- Таблетки. Биофармацевтические аспекты

Содержание
- 2. История 1844г. – в Англии заявлен патент на получение таблеток калия гидрокарбоната методом прессования. 1846г. –
- 3. Биофармацевтические аспекты достоинства полная механизация производства (высокая производительность, чистота и гигиеничность); точность дозирования ЛВ; портативность таблеток
- 4. Факторы влияющие на точность дозирования однородность таблетируемой массы (обеспечивается тщательным перемешиванием ЛВ и ВВ для равномерного
- 5. Факторы влияющие на механическую прочность взаимосцепляемость частиц механизм превращения сыпучего материала, в твердое тело – таблетку
- 6. Факторы влияющие на распадаемость Степень прочности - При достаточной механической прочности необходимо обеспечить хорошую распадаемость таблетки.
- 7. Основные группы ВВ для таблетирования Наполнители – это вещества, для придания таблетке определенной массы (если ЛВ
- 8. Связывающие вещества вводятся в сухом виде или в гранулирующем растворе в состав масс для таблетирования при
- 9. скользящие вещества парафин, гидрированные растительные жиры и масло-какао - до 2%, стеараты кальция и магния, чистая
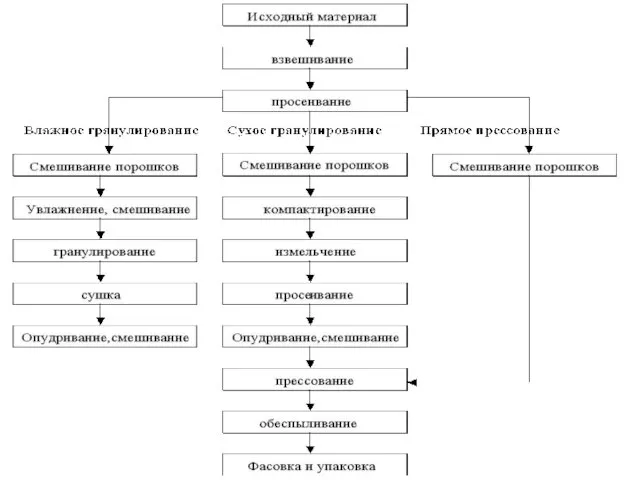
- 11. Основные технологические стадии Подготовка исходных материалов растворение (если необходимо) взвешивание сырья (в вытяжных шкафах с аспирацией)
- 12. Гранулирование - процесс превращения порошкообразного материала в зерна определенной величины, для улучшения сыпучести таблетируемой смеси и
- 13. Сухое гранулирование. если ЛВ разлагается в присутствии воды, метод, при котором порошкообразный материал подвергают первичному уплотнению
- 14. Прямое прессование - процесс прессования не гранулированных порошков позволяет исключить 3 – 4 технологические операции. Широкое
- 15. Покрытие таблеток оболочками. цели: придать таблеткам красивый внешний вид, увеличить их механическую прочность, скрыть неприятный вкус,
- 16. Пленочные покрытия Создаются на таблетках путем нанесения раствора пленкообразующего вещества с последующим удалением растворителя. При этом
- 17. Методы наненсения пленочных покрытий: в дражировочных котлах - высокопроизводительный способ при использовании покрытий на основе органических
- 18. Напрессованные покрытия. Напрессованные покрытия – это сухие покрытия, наносимые на таблетки путем прессования на специальных машинах
- 19. Тритурационные таблетки Тритурационными называются таблетки, формируемые из увлажненной массы путем ее втирания в специальную форму с
- 20. Разделы ФСП на таблетки: Название препарата на русском языке МНН на русском языке Состав Описание Подлинность
- 21. Перспективы развития ЛФ таблеток Многослойные таблетки: Сочетания ЛВ несовместимых по физико-химическим свойствам, пролонгированное действие ЛВ регуляция
- 22. Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и неорганические. Гидрофильные матрицы – из
- 23. Драже - твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного наслаивания (дражирования) лекарственных и вспомогательных
