- Сварочное производство

Содержание
- 2. ГОСТ 2601-84 Сварка - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при
- 3. СВАРКА МЕТАЛЛОВ ПЛАВЛЕНИЕМ ДАВЛЕНИЕМ
- 4. Металлическим Неплавящимся плавящимся электродом электродом (угольным, вольфрамовым) Электродуговая СВАРКА Ручная Автоматическая Полуавтоматич. (Механизиров.) Ручная Автоматическая и
- 5. Физическая природа электрической дуги Электрическая сварочная дуга - устойчивый длительный электрический разряд в газовой среде между
- 6. Физическая природа электрической дуги Строение дуги ιд 1 2 3 5 4 1-электрод; 2- катодная зона;
- 7. Строение дуги Столб дуги - конусообразный проводник, заполненный плазмой; Столб дуги 2-4 мм - ручная сварка
- 8. Тепловой баланс дуги Количество теплоты, выделяемое сварочной дугой Эффективная тепловая мощность - количество теплоты, используемое на
- 9. Тепловой баланс дуги. Полярность Прямая полярность 2400 - 30000С 6000 - 70000С 2600 - 40000С На
- 10. Сварочная ванна а -длина в - ширина h - глубина (провар)
- 11. Металлургические процессы при сварке Особенности Участие двух различных металлов в образовании шва (основного и присадочного), влияние
- 12. Металлургические процессы при сварке Особенности Высокая температура в св. ванне 23000С в мартеновской печи 17000С диссоциация
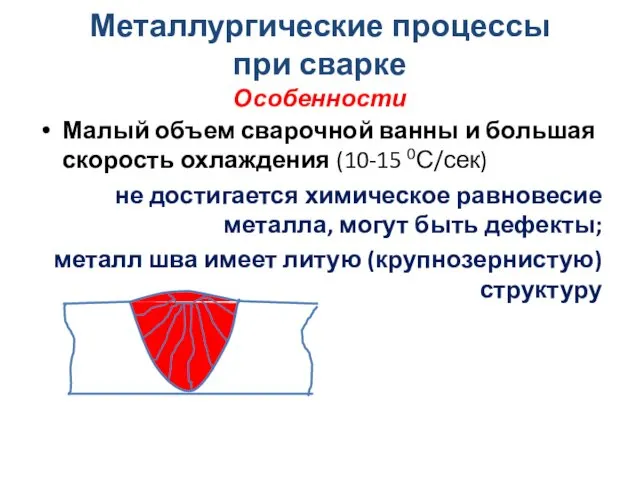
- 13. Металлургические процессы при сварке Особенности Малый объем сварочной ванны и большая скорость охлаждения (10-15 0С/сек) не
- 14. Металлургические процессы при сварке Строение сварного соединения 1-шов особый хим. состав, особая (литая) структура 2- зона
- 15. Физико-химические процессы при сварке Кислород О2 механические свойства, обрабатываемость, износостойкость возможность образования пор Содержание О2 в
- 16. Физико-химические процессы при сварке Азот N2 образует нитриды железа (Fe4N, Fe2N),марганца и др. элементов - игольчатые
- 17. Физико-химические процессы при сварке Водород Н2 - трещины, поры Источники: влага в покрытии электродов, ржавчина и
- 18. Физико-химические процессы при сварке Раскисление Раскисление - удаление О2 путем восстановления железа из окислов за счет
- 19. Физико-химические процессы при сварке Раскисление Раскислители: Mn раскисляет, удаляет азот, удаляет серу FeO + Mn MnO
- 20. Физико-химические процессы при сварке Раскисление Раскислители: Тi - сильный раскислитель, удаляет азот Тi + 2FeO Тi
- 21. Физико-химические процессы при сварке Удаление S и Р S образует FeS - при кристаллизации получаются легкоплавкие
