- Способы восстановления деталей и повышения их износостойкости

Содержание
- 2. Способы восстановления изношенных деталей РЕГУЛИРОВКА (Легкодоступные и малоответственные сопряжения ) ИЗМЕНЕНИЕ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ДЕТАЛИ ВОССТАНОВЛЕНИЕ ПЕРВОНАЧАЛЬНЫХ
- 3. Способы ремонта деталей технологического оборудования
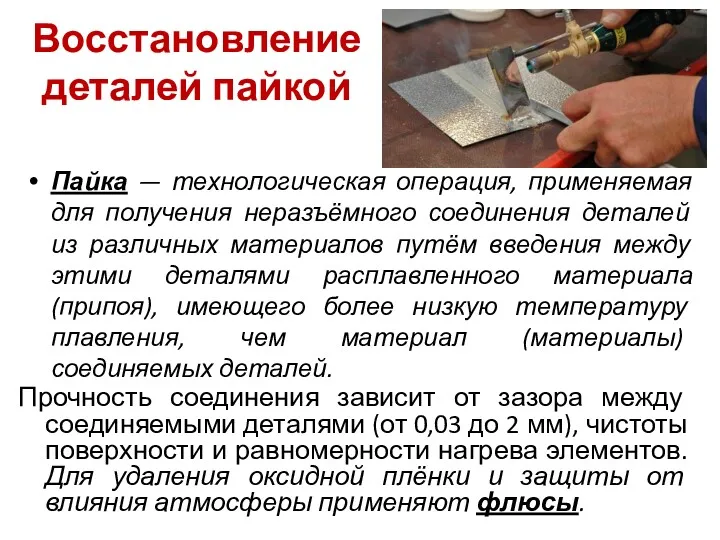
- 4. Восстановление деталей пластической деформацией использование пластических свойств и способности металлов изменять свою геометрическую форму и размеры
- 5. Восстановление деталей пластической деформацией
- 6. Заполните таблицу: Восстановление деталей пластической деформацией
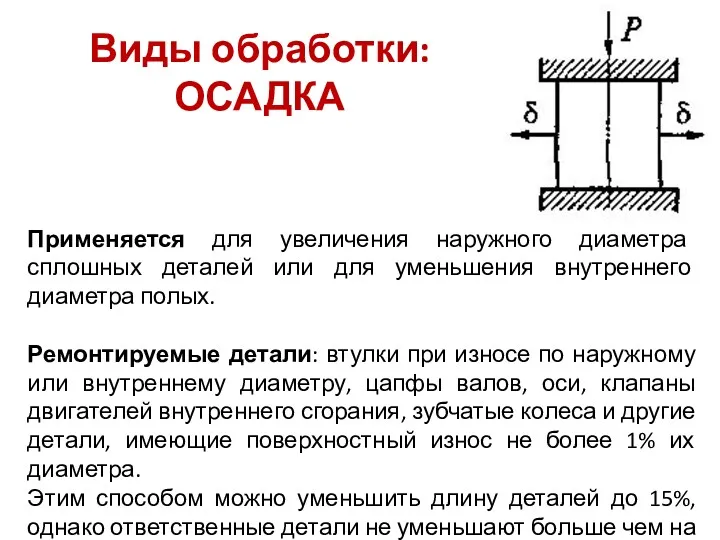
- 7. Виды обработки: ОСАДКА Применяется для увеличения наружного диаметра сплошных деталей или для уменьшения внутреннего диаметра полых.
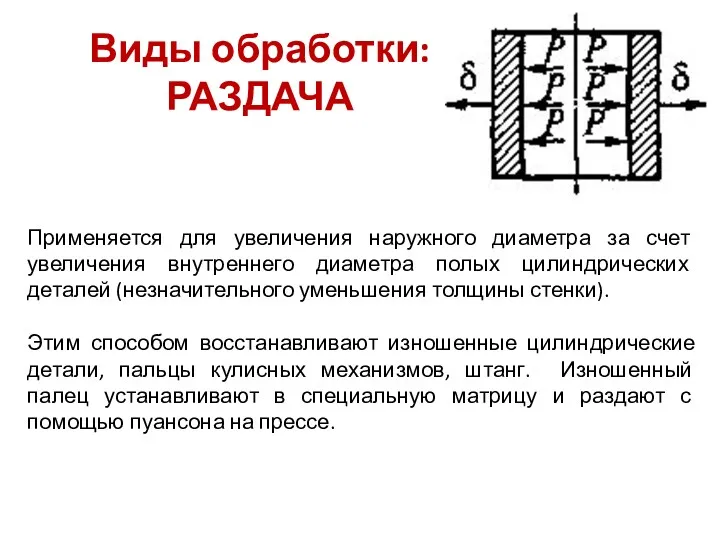
- 8. Виды обработки: РАЗДАЧА Применяется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых цилиндрических деталей
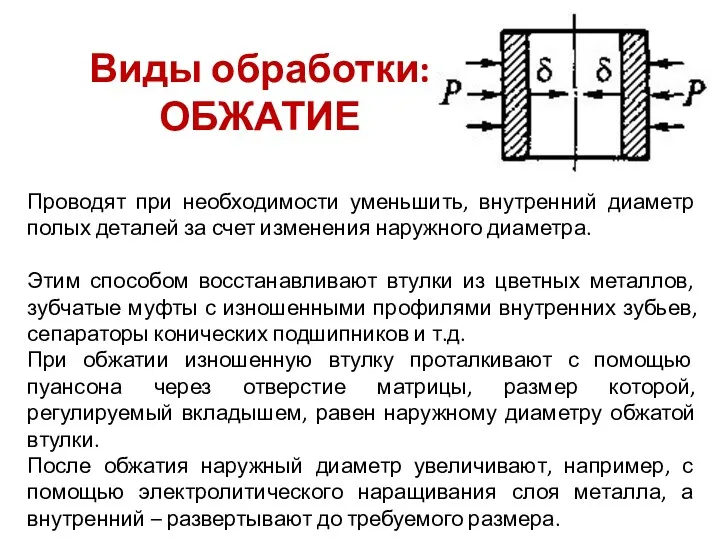
- 9. Виды обработки: ОБЖАТИЕ Проводят при необходимости уменьшить, внутренний диаметр полых деталей за счет изменения наружного диаметра.
