- Сварочные материалы

Содержание
- 2. На сегодняшний день в мире существует более пяти сотен марок и наименований С.Э. Новые разработки в
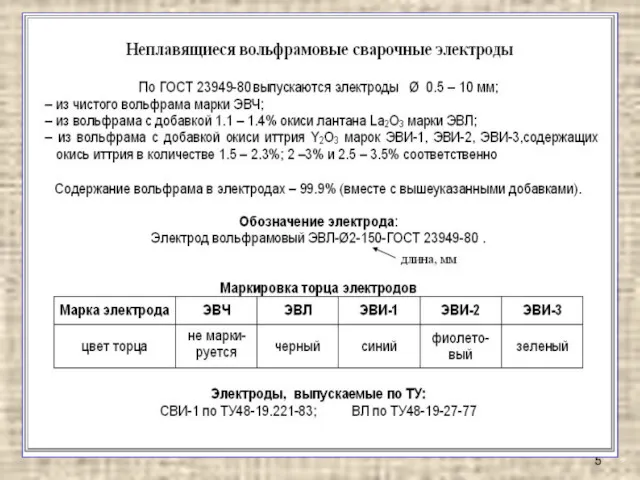
- 3. Общие сведения Неплавящиеся электроды: из вольфрама, угля и синтетического графита D = 4 …18 мм, длиной
- 6. Сварочная проволока низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2; легированная - Св-08ГС, Св-12ГС, Св-08Г2С,
- 7. Условное обозначение сварочной проволоки по ГОСТ 2246 - 70 Проволока сварочная диаметром 3 мм, марки Св-08А,
- 8. Порошковая сварочная проволока K-71TLF d=1,2 мм Порошковая сварочная проволока для сварки в среде защитных газов (аналог
- 10. Условное обозначение сварочной проволоки по ГОСТ 2246 - 70 Э – для изготовления электродов О –
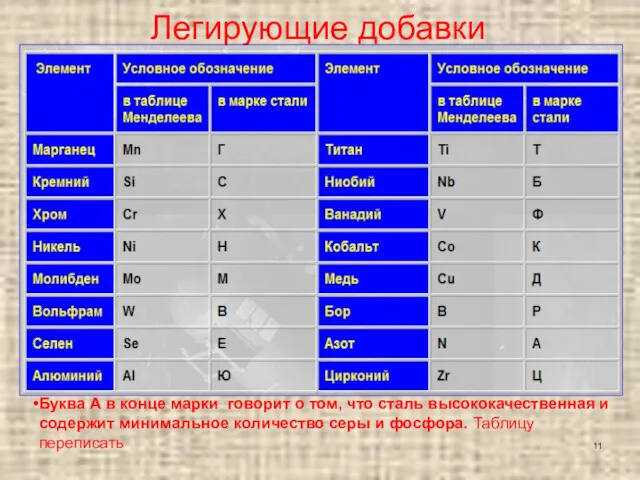
- 11. Легирующие добавки Буква А в конце марки говорит о том, что сталь высококачественная и содержит минимальное
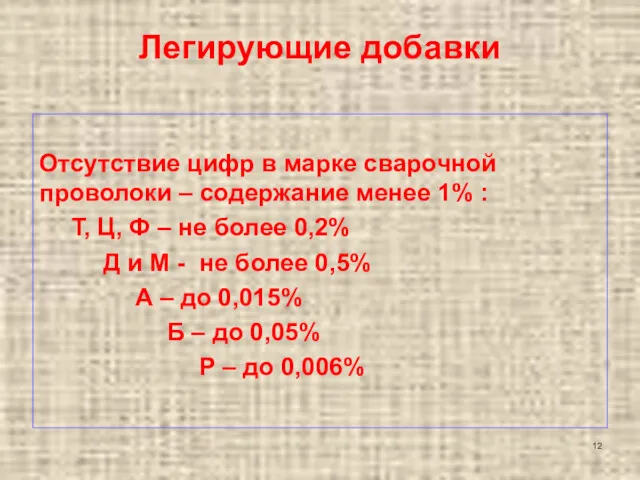