- 22. Свариваемость металлов
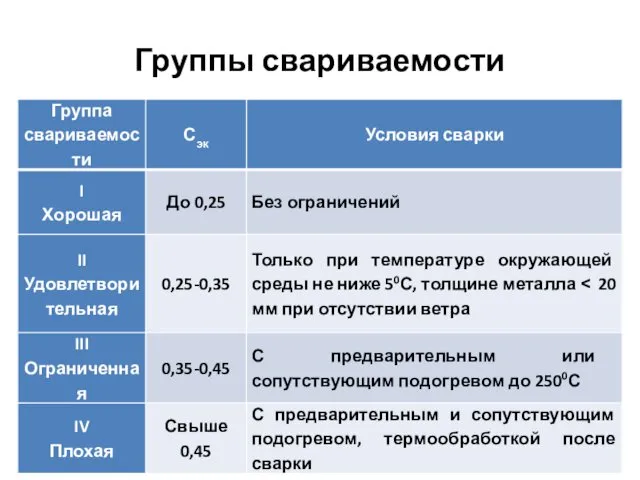
- 23. Группы свариваемости
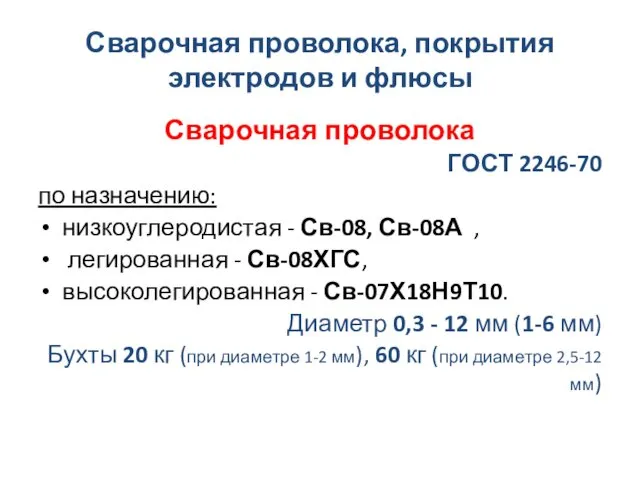
- 24. Сварочная проволока, покрытия электродов и флюсы Сварочная проволока ГОСТ 2246-70 по назначению: низкоуглеродистая - Св-08, Св-08А
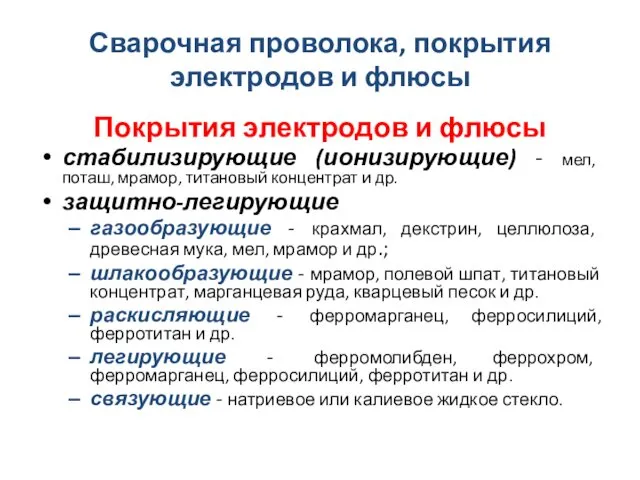
- 25. Сварочная проволока, покрытия электродов и флюсы Покрытия электродов и флюсы стабилизирующие (ионизирующие) - мел, поташ, мрамор,
- 26. Электроды и проволока для дуговой сварки Требования к электродам Стабильное горение дуги и хорошее формирование шва;
- 27. Электроды и проволока для дуговой сварки Классификация электродов по назначению У - для углеродистых и низколегированных
- 28. Электроды и проволока для дуговой сварки Классификация электродов по допустимым пространственным положениям 1 - все положения;
- 29. Электроды и проволока для дуговой сварки Классификация электродов по толщине и составу покрытия М - с
- 30. Электроды и проволока для дуговой сварки Тип и марка электрода (ГОСТ 9467-75) Тип электрода для углеродистых
- 31. Электроды и проволока для дуговой сварки Тип и марка электрода (ГОСТ 9467-75) Каждый тип могут образовывать
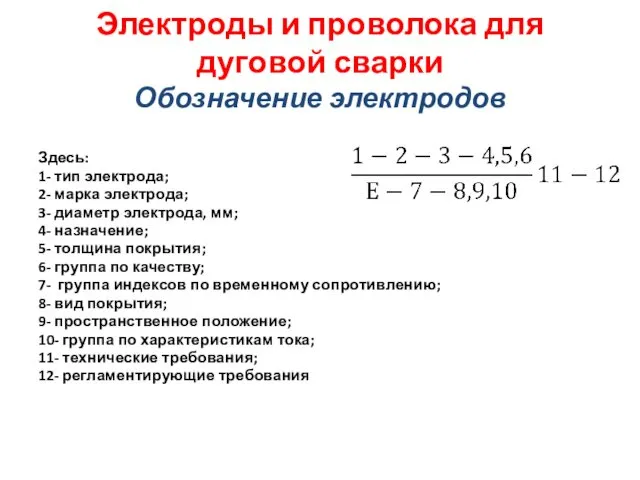
- 32. Электроды и проволока для дуговой сварки Обозначение электродов Здесь: 1- тип электрода; 2- марка электрода; 3-
- 33. Электроды и проволока для дуговой сварки Обозначение электродов Тип электрода Э42А Марка электрода УОНИ-13/45 Диаметр электрода
- 34. Электроды и проволока для дуговой сварки Сварочная проволока (ГОСТ 2246-70) Три группы: Низкоуглеродистая - 6 марок;
- 35. Электроды и проволока для дуговой сварки Порошковая проволока - стальная оболочка, внутри которой запрессован порошок (ферросплавы
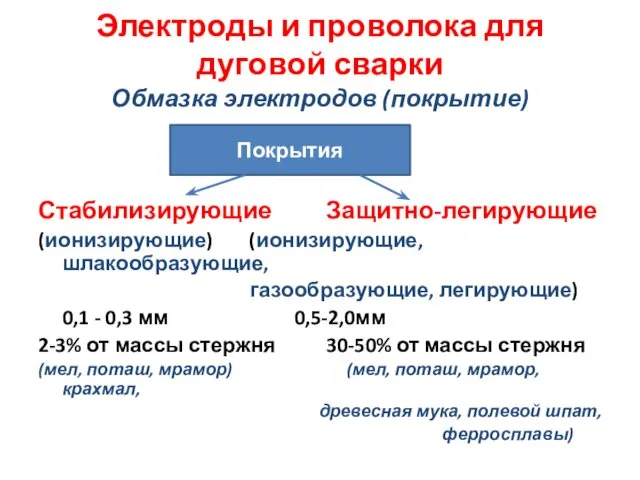
- 36. Электроды и проволока для дуговой сварки Обмазка электродов (покрытие) Стабилизирующие Защитно-легирующие (ионизирующие) (ионизирующие, шлакообразующие, газообразующие, легирующие)
- 37. Электроды и проволока для дуговой сварки Технология изготовления электродов Проволока (в бухтах) Правка и резка Очистка
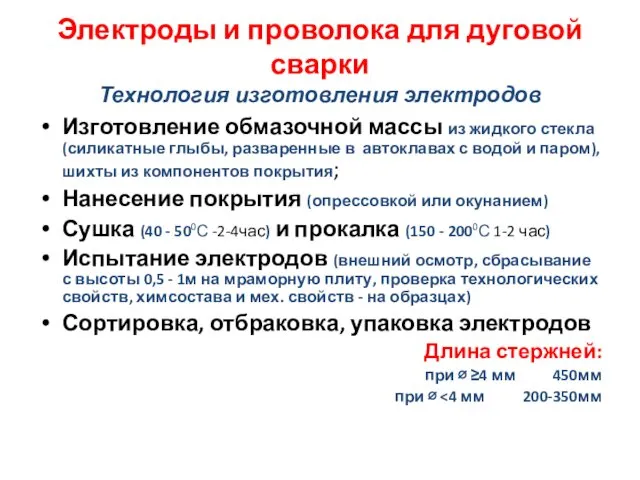
- 38. Электроды и проволока для дуговой сварки Технология изготовления электродов Изготовление обмазочной массы из жидкого стекла (силикатные
- 39. Типы сварных швов по расположению в пространстве: в нижнем положении; в вертикальном положении; в горизонтальном положении;
- 40. Типы сварных швов по протяженности: сплошные (непрерывные); прерывистые (цепные или шахматные). по числу слоев: однослойные; многослойные
