- Сварочные деформации и напряжения

Содержание
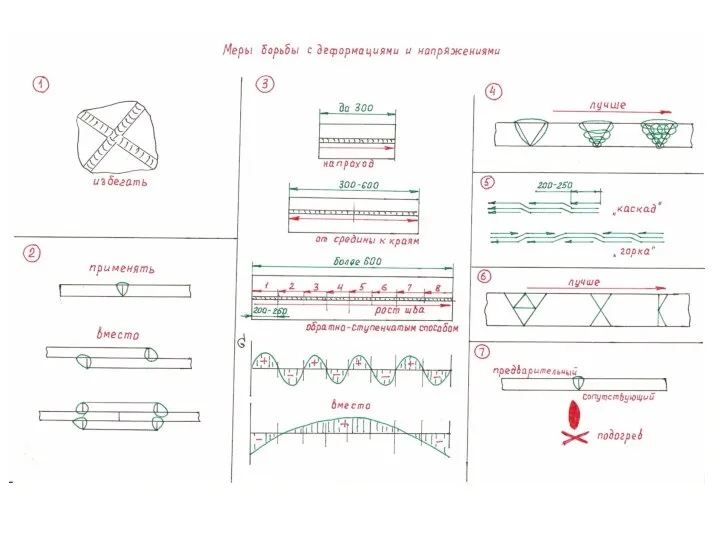
- 2. Посмотрите на следующий слайд и проговорите (вспомните )о каком методе борьбы идет речь и что надо
- 4. Вспомните, из-за чего возникают деформации и напряжения при сварке?
- 5. Продолжаем рассматривать мероприятия, предотвращающие возможность возникновения напряжений и деформаций или уменьшающие их влияние.
- 6. выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва, ликвидировала бы деформацию от предыдущего.
- 7. свариваемым частям искусственно придают деформацию обратную той, которая получится после сварки
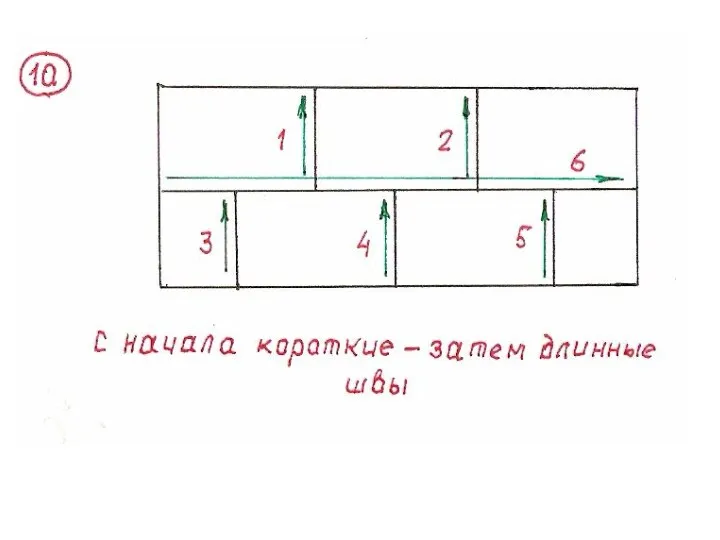
- 8. 10 При сварке листовых конструкций, изготавливаемых из отдельных листов, рекомендуется сваривать короткие швы, собирая с помощью
- 10. 11 Использовать дополнительные детали в виде скоб или стержней (обрезков прутков, уголков, труб, и т.п.), которые
- 11. Поскольку дополнительные детали препятствуют возможным деформациям, внутренние напряжения могут привести к трещинам. Поэтому сварку следует вести
- 12. 12 Использовать прерывистые швы, которые способствуют более равномерному прогреву шва по длине и меньшей усадке. При
- 13. Расстояние между участками не менее 30-40 мм
- 14. Использовать проковку шва, в горячем состоянии, лёгкими ударами молотка со сферическим бойком. Это уменьшит деформацию и
- 15. Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который необходимо применять при сварке сталей
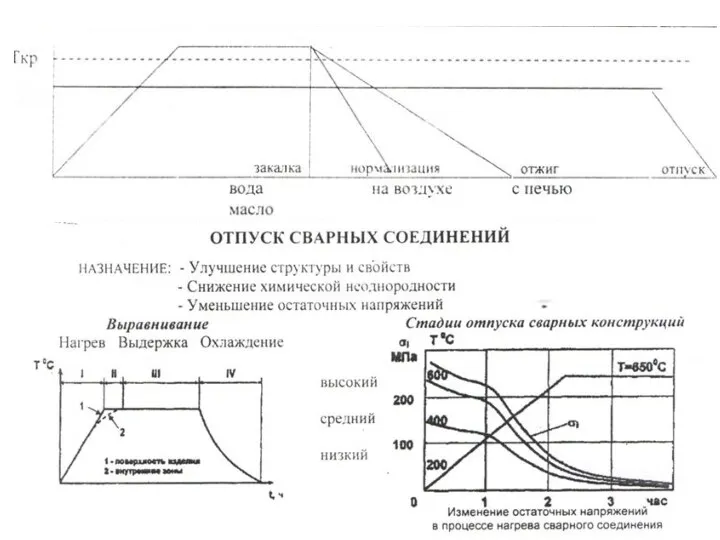
