- Сварка металлов

Содержание
- 3. Сварка трением Сварка трением используется в различных отраслях машиностроительного производства более 70 лет, однако только в
- 4. Основные преимущества сварки трением: - Возможность сварки деталей из материалов различной природы, не свариваемые традиционными способами;
- 5. Разница изменения формы СТП и дуговой сварки
- 6. ПРИ ЭТОМ ОБЕСПЕЧИВАЮТСЯ СЛЕДУЮЩИЕ ТЕХНОЛОГИЧЕС-КИЕ ВОЗМОЖНОСТИ: Швы могут быть получены на сплавах, которые не могут быть
- 7. Разновидности сварки трением: - Ротационная сварка трением (rotational friction welding); - Радиальная сварка трением (radial friction
- 8. Типы соединений, выполненных СТП: а - стыковое б - нахлестно-стыковое; в – нахлестное; г - многослойное
- 9. Перемешивающая сварка трением Перемешивающая сварка трением (ПСТ) является одним из новейших способов сварки (запатентована в 1991
- 10. Сварка трением Сварка трением используется в различных отраслях машиностроительного производства более 70 лет, однако только в
- 11. Инструменты для ПСТ изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов), быстрорежущих сталей (сварка алюминиевых
- 12. Схема ПСТ
- 13. Рис. 1. Схема процесса сварки трением с перемешиванием, где P - усилие прижатия инструмента; Vсв -
- 15. Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого сплава
- 16. Рис. 3. Рабочие части инструментов используемых при ПСТ: а – традиционная конструкция инструмента; б – инструмент
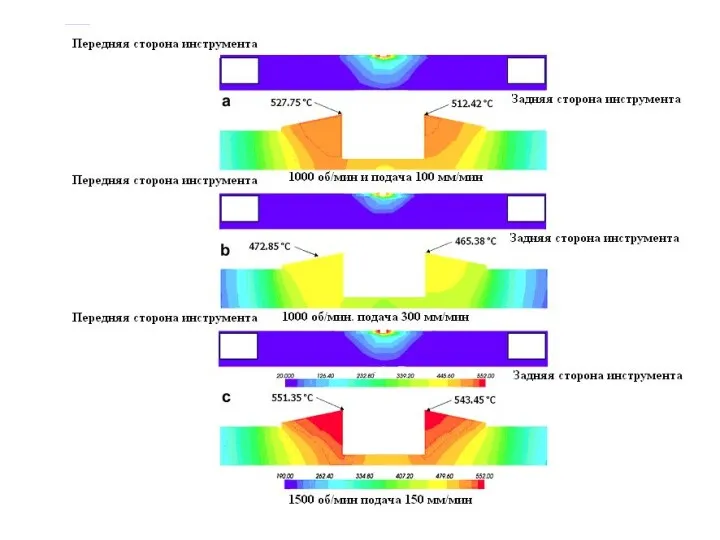
- 17. Особенности сварки Для процесса перемешивающей сварки трением важно, чтобы материал был достаточно сильно разогрет для перехода
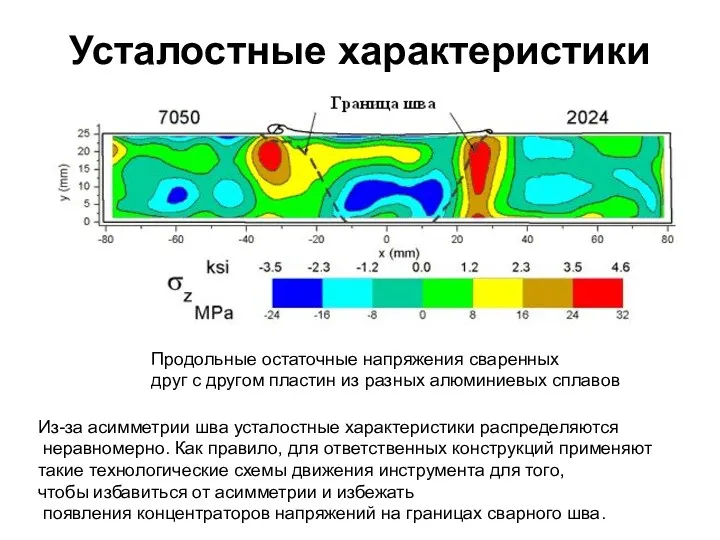
- 19. Усталостные характеристики Продольные остаточные напряжения сваренных друг с другом пластин из разных алюминиевых сплавов Из-за асимметрии
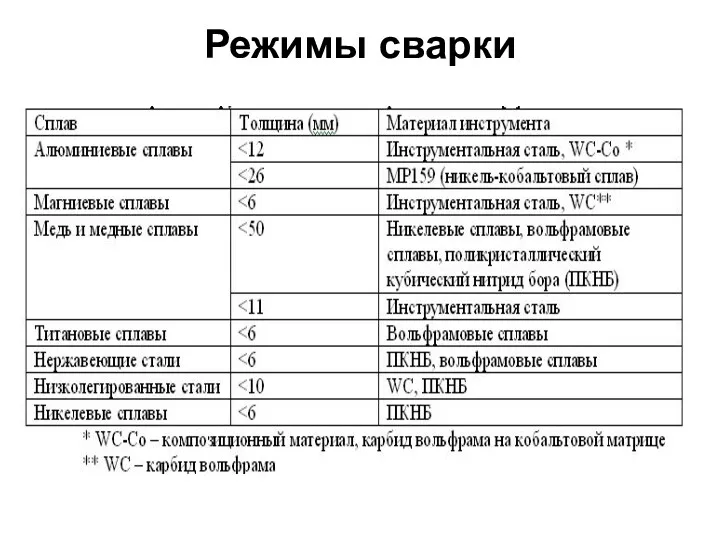
- 20. Режимы сварки
- 22. При ПСТ достигается высокое качество сварки (рис. 4). Деформация и перемешивание металла в твердой фазе иногда
- 23. Рис. 4. Макроструктуры швов полученных сваркой плавлением (а), ПСТ (б) и двухсторонняя сварка (в)
- 24. Основные параметры режима ПСТ - скорость вращения инструмента; - характер вращения инструмента (вращательный, возвратно-вращательный, направление и
- 25. При ПСТ формируется шов, в структуре которого можно выделить несколько основных зон: «ядро» сварки, состоящее из
- 26. Рис. 5. Структура швов, получаемых при ПСТ с однонаправленным вращением инструмента (а) и возвратно-вращательным (б): 1
- 27. Схема зон стыков соединения, выполненного СТП: А - основной металл, В - зона термического влияния; С
- 28. По мнению большинства исследователей основным специфическим дефектом соединений, выполненных СТП, является несплавка в корне шва, ее
- 29. Для того, чтобы избежать такой асимметрии сварку выполняют с возвратно-вращательным движением инструмента (рис. 6). В этом
- 30. Для управления структурой шва могут использоваться специальные инструменты имеющие наружную и внутреннюю части (рис. 7). Вращение
- 31. Рис. 7. Инструменты с наружной и внутренней частями, вращающимися в одном (а) и противоположных (б) направлениях
- 32. В последние годы для ПСТ разработаны установки различных типоразмеров и компоновки, позволяющие сваривать как листовой материал,
- 33. Рис. 8. Оборудование для перемешивающей сварки трением: а – консольного типа; б – портального типа; в
- 34. Рис. 9. Технологические возможности сварки методом ПСТ