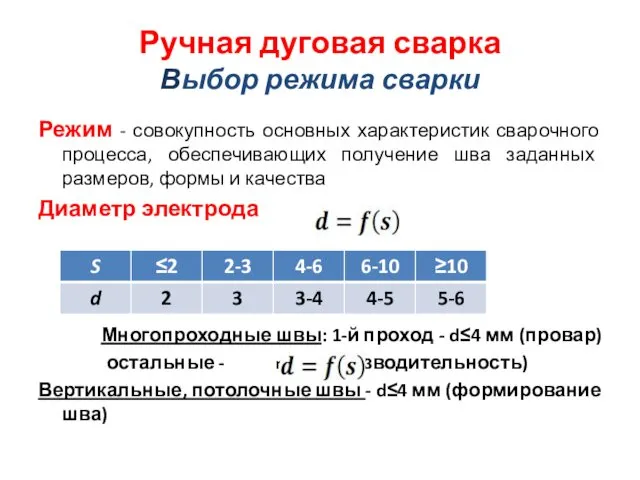
- 41. Ручная дуговая сварка Выбор режима сварки Режим - совокупность основных характеристик сварочного процесса, обеспечивающих получение шва
- 42. Ручная дуговая сварка Выбор режима сварки Тип и марка электрода в зависимости от марки стали (равнопрочность).
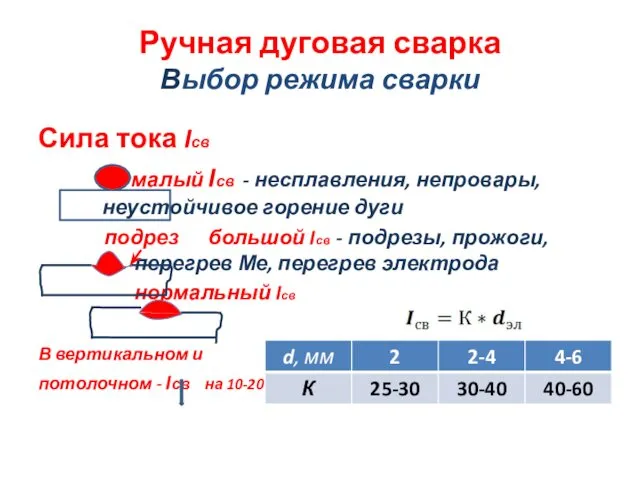
- 43. Ручная дуговая сварка Выбор режима сварки Сила тока Iсв малый Iсв - несплавления, непровары, неустойчивое горение
- 44. Ручная дуговая сварка Выбор режима сварки Род тока и полярность выбираются в зависимости от марки электрода
- 45. Ручная дуговая сварка Выбор режима сварки Число проходов выбирается в зависимости от толщины и типа соединения
- 46. Ручная дуговая сварка Выбор режима сварки Положение шва в пространстве Определяется конструкцией
- 47. Ручная дуговая сварка Технология сварки Перемещения электрода: 1 - поступательное 2 - продольное 3 - поперечные
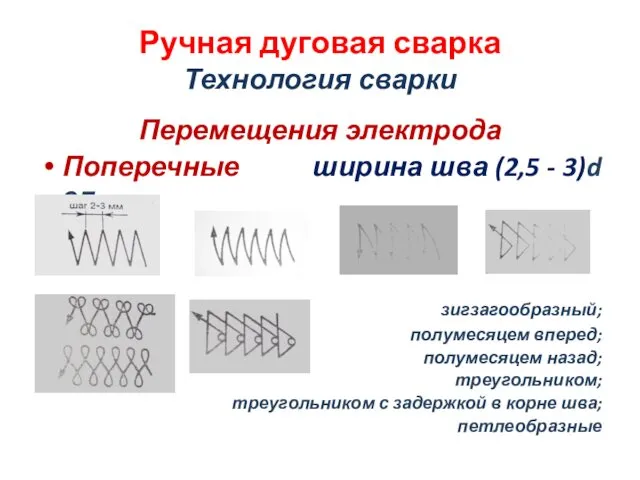
- 48. Ручная дуговая сварка Технология сварки Перемещения электрода Поперечные ширина шва (2,5 - 3)d эл зигзагообразный; полумесяцем
- 49. Ручная дуговая сварка Сварка стыковых швов Тонкий металл - (без скоса кромок) продольным перемещением с проваром
- 50. Ручная дуговая сварка Сварка угловых и тавровых швов «в лодочку» тавровые швы в нижнем положении Зажигают
- 51. Ручная дуговая сварка Особенности сварки в вертикальном положении Вертикальные швы Выполнение проходов: по спирали полумесяцем углом
- 52. Ручная дуговая сварка Особенности сварки в горизонтальном и потолочном положении Потолочные швы: лесенкой, полумесяцем,обратнопоступательно Горизонтальные швы
- 53. Ручная дуговая сварка Особенности сварки тонкого металла Соединения с отбортовкой кромок На медных (временных) подкладках (отвод
- 54. Ручная дуговая сварка Особенности сварки металла большой толщины Объемные сварочные напряжения - снижается пластичность, возможно появление
- 55. Ручная дуговая сварка Особенности сварки швов различной длины Напроход короткие швы до 250 мм обратноступенчатый Средние
- 56. Ручная дуговая сварка Особенности сварки при низких температурах Снижается ударная вязкость (пластичность), возможны неметаллические включения и
- 58. Скачать презентацию
ГОСТ 2601-84
Сварка - процесс получения неразъемного соединения посредством установления межатомных связей
ГОСТ 2601-84
Сварка - процесс получения неразъемного соединения посредством установления межатомных связей

