- Сварочная дуга как источник нагрева

Содержание
- 2. Сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую
- 3. Полная тепловая мощность дуги Q (Дж/с) зависит от силы сварочного тока Iсв (А) и напряжения дуги
- 4. Плавление металла электрода и его перенос в дуге при сварке
- 5. Нагрев и плавление электрода осуществляются за счет энергии, выделяемой в активном пятне, расположенном на его торце,
- 6. Расплавляясь в процессе сварки, жидкий металл с торца электрода переходит в сварочную ванну в виде капель
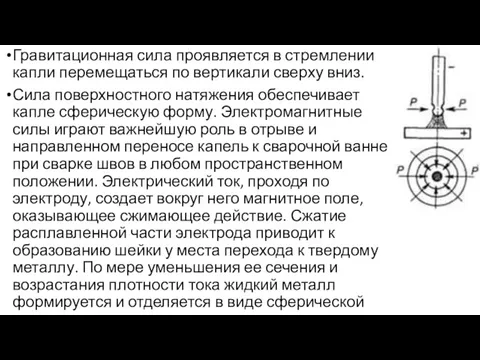
- 7. Гравитационная сила проявляется в стремлении капли перемещаться по вертикали сверху вниз. Сила поверхностного натяжения обеспечивает капле
- 8. При этом капля за счет действия электромагнитной силы приобретает направленность движения к сварочной ванне. Сила внутреннего
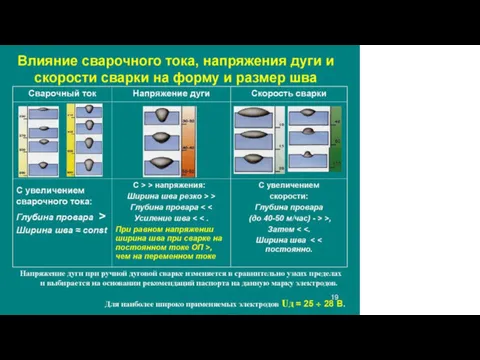
- 9. Параметры режима дуговой сварки и их влияние на форму и размеры сварочной ванны
- 10. К основным параметрам дуговой сварки относятся сила сварочного тока Iсв, напряжение дуги Uд, скорость сварки Vсв.
- 11. При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой энергии в пятне нагрева, повышается
- 12. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва.
