- Строительные материалы

Содержание
- 2. КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ Керамическими называют материалы, которые получаются в результате обжига до спекания отформованной сырьевой массы, состоящей
- 3. Классификация керамических изделий по назначению Ж. Строительная керамика Камни керамические Керамический кирпич 11. Стеновые материалы –
- 4. Виды кирпича Кирпич нормального формата (одинарный): Изделие в форме прямоугольного параллелепипеда номинальными размерами 250х120х65 мм. Камень:
- 5. Виды кирпича
- 6. Классификация керамических изделий по назначению Ж. Строительная керамика 2. Кровельные материалы – черепица
- 7. Виды черепицы
- 8. Классификация керамических изделий по назначению Ж. Строительная керамика 3. Облицовочные материалы Плитки стеновые Половая плитка
- 9. Классификация керамических изделий по назначению Ж. Строительная керамика 3. Облицовочные материалы – майолика Майолика (от итал.
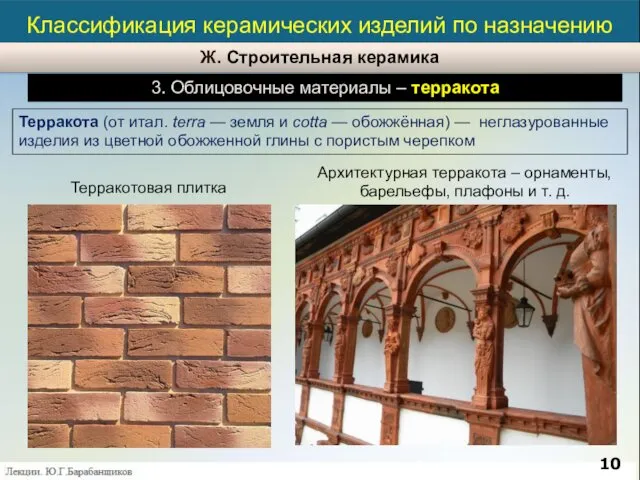
- 10. Классификация керамических изделий по назначению Ж. Строительная керамика 3. Облицовочные материалы – терракота Архитектурная терракота –