СВАРКА МЕТАЛЛОВ
ПЛАВЛЕНИЕМ ДАВЛЕНИЕМ
СВАРКА МЕТАЛЛОВ
ПЛАВЛЕНИЕМ ДАВЛЕНИЕМ

Металлическим Неплавящимся
плавящимся электродом
электродом (угольным, вольфрамовым)
Электродуговая СВАРКА
Ручная
Автоматическая
Полуавтоматич. (Механизиров.)
Ручная
Автоматическая
и полуавт.
Плазменной
струей
Под флюсом
В защитных газах
Металлическим Неплавящимся
плавящимся электродом
электродом (угольным, вольфрамовым)
Электродуговая СВАРКА
Ручная
Автоматическая
Полуавтоматич. (Механизиров.)
Ручная
Автоматическая
и полуавт.
Плазменной
струей
Под флюсом
В защитных газах
Физическая природа электрической дуги
Электрическая сварочная дуга - устойчивый длительный электрический разряд
Физическая природа электрической дуги
Электрическая сварочная дуга - устойчивый длительный электрический разряд
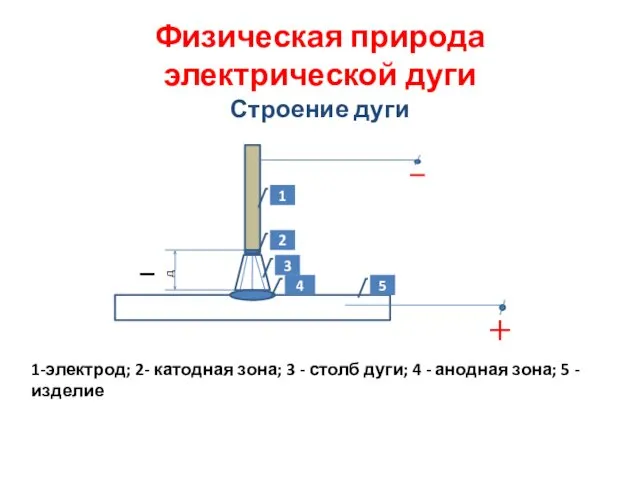
Физическая природа электрической дуги
Строение дуги
ιд
1
2
3
5
4
1-электрод; 2- катодная зона; 3 - столб
Физическая природа электрической дуги
Строение дуги
ιд
1
2
3
5
4
1-электрод; 2- катодная зона; 3 - столб
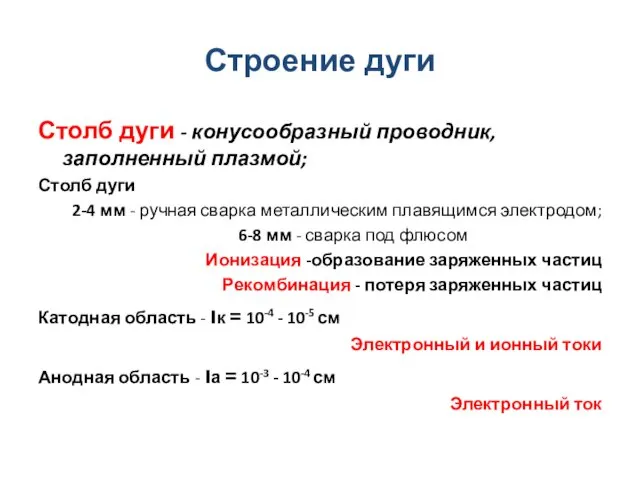
Строение дуги
Столб дуги - конусообразный проводник, заполненный плазмой;
Столб дуги
2-4
Строение дуги
Столб дуги - конусообразный проводник, заполненный плазмой;
Столб дуги
2-4
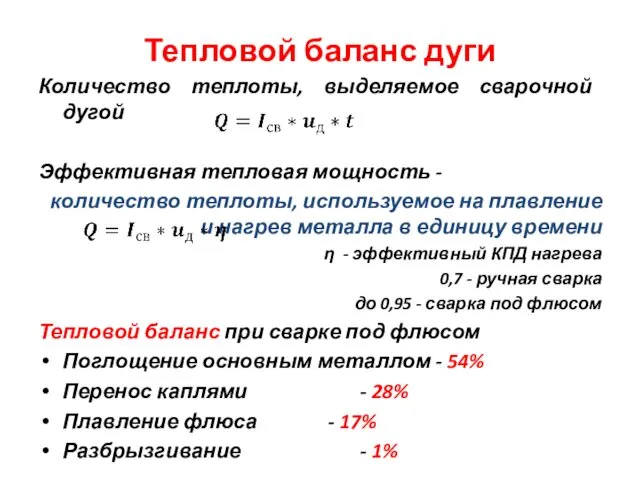