- 16. Использовать термообработку ( ТО) после сварки, которую производят в печах
- 17. ТО для сварных конструкций — полный отжиг (нагрев 1000—1200 град, и медленное охлаждение с печью), который
- 18. ТО для сварных конструкций Нормализация охлаждение производится ускоренно на воздухе, а не в печи, как при
- 20. (струбцины, прижимы, клинья, кондукторы и т.п.), обеспечивающие жёсткое закрепление свариваемых частей и препятствующие деформациям. Но при
- 21. Мероприятия, обеспечивающие последующее исправление деформаций и снятие остаточных напряжений
- 23. механическая или холодная правка подогрева металла не производится. Для этого используются домкраты, прессы, молотки, кувалды, прилагая
- 24. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б): 1...31 — места нанесения ударов;
- 25. термическая или горячая правка пламенем горелки нагреваются определённые места в конструкции, обычно выпуклые участки. При остывании
- 26. Термомеханическая правка выпуклый участок нагревается, за счёт чего металл на нём становится более пластичным, а затем
- 27. После любого вида правки рекомендуется произвести термообработку изделия для снятия внутренних напряжений.
- 31. Проверочная работа Задание №1
- 32. Задание №2
- 34. Скачать презентацию
Посмотрите на следующий слайд и проговорите (вспомните )о каком методе борьбы
Посмотрите на следующий слайд и проговорите (вспомните )о каком методе борьбы
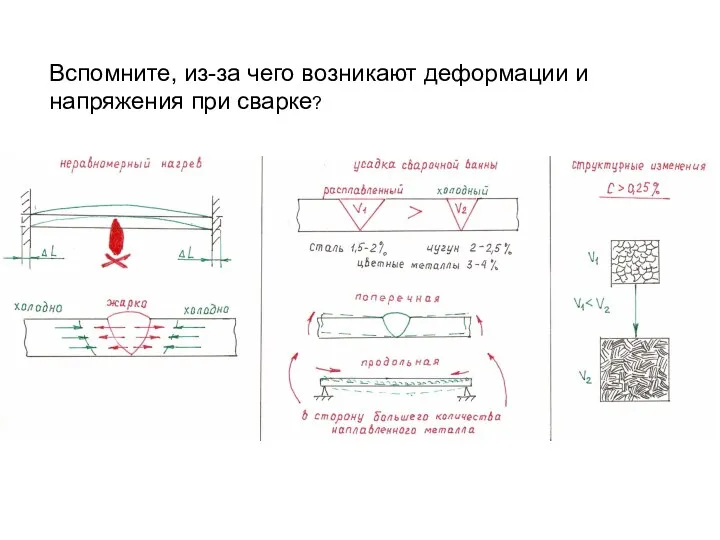
Вспомните, из-за чего возникают деформации и напряжения при сварке?
Вспомните, из-за чего возникают деформации и напряжения при сварке?