- 12. Легирующие добавки Отсутствие цифр в марке сварочной проволоки – содержание менее 1% : Т, Ц, Ф
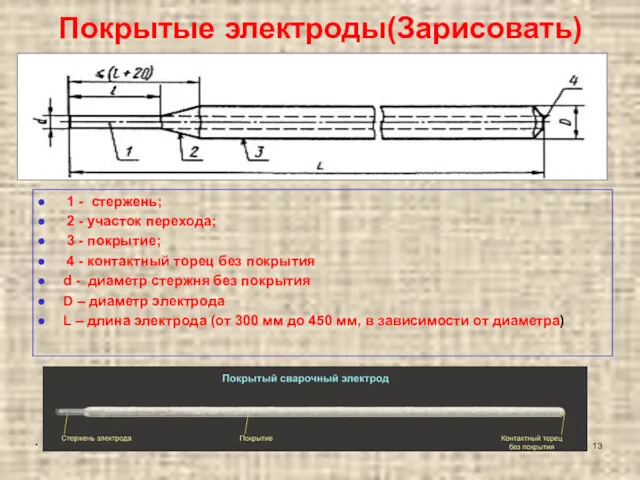
- 13. Покрытые электроды(Зарисовать) 1 - стержень; 2 - участок перехода; 3 - покрытие; 4 - контактный торец
- 15. Покрытые электроды Назначение покрытий Электродные покрытия в процессе сварки выполняют следующие важные функции: обеспечивают газошлаковую защиту
- 17. Стальные электроды Качество и свойства металла сварного шва во многом определяется правильным выбором электродов. Покрытый электрод
- 18. Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического состава, характеристик плавления, рекомендуемых режимов
- 19. Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75 и 10052-75. По ГОСТ 9467-75
- 21. Условные обозначения электрода 1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение
- 22. Условные обозначения электрода
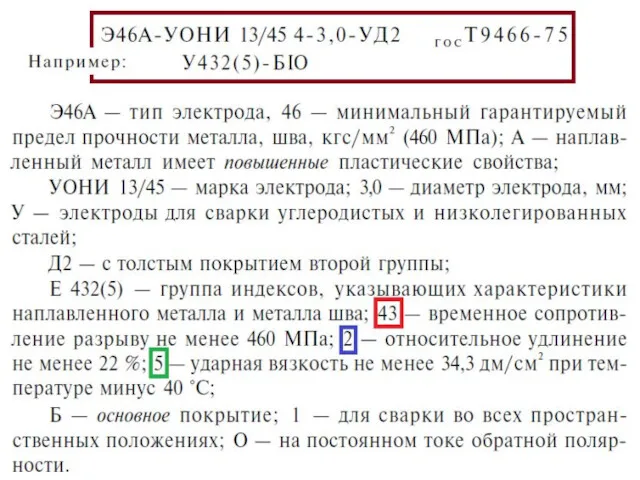
