- Станочные приспособления: назначение и классификация

Содержание
- 2. Приспособления (оснастка) − технические устройства, присоединяемые к машине (оборудованию) или используемые самостоятельно для установки, базирования, закрепления
- 3. Классификация приспособлений: 1) по целевому назначению: для установки и закрепления изделий на оборудовании −токарные, фрезерные, сверлильные,
- 4. В зависимости от организационно-технических условий производства применяют системы технологической оснастки: универсально-наладочная (УНО); универсально-сборочная (УСО); универсально-безналадочная (УБО);
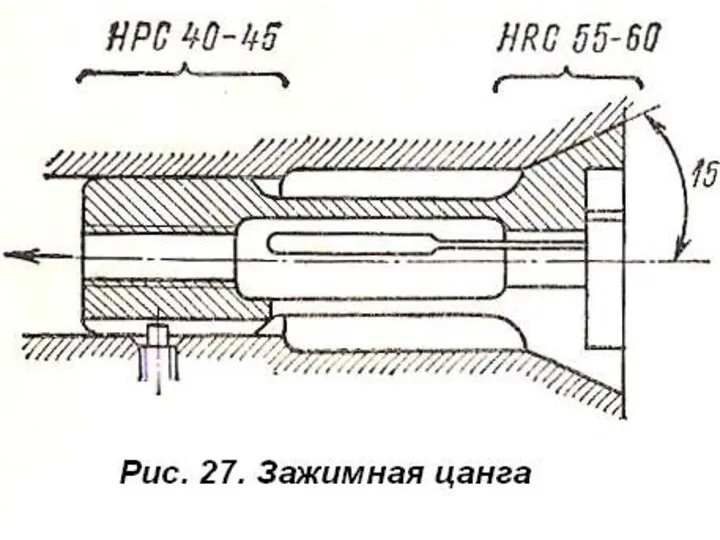
- 5. Конструктивные элементы приспособлений Основные группы элементов: установочные для детали; установочные и направляющие для инструмента; зажимные; вспомогательные;
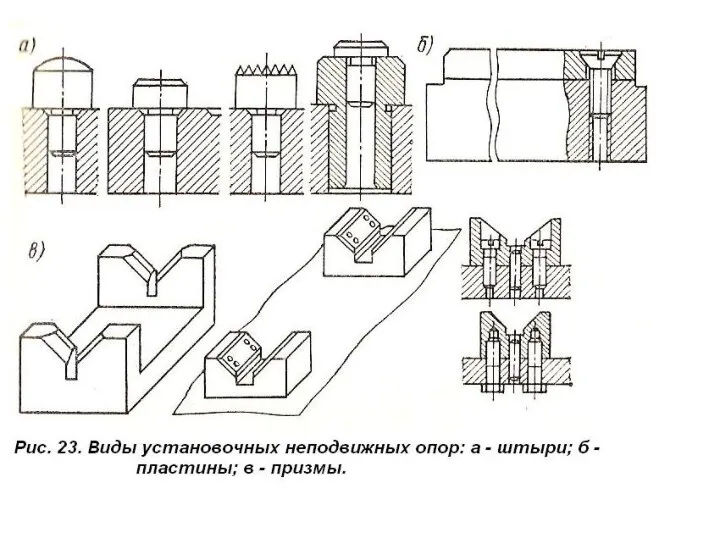
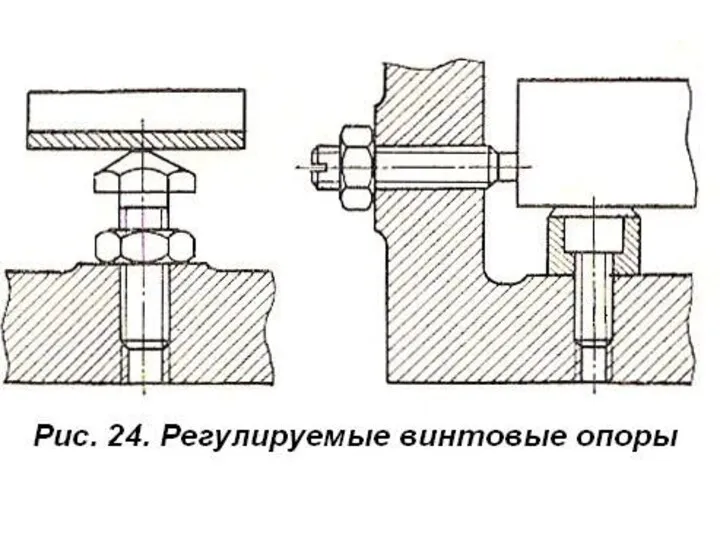
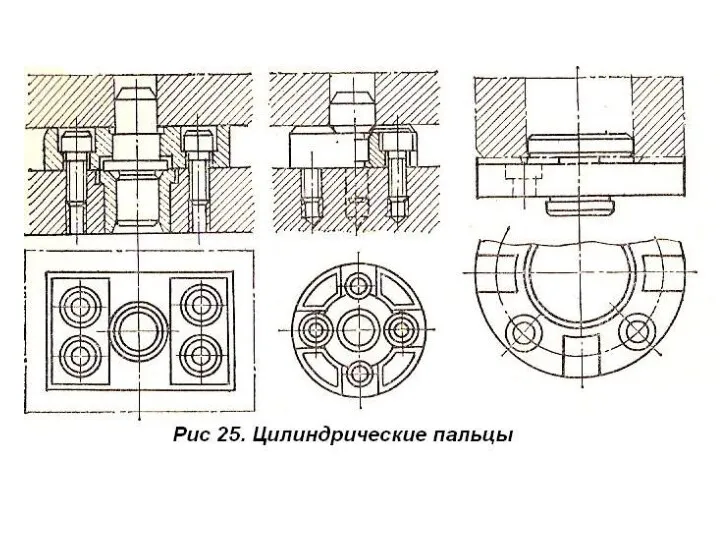
- 6. Установочные элементы. Выбор типа, размеров, точности исполнения и пространственного расположения установочных элементов при анализе технологических баз,
- 11. Элементы для установки и ориентирования инструмента. Настройка фрезерных станков: установи высотные и угловые; щупы плоские и