- 35. Примеры некоторых деталей сваренных ПСТ Рис. 10. Изделия, сваренные ПСТ: а – панель; б – схема
- 36. Основные факторы, ограничивающие применение ПСТ - необходимость жесткого закрепления свариваемых деталей; - возникновение отверстий в начале
- 37. Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки. Например, образующееся при сварке кольцевого
- 38. Рис. 11. Получение кольцевого шва без использования клиновой вставки (а) и с вставкой (б): 1 –
- 39. Одной из разновидностей ПСТ является точечная сварка трением (рис. 12, 13). В частности, она получила применение
- 40. Рис. 12. Стадии формирования сварного соединения при точечной сварке трением
- 41. Сварка трением, в отличие от контактной точечной сварки, не требует использования охлаждающей эмульсии и сжатого воздуха.
- 42. Рис. 13. Схема точечной сварки трением, используемая фирмой MAZDA, и устройство для ее выполнения
- 43. Работы по перемешивающей и другим технологиям сварки трением выполняются и курируются The Welding Institute in UK
- 44. Рис. 14. Станок фирмы Nova-tech engineering inc.
- 45. Образцы сплава АМГ6 толщиной 4 мм сваренные перемешивающей сваркой трением. Слева с лицевой стороны, справа с
- 46. Образцы из листового материала толщиной 1 мм из алюминиевого сплава АД1 (слева) и ст 20 (справа)
- 47. Образцы из титанового сплава ВТ20 (слева) и никелевого сплава ХТ77ТЮР толщиной 1,5 мм, сваренные точечной сваркой
- 48. Образец из алюминиевого сплава АМГ6 толщиной 1,2 мм, сваренный точечной сваркой трением
- 49. Рис. 19. Стальной лист (ст. 20) изогнутый по шву
- 50. Рис. 20. Стальной лист (ст. 20) изогнутые поперек шва
- 51. Рис. 21.Сваренный и изогнутый стальной лист
- 52. преимущества сварки трением с перемешиванием по сравнению с другими процессами сварки по показателям статической и усталостной
- 53. Оборудование для перемешивающей сварки трением
- 54. Передовой производитель сварочного оборудования — концерн ESAB — включил в свою производственную программу установки для перемешивающей
- 55. На ранней стадии освоения процесса перемешивающей сварки трением (в 90-х гг.) практически только фирма ESAB производила
- 56. Промышленное применение ПСТ Первым изделием, в производстве которого использовали перемешивающую сварку трением, были сотовые панели холодильной
- 57. Баки pакеты, сваpенные сваркой трением с перемешиванием.
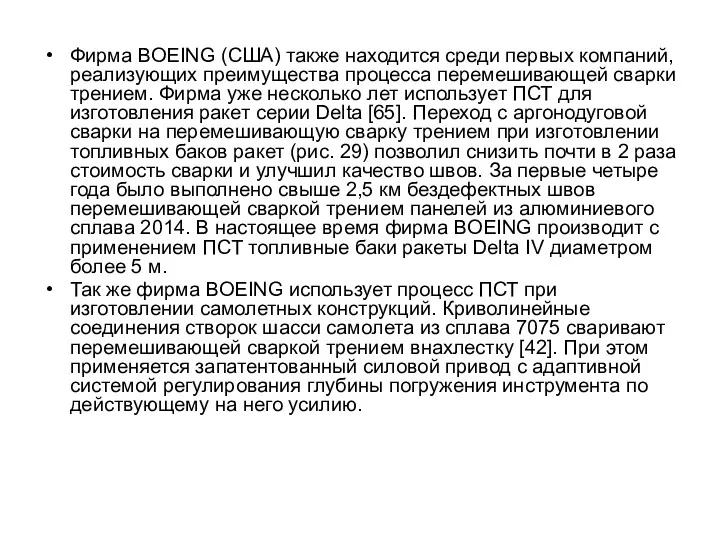
- 58. Фирма BOEING (США) также находится среди первых компаний, реализующих преимущества процесса перемешивающей сварки трением. Фирма уже
- 59. Схема сварки трением с перемешиванием коробки руля обтекателя (а) и контур шва в поперечном сечении таврового
- 61. Элементы крыла (а) и панели фюзеляжа (б) самолета AIRBUS 380, соединяемые ПСТ (Европейский проект TANGO —
- 62. Схема кондуктора для сборки под ПСТ носовой части корпуса двигателя "Ariane 5": 1 — нижняя опора;
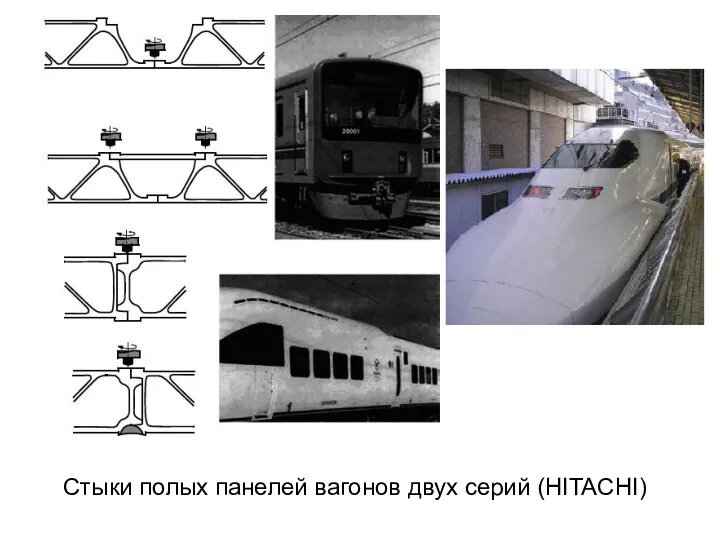
- 63. Стыки полых панелей вагонов двух серий (HITACHI)
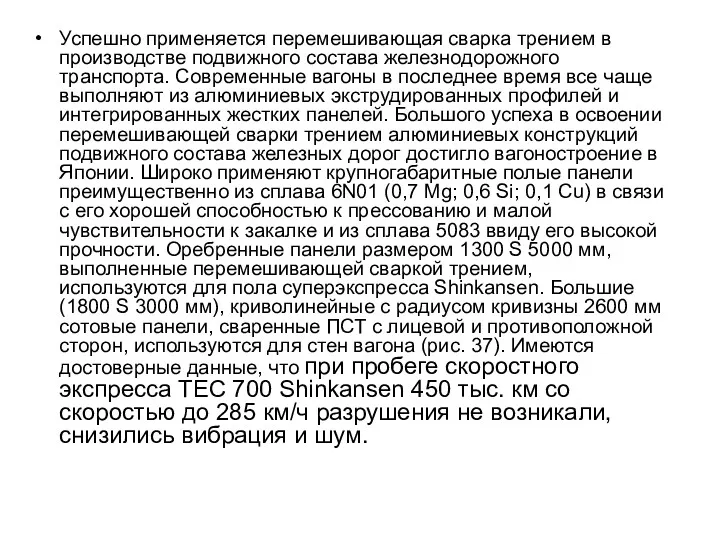
- 64. Успешно применяется перемешивающая сварка трением в производстве подвижного состава железнодорожного транспорта. Современные вагоны в последнее время
- 65. Схема сварки трением с перемешиванием кольцевого соединения трубы: а, б — вид сбоку и вдоль оси
- 66. Шведской фирмой Nuclear Fuel and Waste Management Co (SKB) на установке ESAB AB в 2004—2005 гг.
- 67. ПСТ применяется также в строительстве для изготовления жестких крупных панелей стен, фасадов и других компонентов сооружений.
- 70. Скачать презентацию