- 11. Классификация керамических изделий по назначению Ж. Строительная керамика 5. Трубы Трубы канализационные Трубы дренажные Трубы дымоходы
- 12. Классификация керамических изделий по назначению Ж. Строительная керамика 6. Керамические теплоизоляционные материалы Мелкопустотные блоки Керамзит
- 13. Классификация керамических изделий по назначению Ж. Строительная керамика 6. Керамические дорожные и тротуарные покрытия Керамический гибкий
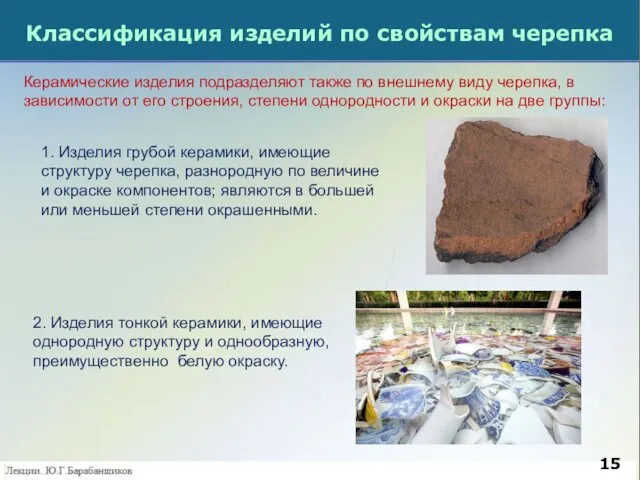
- 14. Классификация изделий по свойствам черепка В зависимости от водопоглощения черепка по массе (Вм), керамические изделия делят
- 15. Классификация изделий по свойствам черепка 2. Изделия тонкой керамики, имеющие однородную структуру и однообразную, преимущественно белую
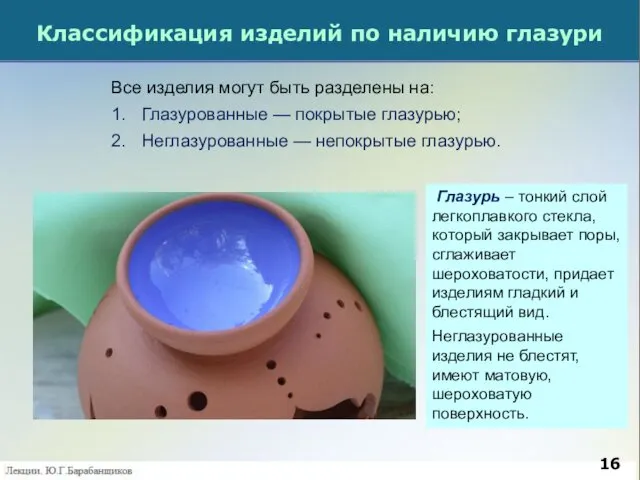
- 16. Классификация изделий по наличию глазури Глазурь – тонкий слой легкоплавкого стекла, который закрывает поры, сглаживает шероховатости,
- 17. Производство керамических изделий Несмотря на все многообразие керамических изделий и применяемого для их изготовления сырья, важнейшие
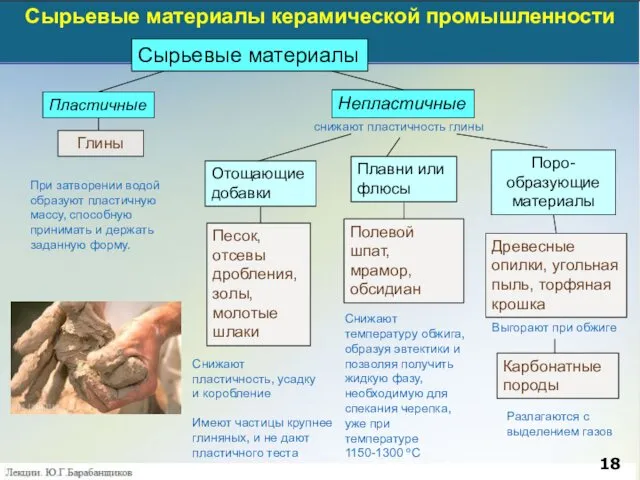