Продолжаем рассматривать мероприятия, предотвращающие возможность возникновения напряжений и деформаций или уменьшающие
Продолжаем рассматривать мероприятия, предотвращающие возможность возникновения напряжений и деформаций или уменьшающие
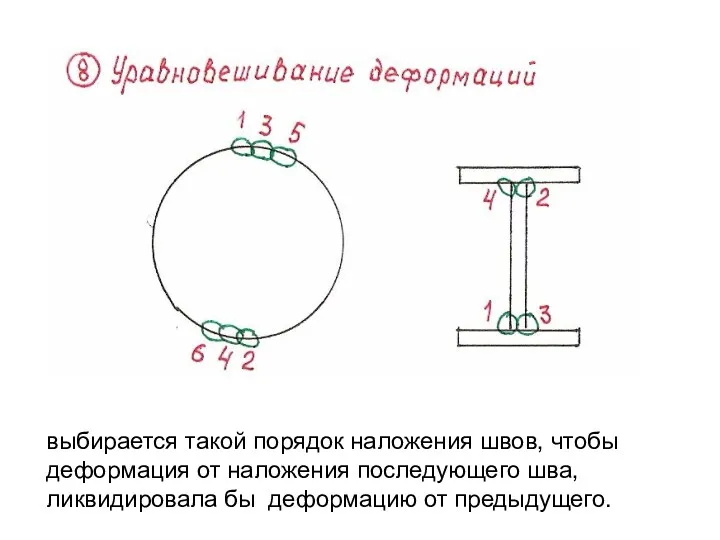
выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва,
выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва,
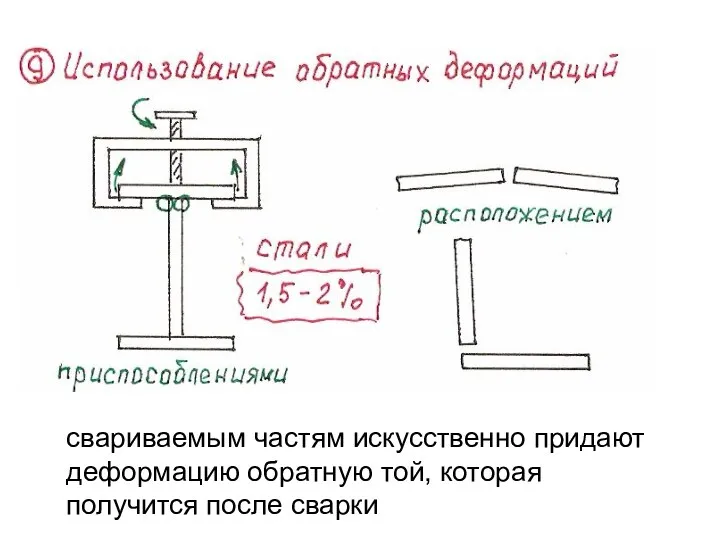
свариваемым частям искусственно придают деформацию обратную той, которая получится после сварки
свариваемым частям искусственно придают деформацию обратную той, которая получится после сварки
10
При сварке листовых конструкций, изготавливаемых из отдельных листов, рекомендуется сваривать короткие
10
При сварке листовых конструкций, изготавливаемых из отдельных листов, рекомендуется сваривать короткие
11
Использовать дополнительные детали в виде скоб или стержней (обрезков прутков, уголков,
11
Использовать дополнительные детали в виде скоб или стержней (обрезков прутков, уголков,