- 10. Для увеличения размеров наружных поверхностей деформированием материала на ограниченном участке рабочей части детали Боковые поверхности шлицев,
- 11. Вытяжка применяется для увеличения длины детали за счет местного (на небольшом участке) сужения ее поперечного сечения.
- 12. Для увеличения наружных размеров деталей, изготовленных из пластичных материалов При накатывании диаметр поверхности увеличивается за счет
- 13. Для восстановления размеров деталей под запрессовку (посадочные места вала, опоры внутренних барабанов СМ). Сочетание термического и
- 14. Виды обработки: электромеханическая обработка Разновидность – завальцовка проволоки
- 15. Поверхностное упрочнение слоя металла в холодном состоянии. Виды обработки: НАКЛЕП
- 16. Восстановление упругих свойств винтовых пружин способом поверхностного упрочнения
- 17. Наклеп наружных поверхностей тел вращения
- 18. Прочность соединения зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и
- 19. МАТЕРИАЛЫ ДЛЯ ПАЙКИ: ПРИПОИ ФЛЮСЫ
- 20. ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ: ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ ВАННОЧКИ ПАЯЛЬНЫЕ СТАНЦИИ ГОРЕЛКИ
- 21. Классификация припоев
- 22. Операции по ремонту: Качество соединения зависит от подготовки поверхности, заключающейся в зачистке и обезжиривании (щелочами, этиловым
- 23. Система обозначения припоев Обозначение марки припоя - «П» – припой. Числа в марке припоя показывают содержание
- 24. Примеры обозначений марок припоев: ПОС61 – припой оловянно-свинцовый, олова – 61 %, остальное – свинец; ПОССу61-0,5