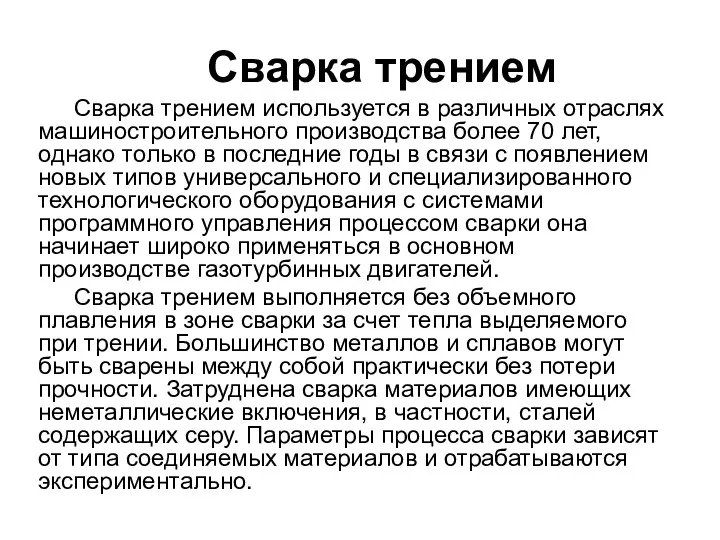
Сварка трением
Сварка трением используется в различных отраслях машиностроительного производства более
Сварка трением
Сварка трением используется в различных отраслях машиностроительного производства более
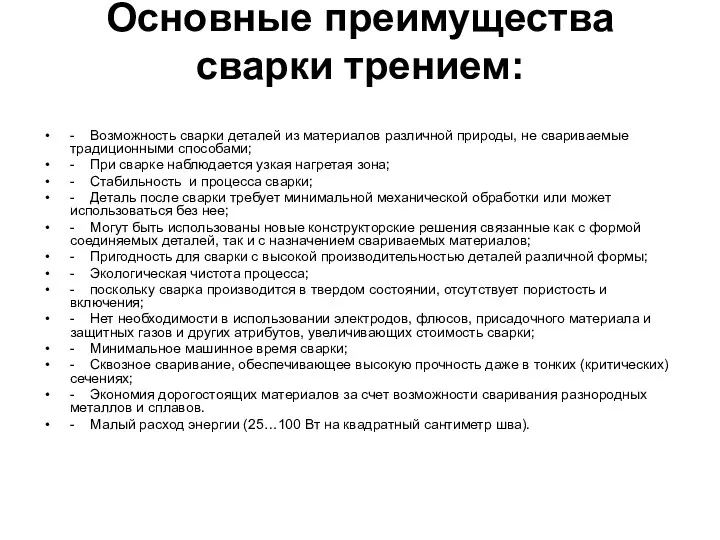
Основные преимущества сварки трением:
- Возможность сварки деталей из материалов различной природы,
Основные преимущества сварки трением:
- Возможность сварки деталей из материалов различной природы,
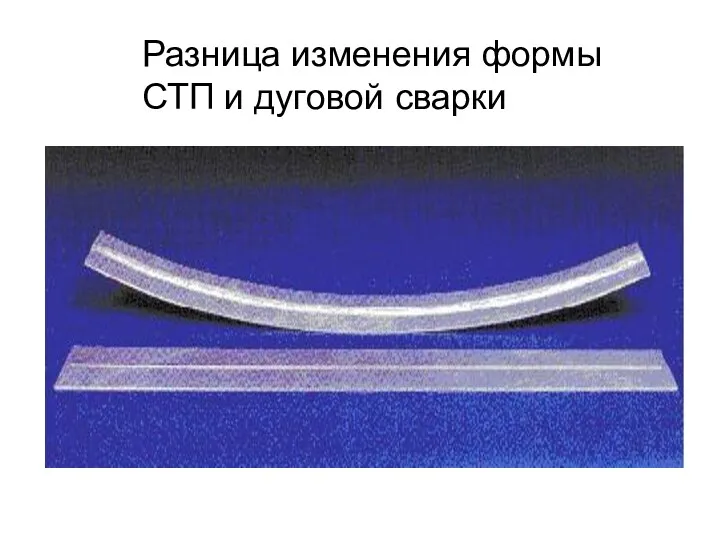
Разница изменения формы СТП и дуговой сварки
Разница изменения формы СТП и дуговой сварки
ПРИ ЭТОМ ОБЕСПЕЧИВАЮТСЯ СЛЕДУЮЩИЕ ТЕХНОЛОГИЧЕС-КИЕ ВОЗМОЖНОСТИ:
Швы могут быть получены на сплавах,
ПРИ ЭТОМ ОБЕСПЕЧИВАЮТСЯ СЛЕДУЮЩИЕ ТЕХНОЛОГИЧЕС-КИЕ ВОЗМОЖНОСТИ:
Швы могут быть получены на сплавах,
Разновидности сварки трением:
- Ротационная сварка трением (rotational friction welding);
- Радиальная
Разновидности сварки трением:
- Ротационная сварка трением (rotational friction welding);
- Радиальная