Тепловой баланс дуги
Количество теплоты, выделяемое сварочной дугой
Эффективная тепловая мощность -
количество
Тепловой баланс дуги
Количество теплоты, выделяемое сварочной дугой
Эффективная тепловая мощность -
количество
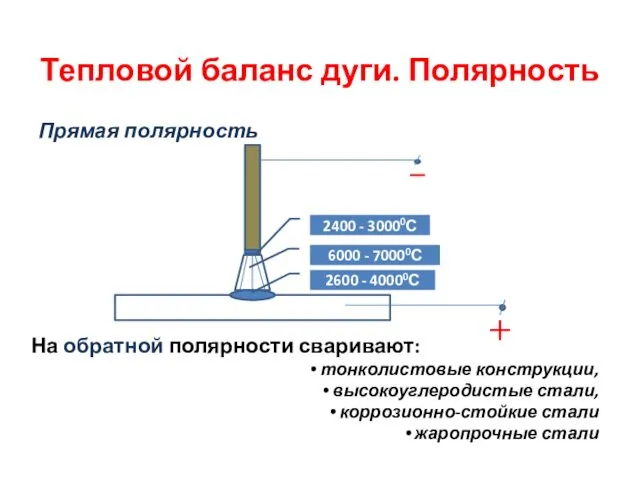
Тепловой баланс дуги. Полярность
Прямая полярность
2400 - 30000С
6000 - 70000С
2600 - 40000С
На
Тепловой баланс дуги. Полярность
Прямая полярность
2400 - 30000С
6000 - 70000С
2600 - 40000С
На

Сварочная ванна
а -длина
в - ширина
h - глубина (провар)
Сварочная ванна
а -длина
в - ширина
h - глубина (провар)
Металлургические процессы
при сварке
Особенности
Участие двух различных металлов в образовании шва (основного
Металлургические процессы
при сварке
Особенности
Участие двух различных металлов в образовании шва (основного
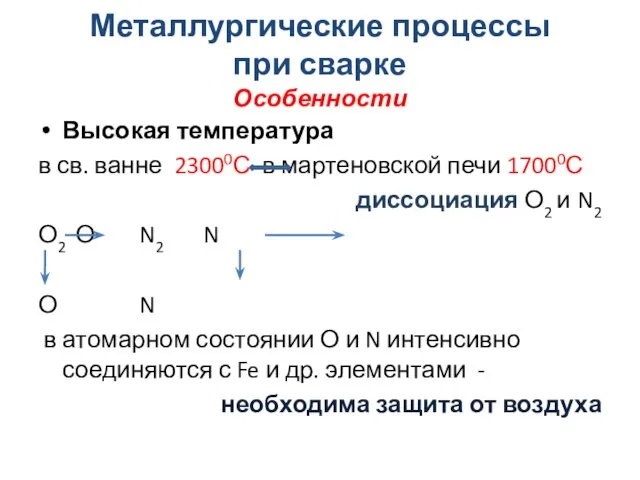
Металлургические процессы
при сварке
Особенности
Высокая температура
в св. ванне 23000С в мартеновской
Металлургические процессы
при сварке
Особенности
Высокая температура
в св. ванне 23000С в мартеновской
Металлургические процессы
при сварке
Особенности
Малый объем сварочной ванны и большая скорость охлаждения
Металлургические процессы
при сварке
Особенности
Малый объем сварочной ванны и большая скорость охлаждения