- 18. При затворении водой образуют пластичную массу, способную принимать и держать заданную форму. Сырьевые материалы керамической промышленности
- 19. Важнейшие технические свойства глины Пластичностью глин называют способность глиняного теста деформироваться без разрывов и трещин. Пластичность
- 20. Важнейшие технические свойства глины Глины делят на: 1. Огнеупорные t >1580 °С; 2. Тугоплавкие t =
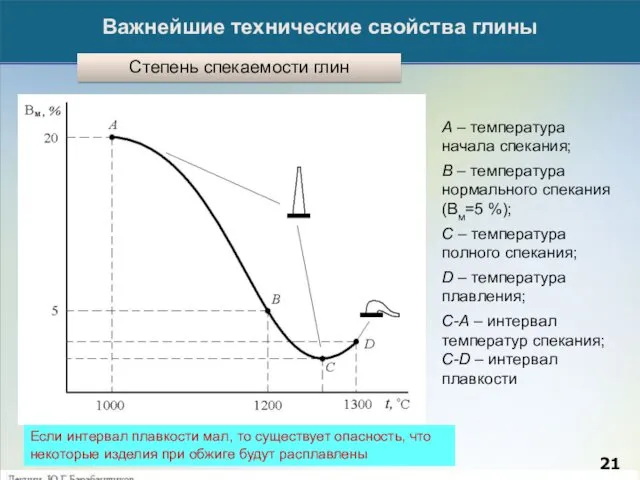
- 21. Важнейшие технические свойства глины Степень спекаемости глин А – температура начала спекания; В – температура нормального
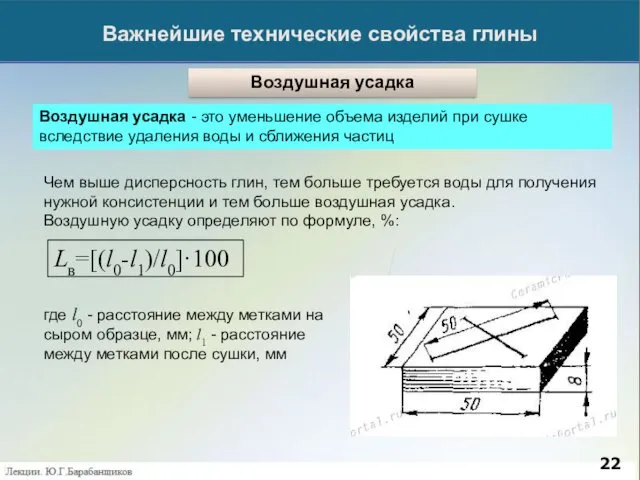
- 22. Важнейшие технические свойства глины Чем выше дисперсность глин, тем больше требуется воды для получения нужной консистенции
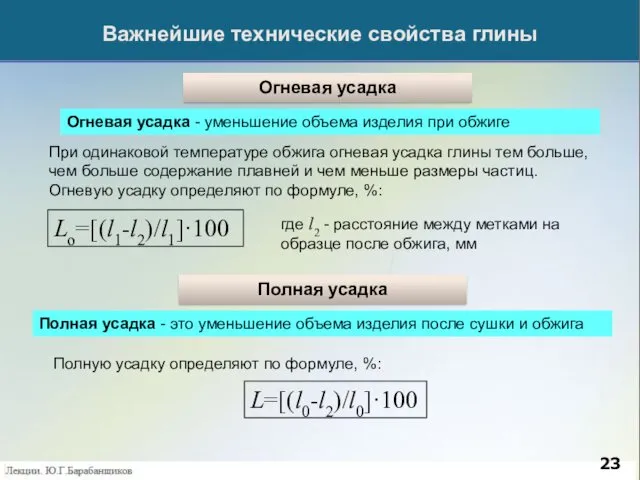
- 23. Важнейшие технические свойства глины При одинаковой температуре обжига огневая усадка глины тем больше, чем больше содержание
- 24. Важнейшие технические свойства глины Недожог всегда слабее окрашен, чем нормально обожженный кирпич. Пережог имеет бурый до
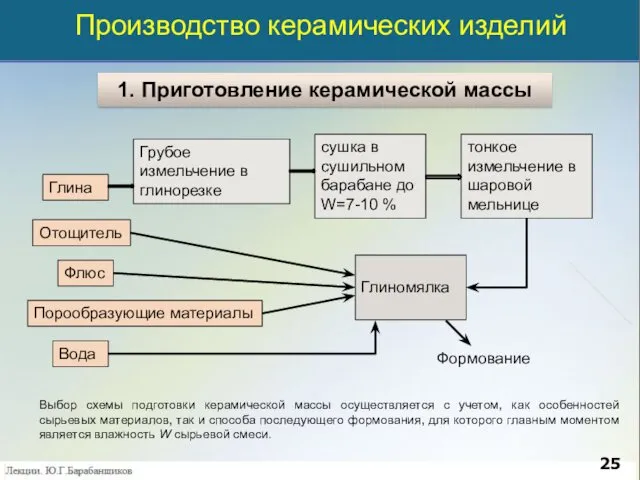