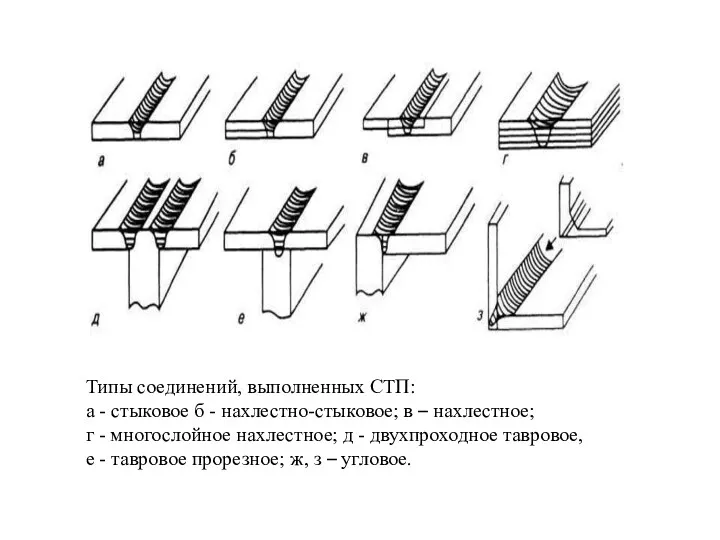
Типы соединений, выполненных СТП:
а - стыковое б - нахлестно-стыковое; в
Типы соединений, выполненных СТП:
а - стыковое б - нахлестно-стыковое; в
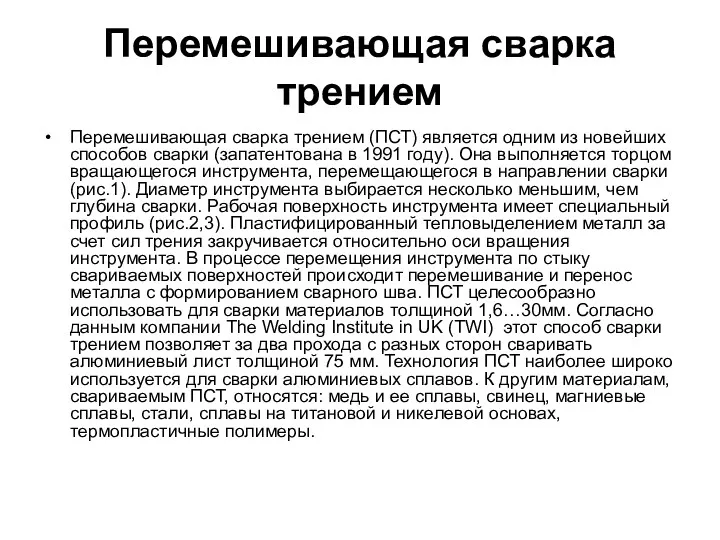
Перемешивающая сварка трением
Перемешивающая сварка трением (ПСТ) является одним из новейших способов
Перемешивающая сварка трением
Перемешивающая сварка трением (ПСТ) является одним из новейших способов
Сварка трением
Сварка трением используется в различных отраслях машиностроительного производства более 70
Сварка трением
Сварка трением используется в различных отраслях машиностроительного производства более 70
Инструменты для ПСТ
изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов),
Инструменты для ПСТ
изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов),
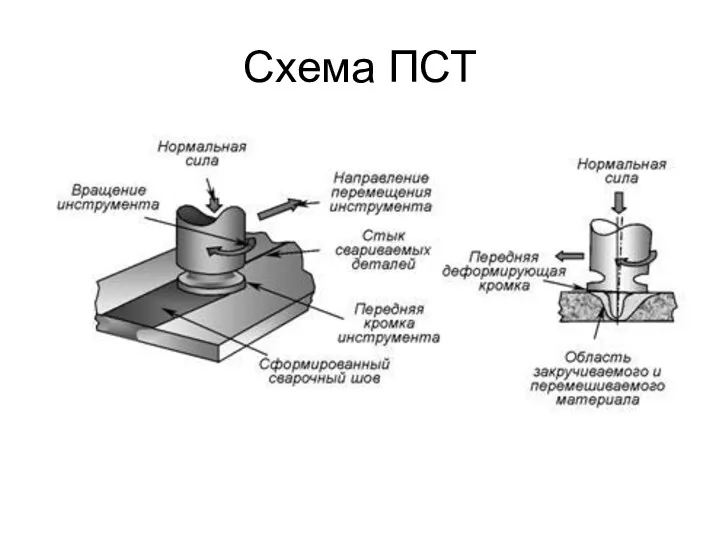
Схема ПСТ
Схема ПСТ
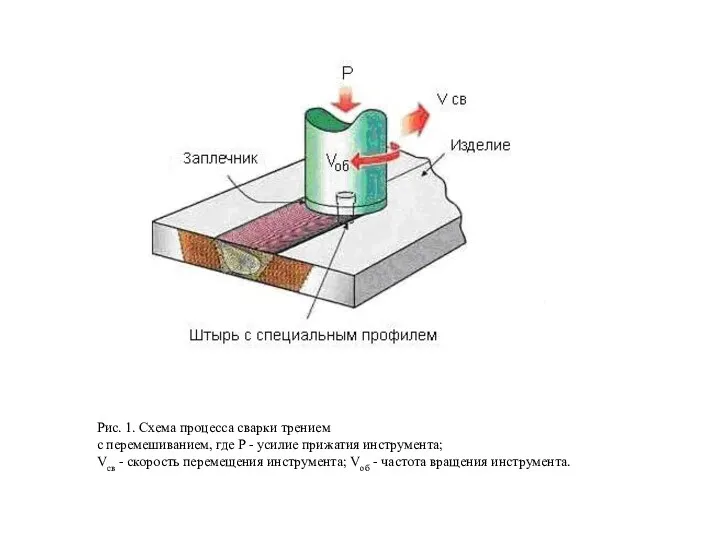
Рис. 1. Схема процесса сварки трением
с перемешиванием, где P - усилие
Рис. 1. Схема процесса сварки трением
с перемешиванием, где P - усилие

Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого
Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого

Рис. 3. Рабочие части инструментов используемых при ПСТ: а – традиционная
Рис. 3. Рабочие части инструментов используемых при ПСТ: а – традиционная
Особенности сварки
Для процесса перемешивающей сварки трением важно, чтобы материал был
Особенности сварки
Для процесса перемешивающей сварки трением важно, чтобы материал был
Усталостные характеристики
Продольные остаточные напряжения сваренных
друг с другом пластин из разных
Усталостные характеристики
Продольные остаточные напряжения сваренных
друг с другом пластин из разных
Режимы сварки
Режимы сварки

При ПСТ достигается высокое качество сварки (рис. 4). Деформация и перемешивание
При ПСТ достигается высокое качество сварки (рис. 4). Деформация и перемешивание

Рис. 4. Макроструктуры швов полученных сваркой плавлением (а), ПСТ (б) и
Рис. 4. Макроструктуры швов полученных сваркой плавлением (а), ПСТ (б) и
Основные параметры режима ПСТ
- скорость вращения инструмента;
- характер вращения инструмента
Основные параметры режима ПСТ
- скорость вращения инструмента;
- характер вращения инструмента
При ПСТ формируется шов, в структуре которого можно выделить несколько основных
При ПСТ формируется шов, в структуре которого можно выделить несколько основных
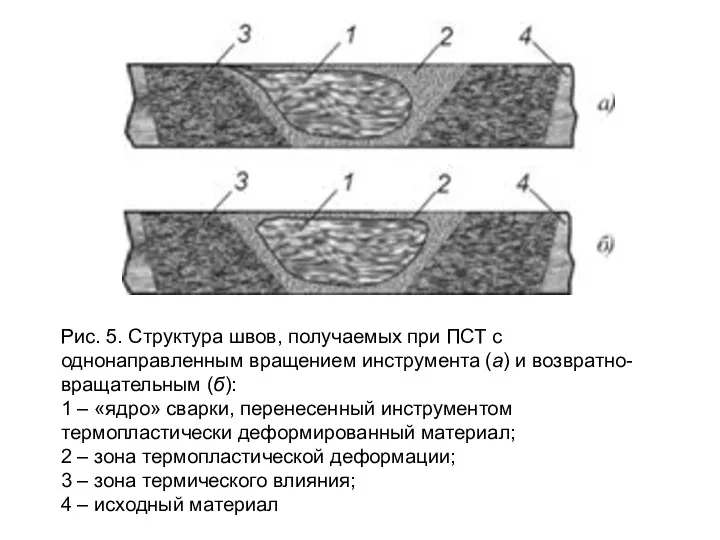
Рис. 5. Структура швов, получаемых при ПСТ с однонаправленным вращением инструмента
Рис. 5. Структура швов, получаемых при ПСТ с однонаправленным вращением инструмента
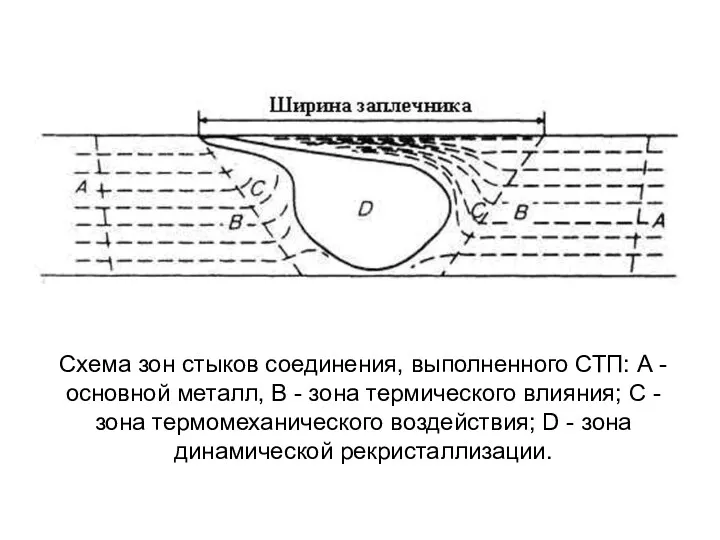
Схема зон стыков соединения, выполненного СТП: А - основной металл, В
Схема зон стыков соединения, выполненного СТП: А - основной металл, В
По мнению большинства исследователей основным специфическим дефектом соединений, выполненных СТП, является
По мнению большинства исследователей основным специфическим дефектом соединений, выполненных СТП, является