- 23. Тип электрода обозначается буквой Э, затем - цифры, характеризующие минимально гарантируемое временное сопротивление (предел прочности) наплавленного
- 25. Покрытые электроды. Классификация по назначению
- 26. Покрытые электроды Классификация по толщине покрытия
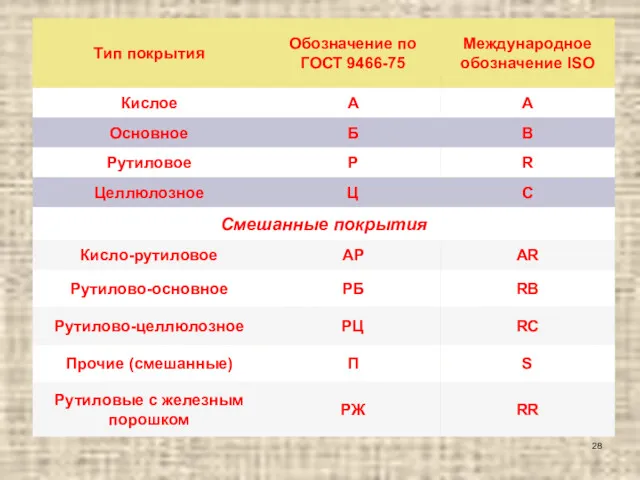
- 27. Покрытые электроды. Классификация По виду покрытия
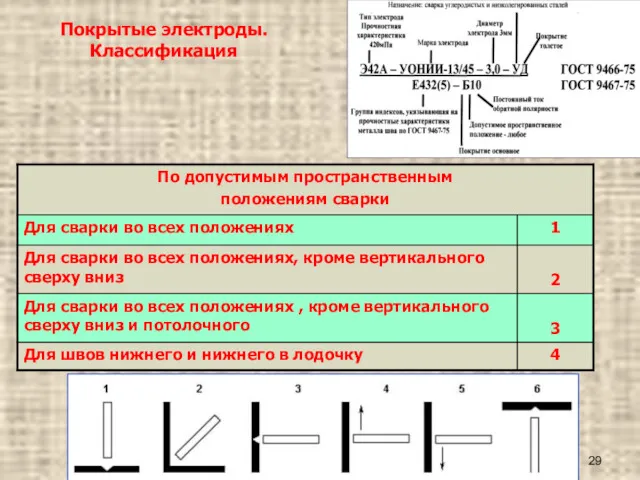
- 29. Покрытые электроды. Классификация
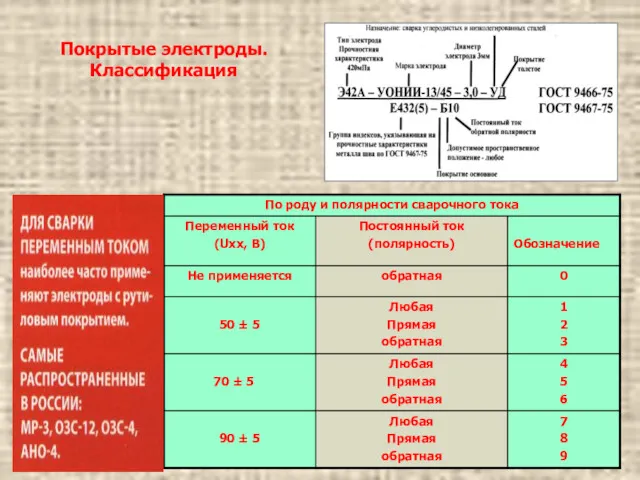
- 30. Покрытые электроды. Классификация
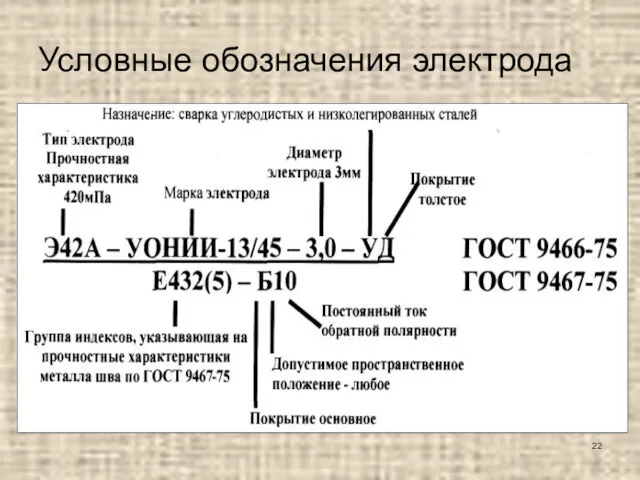
- 31. Пример условного обозначения
- 33. Скачать презентацию
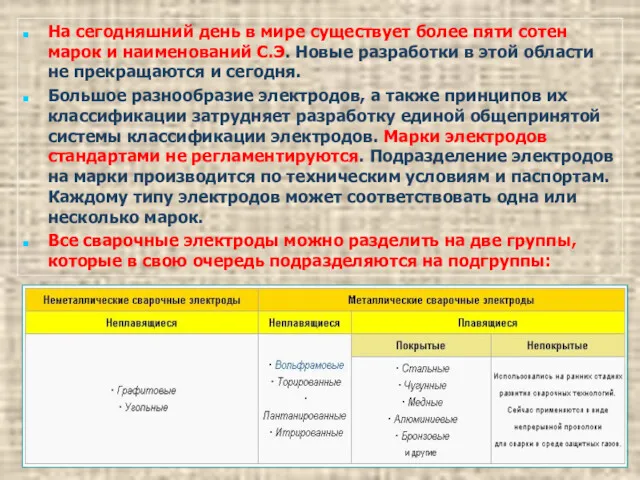
На сегодняшний день в мире существует более пяти сотен марок и
На сегодняшний день в мире существует более пяти сотен марок и
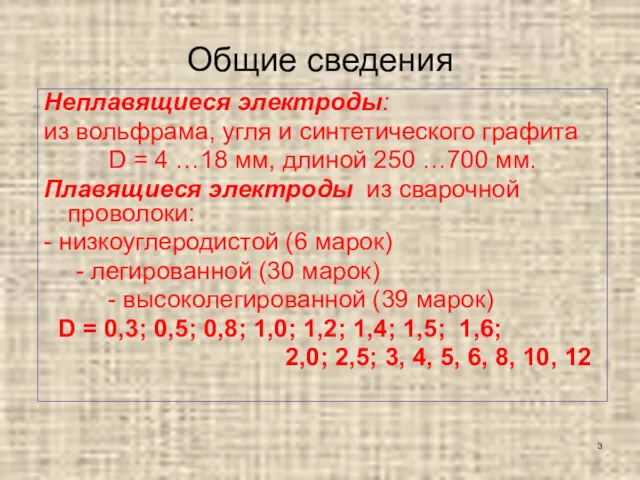
Общие сведения
Неплавящиеся электроды:
из вольфрама, угля и синтетического графита
D = 4 …18
Общие сведения
Неплавящиеся электроды:
из вольфрама, угля и синтетического графита
D = 4 …18