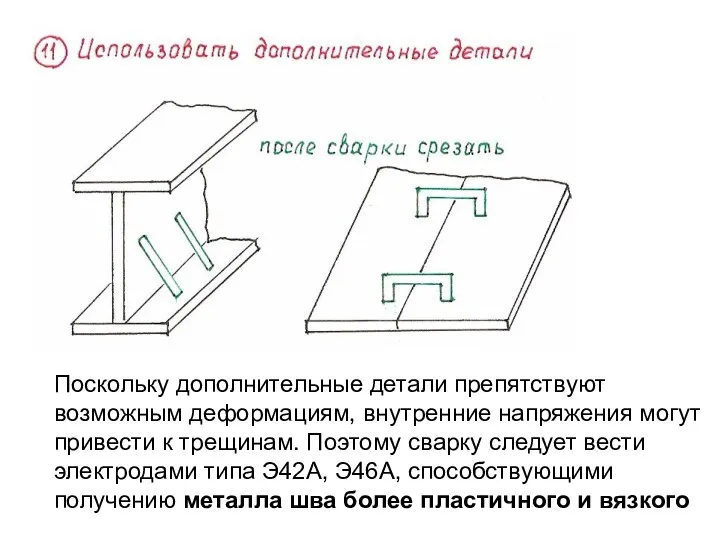
Поскольку дополнительные детали препятствуют возможным деформациям, внутренние напряжения могут привести к
Поскольку дополнительные детали препятствуют возможным деформациям, внутренние напряжения могут привести к
12
Использовать прерывистые швы, которые способствуют более равномерному прогреву шва по длине
12
Использовать прерывистые швы, которые способствуют более равномерному прогреву шва по длине

Расстояние между участками не менее 30-40 мм
Расстояние между участками не менее 30-40 мм
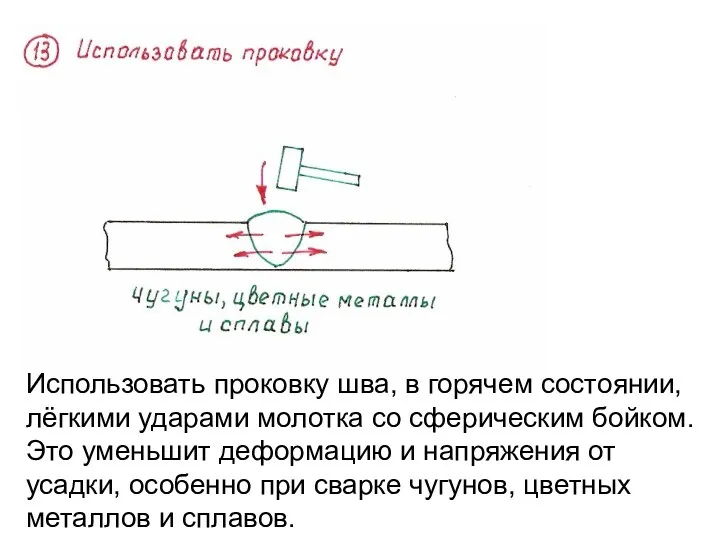
Использовать проковку шва, в горячем состоянии, лёгкими ударами молотка со сферическим
Использовать проковку шва, в горячем состоянии, лёгкими ударами молотка со сферическим
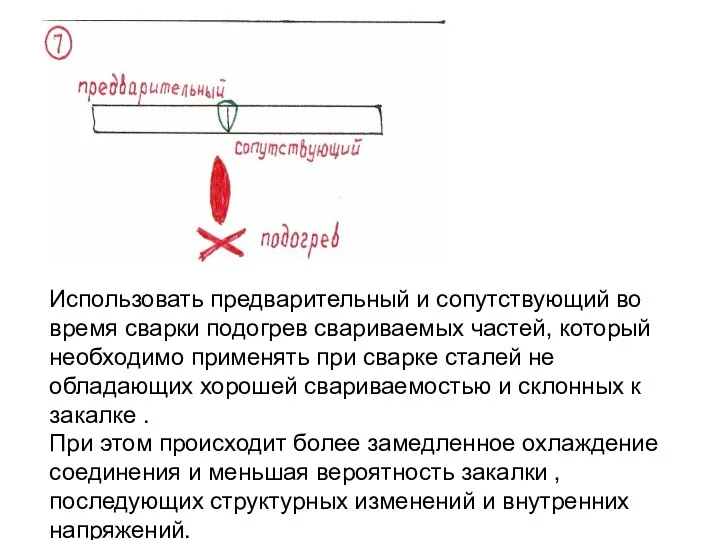
Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который
Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который
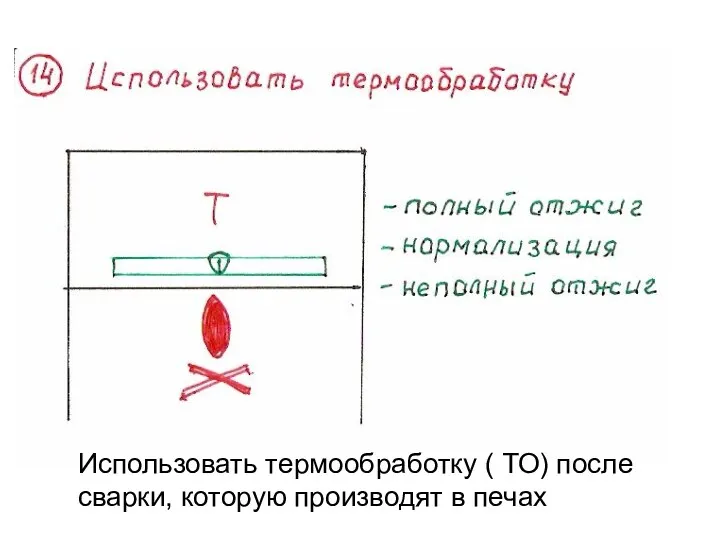