- 24. Оборудование – дражировочный котел (обдуктор). вращающийся котел овальной формы, укрепленный на наклонном валу. Скорость вращения 20-60
- 25. Гранулы ЛФ в виде крупинок круглой или цилиндрической формы, содержащая смесь лекарственных и вспомогательных веществ (сахар,
- 26. «+» сферические пеллеты с очень узким распределением частиц по размерам. За счет вращения диска, потока поступающего
- 27. Каскадный принцип используется также для получения пеллетов со слоистой структурой. При этом структура пеллет определяется процессом
- 28. Порошок смешивается и увлажняется в роторе с псевдоожиженным слоем. Подача растворителя или связующего вещества в роторе
- 29. Технология струйного псевдоожижения Гранулирование, пеллетирование нанесение покрытий, на особо мелкодисперсные, особо грубодисперсные и полидисперсные продукты. За
- 31. Скачать презентацию
История
1844г. – в Англии заявлен патент на получение таблеток калия гидрокарбоната
История
1844г. – в Англии заявлен патент на получение таблеток калия гидрокарбоната
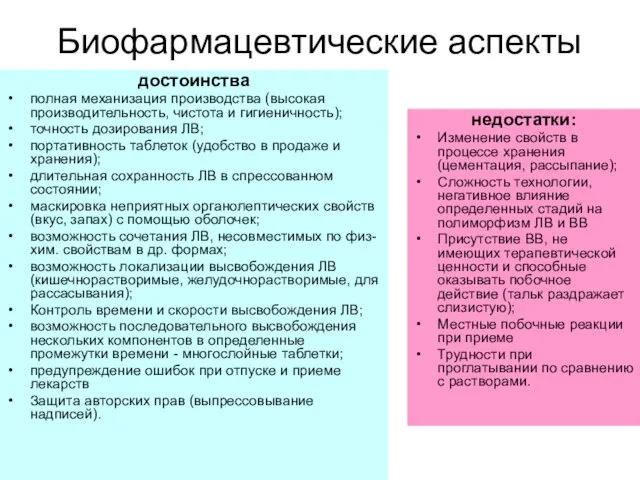
Биофармацевтические аспекты
достоинства
полная механизация производства (высокая производительность, чистота и гигиеничность);
точность дозирования ЛВ;
портативность
Биофармацевтические аспекты
достоинства
полная механизация производства (высокая производительность, чистота и гигиеничность);
точность дозирования ЛВ;
портативность
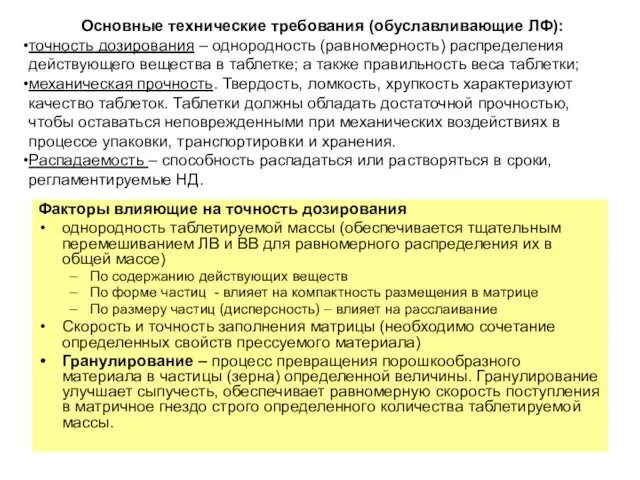
Факторы влияющие на точность дозирования
однородность таблетируемой массы (обеспечивается тщательным перемешиванием ЛВ
Факторы влияющие на точность дозирования
однородность таблетируемой массы (обеспечивается тщательным перемешиванием ЛВ
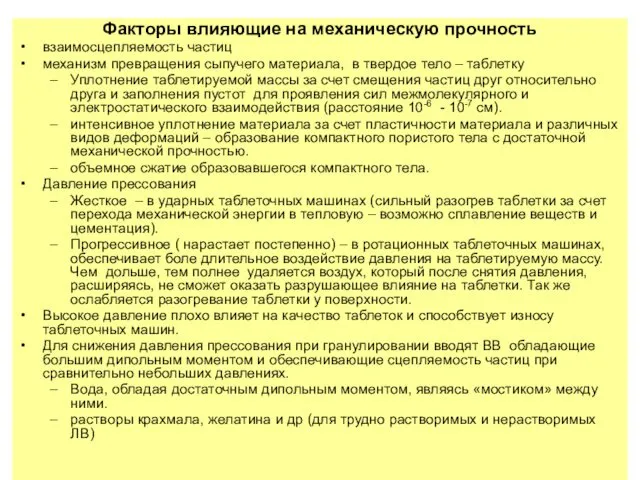
Факторы влияющие на механическую прочность
взаимосцепляемость частиц
механизм превращения сыпучего материала, в
Факторы влияющие на механическую прочность
взаимосцепляемость частиц
механизм превращения сыпучего материала, в
Факторы влияющие на распадаемость
Степень прочности - При достаточной механической прочности необходимо
Факторы влияющие на распадаемость
Степень прочности - При достаточной механической прочности необходимо
Основные группы ВВ для таблетирования
Наполнители – это вещества, для придания таблетке
Основные группы ВВ для таблетирования
Наполнители – это вещества, для придания таблетке
Связывающие вещества вводятся в сухом виде или в гранулирующем растворе в
Связывающие вещества вводятся в сухом виде или в гранулирующем растворе в
скользящие вещества
парафин, гидрированные растительные жиры и масло-какао - до 2%,
скользящие вещества
парафин, гидрированные растительные жиры и масло-какао - до 2%,
Основные технологические стадии
Подготовка исходных материалов
растворение (если необходимо)
взвешивание сырья (в вытяжных шкафах
Основные технологические стадии
Подготовка исходных материалов
растворение (если необходимо)
взвешивание сырья (в вытяжных шкафах
Гранулирование - процесс превращения порошкообразного материала в зерна определенной величины, для
Гранулирование - процесс превращения порошкообразного материала в зерна определенной величины, для
Сухое гранулирование.