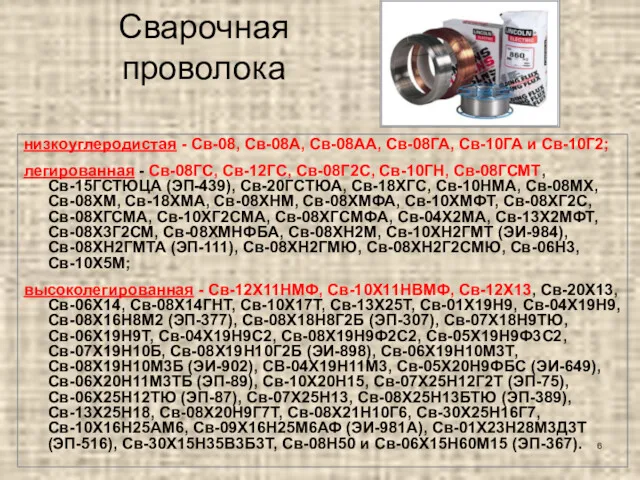
Сварочная
проволока
низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2;
легированная -
Сварочная
проволока
низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2;
легированная -
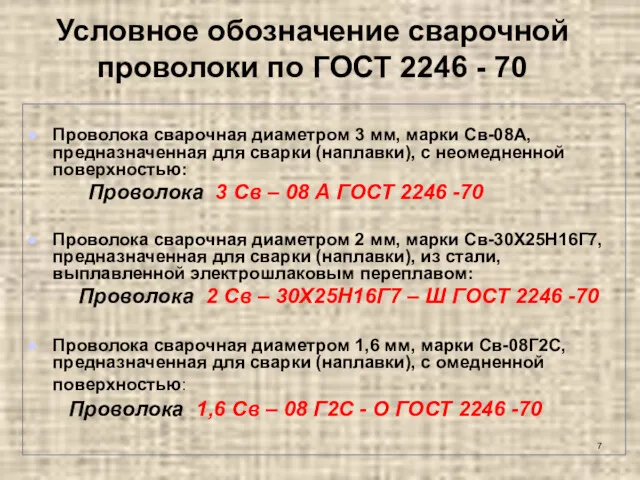
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Проволока сварочная диаметром
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Проволока сварочная диаметром

Порошковая сварочная проволока K-71TLF d=1,2 мм
Порошковая сварочная проволока для сварки
Порошковая сварочная проволока K-71TLF d=1,2 мм Порошковая сварочная проволока для сварки
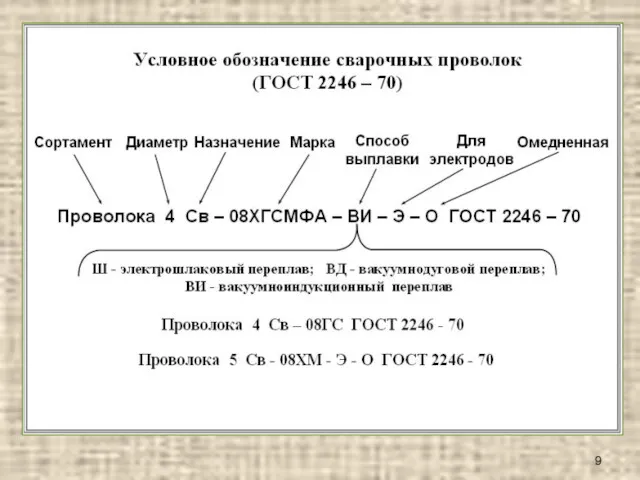
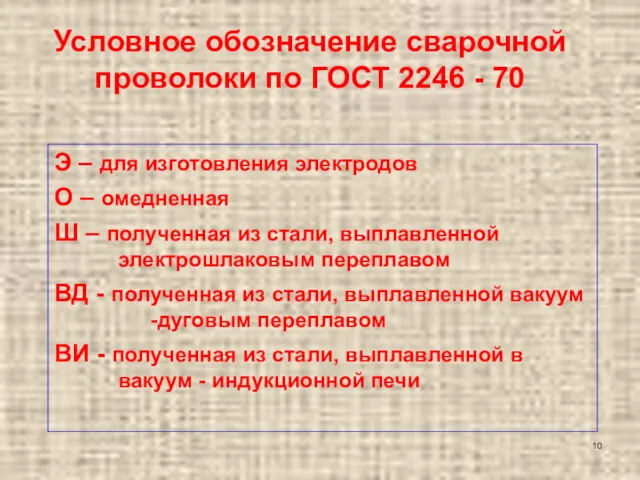
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Э – для
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Э – для
Легирующие добавки
Буква А в конце марки говорит о том, что сталь
Легирующие добавки
Буква А в конце марки говорит о том, что сталь
Легирующие добавки