- 25. Производство керамических изделий Выбор схемы подготовки керамической массы осуществляется с учетом, как особенностей сырьевых материалов, так
- 26. Производство керамических изделий 2. Формование керамических изделий Для формования главным моментом является влажность W сырьевой керамической
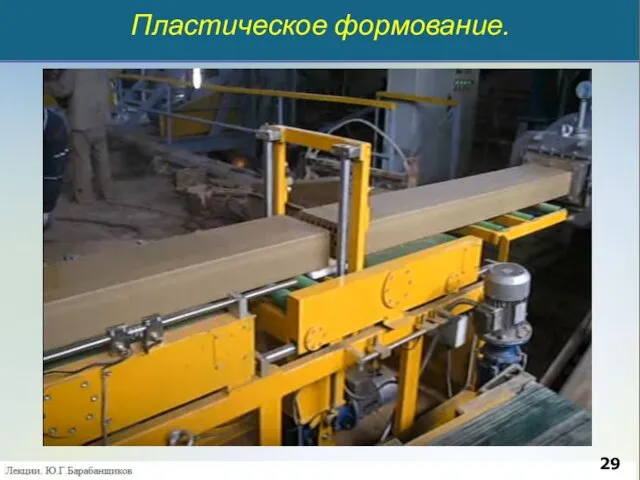
- 27. Пластическое формование. Влажность массы 17-22 % Шнековый (ленточный) пресс Давление, развиваемое шнеком (1,6-7 МПа) 1 -
- 28. Пластическое формование. Существует два основных типа многострунных резчиков: – непрерывного действия, одностадийные – двухстадийные, с отрезанием
- 29. Пластическое формование.
- 30. Пластическое формование.
- 31. Полусухое прессование
- 32. Полусухое прессование
- 33. Полусухое прессование
- 34. Полусухое прессование
- 35. Полусухое прессование
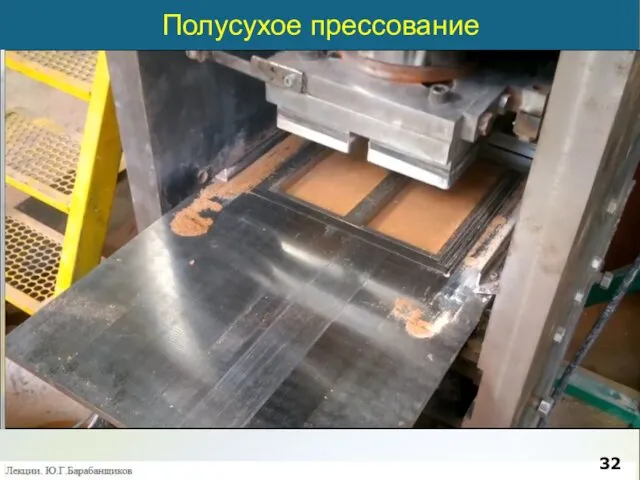
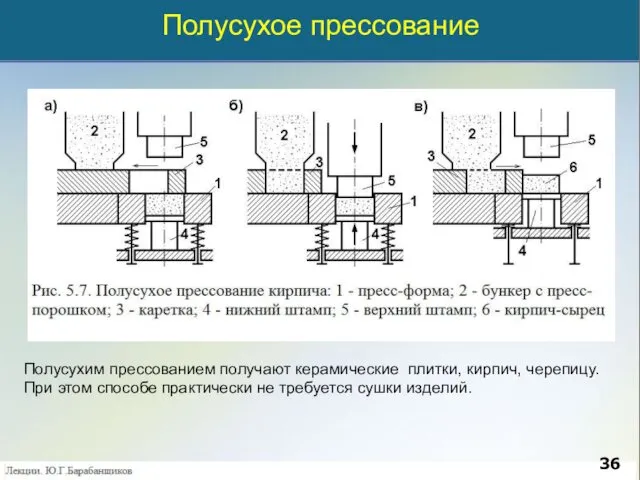
- 36. Полусухое прессование Полусухим прессованием получают керамические плитки, кирпич, черепицу. При этом способе практически не требуется сушки
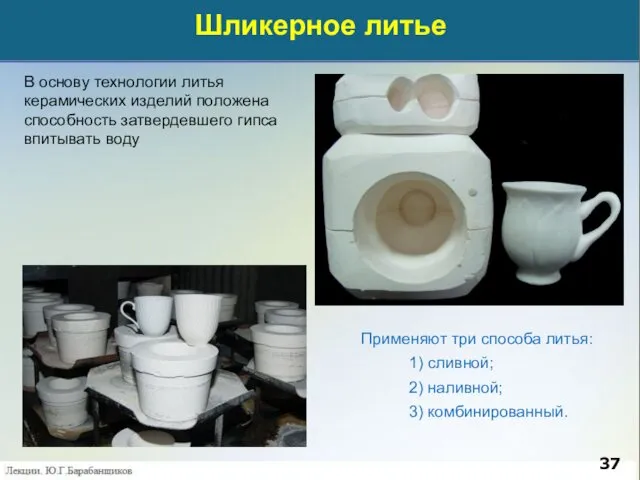