если ЛВ разлагается в присутствии воды,
метод, при котором порошкообразный
Сухое гранулирование.
если ЛВ разлагается в присутствии воды,
метод, при котором порошкообразный
Прямое прессование - процесс прессования не гранулированных порошков позволяет исключить 3
Прямое прессование - процесс прессования не гранулированных порошков позволяет исключить 3
Покрытие таблеток оболочками.
цели:
придать таблеткам красивый внешний вид,
увеличить их механическую
Покрытие таблеток оболочками.
цели:
придать таблеткам красивый внешний вид,
увеличить их механическую
Пленочные покрытия
Создаются на таблетках путем нанесения раствора пленкообразующего вещества с последующим
Пленочные покрытия
Создаются на таблетках путем нанесения раствора пленкообразующего вещества с последующим
Методы наненсения пленочных покрытий:
в дражировочных котлах - высокопроизводительный способ при использовании
Методы наненсения пленочных покрытий:
в дражировочных котлах - высокопроизводительный способ при использовании
Напрессованные покрытия.
Напрессованные покрытия – это сухие покрытия, наносимые на таблетки
Напрессованные покрытия.
Напрессованные покрытия – это сухие покрытия, наносимые на таблетки
Тритурационные таблетки
Тритурационными называются таблетки, формируемые из увлажненной массы путем ее втирания
Тритурационные таблетки
Тритурационными называются таблетки, формируемые из увлажненной массы путем ее втирания
Разделы ФСП на таблетки:
Название препарата на русском языке
МНН на русском языке
Состав
Описание
Подлинность
Средняя
Разделы ФСП на таблетки:
Название препарата на русском языке
МНН на русском языке
Состав
Описание
Подлинность
Средняя
Перспективы развития ЛФ таблеток
Многослойные таблетки:
Сочетания ЛВ несовместимых по физико-химическим свойствам,
пролонгированное
Перспективы развития ЛФ таблеток
Многослойные таблетки:
Сочетания ЛВ несовместимых по физико-химическим свойствам,
пролонгированное
Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и
Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и
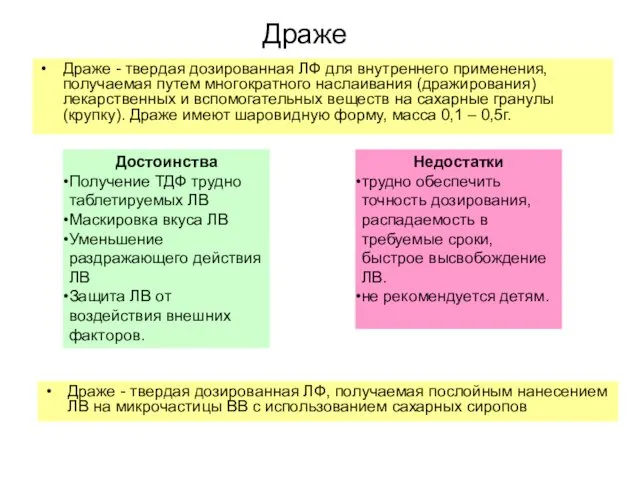
Драже - твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного
Драже - твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного
Оборудование – дражировочный котел (обдуктор). вращающийся котел овальной формы, укрепленный на
Оборудование – дражировочный котел (обдуктор). вращающийся котел овальной формы, укрепленный на
Гранулы
ЛФ в виде крупинок круглой или цилиндрической формы, содержащая смесь лекарственных
Гранулы
ЛФ в виде крупинок круглой или цилиндрической формы, содержащая смесь лекарственных
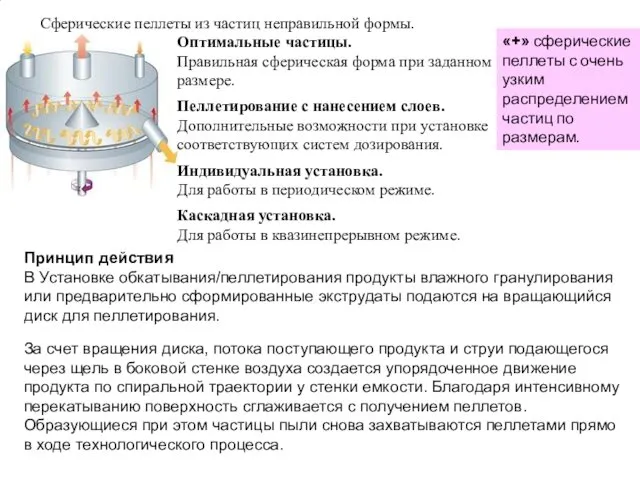
«+» сферические пеллеты с очень узким распределением частиц по размерам.
