- Сварка. Сварное соединение

Содержание
- 3. СВАРКА - получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и
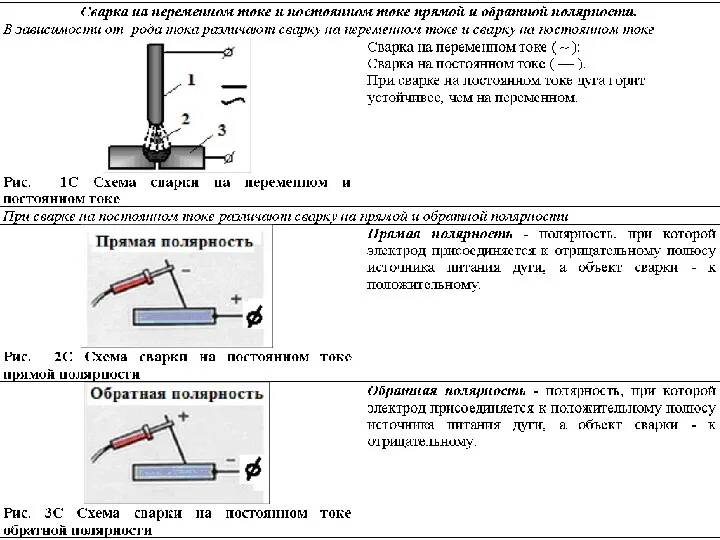
- 4. СВАРКА КЛАССИФИЦИРУЕТСЯ ПО ФИЗИЧЕСКИМ, ТЕХНИЧЕСКИМ И ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ. КЛАССИФИКАЦИЯ СВАРКИ ПО ФИЗИЧЕСКИМ ПРИЗНАКАМ В зависимости от
- 5. II. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНИЧЕСКИМ ПРИЗНАКАМ 1. По способу защиты зоны сварки от влияния атмосферы: 1.1.
- 6. III. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ - признаки устанавливаются для каждого вида сварки отдельно. Например, для
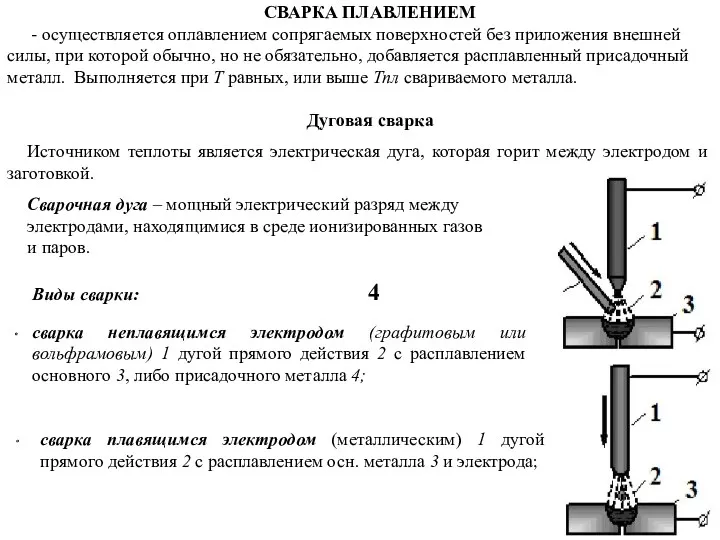
- 8. СВАРКА ПЛАВЛЕНИЕМ - осуществляется оплавлением сопрягаемых поверхностей без приложения внешней силы, при которой обычно, но не
- 9. сварка косвенной дугой 4, горящей между двумя, как правило, неплавящимися электродами (в); сварка трехфазной дугой, при
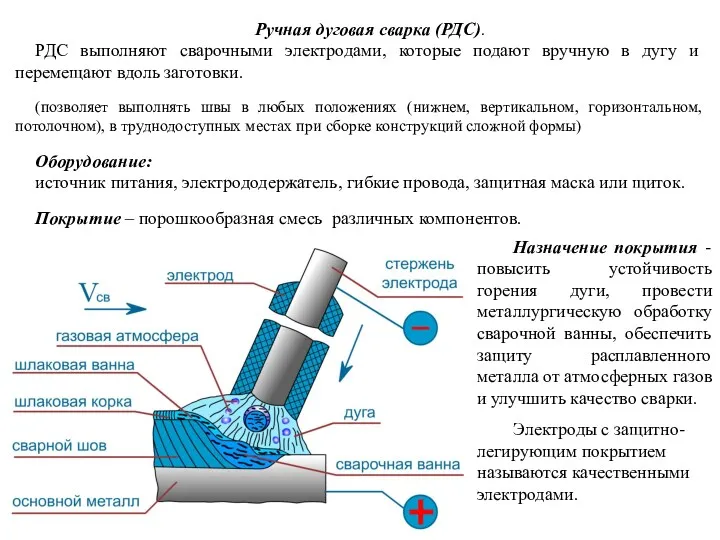