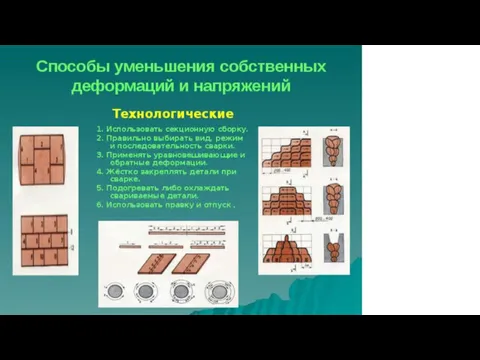
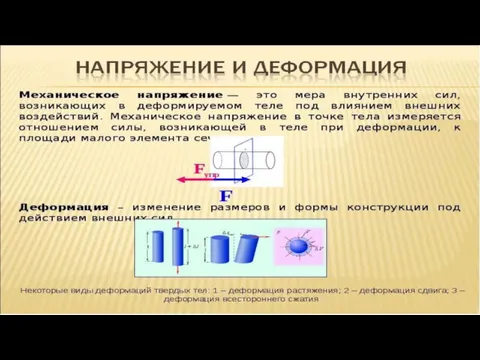
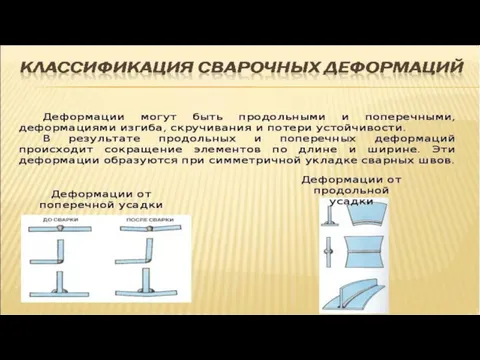
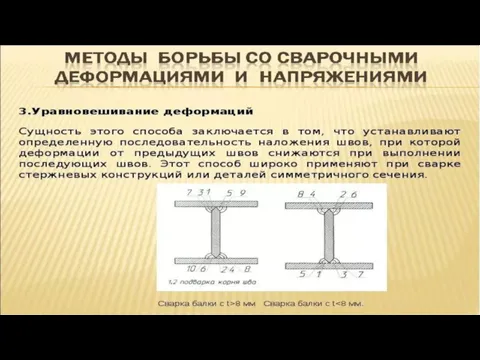
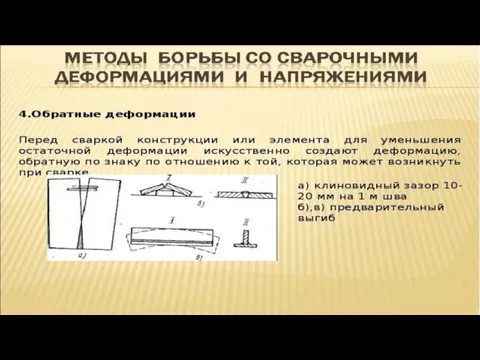
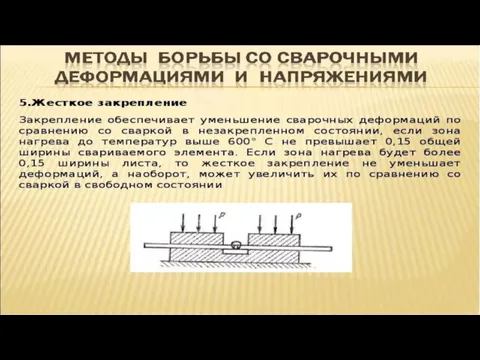
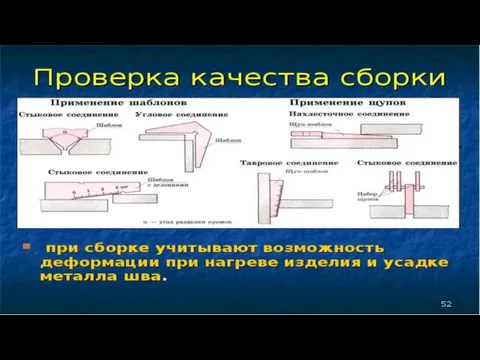
- 14. Напряжения и деформации при сварке
- 26. Усадка металла
- 28. Скачать презентацию
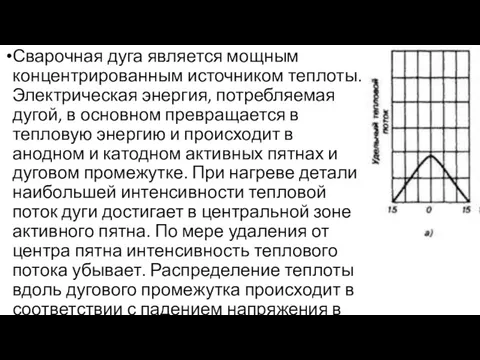
Сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой,
Сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой,
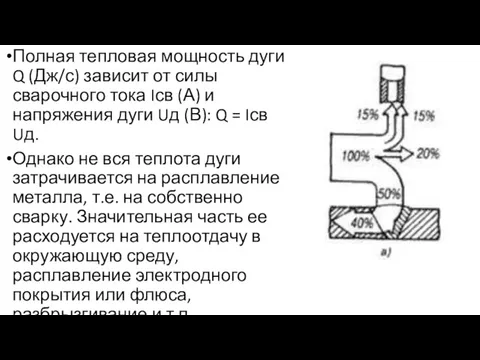
Полная тепловая мощность дуги Q (Дж/с) зависит от силы сварочного тока
Полная тепловая мощность дуги Q (Дж/с) зависит от силы сварочного тока
Плавление металла электрода и его перенос в дуге при сварке
Плавление металла электрода и его перенос в дуге при сварке
Нагрев и плавление электрода осуществляются за счет энергии, выделяемой в активном
Нагрев и плавление электрода осуществляются за счет энергии, выделяемой в активном

Расплавляясь в процессе сварки, жидкий металл с торца электрода переходит в
Расплавляясь в процессе сварки, жидкий металл с торца электрода переходит в
Гравитационная сила проявляется в стремлении капли перемещаться по вертикали сверху вниз.