Отсутствие цифр в марке сварочной проволоки – содержание менее
Легирующие добавки
Отсутствие цифр в марке сварочной проволоки – содержание менее
Покрытые электроды(Зарисовать)
1 - стержень;
2 - участок перехода;
3 -
Покрытые электроды(Зарисовать)
1 - стержень;
2 - участок перехода;
3 -
Покрытые электроды
Назначение покрытий
Электродные покрытия в процессе сварки выполняют следующие
Покрытые электроды
Назначение покрытий
Электродные покрытия в процессе сварки выполняют следующие
Стальные электроды
Качество и свойства металла сварного шва во многом определяется
Стальные электроды
Качество и свойства металла сварного шва во многом определяется

Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического
Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического
Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75
Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75
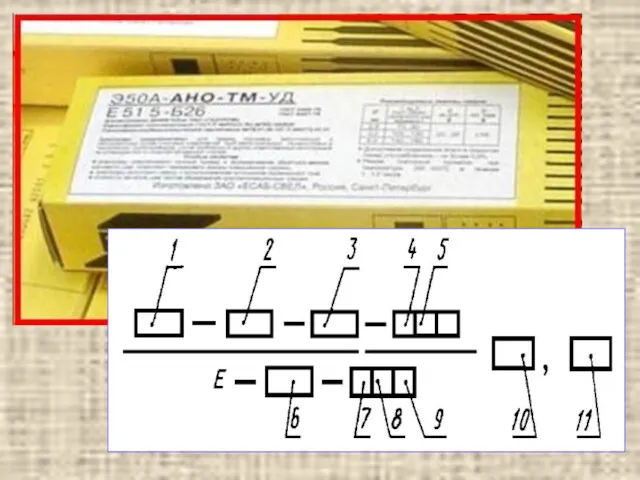
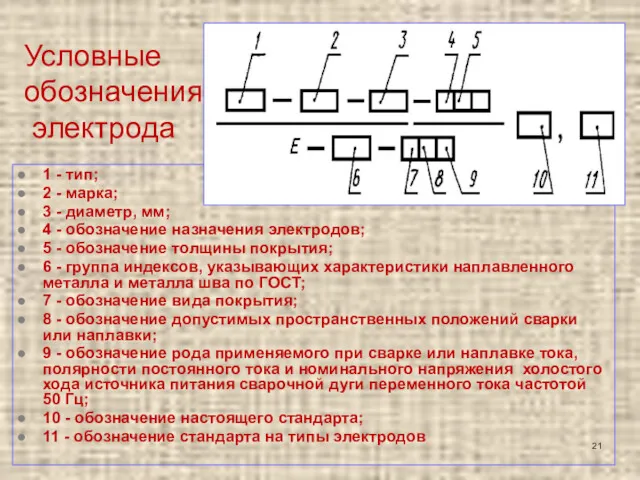
Условные
обозначения