- 10. Ручная дуговая сварка (РДС). РДС выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль
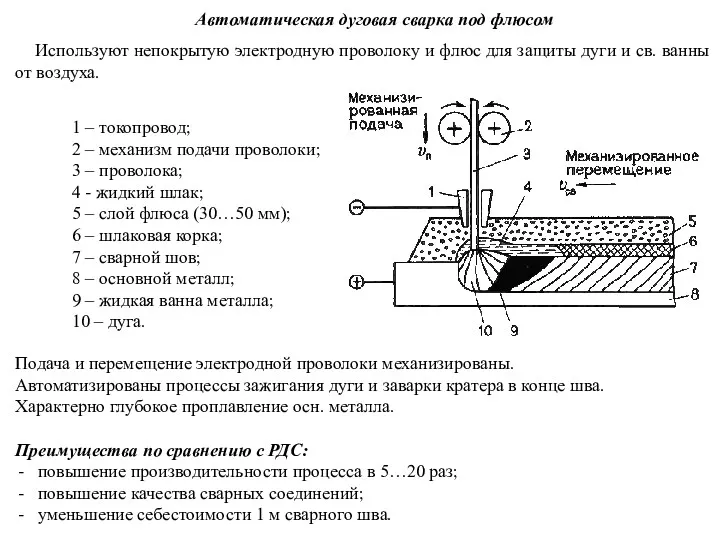
- 11. Автоматическая дуговая сварка под флюсом Используют непокрытую электродную проволоку и флюс для защиты дуги и св.
- 13. Флюсы Плавленые - флюсы для сварки НУ и НЛ сталей (раскисляют шов и легируют Mn и
- 14. Дуговая сварка в защитных газах При сварке электрод, зона дуги и сварочная ванна защищены струей защитного
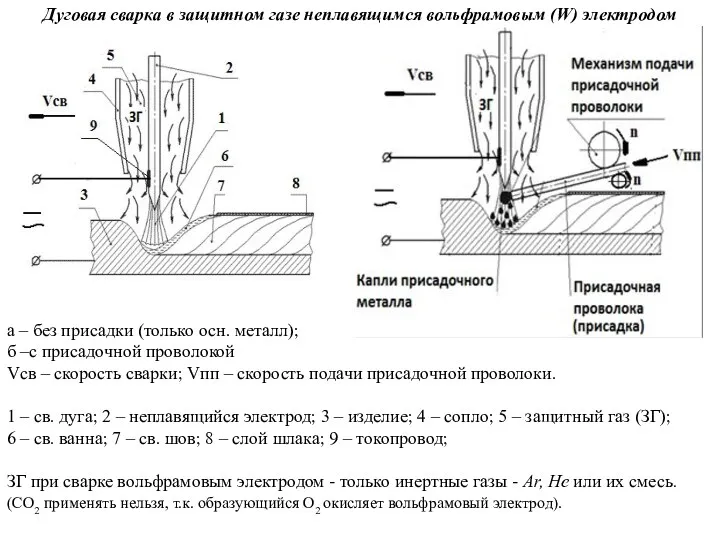
- 15. Дуговая сварка в защитном газе неплавящимся вольфрамовым (W) электродом а – без присадки (только осн. металл);
- 16. Сварка в углекислом газе выполняется только плавящимся электродом Защита сварочной ванны осуществляется СО2, который активен к
- 19. Плазменная сварка дуговая сварка, при которой нагрев осуществляется сжатой дугой Сжатая дуга - дуга, столб которой
- 20. Источник теплоты – плазма. Плазменная струя – направленный поток ионизированного газа с Т = 20000–30000°С. Плазму