- 25. Классификация флюсов
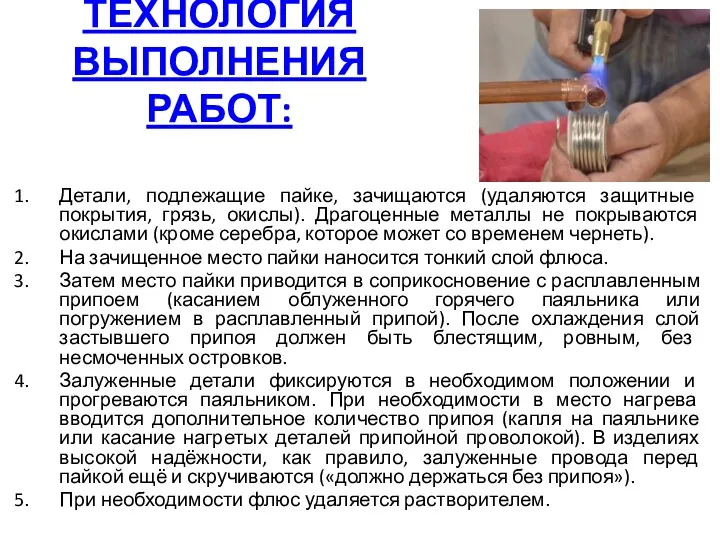
- 26. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ: Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются
- 27. ПЛАСТМАССЫ = полимеры + связующие вещества, отвердители, пластификаторы, наполнители, красители и т.п. Восстановление деталей с помощью
- 28. ПОЛИМЕРЫ:
- 29. Применение синтетических клеев и мастик Способы ремонта деталей с применением пластмасс Использование композиций из эпоксидных смол
- 30. Нанесение на изношенную поверхность пластмассового слоя МЕТОДЫ: Нанесение полимерных покрытий в псевдоожиженном слое порошка Литье расплавленной
- 31. Использование композиций из эпоксидных смол Технология приготовления эпоксидной композиции : эпоксидную смолу разогревают в термошкафу или
- 32. Рецептуры эпоксидных композиций
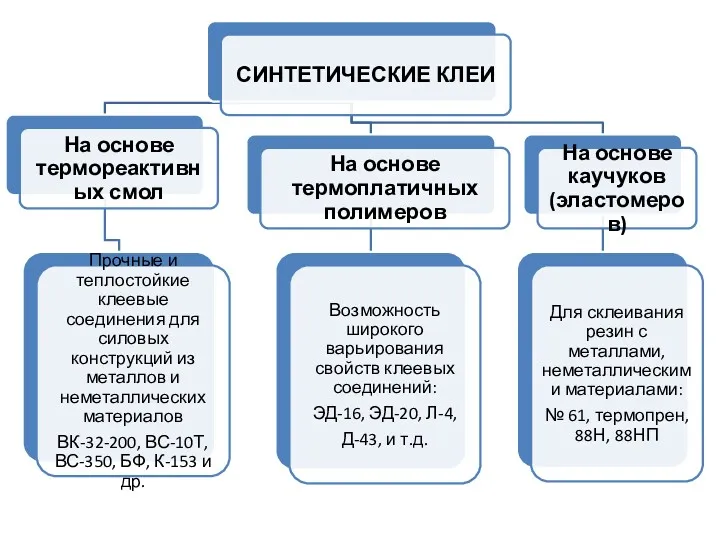
- 33. Применение синтетических клеев и мастик Синтетические клеи – для склеивания разрушенных деталей, наложения заплат, наклеивания фрикционных
- 35. Технологический процесс склеивания Преобразование клеящего состава для нанесения на склеиваемые поверхности (растворение, расплавление, частичная полимеризация мономера
- 36. Применение – для заделки трещин, пробоин, неровностей деталей, герметичности соединений, работающих при температуре до 120°С
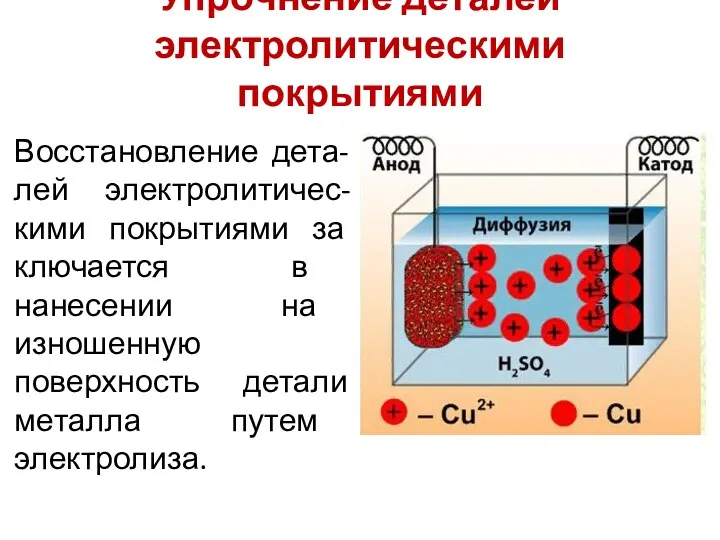
- 37. Упрочнение деталей электролитическими покрытиями Восстановление дета-лей электролитичес-кими покрытиями заключается в нанесении на изношенную поверхность детали металла