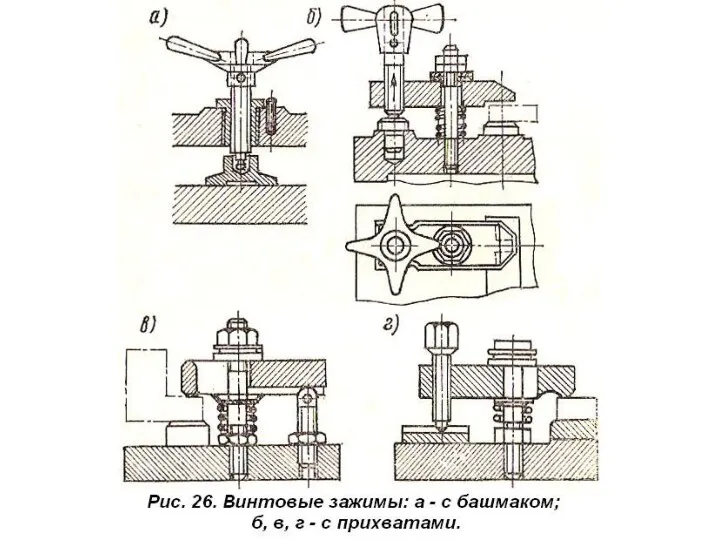
- 12. Зажимные элементы и механизмы приспособлений. Зажимные механизмы (ЗМ) служат для надежного и стабильного закрепления изделий и
- 13. Номинальный диаметр винтов (шпилек): Расчетный диаметр округляют до большего табличного. Момент, развиваемый на рукоятке при закреплении,
- 15. Эксцентриковые зажимные устройства Такие элементы отличаются простотой и компактностью конструкции, широким использованием стандартизованных деталей, возможностью получения
- 17. Порядок расчёта эксцентриковых механизмов: определяется ход эксцентрика (эксцентриситет e); подбирается стандартный эксцентриковый кулачок (диаметр D, ширина
- 18. Рычажные и рычажно-шарнирные ЗМ. Достоинства: относительная простота; значительный выигрыш перемещениях; постоянство Рз не зависимо от размеров
- 20. Пневматические приводы. Преимущества (по сравнению с гидравлическими): простота конструкции и арматуры; отсутствие автономного источника давления (на
- 21. Гидравлические приводы. Достоинства: меньше диаметр цилиндров и габаритные размеры (благодаря давлению рабочей жидкости до 15 МПа).