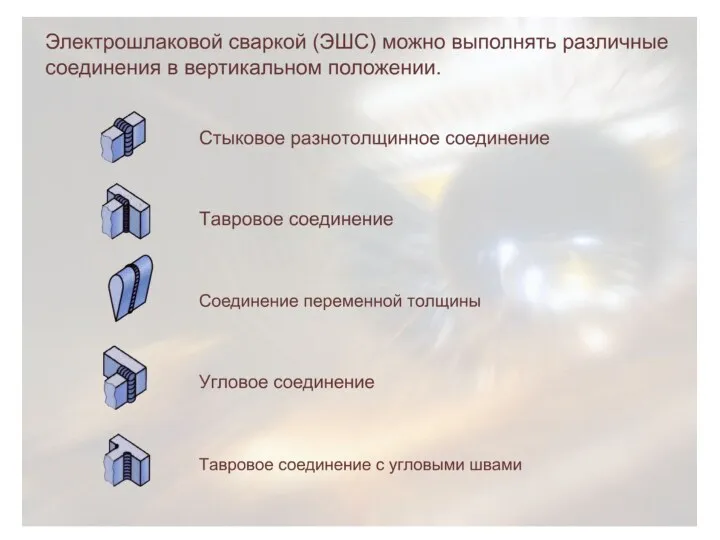
- 21. Электрошлаковая сварка Тепловую энергию дает теплота, выделяемая в объеме шлаковой ванны при прохождении через нее тока.
- 23. ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ Электронно-лучевая сварка 1 – катод; 2 – электрод; 3 – анод (разность потенциалов
- 24. Лазерная сварка. – способ сварки плавлением, при которых металл нагревают излучением лазера. Преимущества: - быстрый точечный
- 25. ГАЗОВАЯ СВАРКА Газовое пламя получается при сгорании ацетилена С2Н2 в струе О2. Газовая сварка может выполнятся
- 27. Скачать презентацию

СВАРКА
- получение неразъемных соединений посредством установления межатомных связей между соединяемыми
СВАРКА
- получение неразъемных соединений посредством установления межатомных связей между соединяемыми
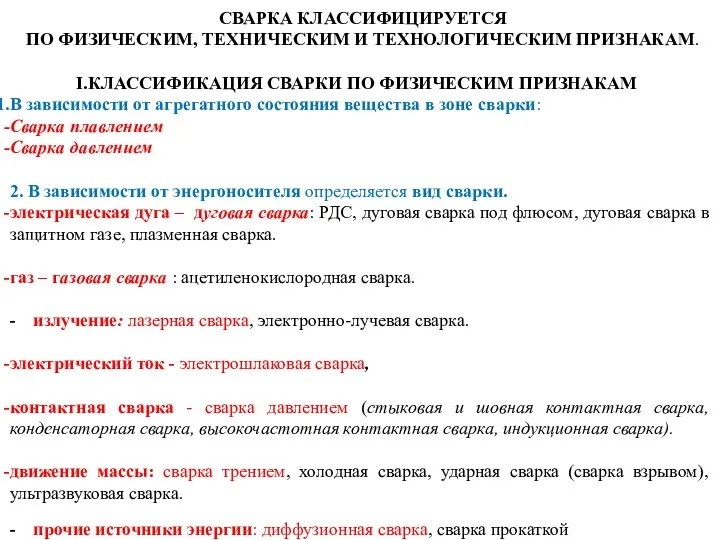
СВАРКА КЛАССИФИЦИРУЕТСЯ
ПО ФИЗИЧЕСКИМ, ТЕХНИЧЕСКИМ И ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ.