Для того, чтобы избежать такой асимметрии сварку выполняют с возвратно-вращательным движением
Для того, чтобы избежать такой асимметрии сварку выполняют с возвратно-вращательным движением
Для управления структурой шва могут использоваться специальные инструменты имеющие наружную и
Для управления структурой шва могут использоваться специальные инструменты имеющие наружную и
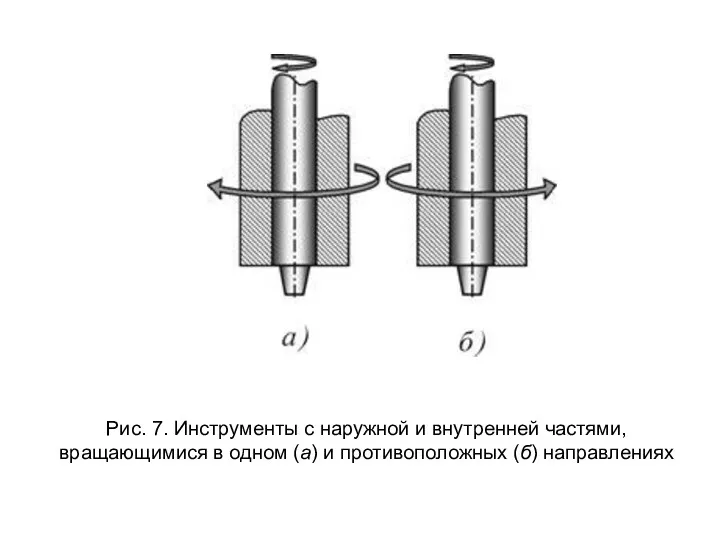
Рис. 7. Инструменты с наружной и внутренней частями, вращающимися в одном
Рис. 7. Инструменты с наружной и внутренней частями, вращающимися в одном
В последние годы для ПСТ разработаны установки различных типоразмеров и компоновки,
В последние годы для ПСТ разработаны установки различных типоразмеров и компоновки,
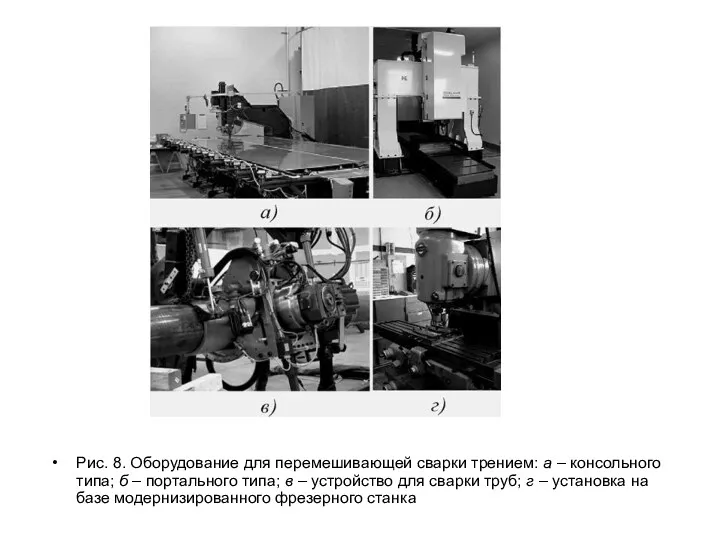
Рис. 8. Оборудование для перемешивающей сварки трением: а – консольного типа;
Рис. 8. Оборудование для перемешивающей сварки трением: а – консольного типа;
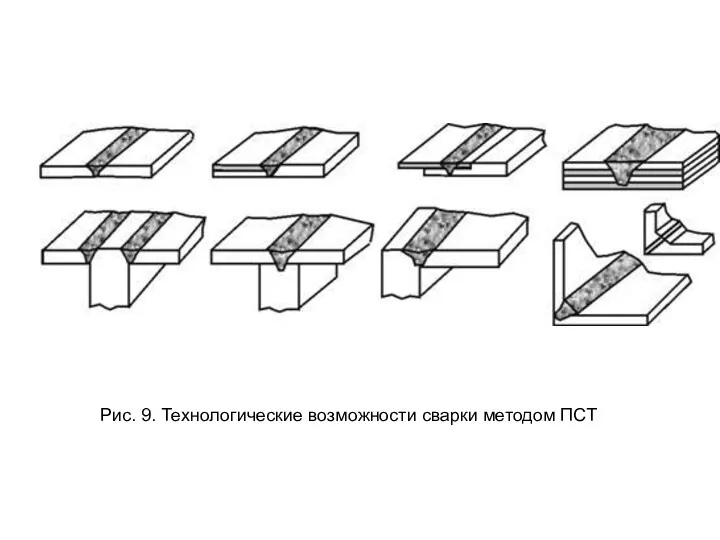
Рис. 9. Технологические возможности сварки методом ПСТ
Рис. 9. Технологические возможности сварки методом ПСТ

Примеры некоторых деталей сваренных ПСТ
Рис. 10.
Изделия,
сваренные ПСТ:
а –
Примеры некоторых деталей сваренных ПСТ
Рис. 10.
Изделия,
сваренные ПСТ:
а –
Основные факторы, ограничивающие применение ПСТ
- необходимость жесткого закрепления свариваемых деталей;
- возникновение
Основные факторы, ограничивающие применение ПСТ
- необходимость жесткого закрепления свариваемых деталей;
- возникновение
Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки.
Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки.
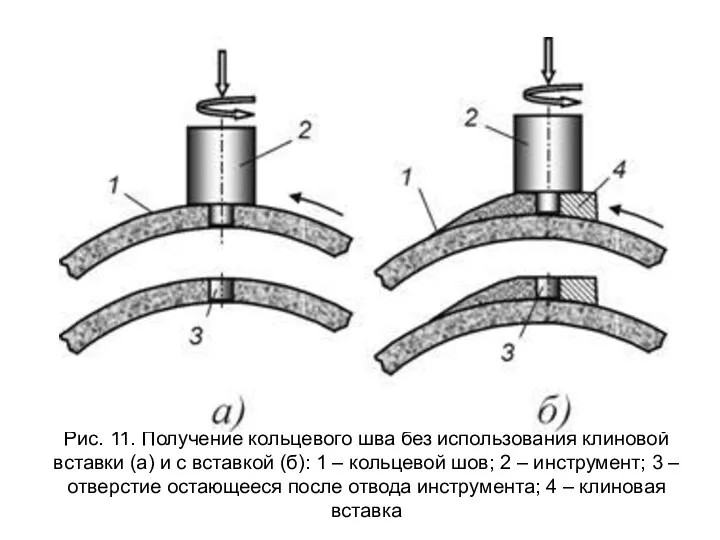
Рис. 11. Получение кольцевого шва без использования клиновой вставки (а) и
Рис. 11. Получение кольцевого шва без использования клиновой вставки (а) и
Одной из разновидностей ПСТ является точечная сварка трением (рис. 12, 13).
Одной из разновидностей ПСТ является точечная сварка трением (рис. 12, 13).
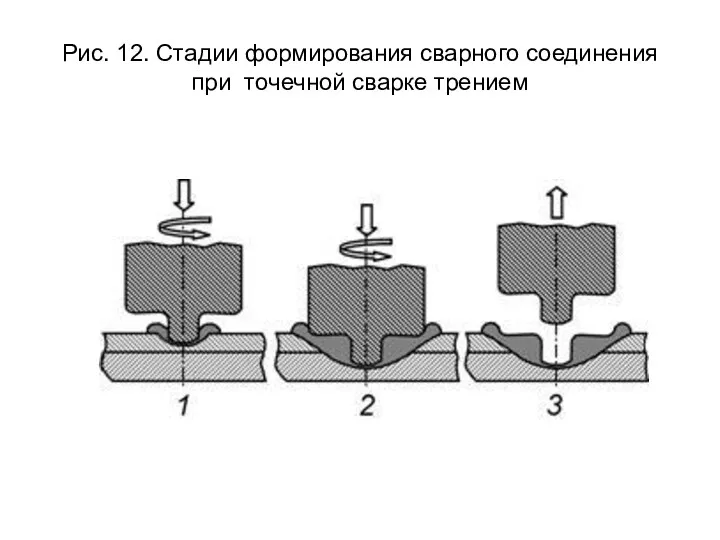
Рис. 12. Стадии формирования сварного соединения при точечной сварке трением
Рис. 12. Стадии формирования сварного соединения при точечной сварке трением
Сварка трением, в отличие от контактной точечной сварки, не требует использования охлаждающей эмульсии и
Сварка трением, в отличие от контактной точечной сварки, не требует использования охлаждающей эмульсии и