- 22. Кроме пневматических и гидравлических приводов применяются и другие: пневмогидравлические; вакуумные; магнитные; электромагнитные; электромеханические и др. Применяются
- 23. Вспомогательные элементы и корпуса. Вспомогательные устройства и элементы − это поворотные и делительные устройства с дисками
- 24. Проектирование приспособлений. Стадии проектирования: Изучение чертежа изделия, содержания и структуры технологической операции, схем и поверхностей базирования,
- 25. Расчет точности приспособления. выбор расчетного параметра (или нескольких), оказывающего влияние на положение и точность обработки заготовки;
- 26. Расчет погрешности приспособления εпр основывается на положении, что общая погрешность обработки ε0 не должна превышать допуск
- 28. Скачать презентацию
Приспособления (оснастка) − технические устройства, присоединяемые к машине (оборудованию) или используемые
Приспособления (оснастка) − технические устройства, присоединяемые к машине (оборудованию) или используемые
Классификация приспособлений:
1) по целевому назначению:
для установки и закрепления изделий на оборудовании
Классификация приспособлений:
1) по целевому назначению:
для установки и закрепления изделий на оборудовании
В зависимости от организационно-технических условий производства применяют системы технологической оснастки:
универсально-наладочная (УНО);
универсально-сборочная
В зависимости от организационно-технических условий производства применяют системы технологической оснастки:
универсально-наладочная (УНО);
универсально-сборочная
Конструктивные элементы приспособлений
Основные группы элементов:
установочные для детали;
установочные и направляющие для инструмента;
зажимные;
вспомогательные;
корпуса.
Конструктивные элементы приспособлений
Основные группы элементов:
установочные для детали;
установочные и направляющие для инструмента;
зажимные;
вспомогательные;
корпуса.
Установочные элементы.
Выбор типа, размеров, точности исполнения и пространственного расположения установочных
Установочные элементы.
Выбор типа, размеров, точности исполнения и пространственного расположения установочных
Элементы для установки и ориентирования инструмента. Настройка фрезерных станков:
установи высотные и
Элементы для установки и ориентирования инструмента. Настройка фрезерных станков:
установи высотные и
Зажимные элементы и механизмы приспособлений. Зажимные механизмы (ЗМ) служат для надежного
Зажимные элементы и механизмы приспособлений. Зажимные механизмы (ЗМ) служат для надежного
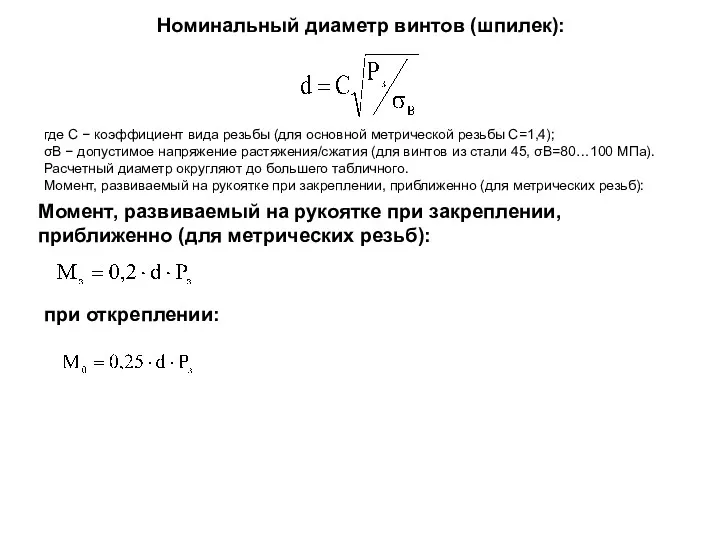
Номинальный диаметр винтов (шпилек):
Расчетный диаметр округляют до большего табличного.