электрода
1 - тип;
2 - марка;
3 - диаметр,
Условные
обозначения
электрода
1 - тип;
2 - марка;
3 - диаметр,
Условные обозначения электрода
Условные обозначения электрода
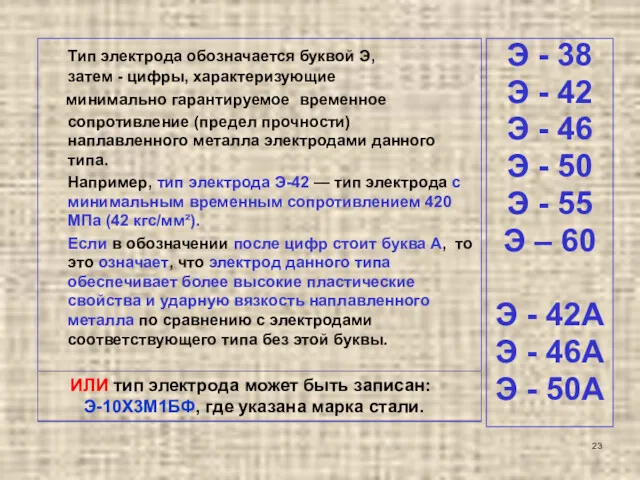
Тип электрода обозначается буквой Э,
затем - цифры, характеризующие
минимально гарантируемое временное
сопротивление (предел
Тип электрода обозначается буквой Э,
затем - цифры, характеризующие
минимально гарантируемое временное
сопротивление (предел
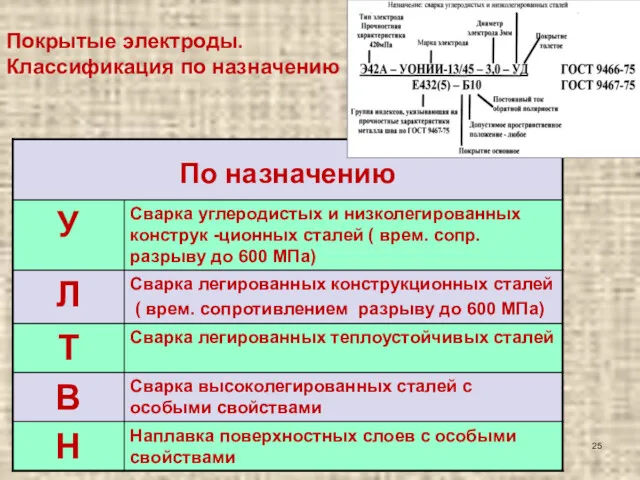
Покрытые электроды. Классификация по назначению
Покрытые электроды. Классификация по назначению
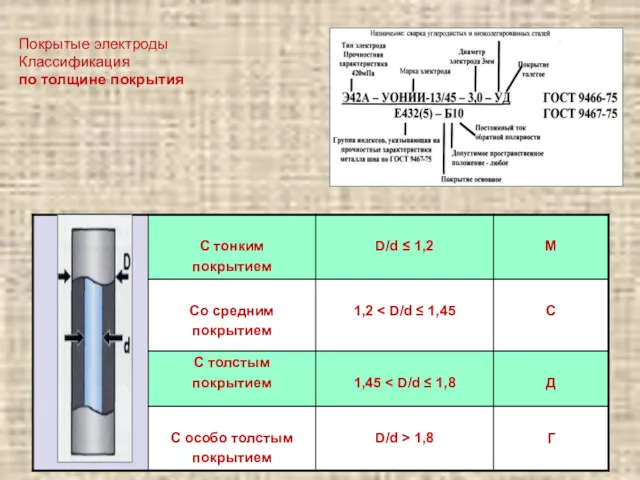
Покрытые электроды
Классификация
по толщине покрытия
Покрытые электроды
Классификация
по толщине покрытия
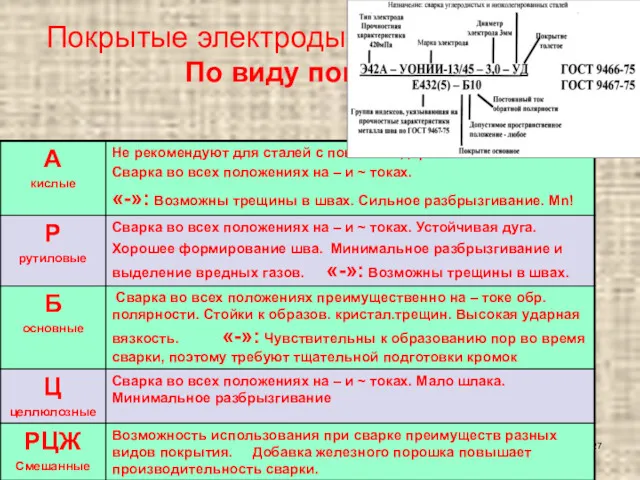
Покрытые электроды. Классификация
По виду покрытия
Покрытые электроды. Классификация
По виду покрытия
Покрытые электроды. Классификация
Покрытые электроды. Классификация
Покрытые электроды.