- 38. Упрочнение деталей электролитическими покрытиями Сущность процесса состоит в следующем: подлежащая восстановлению деталь, подсоединенная к отрицательному электроду
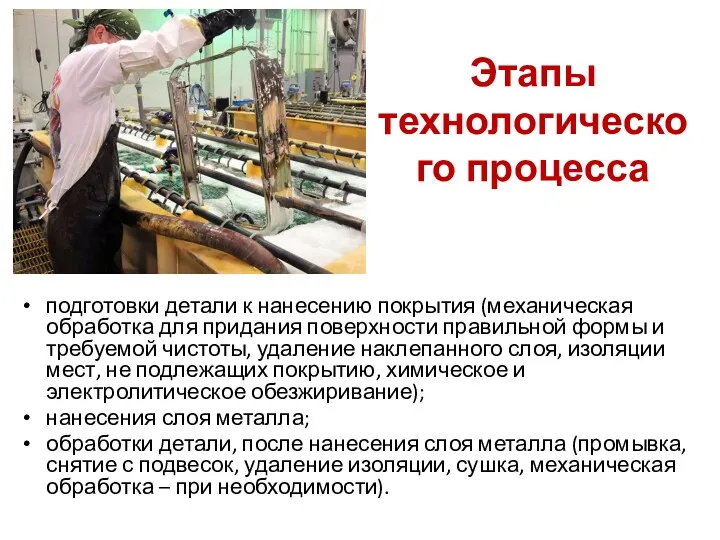
- 39. Этапы технологического процесса подготовки детали к нанесению покрытия (механическая обработка для придания поверхности правильной формы и
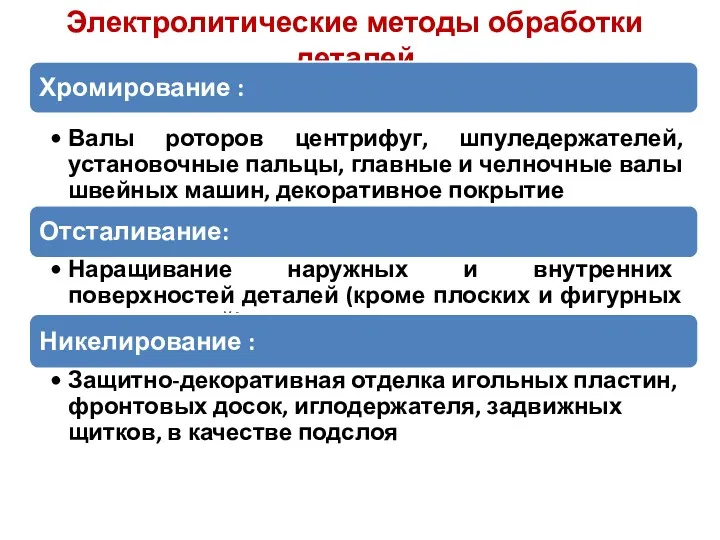
- 40. Электролитические методы обработки деталей
- 41. Получение металлических покрытий химическим способом В основе метода лежит реакция взаимодействия ионов металла с растворенным восстановителем
- 43. Скачать презентацию
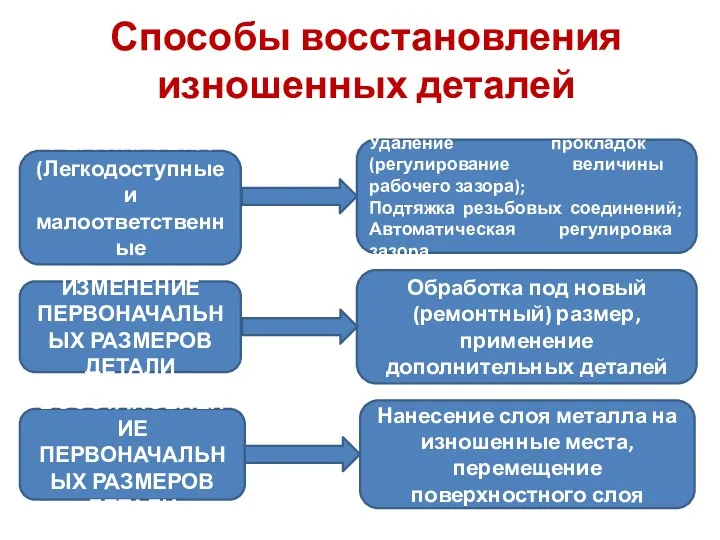
Способы восстановления изношенных деталей
РЕГУЛИРОВКА (Легкодоступные и малоответственные
сопряжения )
ИЗМЕНЕНИЕ ПЕРВОНАЧАЛЬНЫХ
Способы восстановления изношенных деталей
РЕГУЛИРОВКА (Легкодоступные и малоответственные
сопряжения )
ИЗМЕНЕНИЕ ПЕРВОНАЧАЛЬНЫХ

Способы ремонта деталей технологического оборудования
Способы ремонта деталей технологического оборудования
Восстановление деталей пластической деформацией
использование пластических свойств и способности металлов изменять свою
Восстановление деталей пластической деформацией
использование пластических свойств и способности металлов изменять свою
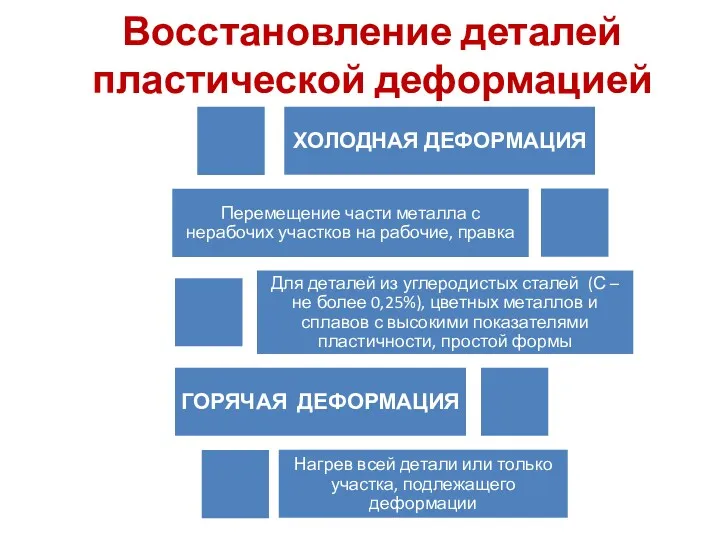
Восстановление деталей пластической деформацией
Восстановление деталей пластической деформацией
Заполните таблицу:
Восстановление деталей пластической деформацией
Заполните таблицу:
Восстановление деталей пластической деформацией
Виды обработки:
ОСАДКА