Рис. 13. Схема точечной сварки трением, используемая фирмой MAZDA, и устройство
Рис. 13. Схема точечной сварки трением, используемая фирмой MAZDA, и устройство
Работы по перемешивающей и другим технологиям сварки трением выполняются и курируются
Работы по перемешивающей и другим технологиям сварки трением выполняются и курируются
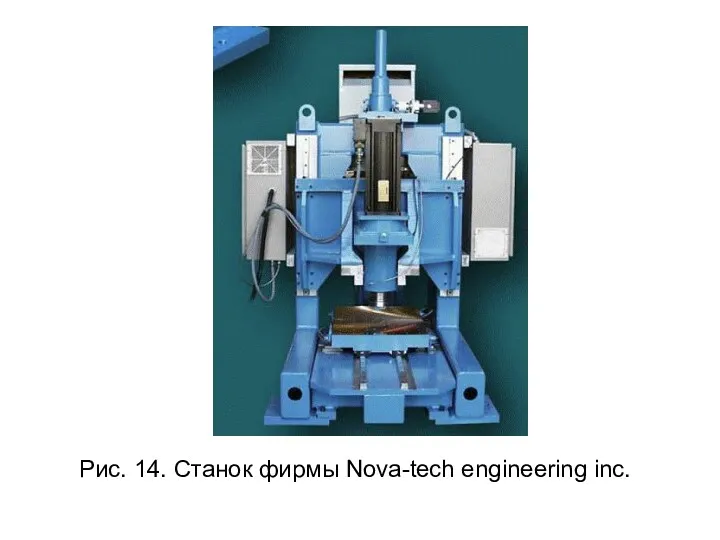
Рис. 14. Станок фирмы Nova-tech engineering inc.
Рис. 14. Станок фирмы Nova-tech engineering inc.

Образцы сплава АМГ6 толщиной 4 мм сваренные перемешивающей сваркой трением.
Слева
Образцы сплава АМГ6 толщиной 4 мм сваренные перемешивающей сваркой трением. Слева

Образцы из листового материала толщиной 1 мм из алюминиевого сплава АД1
Образцы из листового материала толщиной 1 мм из алюминиевого сплава АД1
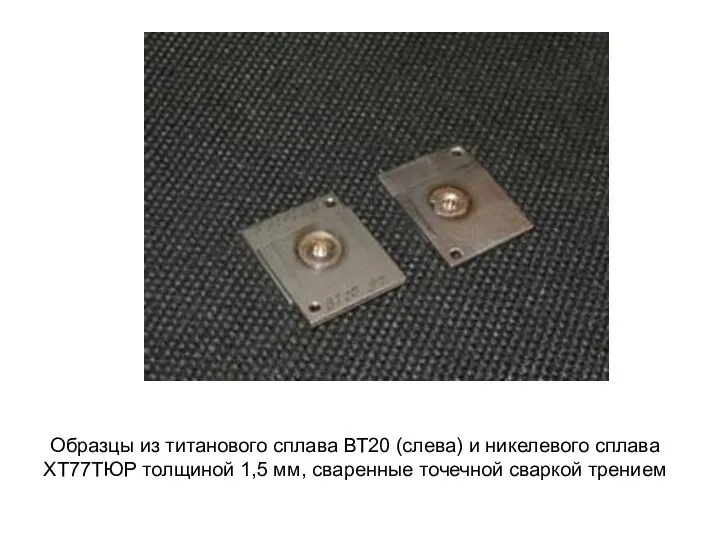
Образцы из титанового сплава ВТ20 (слева) и никелевого сплава ХТ77ТЮР толщиной
Образцы из титанового сплава ВТ20 (слева) и никелевого сплава ХТ77ТЮР толщиной

Образец из алюминиевого сплава АМГ6 толщиной 1,2 мм, сваренный точечной сваркой
Образец из алюминиевого сплава АМГ6 толщиной 1,2 мм, сваренный точечной сваркой
Рис. 19. Стальной лист (ст. 20) изогнутый по шву
Рис. 19. Стальной лист (ст. 20) изогнутый по шву

Рис. 20. Стальной лист (ст. 20) изогнутые поперек шва
Рис. 20. Стальной лист (ст. 20) изогнутые поперек шва

Рис. 21.Сваренный и изогнутый стальной лист
Рис. 21.Сваренный и изогнутый стальной лист
преимущества сварки трением с перемешиванием по сравнению с другими процессами сварки
преимущества сварки трением с перемешиванием по сравнению с другими процессами сварки

Оборудование для перемешивающей сварки трением
Оборудование для перемешивающей сварки трением
Передовой производитель сварочного оборудования — концерн ESAB — включил в свою
Передовой производитель сварочного оборудования — концерн ESAB — включил в свою
На ранней стадии освоения процесса перемешивающей сварки трением (в 90-х гг.)
На ранней стадии освоения процесса перемешивающей сварки трением (в 90-х гг.)
Промышленное применение ПСТ
Первым изделием, в производстве которого использовали перемешивающую сварку
Промышленное применение ПСТ
Первым изделием, в производстве которого использовали перемешивающую сварку