Классификация
Покрытые электроды.
Классификация
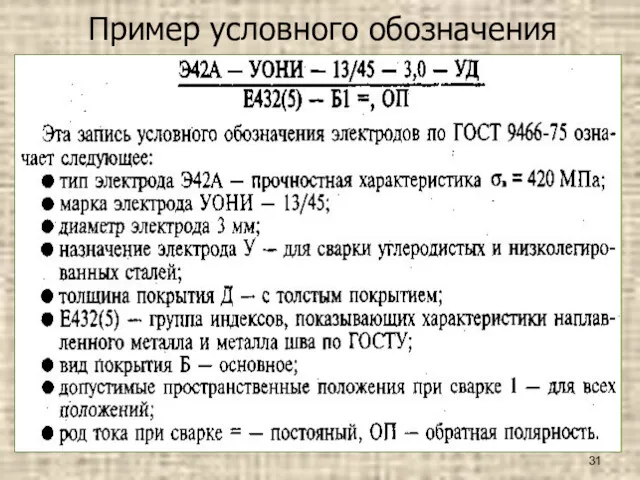
Пример условного обозначения
Пример условного обозначения
 Сочетаемость слов в языке
Сочетаемость слов в языке Путешествие в страну информатики
Путешествие в страну информатики Возвещаем о спасении через веру во Христа и готовим Его учеников на личных встречах
Возвещаем о спасении через веру во Христа и готовим Его учеников на личных встречах Визитная карточка
Визитная карточка Аренда помещений в торгово -развлекательном центре в Белой церкви
Аренда помещений в торгово -развлекательном центре в Белой церкви Игра Кто умнее семиклассника? (для 7 и 11 классов)
Игра Кто умнее семиклассника? (для 7 и 11 классов) ВП_диагностический центр
ВП_диагностический центр Портфолио учителя
Портфолио учителя Основы конституционного строя Российской Федерации
Основы конституционного строя Российской Федерации Глухие фундаментные болты
Глухие фундаментные болты Вселенная
Вселенная Знакомство с буквой Ъ и буквой Ь
Знакомство с буквой Ъ и буквой Ь Вяжущие вещества
Вяжущие вещества Как писать сжатое изложение
Как писать сжатое изложение Разработка технологической части проекта мебельных предприятий
Разработка технологической части проекта мебельных предприятий Презентация к уроку химии в 8 классе Изменение числа электронов на внешнем энергетическом уровне
Презентация к уроку химии в 8 классе Изменение числа электронов на внешнем энергетическом уровне Социальное партнерство как механизм реализации ООС
Социальное партнерство как механизм реализации ООС Профилактика речевых нарушений у детей в детском саду
Профилактика речевых нарушений у детей в детском саду Управление развитием образовательной организации
Управление развитием образовательной организации Российская нефтяная компания ПАО Татнефть
Российская нефтяная компания ПАО Татнефть Возможности Power Point
Возможности Power Point Геометрия 14.04.2020
Геометрия 14.04.2020 Конструктивная характеристика одежды, обуви и кожгалантерейных изделий
Конструктивная характеристика одежды, обуви и кожгалантерейных изделий Особенности подросткового возраста
Особенности подросткового возраста Отложенный перенос эмбрионов – новые перспективы
Отложенный перенос эмбрионов – новые перспективы Истоки холодной войны и создание военно-политических блоков
Истоки холодной войны и создание военно-политических блоков Различение звуков Ы-И.
Различение звуков Ы-И. XXI век - эпоха женщины
XXI век - эпоха женщины