Момент, развиваемый на
Номинальный диаметр винтов (шпилек):
Расчетный диаметр округляют до большего табличного.
Момент, развиваемый на
Эксцентриковые зажимные устройства
Такие элементы отличаются простотой и компактностью конструкции, широким использованием
Эксцентриковые зажимные устройства
Такие элементы отличаются простотой и компактностью конструкции, широким использованием

Порядок расчёта эксцентриковых механизмов:
определяется ход эксцентрика (эксцентриситет e);
подбирается стандартный
Порядок расчёта эксцентриковых механизмов:
определяется ход эксцентрика (эксцентриситет e);
подбирается стандартный
Рычажные и рычажно-шарнирные ЗМ. Достоинства:
относительная простота;
значительный выигрыш перемещениях;
постоянство Рз не зависимо
Рычажные и рычажно-шарнирные ЗМ. Достоинства:
относительная простота;
значительный выигрыш перемещениях;
постоянство Рз не зависимо
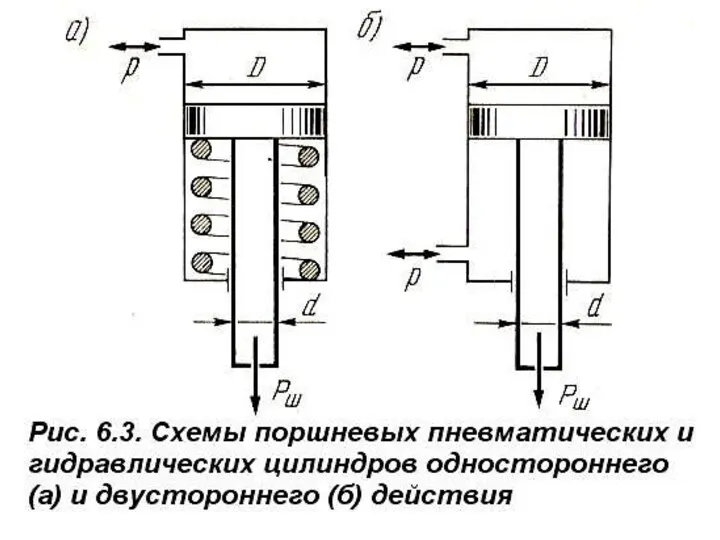
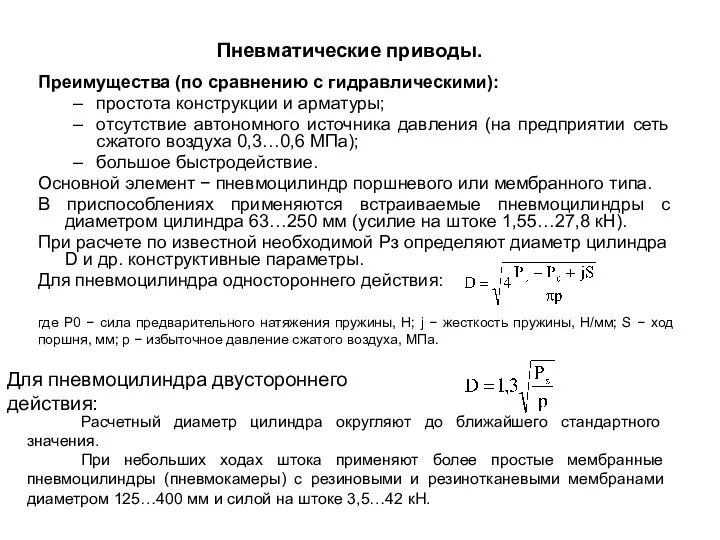
Пневматические приводы.