Применяется для увеличения наружного диаметра сплошных деталей или для
Виды обработки:
ОСАДКА
Применяется для увеличения наружного диаметра сплошных деталей или для
Виды обработки:
РАЗДАЧА
Применяется для увеличения наружного диаметра за счет увеличения внутреннего
Виды обработки:
РАЗДАЧА
Применяется для увеличения наружного диаметра за счет увеличения внутреннего
Виды обработки:
ОБЖАТИЕ
Проводят при необходимости уменьшить, внутренний диаметр полых деталей
Виды обработки:
ОБЖАТИЕ
Проводят при необходимости уменьшить, внутренний диаметр полых деталей
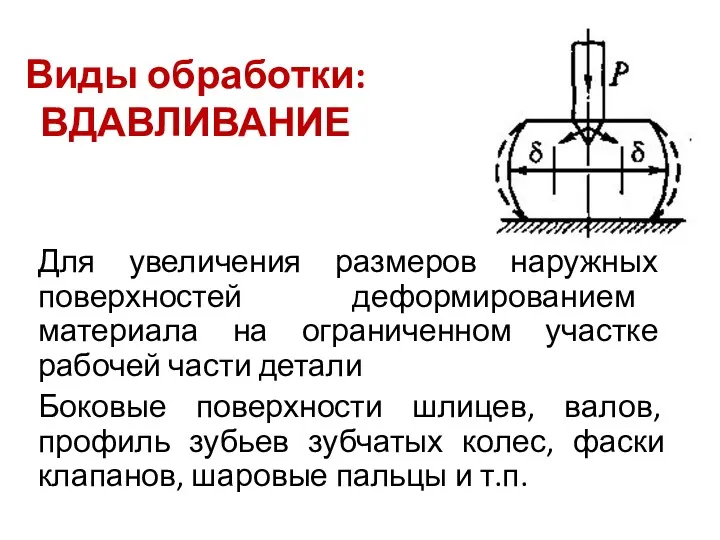
Для увеличения размеров наружных поверхностей деформированием материала на ограниченном участке рабочей
Для увеличения размеров наружных поверхностей деформированием материала на ограниченном участке рабочей
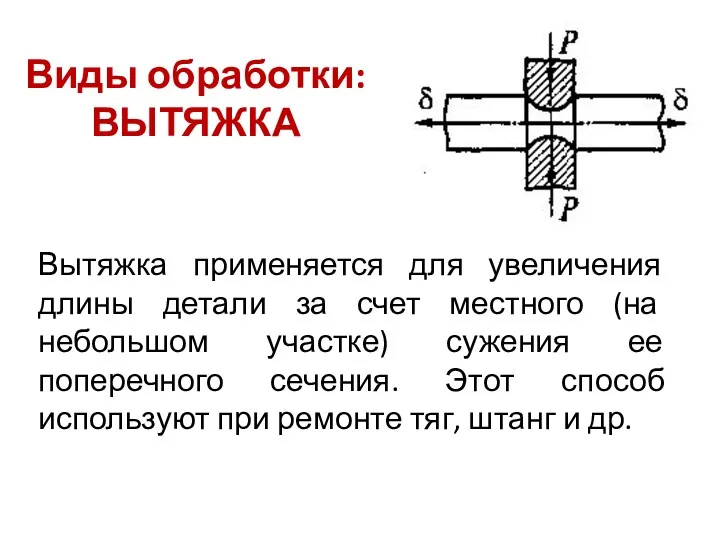
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом
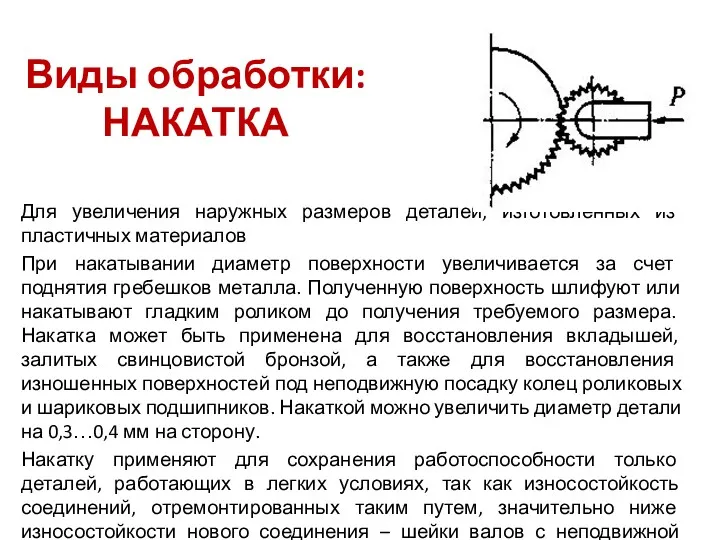
Для увеличения наружных размеров деталей, изготовленных из пластичных материалов
При накатывании диаметр
Для увеличения наружных размеров деталей, изготовленных из пластичных материалов
При накатывании диаметр
Для восстановления размеров деталей под запрессовку (посадочные места вала, опоры внутренних
Для восстановления размеров деталей под запрессовку (посадочные места вала, опоры внутренних

Виды обработки:
электромеханическая обработка
Разновидность – завальцовка проволоки
Виды обработки:
электромеханическая обработка
Разновидность – завальцовка проволоки
Поверхностное упрочнение слоя металла в холодном состоянии.