КЛАССИФИКАЦИЯ СВАРКИ ПО
СВАРКА КЛАССИФИЦИРУЕТСЯ
ПО ФИЗИЧЕСКИМ, ТЕХНИЧЕСКИМ И ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ.
КЛАССИФИКАЦИЯ СВАРКИ ПО
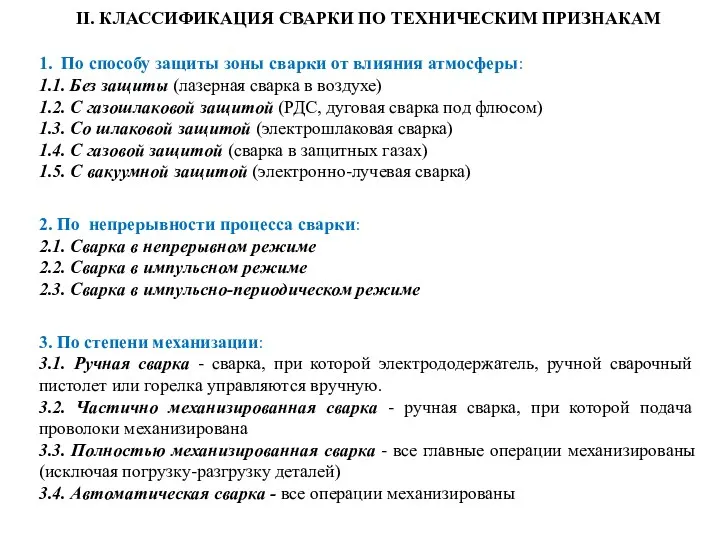
II. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНИЧЕСКИМ ПРИЗНАКАМ
1. По способу защиты зоны сварки
II. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНИЧЕСКИМ ПРИЗНАКАМ
1. По способу защиты зоны сварки
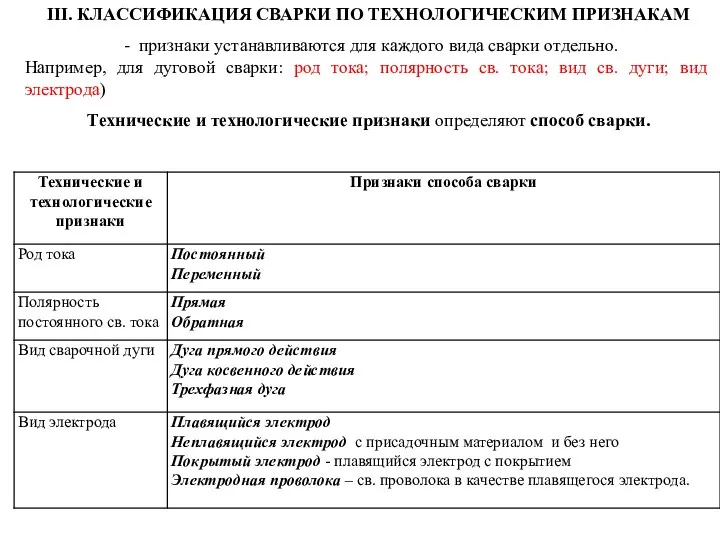
III. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
- признаки устанавливаются для каждого вида
III. КЛАССИФИКАЦИЯ СВАРКИ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
- признаки устанавливаются для каждого вида
СВАРКА ПЛАВЛЕНИЕМ
- осуществляется оплавлением сопрягаемых поверхностей без приложения внешней силы, при
СВАРКА ПЛАВЛЕНИЕМ
- осуществляется оплавлением сопрягаемых поверхностей без приложения внешней силы, при
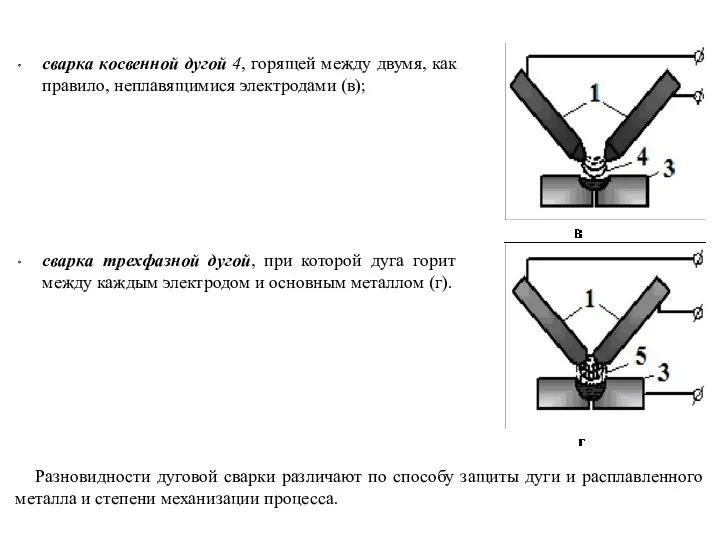
сварка косвенной дугой 4, горящей между двумя, как правило, неплавящимися электродами
сварка косвенной дугой 4, горящей между двумя, как правило, неплавящимися электродами
Ручная дуговая сварка (РДС).