Использовать термообработку ( ТО) после сварки, которую производят в печах
Использовать термообработку ( ТО) после сварки, которую производят в печах
ТО для сварных конструкций
— полный отжиг (нагрев 1000—1200 град, и медленное
ТО для сварных конструкций
— полный отжиг (нагрев 1000—1200 град, и медленное
ТО для сварных конструкций
Нормализация
охлаждение производится ускоренно на воздухе, а не в
ТО для сварных конструкций
Нормализация
охлаждение производится ускоренно на воздухе, а не в
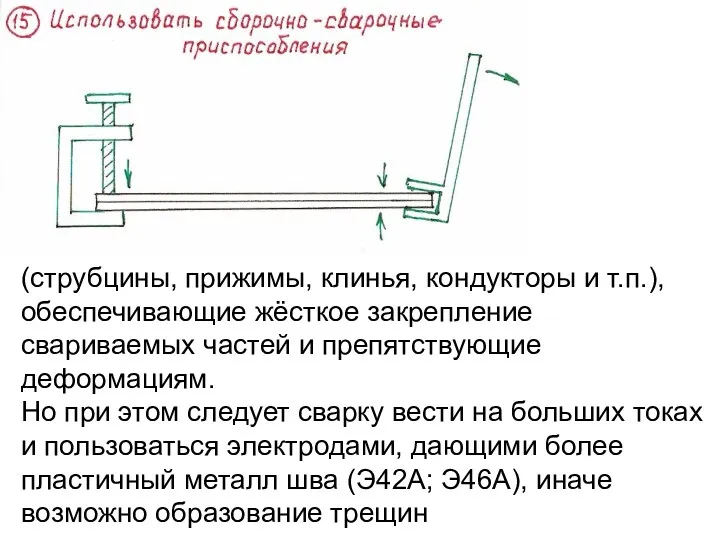
(струбцины, прижимы, клинья, кондукторы и т.п.), обеспечивающие жёсткое закрепление свариваемых частей
(струбцины, прижимы, клинья, кондукторы и т.п.), обеспечивающие жёсткое закрепление свариваемых частей
Мероприятия, обеспечивающие последующее исправление деформаций и снятие остаточных напряжений
Мероприятия, обеспечивающие последующее исправление деформаций и снятие остаточных напряжений
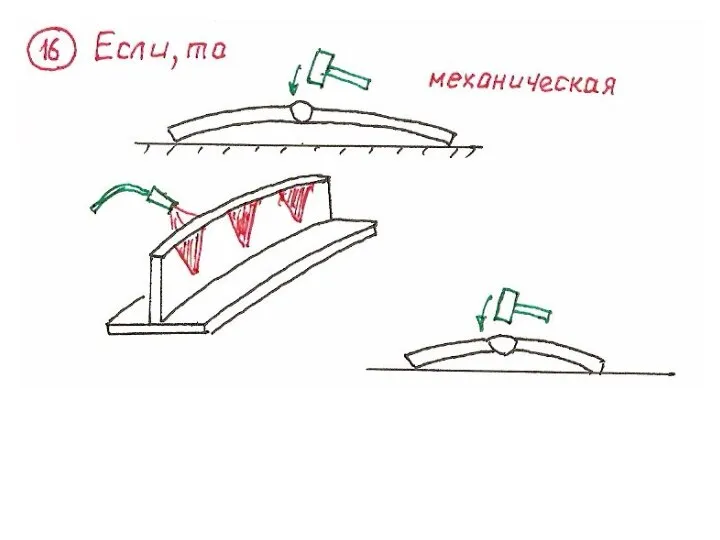
механическая или холодная правка
подогрева металла не производится.