Металлургические процессы
при сварке
Строение сварного соединения
1-шов
особый хим. состав,
особая (литая) структура
2-
Металлургические процессы
при сварке
Строение сварного соединения
1-шов
особый хим. состав,
особая (литая) структура
2-
Физико-химические процессы
при сварке
Кислород О2 механические свойства,
обрабатываемость, износостойкость
возможность образования
Физико-химические процессы
при сварке
Кислород О2 механические свойства,
обрабатываемость, износостойкость
возможность образования
Физико-химические процессы
при сварке
Азот N2 образует нитриды железа (Fe4N, Fe2N),марганца и
Физико-химические процессы
при сварке
Азот N2 образует нитриды железа (Fe4N, Fe2N),марганца и
Физико-химические процессы
при сварке
Водород Н2 - трещины, поры
Источники: влага в покрытии
Физико-химические процессы
при сварке
Водород Н2 - трещины, поры
Источники: влага в покрытии
Физико-химические процессы
при сварке
Раскисление
Раскисление - удаление О2 путем восстановления железа из
Физико-химические процессы
при сварке
Раскисление
Раскисление - удаление О2 путем восстановления железа из

Физико-химические процессы
при сварке
Раскисление
Раскислители:
Mn раскисляет, удаляет азот, удаляет серу
FeO + Mn
Физико-химические процессы
при сварке
Раскисление
Раскислители:
Mn раскисляет, удаляет азот, удаляет серу
FeO + Mn
Физико-химические процессы
при сварке
Раскисление
Раскислители:
Тi - сильный раскислитель, удаляет азот
Тi + 2FeO
Физико-химические процессы
при сварке
Раскисление
Раскислители:
Тi - сильный раскислитель, удаляет азот
Тi + 2FeO
Физико-химические процессы
при сварке
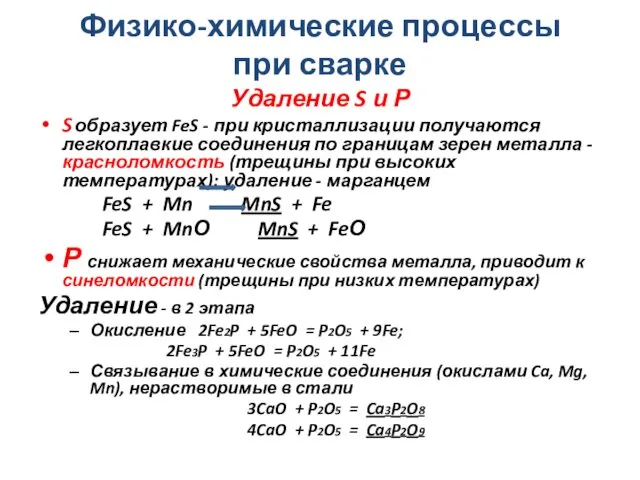
Удаление S и Р
S образует FeS - при
Физико-химические процессы
при сварке
Удаление S и Р
S образует FeS - при
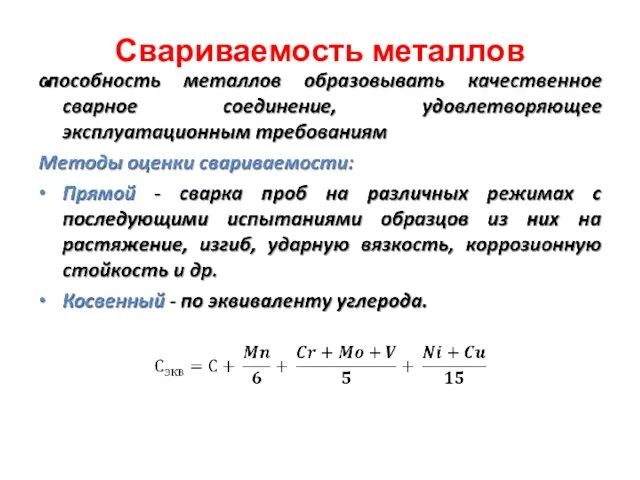
Свариваемость металлов
Свариваемость металлов
Группы свариваемости
Группы свариваемости
Сварочная проволока, покрытия электродов и флюсы
Сварочная проволока
ГОСТ 2246-70
по назначению:
низкоуглеродистая -
Сварочная проволока, покрытия электродов и флюсы
Сварочная проволока
ГОСТ 2246-70
по назначению:
низкоуглеродистая -
Сварочная проволока, покрытия электродов и флюсы
Покрытия электродов и флюсы
стабилизирующие (ионизирующие)
Сварочная проволока, покрытия электродов и флюсы
Покрытия электродов и флюсы
стабилизирующие (ионизирующие)
Электроды и проволока для дуговой сварки
Требования к электродам
Стабильное горение дуги и
Электроды и проволока для дуговой сварки
Требования к электродам
Стабильное горение дуги и
Электроды и проволока для дуговой сварки
Классификация электродов по назначению
У - для
Электроды и проволока для дуговой сварки
Классификация электродов по назначению
У - для
Электроды и проволока для дуговой сварки
Классификация электродов по допустимым пространственным положениям
1
Электроды и проволока для дуговой сварки
Классификация электродов по допустимым пространственным положениям
1
Электроды и проволока для дуговой сварки
Классификация электродов по толщине и составу
Электроды и проволока для дуговой сварки Классификация электродов по толщине и составу
Электроды и проволока для дуговой сварки
Тип и марка электрода (ГОСТ 9467-75)
Тип
Электроды и проволока для дуговой сварки
Тип и марка электрода (ГОСТ 9467-75)
Тип
Электроды и проволока для дуговой сварки
Тип и марка электрода (ГОСТ 9467-75)
Каждый
Электроды и проволока для дуговой сварки
Тип и марка электрода (ГОСТ 9467-75)
Каждый
Электроды и проволока для дуговой сварки
Обозначение электродов
Здесь:
1- тип электрода;
2- марка
Электроды и проволока для дуговой сварки
Обозначение электродов
Здесь:
1- тип электрода;
2- марка