РДС выполняют сварочными электродами, которые подают вручную
Ручная дуговая сварка (РДС).
РДС выполняют сварочными электродами, которые подают вручную
Автоматическая дуговая сварка под флюсом
Используют непокрытую электродную проволоку и флюс для
Автоматическая дуговая сварка под флюсом
Используют непокрытую электродную проволоку и флюс для

Флюсы
Плавленые - флюсы для сварки НУ и НЛ сталей (раскисляют
Флюсы
Плавленые - флюсы для сварки НУ и НЛ сталей (раскисляют
Дуговая сварка в защитных газах
При сварке электрод, зона дуги и сварочная
Дуговая сварка в защитных газах
При сварке электрод, зона дуги и сварочная
Дуговая сварка в защитном газе неплавящимся вольфрамовым (W) электродом
а –
Дуговая сварка в защитном газе неплавящимся вольфрамовым (W) электродом
а –
Сварка в углекислом газе
выполняется только плавящимся электродом
Защита сварочной ванны осуществляется
Сварка в углекислом газе
выполняется только плавящимся электродом
Защита сварочной ванны осуществляется


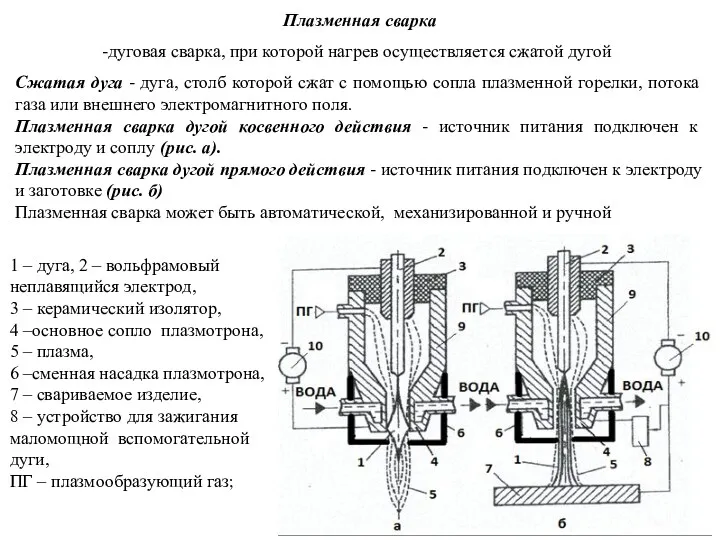
Плазменная сварка
дуговая сварка, при которой нагрев осуществляется сжатой дугой
Сжатая дуга -
Плазменная сварка
дуговая сварка, при которой нагрев осуществляется сжатой дугой
Сжатая дуга -
Источник теплоты – плазма.
Плазменная струя – направленный поток ионизированного газа
Источник теплоты – плазма.
