одновременного нагрева при
Петлевой индуктор для ТВЧ закалки внутренних цилиндрических поверхностей
Способ одновременного нагрева при
Газопламенная закалка
Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200
Газопламенная закалка
Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200
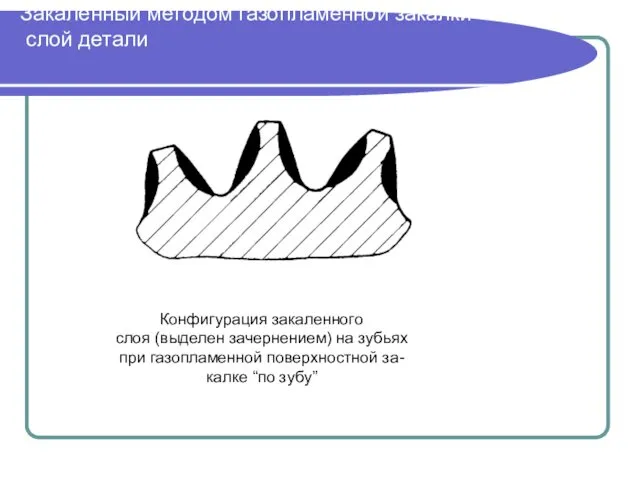
Закаленный методом газопламенной закалки
слой детали
Конфигурация закаленного
слоя (выделен зачернением) на зубьях
при
Закаленный методом газопламенной закалки
слой детали
Конфигурация закаленного
слоя (выделен зачернением) на зубьях
при
Упрочнение методом пластической деформации (поверхностный наклеп)
Способами упрочнения поверхности обработкой давлением являются:
1.
Упрочнение методом пластической деформации (поверхностный наклеп)
Способами упрочнения поверхности обработкой давлением являются:
1.
 Моя любимая книга “Виноваты звезды”
Моя любимая книга “Виноваты звезды” Особистості Великої Вітчизняної війни
Особистості Великої Вітчизняної війни конспект и презентация к занятию по внеурочной деятельности
конспект и презентация к занятию по внеурочной деятельности Робот-гимнаст (5 класс)
Робот-гимнаст (5 класс) Игра по станциям Занимательный русский язык
Игра по станциям Занимательный русский язык Обработка экспериментальных данных
Обработка экспериментальных данных Корпоративные и организационные основы менеджмента
Корпоративные и организационные основы менеджмента Loreland is a Platform for remote collaborative work
Loreland is a Platform for remote collaborative work OSB / ОСП Ориентированно-стружечная плита
OSB / ОСП Ориентированно-стружечная плита Белый цвет. Снеговик
Белый цвет. Снеговик Договор аренды
Договор аренды Презентация к уроку на тему: Витамины
Презентация к уроку на тему: Витамины Peter the Great
Peter the Great Презентация к уроку: Святые воины
Презентация к уроку: Святые воины Топография и ориентирование. Лекция 5
Топография и ориентирование. Лекция 5 Презентация Гибридизация электронных орбиталей и геометрия молекул
Презентация Гибридизация электронных орбиталей и геометрия молекул Сахароза
Сахароза Глобальные проблемы мира и пути их решения
Глобальные проблемы мира и пути их решения Архитектурная концепция - ООО Архитектурное Бюро А2 (АйДи)
Архитектурная концепция - ООО Архитектурное Бюро А2 (АйДи) Исследование и разработка алгоритмов и методик обеспечения мобильной безопасности
Исследование и разработка алгоритмов и методик обеспечения мобильной безопасности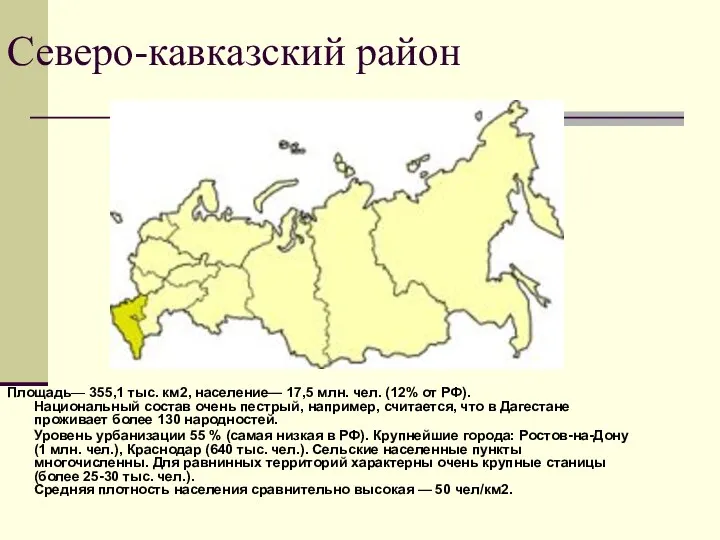 9 класс. Северо-Кавказский район
9 класс. Северо-Кавказский район Электронная дидактическая игра Моя любимая Самара
Электронная дидактическая игра Моя любимая Самара Агротехнология және Орман ресурстары
Агротехнология және Орман ресурстары Машины и оборудование для водоснабжения ферм и автопоения животных
Машины и оборудование для водоснабжения ферм и автопоения животных AUTO-RENT
AUTO-RENT Фундаменты зданий из мелкоразмерных элементов
Фундаменты зданий из мелкоразмерных элементов Презентация Красная книга растений 5 класс
Презентация Красная книга растений 5 класс Презентация к совместной театрализованной деятельности Проказы Бабушки-Яги для детей старшей возрастной группы
Презентация к совместной театрализованной деятельности Проказы Бабушки-Яги для детей старшей возрастной группы