Для этого используются домкраты,
механическая или холодная правка
подогрева металла не производится.
Для этого используются домкраты,
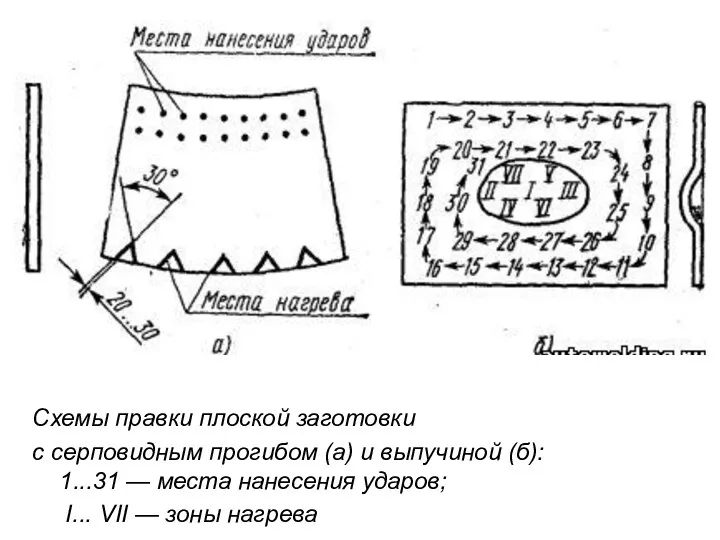
Схемы правки плоской заготовки
с серповидным прогибом (а) и выпучиной (б):
1...31
Схемы правки плоской заготовки
с серповидным прогибом (а) и выпучиной (б):
1...31
термическая или горячая правка
пламенем горелки нагреваются определённые места в конструкции, обычно
термическая или горячая правка
пламенем горелки нагреваются определённые места в конструкции, обычно
Термомеханическая правка
выпуклый участок нагревается, за счёт чего металл на нём становится
Термомеханическая правка
выпуклый участок нагревается, за счёт чего металл на нём становится
После любого вида правки рекомендуется произвести термообработку изделия для снятия внутренних
После любого вида правки рекомендуется произвести термообработку изделия для снятия внутренних
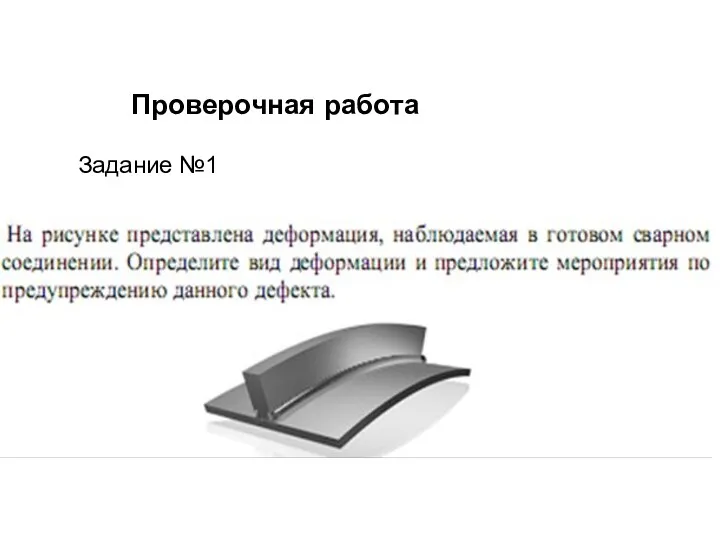
Проверочная работа
Задание №1
Проверочная работа
Задание №1
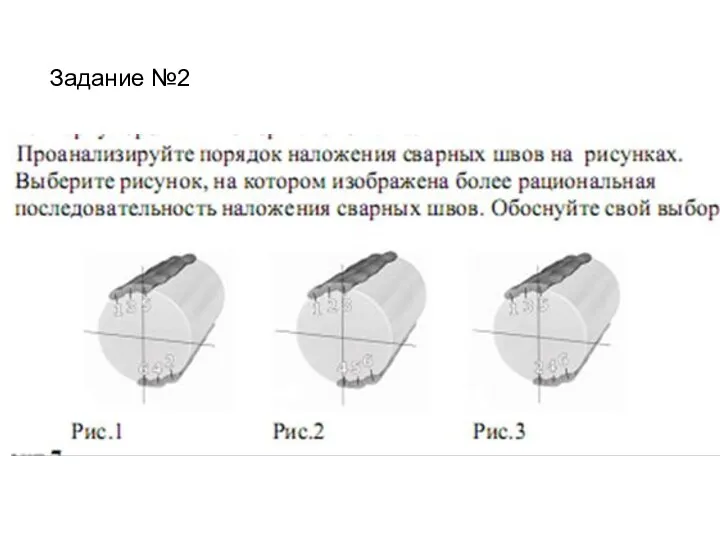
Задание №2
Задание №2
 Источник 1 (глаголь22.рф)
Источник 1 (глаголь22.рф) Область познания-экспериментирование
Область познания-экспериментирование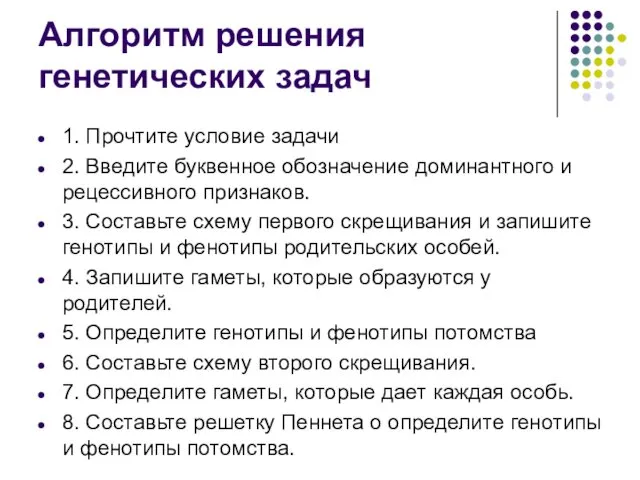 Алгоритм решения генетических задач
Алгоритм решения генетических задач Көбіктер және оларды алу әдістері
Көбіктер және оларды алу әдістері Социально-педагогические технологии консультирования
Социально-педагогические технологии консультирования моя презентация
моя презентация Родительское собрание на тему ФГОСы
Родительское собрание на тему ФГОСы Наглядное пособие
Наглядное пособие Цифровые комбинационные устройства. Тема 4.2
Цифровые комбинационные устройства. Тема 4.2 Дети и война
Дети и война Морфологический анализ слова