Плазменная струя – направленный поток ионизированного газа
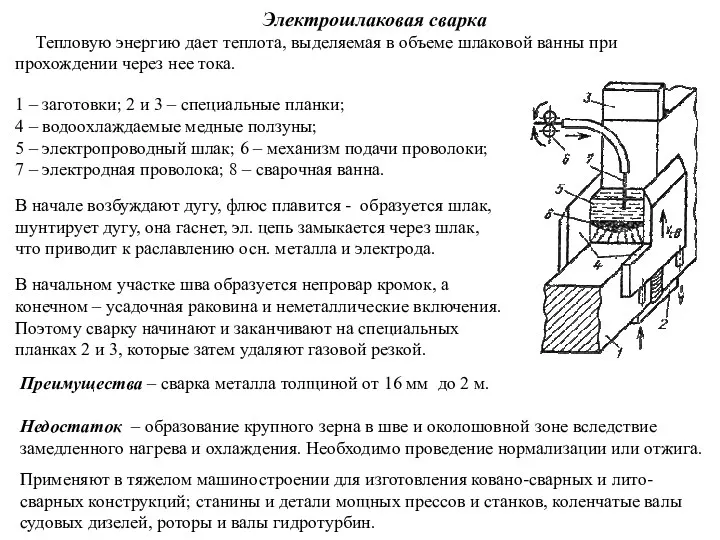
Электрошлаковая сварка
Тепловую энергию дает теплота, выделяемая в объеме шлаковой ванны при
Электрошлаковая сварка
Тепловую энергию дает теплота, выделяемая в объеме шлаковой ванны при
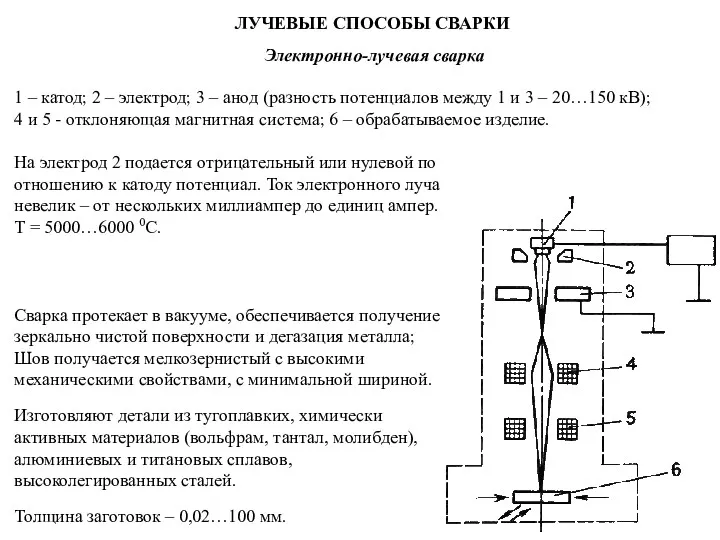
ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ
Электронно-лучевая сварка
1 – катод; 2 – электрод; 3 –
ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ
Электронно-лучевая сварка
1 – катод; 2 – электрод; 3 –
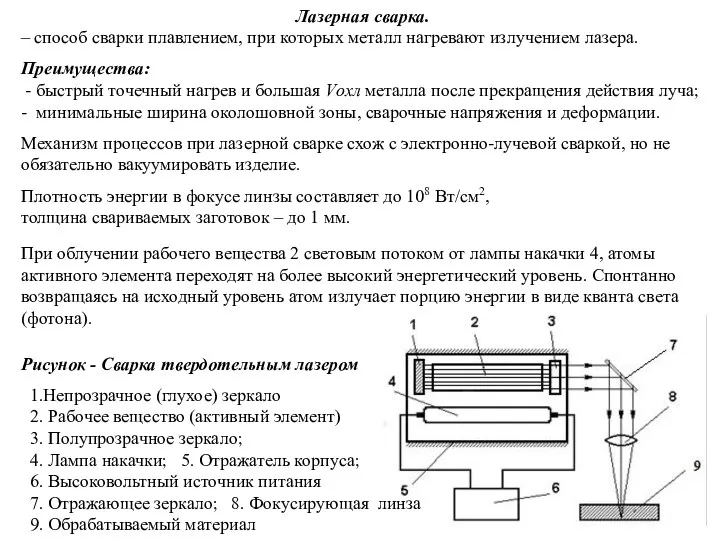
Лазерная сварка.