- 37. Шликерное литье В основу технологии литья керамических изделий положена способность затвердевшего гипса впитывать воду Применяют три
- 38. Шликерное литье 1. Сливной способ Изделие оставляют в форме для высыхания (подвялки), вследствие чего оно дает
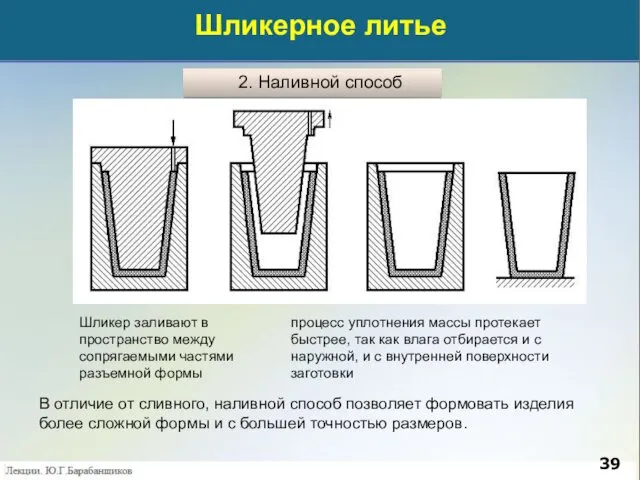
- 39. Шликерное литье 2. Наливной способ В отличие от сливного, наливной способ позволяет формовать изделия более сложной
- 40. Сушка
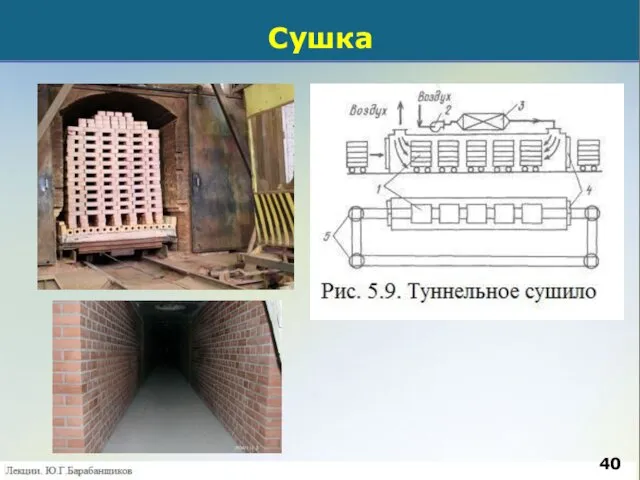
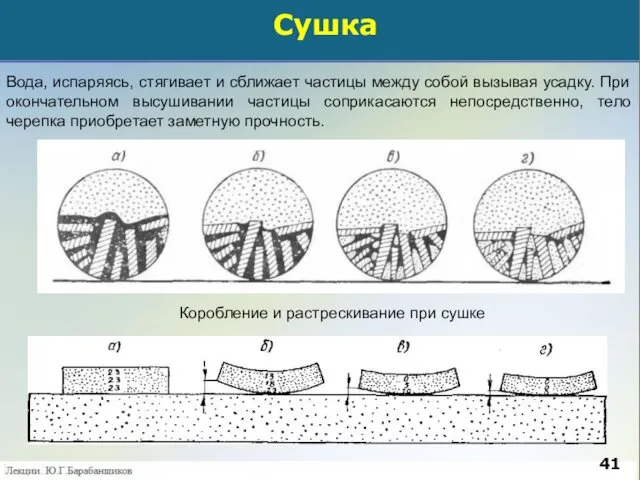
- 41. Сушка Вода, испаряясь, стягивает и сближает частицы между собой вызывая усадку. При окончательном высушивании частицы соприкасаются
- 42. Обжиг кирпича-сырца Длина печи 100-160 м Туннельная печь Щелевая печь Туннельные печи используются в производстве кирпича,
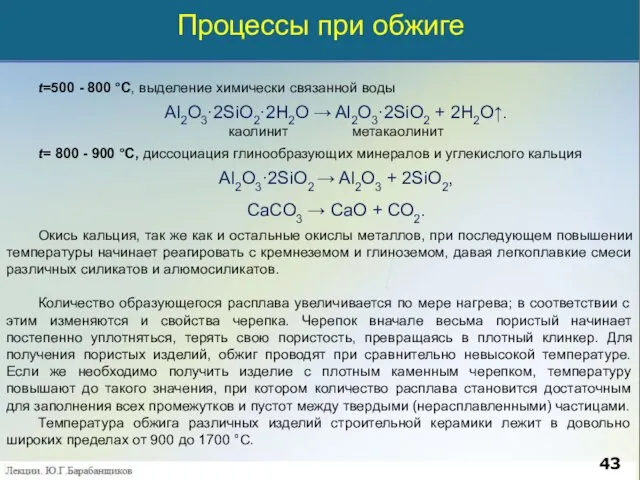
- 43. Процессы при обжиге t=500 - 800 °С, выделение химически связанной воды Al2O3·2SiO2·2H2O → Al2O3·2SiO2 + 2H2O↑.
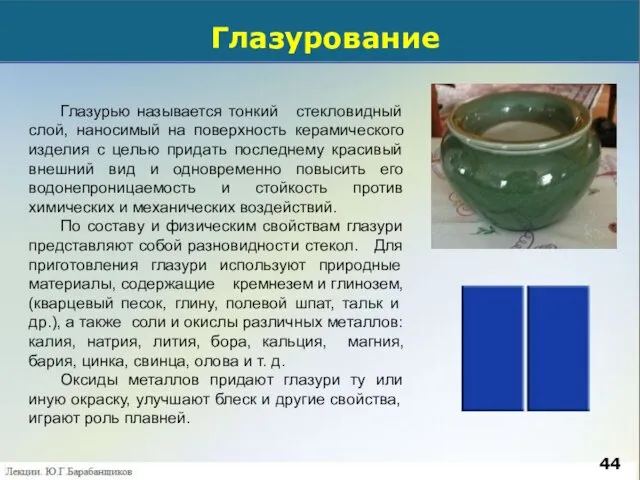
- 44. Глазурование Глазурью называется тонкий стекловидный слой, наносимый на поверхность керамического изделия с целью придать последнему красивый
- 46. Скачать презентацию

КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Керамическими называют материалы, которые получаются в результате обжига до
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Керамическими называют материалы, которые получаются в результате обжига до

Классификация керамических изделий по назначению
Ж. Строительная керамика
Камни керамические
Керамический кирпич
11. Стеновые материалы
Классификация керамических изделий по назначению
Ж. Строительная керамика
Камни керамические
Керамический кирпич
11. Стеновые материалы
Виды кирпича
Кирпич нормального формата (одинарный): Изделие в форме прямоугольного параллелепипеда номинальными размерами
Виды кирпича
Кирпич нормального формата (одинарный): Изделие в форме прямоугольного параллелепипеда номинальными размерами

Виды кирпича
Виды кирпича

Классификация керамических изделий по назначению
Ж. Строительная керамика
2. Кровельные материалы – черепица
Классификация керамических изделий по назначению
Ж. Строительная керамика
2. Кровельные материалы – черепица

Виды черепицы
Виды черепицы
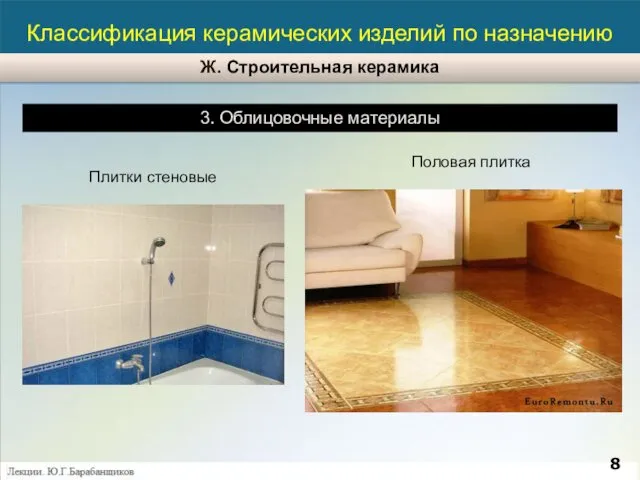
Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы
Плитки стеновые
Половая плитка
Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы
Плитки стеновые
Половая плитка

Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы – майолика
Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы – майолика
Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы – терракота
Классификация керамических изделий по назначению
Ж. Строительная керамика
3. Облицовочные материалы – терракота