Преимущества (по сравнению с гидравлическими):
простота конструкции и арматуры;
отсутствие автономного
Пневматические приводы.
Преимущества (по сравнению с гидравлическими):
простота конструкции и арматуры;
отсутствие автономного
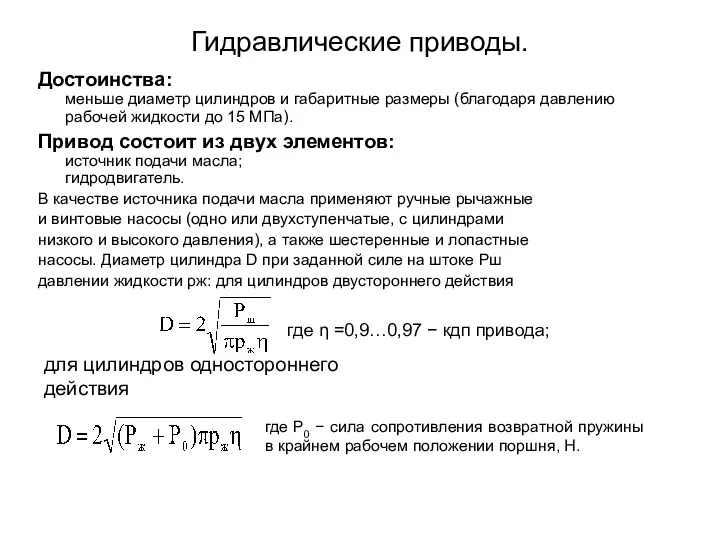
Гидравлические приводы.
Достоинства:
меньше диаметр цилиндров и габаритные размеры (благодаря давлению рабочей
Гидравлические приводы.
Достоинства: меньше диаметр цилиндров и габаритные размеры (благодаря давлению рабочей
Кроме пневматических и гидравлических приводов применяются и другие:
пневмогидравлические;
вакуумные;
магнитные;
электромагнитные;
электромеханические и др.
Применяются зажимы,
Кроме пневматических и гидравлических приводов применяются и другие:
пневмогидравлические;
вакуумные;
магнитные;
электромагнитные;
электромеханические и др.
Применяются зажимы,
Вспомогательные элементы и корпуса.
Вспомогательные устройства и элементы − это поворотные
Вспомогательные элементы и корпуса.
Вспомогательные устройства и элементы − это поворотные
Проектирование приспособлений. Стадии проектирования:
Изучение чертежа изделия, содержания и структуры технологической операции,
Проектирование приспособлений. Стадии проектирования:
Изучение чертежа изделия, содержания и структуры технологической операции,
Расчет точности приспособления.
выбор расчетного параметра (или нескольких), оказывающего влияние на
Расчет точности приспособления.