– способ сварки плавлением, при которых металл нагревают излучением лазера.
Преимущества:
Лазерная сварка.
– способ сварки плавлением, при которых металл нагревают излучением лазера.
Преимущества:
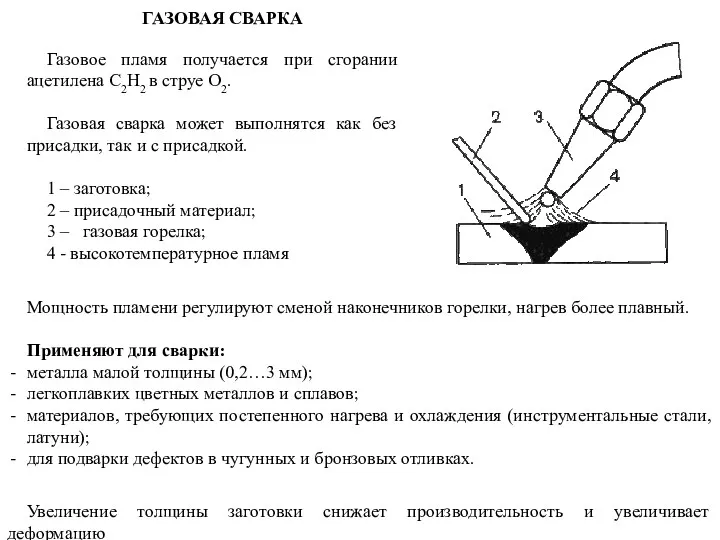
ГАЗОВАЯ СВАРКА
Газовое пламя получается при сгорании ацетилена С2Н2 в струе О2.
ГАЗОВАЯ СВАРКА
Газовое пламя получается при сгорании ацетилена С2Н2 в струе О2.
 презентация работа с родителями по фгос
презентация работа с родителями по фгос Дискриминация и права человека. Лекция 2
Дискриминация и права человека. Лекция 2 Общие вопросы ВИЧ\СПИД
Общие вопросы ВИЧ\СПИД Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха
Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха Благоустройство набережной р. Охты (Муниципальный округ Малая Охта)
Благоустройство набережной р. Охты (Муниципальный округ Малая Охта) Балаларда ерін аурулары
Балаларда ерін аурулары Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск)
Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск) Открытое занятие для детей подготовительной группы Дружба начинается с улыбки.
Открытое занятие для детей подготовительной группы Дружба начинается с улыбки. Теория государства и права
Теория государства и права Япония (1)
Япония (1) Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности
Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности Технология устройства кровельных покрытий
Технология устройства кровельных покрытий Загадки по правилам дорожного движения для 1 класса
Загадки по правилам дорожного движения для 1 класса М.И. Глинка. Опера Руслан и Людмила
М.И. Глинка. Опера Руслан и Людмила Права ребенка
Права ребенка Сүйек. Эктопиялық дамуы
Сүйек. Эктопиялық дамуы Первая помощь при повреждении грудной клетки и живота
Первая помощь при повреждении грудной клетки и живота Эксплуатация трансформаторов
Эксплуатация трансформаторов Многоуровневые подвесные потолки
Многоуровневые подвесные потолки Модернизированная переносная станция наземной разведки ПСНР-8М
Модернизированная переносная станция наземной разведки ПСНР-8М ковид
ковид Somebody That I Used To Know
Somebody That I Used To Know Международный день коренных народов мира
Международный день коренных народов мира Башкортостан - жемчужина Урала
Башкортостан - жемчужина Урала Укусы ядовитых змей и насекомых
Укусы ядовитых змей и насекомых Напряженность электростатического поля
Напряженность электростатического поля Специальное образование в меняющемся мире. Россия
Специальное образование в меняющемся мире. Россия Как мы весело живем!
Как мы весело живем!