Виды обработки:
НАКЛЕП
Поверхностное упрочнение слоя металла в холодном состоянии.
Виды обработки:
НАКЛЕП

Восстановление упругих свойств винтовых пружин способом поверхностного упрочнения
Восстановление упругих свойств винтовых пружин способом поверхностного упрочнения

Наклеп наружных поверхностей
тел вращения
Наклеп наружных поверхностей
тел вращения
Прочность соединения зависит от зазора между соединяемыми деталями (от 0,03 до
Прочность соединения зависит от зазора между соединяемыми деталями (от 0,03 до

МАТЕРИАЛЫ ДЛЯ ПАЙКИ:
ПРИПОИ
ФЛЮСЫ
МАТЕРИАЛЫ ДЛЯ ПАЙКИ:
ПРИПОИ
ФЛЮСЫ

ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ
ВАННОЧКИ
ПАЯЛЬНЫЕ СТАНЦИИ
ГОРЕЛКИ
ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ
ВАННОЧКИ
ПАЯЛЬНЫЕ СТАНЦИИ
ГОРЕЛКИ

Классификация припоев
Классификация припоев

Операции по ремонту:
Качество соединения зависит от подготовки поверхности, заключающейся в зачистке
Операции по ремонту:
Качество соединения зависит от подготовки поверхности, заключающейся в зачистке
Система обозначения припоев
Обозначение марки припоя - «П» – припой. Числа в
Система обозначения припоев
Обозначение марки припоя - «П» – припой. Числа в
Примеры обозначений
марок припоев:
ПОС61 – припой оловянно-свинцовый, олова – 61 %,
Примеры обозначений
марок припоев:
ПОС61 – припой оловянно-свинцовый, олова – 61 %,

Классификация флюсов
Классификация флюсов
ТЕХНОЛОГИЯ
ВЫПОЛНЕНИЯ РАБОТ:
Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы).
ТЕХНОЛОГИЯ
ВЫПОЛНЕНИЯ РАБОТ:
Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы).
ПЛАСТМАССЫ = полимеры + связующие вещества, отвердители, пластификаторы, наполнители, красители и
ПЛАСТМАССЫ = полимеры + связующие вещества, отвердители, пластификаторы, наполнители, красители и
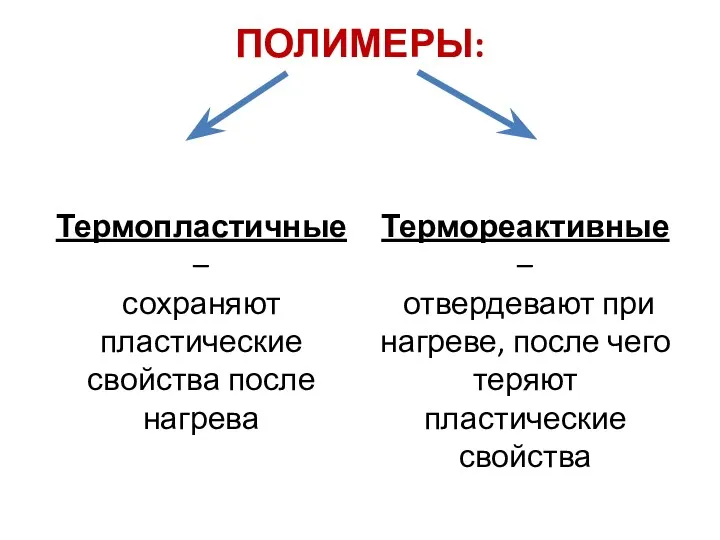
ПОЛИМЕРЫ:
ПОЛИМЕРЫ:
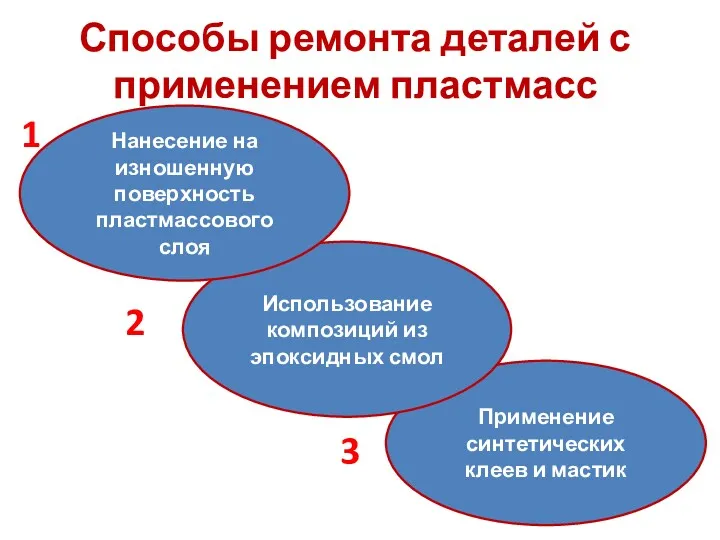
Применение синтетических клеев и мастик
Способы ремонта деталей с применением пластмасс
Использование композиций
Применение синтетических клеев и мастик
Способы ремонта деталей с применением пластмасс
Использование композиций

Нанесение на изношенную поверхность пластмассового слоя
МЕТОДЫ:
Нанесение полимерных покрытий в псевдоожиженном слое
Нанесение на изношенную поверхность пластмассового слоя
МЕТОДЫ:
Нанесение полимерных покрытий в псевдоожиженном слое
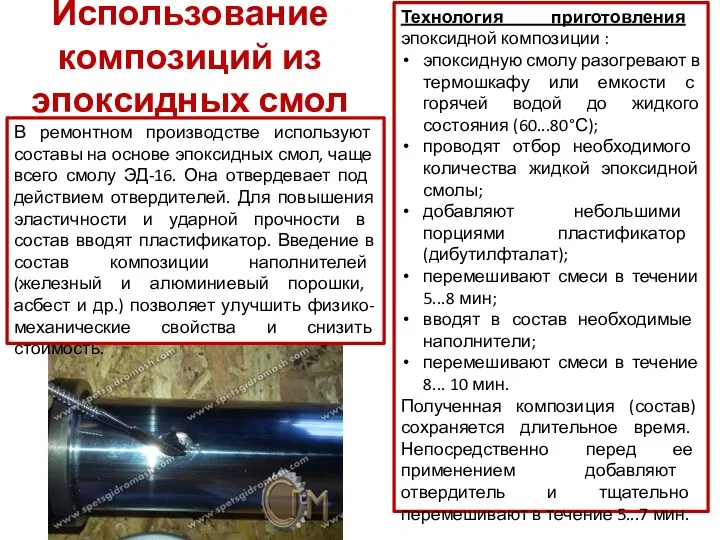
Использование композиций из эпоксидных смол
Технология приготовления эпоксидной композиции :
эпоксидную смолу
Использование композиций из эпоксидных смол
Технология приготовления эпоксидной композиции :
эпоксидную смолу
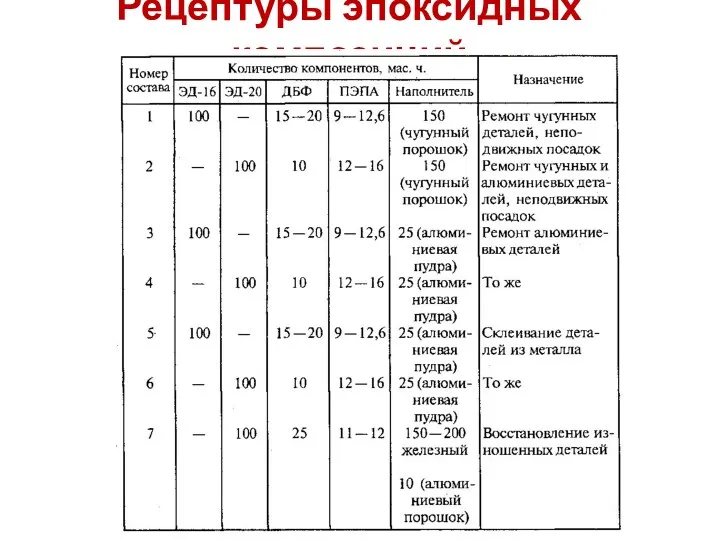
Рецептуры эпоксидных композиций
Рецептуры эпоксидных композиций

Применение синтетических
клеев и мастик
Синтетические клеи – для склеивания разрушенных деталей,
Применение синтетических
клеев и мастик
Синтетические клеи – для склеивания разрушенных деталей,
Технологический процесс склеивания
Преобразование клеящего состава для нанесения на склеиваемые поверхности (растворение,
Технологический процесс склеивания
Преобразование клеящего состава для нанесения на склеиваемые поверхности (растворение,
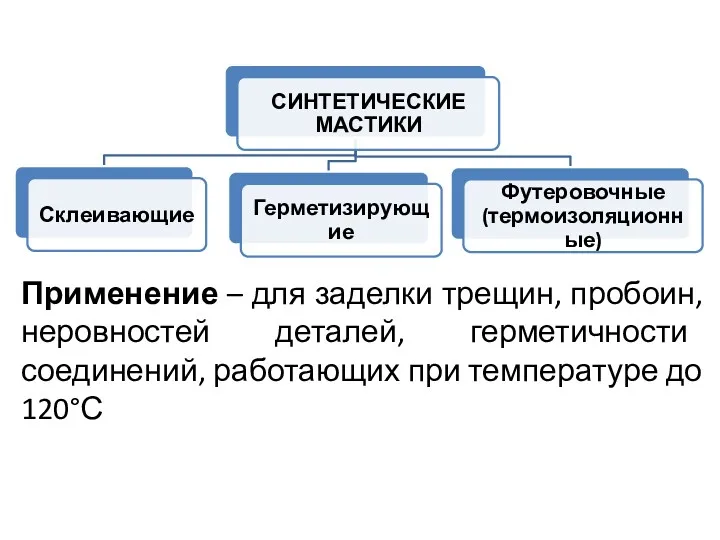
Применение – для заделки трещин, пробоин, неровностей деталей, герметичности соединений, работающих
Применение – для заделки трещин, пробоин, неровностей деталей, герметичности соединений, работающих
Упрочнение деталей электролитическими покрытиями
Восстановление дета-лей электролитичес-кими покрытиями заключается в нанесении на
Упрочнение деталей электролитическими покрытиями
Восстановление дета-лей электролитичес-кими покрытиями заключается в нанесении на

Упрочнение деталей электролитическими покрытиями
Сущность процесса состоит в следующем: подлежащая восстановлению деталь,
Упрочнение деталей электролитическими покрытиями
Сущность процесса состоит в следующем: подлежащая восстановлению деталь,
Этапы технологического процесса
подготовки детали к нанесению покрытия (механическая обработка для придания
Этапы технологического процесса
подготовки детали к нанесению покрытия (механическая обработка для придания
Электролитические методы обработки деталей
Электролитические методы обработки деталей
Получение металлических покрытий химическим способом
В основе метода лежит реакция взаимодействия ионов
Получение металлических покрытий химическим способом
В основе метода лежит реакция взаимодействия ионов
 Антуан де Сент-Экзюпери
Антуан де Сент-Экзюпери Рождество на Руси
Рождество на Руси МыВРЕсурсе
МыВРЕсурсе Оксиды
Оксиды Развитие творческих способностей детей дошкольного возраста через театрализованную деятельность