Классификация керамических изделий по назначению
Ж. Строительная керамика
5. Трубы
Трубы канализационные
Трубы дренажные
Трубы дымоходы
Классификация керамических изделий по назначению
Ж. Строительная керамика
5. Трубы
Трубы канализационные
Трубы дренажные
Трубы дымоходы

Классификация керамических изделий по назначению
Ж. Строительная керамика
6. Керамические теплоизоляционные материалы
Мелкопустотные блоки
Керамзит
Классификация керамических изделий по назначению
Ж. Строительная керамика
6. Керамические теплоизоляционные материалы
Мелкопустотные блоки
Керамзит

Классификация керамических изделий по назначению
Ж. Строительная керамика
6. Керамические дорожные и тротуарные
Классификация керамических изделий по назначению
Ж. Строительная керамика
6. Керамические дорожные и тротуарные
Классификация изделий по свойствам черепка
В зависимости от водопоглощения черепка по массе
Классификация изделий по свойствам черепка
В зависимости от водопоглощения черепка по массе
Классификация изделий по свойствам черепка
2. Изделия тонкой керамики, имеющие однородную структуру
Классификация изделий по свойствам черепка
2. Изделия тонкой керамики, имеющие однородную структуру
Классификация изделий по наличию глазури
Глазурь – тонкий слой легкоплавкого стекла,
Классификация изделий по наличию глазури
Глазурь – тонкий слой легкоплавкого стекла,
Производство керамических изделий
Несмотря на все многообразие керамических изделий и применяемого для
Производство керамических изделий
Несмотря на все многообразие керамических изделий и применяемого для
При затворении водой образуют пластичную массу, способную принимать и держать заданную
При затворении водой образуют пластичную массу, способную принимать и держать заданную
Важнейшие технические свойства глины
Пластичностью глин называют способность глиняного теста деформироваться без
Важнейшие технические свойства глины
Пластичностью глин называют способность глиняного теста деформироваться без

Важнейшие технические свойства глины
Глины делят на:
1. Огнеупорные t >1580 °С;
2.
Важнейшие технические свойства глины
Глины делят на:
1. Огнеупорные t >1580 °С;
2.
Важнейшие технические свойства глины
Степень спекаемости глин
А – температура начала спекания;
В
Важнейшие технические свойства глины
Степень спекаемости глин
А – температура начала спекания;
В
Важнейшие технические свойства глины
Чем выше дисперсность глин, тем больше требуется воды
Важнейшие технические свойства глины
Чем выше дисперсность глин, тем больше требуется воды
Важнейшие технические свойства глины
При одинаковой температуре обжига огневая усадка глины тем
Важнейшие технические свойства глины
При одинаковой температуре обжига огневая усадка глины тем

Важнейшие технические свойства глины
Недожог всегда слабее окрашен, чем нормально обожженный кирпич.
Важнейшие технические свойства глины
Недожог всегда слабее окрашен, чем нормально обожженный кирпич.
Производство керамических изделий
Выбор схемы подготовки керамической массы осуществляется с учетом, как
Производство керамических изделий
Выбор схемы подготовки керамической массы осуществляется с учетом, как
Производство керамических изделий
2. Формование керамических изделий
Для формования главным моментом является влажность
Производство керамических изделий
2. Формование керамических изделий
Для формования главным моментом является влажность

Пластическое формование.
Влажность массы 17-22 %
Шнековый (ленточный) пресс
Давление, развиваемое шнеком (1,6-7 МПа)
1
Пластическое формование.
Влажность массы 17-22 %
Шнековый (ленточный) пресс
Давление, развиваемое шнеком (1,6-7 МПа)
1

Пластическое формование.
Существует два основных типа многострунных резчиков:
– непрерывного действия, одностадийные
– двухстадийные,
Пластическое формование.
Существует два основных типа многострунных резчиков:
– непрерывного действия, одностадийные
– двухстадийные,
Пластическое формование.
Пластическое формование.

Пластическое формование.
Пластическое формование.