Электроды и проволока для дуговой сварки
Обозначение электродов
Тип электрода Э42А
Марка электрода УОНИ-13/45
Диаметр
Электроды и проволока для дуговой сварки
Обозначение электродов
Тип электрода Э42А
Марка электрода УОНИ-13/45
Диаметр

Электроды и проволока для дуговой сварки
Сварочная проволока (ГОСТ 2246-70)
Три группы:
Низкоуглеродистая -
Электроды и проволока для дуговой сварки
Сварочная проволока (ГОСТ 2246-70)
Три группы:
Низкоуглеродистая -

Электроды и проволока для дуговой сварки
Порошковая проволока - стальная оболочка, внутри
Электроды и проволока для дуговой сварки
Порошковая проволока - стальная оболочка, внутри
Электроды и проволока для дуговой сварки
Обмазка электродов (покрытие)
Стабилизирующие Защитно-легирующие
(ионизирующие) (ионизирующие, шлакообразующие,
газообразующие,
Электроды и проволока для дуговой сварки
Обмазка электродов (покрытие)
Стабилизирующие Защитно-легирующие
(ионизирующие) (ионизирующие, шлакообразующие,
газообразующие,
Электроды и проволока для дуговой сварки
Технология изготовления электродов
Проволока
(в бухтах)
Правка и
Электроды и проволока для дуговой сварки
Технология изготовления электродов
Проволока
(в бухтах)
Правка и
Электроды и проволока для дуговой сварки
Технология изготовления электродов
Изготовление обмазочной массы
Электроды и проволока для дуговой сварки
Технология изготовления электродов
Изготовление обмазочной массы
Типы сварных швов
по расположению в пространстве:
в нижнем положении;
в вертикальном положении;
в
Типы сварных швов
по расположению в пространстве:
в нижнем положении;
в вертикальном положении;
в

Типы сварных швов
по протяженности:
сплошные (непрерывные);
прерывистые (цепные или шахматные).
по числу слоев:
однослойные;
многослойные (при
Типы сварных швов
по протяженности:
сплошные (непрерывные);
прерывистые (цепные или шахматные).
по числу слоев:
однослойные;
многослойные (при
Ручная дуговая сварка
Выбор режима сварки
Режим - совокупность основных характеристик сварочного
Ручная дуговая сварка
Выбор режима сварки
Режим - совокупность основных характеристик сварочного
Ручная дуговая сварка
Выбор режима сварки
Тип и марка электрода
в зависимости от
Ручная дуговая сварка
Выбор режима сварки
Тип и марка электрода
в зависимости от
Ручная дуговая сварка
Выбор режима сварки
Сила тока Iсв
малый Iсв -
Ручная дуговая сварка
Выбор режима сварки
Сила тока Iсв
малый Iсв -
Ручная дуговая сварка
Выбор режима сварки
Род тока и полярность
выбираются в зависимости
Ручная дуговая сварка
Выбор режима сварки
Род тока и полярность
выбираются в зависимости
Ручная дуговая сварка
Выбор режима сварки
Число проходов
выбирается в зависимости от толщины
Ручная дуговая сварка
Выбор режима сварки
Число проходов
выбирается в зависимости от толщины
Ручная дуговая сварка
Выбор режима сварки
Положение шва в пространстве
Определяется конструкцией
Ручная дуговая сварка
Выбор режима сварки
Положение шва в пространстве
Определяется конструкцией