выбор расчетного параметра (или нескольких), оказывающего влияние на
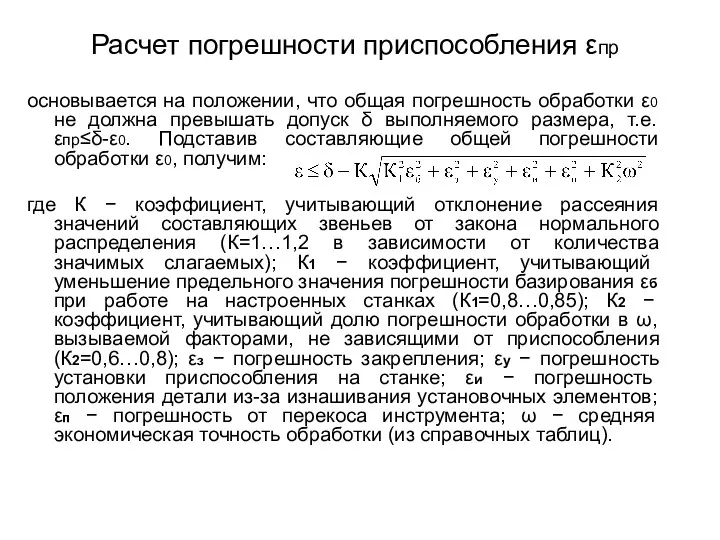
Расчет погрешности приспособления εпр
основывается на положении, что общая погрешность обработки
Расчет погрешности приспособления εпр
основывается на положении, что общая погрешность обработки
 Влияние сотовых телефонов на здоровье человека
Влияние сотовых телефонов на здоровье человека Даты ввода в эксплуатацию и протяженность (км) первых европейский железнодорожных линий
Даты ввода в эксплуатацию и протяженность (км) первых европейский железнодорожных линий ТРИЗ Мир человека 2 класс
ТРИЗ Мир человека 2 класс Физиология пищеварения
Физиология пищеварения Экспериментирование в детском саду
Экспериментирование в детском саду Вещество. Состояние вещества. Кристаллические решётки
Вещество. Состояние вещества. Кристаллические решётки Modern and efficient public transport system
Modern and efficient public transport system Симптомы патологии дыхательной системы
Симптомы патологии дыхательной системы Изображение пространственных фигур на плоскости
Изображение пространственных фигур на плоскости Әлифба дәреслере.б,в,г хәрефләре
Әлифба дәреслере.б,в,г хәрефләре The Grounds For Judicial Review
The Grounds For Judicial Review Химия биогенных элементов (часть 1)
Химия биогенных элементов (часть 1) презентация австралия
презентация австралия Техническая эксплуатация подвижного состава железных дорог
Техническая эксплуатация подвижного состава железных дорог Любовь и дружба с героями книг Лидии Чарской
Любовь и дружба с героями книг Лидии Чарской Возведение зданий с металлическим каркасом
Возведение зданий с металлическим каркасом Таланты Богородского края.
Таланты Богородского края.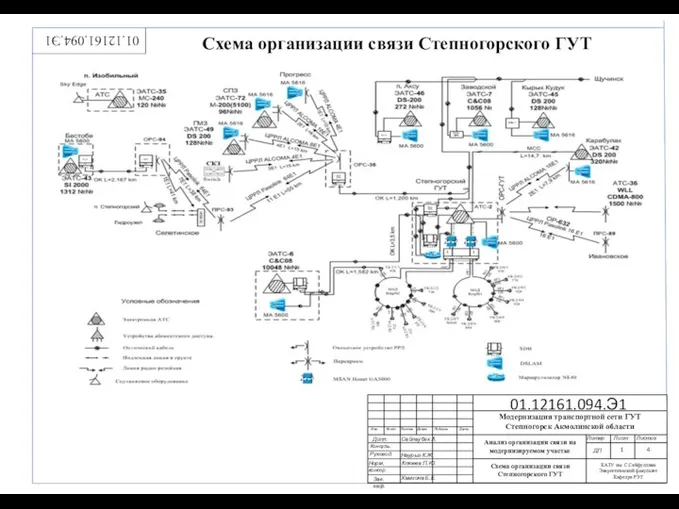 Схема организации связи Степногорского ГУТ
Схема организации связи Степногорского ГУТ Человек на фотографии. Операторское мастерство фотопортрета
Человек на фотографии. Операторское мастерство фотопортрета Режиссёрская игра.
Режиссёрская игра. Оператор множественного выбора CASE
Оператор множественного выбора CASE Структурная схема, принцип работы и параметры импульсного блока питания
Структурная схема, принцип работы и параметры импульсного блока питания Смешанные числа
Смешанные числа Composition restaurant premises
Composition restaurant premises Новогодний эрудит
Новогодний эрудит Презентация Природные зоны Африки
Презентация Природные зоны Африки Сочинение-описание картины И. Э. Грабаря Февральская лазурь
Сочинение-описание картины И. Э. Грабаря Февральская лазурь Технология проблемного диалога
Технология проблемного диалога