Полусухое прессование
Полусухое прессование
Полусухое прессование
Полусухое прессование

Полусухое прессование
Полусухое прессование

Полусухое прессование
Полусухое прессование

Полусухое прессование
Полусухое прессование
Полусухое прессование
Полусухим прессованием получают керамические плитки, кирпич, черепицу.
При этом способе
Полусухое прессование
Полусухим прессованием получают керамические плитки, кирпич, черепицу.
При этом способе
Шликерное литье
В основу технологии литья керамических изделий положена способность затвердевшего гипса
Шликерное литье
В основу технологии литья керамических изделий положена способность затвердевшего гипса

Шликерное литье
1. Сливной способ
Изделие оставляют в форме для высыхания (подвялки),
Шликерное литье
1. Сливной способ
Изделие оставляют в форме для высыхания (подвялки),
Шликерное литье
2. Наливной способ
В отличие от сливного, наливной способ позволяет
Шликерное литье
2. Наливной способ
В отличие от сливного, наливной способ позволяет
Сушка
Сушка
Сушка
Вода, испаряясь, стягивает и сближает частицы между собой вызывая усадку. При
Сушка
Вода, испаряясь, стягивает и сближает частицы между собой вызывая усадку. При

Обжиг кирпича-сырца
Длина печи 100-160 м
Туннельная печь
Щелевая печь
Туннельные печи используются в производстве
Обжиг кирпича-сырца
Длина печи 100-160 м
Туннельная печь
Щелевая печь
Туннельные печи используются в производстве
Процессы при обжиге
t=500 - 800 °С, выделение химически связанной воды
Al2O3·2SiO2·2H2O →
Процессы при обжиге
t=500 - 800 °С, выделение химически связанной воды
Al2O3·2SiO2·2H2O →
Глазурование
Глазурью называется тонкий стекловидный слой, наносимый на поверхность керамического изделия с
Глазурование
Глазурью называется тонкий стекловидный слой, наносимый на поверхность керамического изделия с
 Фотоальбом. Машенька
Фотоальбом. Машенька Международные и региональные торговые сети
Международные и региональные торговые сети Презентация к уроку Деление клетки. Митоз. естествознание-5 класс
Презентация к уроку Деление клетки. Митоз. естествознание-5 класс символы и эмблемы
символы и эмблемы Шаблоны презентаций - 5
Шаблоны презентаций - 5 Окна. Оконные проёмы. Варианты оформления
Окна. Оконные проёмы. Варианты оформления Методы оценки экономической эффективности инвестиционных проектов и их реализация в программном обеспечении
Методы оценки экономической эффективности инвестиционных проектов и их реализация в программном обеспечении G`alamat online school
G`alamat online school Система комп’ютерного моделювання процесів життєдіяльності органів і систем організму, Скіф
Система комп’ютерного моделювання процесів життєдіяльності органів і систем організму, Скіф Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5)
Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5) דור המייסדים - יונג ואדלר
דור המייסדים - יונג ואדלר Виды перевозок пассажиров автомобильным транспортом
Виды перевозок пассажиров автомобильным транспортом Бактериялар
Бактериялар Всемирный день без табака
Всемирный день без табака Функции рекламы и PR в организации
Функции рекламы и PR в организации Обустройство морских нефтегазовых месторождений
Обустройство морских нефтегазовых месторождений Основные теоремы магнитостатического поля
Основные теоремы магнитостатического поля Внутренние воды РТ
Внутренние воды РТ Генеральный план
Генеральный план prezentatsia
prezentatsia Управление экономической безопасности и противодействия коррупции. УЭБиПК УМВД России по Ульяновской области
Управление экономической безопасности и противодействия коррупции. УЭБиПК УМВД России по Ульяновской области Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия
Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия Современные технологии на уроках географии
Современные технологии на уроках географии Презентация Лоскутное шитье-неиссякаемый источник творчества
Презентация Лоскутное шитье-неиссякаемый источник творчества Гальваностегія. Приклад гальванізації сріблом (або золотом)
Гальваностегія. Приклад гальванізації сріблом (або золотом) Презентация День семьи
Презентация День семьи Новые подходы к изучению истории Великой Отечественной войны и их отражение в школьных учебниках
Новые подходы к изучению истории Великой Отечественной войны и их отражение в школьных учебниках Внутренние воды Пензенской области
Внутренние воды Пензенской области