Баки pакеты, сваpенные сваркой трением с перемешиванием.
Баки pакеты, сваpенные сваркой трением с перемешиванием.
Фирма BOEING (США) также находится среди первых компаний, реализующих преимущества процесса
Фирма BOEING (США) также находится среди первых компаний, реализующих преимущества процесса
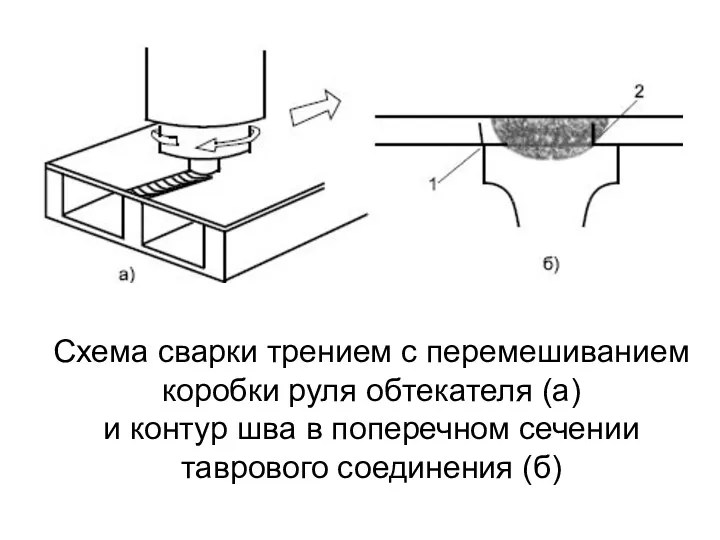
Схема сварки трением с перемешиванием коробки руля обтекателя (а)
и контур
Схема сварки трением с перемешиванием коробки руля обтекателя (а) и контур


Элементы крыла (а) и панели фюзеляжа (б) самолета AIRBUS 380, соединяемые
Элементы крыла (а) и панели фюзеляжа (б) самолета AIRBUS 380, соединяемые

Схема кондуктора для сборки под ПСТ носовой части корпуса двигателя "Ariane
Схема кондуктора для сборки под ПСТ носовой части корпуса двигателя "Ariane
Стыки полых панелей вагонов двух серий (HITACHI)
Стыки полых панелей вагонов двух серий (HITACHI)
Успешно применяется перемешивающая сварка трением в производстве подвижного состава железнодорожного транспорта.
Успешно применяется перемешивающая сварка трением в производстве подвижного состава железнодорожного транспорта.
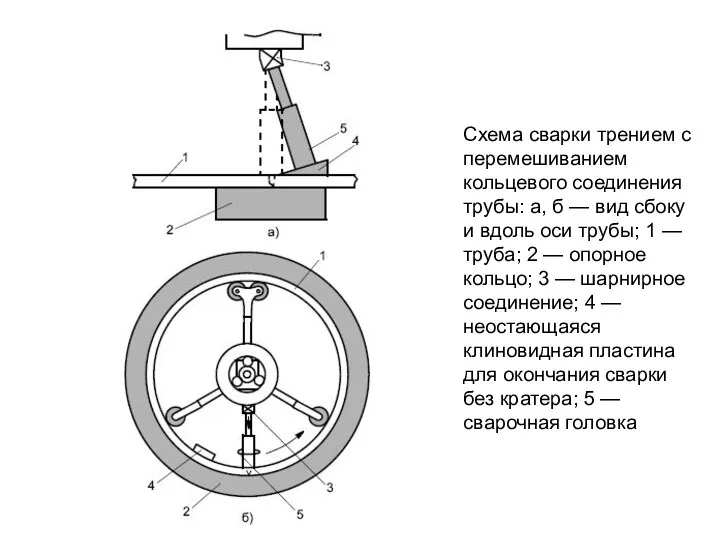
Схема сварки трением с перемешиванием кольцевого соединения трубы: а, б —
Схема сварки трением с перемешиванием кольцевого соединения трубы: а, б —
Шведской фирмой Nuclear Fuel and Waste Management Co (SKB) на установке
Шведской фирмой Nuclear Fuel and Waste Management Co (SKB) на установке
ПСТ применяется также в строительстве для изготовления жестких крупных панелей стен,
ПСТ применяется также в строительстве для изготовления жестких крупных панелей стен,
 Замечательные кривые в дизайне одежды
Замечательные кривые в дизайне одежды Посвящение в пешеходы. 1 класс
Посвящение в пешеходы. 1 класс Бухгалтерский и налоговый учёт материальных запасов ООО Ваша-Типография
Бухгалтерский и налоговый учёт материальных запасов ООО Ваша-Типография Презентация к уроку библиотечно-информационной грамотности по теме Структура книги
Презентация к уроку библиотечно-информационной грамотности по теме Структура книги Развитие связной речи 1 класс (внеурочная деятельность)
Развитие связной речи 1 класс (внеурочная деятельность) Методы и приемы развития мотивации на уроке
Методы и приемы развития мотивации на уроке Обществознание, как наука о человеке и существовании в обществе
Обществознание, как наука о человеке и существовании в обществе Изготовление картин из бумажных жгутиков.
Изготовление картин из бумажных жгутиков. Сестринский уход при болезнях органов мочевыделительной и эндокринной систем у гериатрических пациентов
Сестринский уход при болезнях органов мочевыделительной и эндокринной систем у гериатрических пациентов Лечение дистрофических заболеваний заднего отрезка глаза (ВМД)
Лечение дистрофических заболеваний заднего отрезка глаза (ВМД) Пудова Т.М
Пудова Т.М Сценарий проведения конкурса чтецов Сынами славится Россия
Сценарий проведения конкурса чтецов Сынами славится Россия Приключения кота Васяна
Приключения кота Васяна Нейрокоррекция
Нейрокоррекция Уладзімір Сямёнавіч Караткевіч
Уладзімір Сямёнавіч Караткевіч Герои Отечества
Герои Отечества Лаборатория 3Д-обрабатывающего оборудования с ЧПУ
Лаборатория 3Д-обрабатывающего оборудования с ЧПУ Сертификация средств защиты информации
Сертификация средств защиты информации dlya_chego_svet_nuzhen_rasteniyam_i_zhivotnym2
dlya_chego_svet_nuzhen_rasteniyam_i_zhivotnym2 Геология как наука, её значение и место среди других наук
Геология как наука, её значение и место среди других наук Апитерапия
Апитерапия Нормативные акты, регламентирующие автоперевозки
Нормативные акты, регламентирующие автоперевозки Полевые транзисторы
Полевые транзисторы Табличная форма представления информации
Табличная форма представления информации Алгоритмы и структуры данных. Лекция 7. Сбалансированные деревья. АВЛ-деревья
Алгоритмы и структуры данных. Лекция 7. Сбалансированные деревья. АВЛ-деревья Global marketing economic environment
Global marketing economic environment Metode numerice in mecanica solidului deformabil
Metode numerice in mecanica solidului deformabil Основания и фундаменты. Понятие об основаниях и требования к ним
Основания и фундаменты. Понятие об основаниях и требования к ним