Развитие творческих способностей детей дошкольного возраста через театрализованную деятельность Зимние виды спорта (подготовительная группа детского сада)
Зимние виды спорта (подготовительная группа детского сада) Авторская игра на дифференциацию звуков [р]-[р*] в словах
Авторская игра на дифференциацию звуков [р]-[р*] в словах презентация к занятию по патриотическому воспитанию Блокада Ленинграда
презентация к занятию по патриотическому воспитанию Блокада Ленинграда Художники Марий Эл
Художники Марий Эл Художественные особенности и историзм романа Л.Н. Толстого Война и мир
Художественные особенности и историзм романа Л.Н. Толстого Война и мир Водоснабжение. Схема сетей системы
Водоснабжение. Схема сетей системы Россия - Родина моя
Россия - Родина моя Криминальные субкультуры
Криминальные субкультуры Загрязнение пластиком
Загрязнение пластиком Правила выписывания твердых и мягких лекарственных форм
Правила выписывания твердых и мягких лекарственных форм Проблемные методы в развивающем обучении дошкольников.
Проблемные методы в развивающем обучении дошкольников. Качество полезных ископаемых. Классификация методов, процессов, технологических схем
Качество полезных ископаемых. Классификация методов, процессов, технологических схем Федеральное агентство по техническому регулированию и метрологии
Федеральное агентство по техническому регулированию и метрологии Сварка стальных конструкций
Сварка стальных конструкций Формальные и неформальные группы
Формальные и неформальные группы Презентация Что такое хорошо и что такое плохо
Презентация Что такое хорошо и что такое плохо Музыка народов мира
Музыка народов мира Методическая разработка Климат Южной Америки
Методическая разработка Климат Южной Америки Особенности внесения изменений в конструкторскую документацию. Оформление. Памятка
Особенности внесения изменений в конструкторскую документацию. Оформление. Памятка Презентация Масленицы в ДОУ
Презентация Масленицы в ДОУ УСМ при системах с закладкой при разработке угольных месторождений. Лекция 7
УСМ при системах с закладкой при разработке угольных месторождений. Лекция 7 Гео-шоу: Покажи мне мою страну
Гео-шоу: Покажи мне мою страну Урок Растворение.Растворы 8 класс
Урок Растворение.Растворы 8 класс