Морфологический анализ слова Программы и фонды для мероприятия
Программы и фонды для мероприятия Обоснование параметров и разработка технических средств и технологии бурения направленных скважин из горных выработок
Обоснование параметров и разработка технических средств и технологии бурения направленных скважин из горных выработок Презентация к вводному занятию Волшебная страна бисера.
Презентация к вводному занятию Волшебная страна бисера. Самостійна робота учнів - засіб розвитку пізнавальної активності і творчого мислення
Самостійна робота учнів - засіб розвитку пізнавальної активності і творчого мислення Кәмпит бұл-қанттан
Кәмпит бұл-қанттан Сказка о том, как Лягушонок научился гудеть, как пароход. Постановка и автоматизация звука [Ы]
Сказка о том, как Лягушонок научился гудеть, как пароход. Постановка и автоматизация звука [Ы] What is Marketing Management?
What is Marketing Management? Реализация мероприятий в области информационных технологий
Реализация мероприятий в области информационных технологий Речевые игры для детей от 3-х лет.
Речевые игры для детей от 3-х лет. Виниловые обои
Виниловые обои презентация Службы района
презентация Службы района Keys_Poklevochka_1
Keys_Poklevochka_1 Синичкин день. Народный календарь.
Синичкин день. Народный календарь. Применение данных каротажа в процессе бурения с использованием комплексных приборов LWD121-2ННК-ГГКЛП и LWD172-2ННК-ГГКЛП-3Г
Применение данных каротажа в процессе бурения с использованием комплексных приборов LWD121-2ННК-ГГКЛП и LWD172-2ННК-ГГКЛП-3Г Страшный суд
Страшный суд Назначение и устройство токарно-винторезного станка ТВ-6
Назначение и устройство токарно-винторезного станка ТВ-6 Проблемы российского образования в современных условиях
Проблемы российского образования в современных условиях