Сила
Гравитационная сила проявляется в стремлении капли перемещаться по вертикали сверху вниз.
Сила
При этом капля за счет действия электромагнитной силы приобретает направленность движения
При этом капля за счет действия электромагнитной силы приобретает направленность движения
Параметры режима дуговой сварки и их влияние на форму и размеры
Параметры режима дуговой сварки и их влияние на форму и размеры
К основным параметрам дуговой сварки относятся сила сварочного тока Iсв, напряжение
К основным параметрам дуговой сварки относятся сила сварочного тока Iсв, напряжение
При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой
При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на
Напряжения и деформации при сварке
Напряжения и деформации при сварке
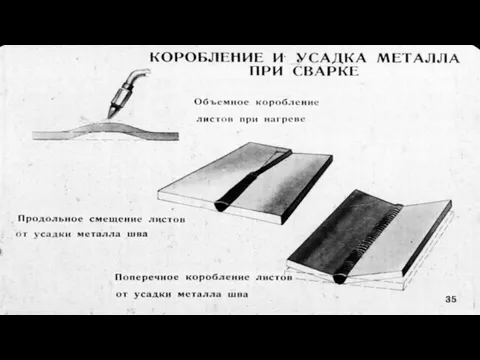


Усадка металла
Усадка металла
 Short stories
Short stories Постимпрессионизм. Поль Гоген
Постимпрессионизм. Поль Гоген Серебряный век русской поэзии
Серебряный век русской поэзии Презентация на тему: Натуральный каучук.
Презентация на тему: Натуральный каучук. Управление и моделирование бизнес-процессами
Управление и моделирование бизнес-процессами Натурные испытания аэродромных покрытий
Натурные испытания аэродромных покрытий Медианы, биссектрисы и высоты треугольника
Медианы, биссектрисы и высоты треугольника Шоколад-вред или польза?
Шоколад-вред или польза? Гербарий сказочных растений
Гербарий сказочных растений Административное правонарушение и административная ответственность
Административное правонарушение и административная ответственность Способы увеличения протяженности акустического канала утечки информации
Способы увеличения протяженности акустического канала утечки информации Организационные структуры в проектах. Управление проектами
Организационные структуры в проектах. Управление проектами Предконцепция Променад-парка
Предконцепция Променад-парка Как делают бумагу
Как делают бумагу Регламент оказания услуг ранней помощи в условиях консультационных пунктов
Регламент оказания услуг ранней помощи в условиях консультационных пунктов My future plans
My future plans портфолио Диск Диск Диск Диск Диск Диск Диск
портфолио Диск Диск Диск Диск Диск Диск Диск Храмы-памятники воинской славы
Храмы-памятники воинской славы Основы теории градостроительства и районной планировки
Основы теории градостроительства и районной планировки презентация к 1 родительскому собранию по ТРИЗ
презентация к 1 родительскому собранию по ТРИЗ Терапия депрессий и профилактика суицида
Терапия депрессий и профилактика суицида Первое родительское собрание
Первое родительское собрание Обрабатывающая промышленность
Обрабатывающая промышленность Наш лучший друг - Агния Барто
Наш лучший друг - Агния Барто Dental instruments
Dental instruments Теоретические подходы к пониманию организаций и их положения
Теоретические подходы к пониманию организаций и их положения Работа цеха покрытий в августе 2017 года
Работа цеха покрытий в августе 2017 года 20230816_prezentatsiya_istoriya_raketostroeniya
20230816_prezentatsiya_istoriya_raketostroeniya