Ручная дуговая сварка
Технология сварки
Перемещения электрода:
1 - поступательное
2 - продольное
3 - поперечные
Продольное
Ручная дуговая сварка
Технология сварки
Перемещения электрода:
1 - поступательное
2 - продольное
3 - поперечные
Продольное
Ручная дуговая сварка
Технология сварки
Перемещения электрода
Поперечные ширина шва (2,5 - 3)d эл
зигзагообразный;
полумесяцем
Ручная дуговая сварка
Технология сварки
Перемещения электрода
Поперечные ширина шва (2,5 - 3)d эл
зигзагообразный;
полумесяцем
Ручная дуговая сварка
Сварка стыковых швов
Тонкий металл - (без скоса кромок) продольным
Ручная дуговая сварка
Сварка стыковых швов
Тонкий металл - (без скоса кромок) продольным

Ручная дуговая сварка
Сварка угловых и тавровых швов
«в лодочку»
тавровые швы в нижнем
Ручная дуговая сварка
Сварка угловых и тавровых швов
«в лодочку»
тавровые швы в нижнем

Ручная дуговая сварка
Особенности сварки в вертикальном положении
Вертикальные швы
Выполнение проходов:
по спирали
полумесяцем
углом
ёлочкой
Ручная дуговая сварка
Особенности сварки в вертикальном положении
Вертикальные швы
Выполнение проходов:
по спирали
полумесяцем
углом
ёлочкой

Ручная дуговая сварка
Особенности сварки в горизонтальном и потолочном положении
Потолочные швы: лесенкой,
Ручная дуговая сварка
Особенности сварки в горизонтальном и потолочном положении
Потолочные швы: лесенкой,
Ручная дуговая сварка
Особенности сварки тонкого металла
Соединения с отбортовкой кромок
На медных (временных)
Ручная дуговая сварка
Особенности сварки тонкого металла
Соединения с отбортовкой кромок
На медных (временных)

Ручная дуговая сварка
Особенности сварки металла большой толщины
Объемные сварочные напряжения - снижается
Ручная дуговая сварка
Особенности сварки металла большой толщины
Объемные сварочные напряжения - снижается

Ручная дуговая сварка
Особенности сварки швов различной длины
Напроход
короткие швы
до 250 мм
обратноступенчатый
Средние
Ручная дуговая сварка
Особенности сварки швов различной длины
Напроход
короткие швы
до 250 мм
обратноступенчатый
Средние
Ручная дуговая сварка
Особенности сварки при низких температурах
Снижается ударная вязкость (пластичность), возможны
Ручная дуговая сварка
Особенности сварки при низких температурах
Снижается ударная вязкость (пластичность), возможны
 Изотерапия, как одна из граней арттерапии.
Изотерапия, как одна из граней арттерапии. Раствор. Типы растворов. Способы выражения концентрации растворов. Теория электролитической диссоциации
Раствор. Типы растворов. Способы выражения концентрации растворов. Теория электролитической диссоциации Креативное программирование. Погружение в мир программирования и создание креативных проектов
Креативное программирование. Погружение в мир программирования и создание креативных проектов 275-летие со дня рождения русского полководца М.И. Кутузова (1745-1813). НТБ Люблинское
275-летие со дня рождения русского полководца М.И. Кутузова (1745-1813). НТБ Люблинское Развитие географических знаний о Земле. 6 кл.
Развитие географических знаний о Земле. 6 кл. Проект Виртуальный музей
Проект Виртуальный музей Расчёт блока вакуумной перегонки мазута, производительностью 2700000 т/год
Расчёт блока вакуумной перегонки мазута, производительностью 2700000 т/год Схема выдачи мощности Новоазовской ВЭС
Схема выдачи мощности Новоазовской ВЭС презентация к уроку Мы изучаем Японию
презентация к уроку Мы изучаем Японию Електробезпека
Електробезпека Механизированные способы добычи нефти
Механизированные способы добычи нефти Классификация химических реакций
Классификация химических реакций Старинная ярмарка.
Старинная ярмарка. Сера. Презентация к уроку химии в 9 классе.
Сера. Презентация к уроку химии в 9 классе. Оплодотворение
Оплодотворение Схема поверхностных течений
Схема поверхностных течений Проект Как погладить ёжика?
Проект Как погладить ёжика? Titania SlidesCarnival
Titania SlidesCarnival презентация проекта Встреча с будущим Диск
презентация проекта Встреча с будущим Диск Проводники, непроводники и полупроводники электричества
Проводники, непроводники и полупроводники электричества Международный женский день
Международный женский день урок с позиции здоровьесбережения
урок с позиции здоровьесбережения Карбоновые кислоты
Карбоновые кислоты презентация кружка оригами
презентация кружка оригами Духовная культура общества
Духовная культура общества Характеристики трещиностойкости фибробетона
Характеристики трещиностойкости фибробетона Отчет о прохождении учебной практики по профессиональному модулю
Отчет о прохождении учебной практики по профессиональному модулю Вес тела. Невесомость
Вес тела. Невесомость