За счет
«+» сферические пеллеты с очень узким распределением частиц по размерам.
За счет

Каскадный принцип используется также для получения пеллетов со слоистой структурой.
При
Каскадный принцип используется также для получения пеллетов со слоистой структурой.
При
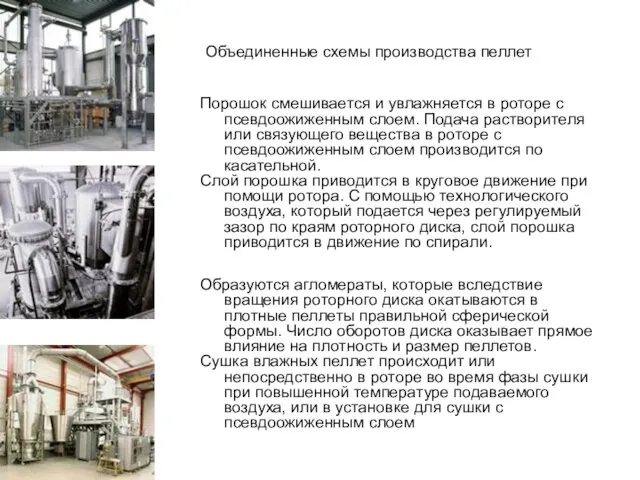
Порошок смешивается и увлажняется в роторе с псевдоожиженным слоем. Подача растворителя
Порошок смешивается и увлажняется в роторе с псевдоожиженным слоем. Подача растворителя
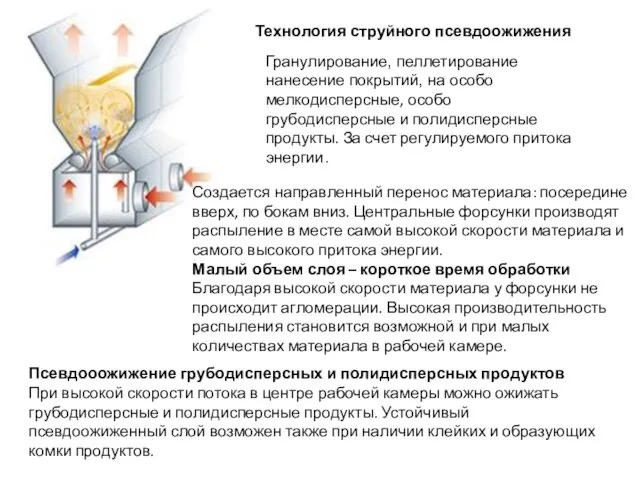
Технология струйного псевдоожижения
Гранулирование, пеллетирование нанесение покрытий, на особо мелкодисперсные, особо грубодисперсные
Технология струйного псевдоожижения
Гранулирование, пеллетирование нанесение покрытий, на особо мелкодисперсные, особо грубодисперсные
 Психоаналитическая концепция личности
Психоаналитическая концепция личности Презентация к занятию по риторике № 14 Слушаем и стараемся понять ... (2 класс)
Презентация к занятию по риторике № 14 Слушаем и стараемся понять ... (2 класс) конспект занятия по социально -коммуникативному развитию по теме Служба 01 всегда на страже Конспект занятия НОД по области Социально – коммуникативное развитие в старшей группе № 15 Знайки&raqu
конспект занятия по социально -коммуникативному развитию по теме Служба 01 всегда на страже Конспект занятия НОД по области Социально – коммуникативное развитие в старшей группе № 15 Знайки&raqu проект Учимся быть здоровыми
проект Учимся быть здоровыми Как встречают Новый год люди всех земных широт
Как встречают Новый год люди всех земных широт Родительское собрание на тему Домашние задания
Родительское собрание на тему Домашние задания Расчет и проектирование двутавровой балки для заданных условий работы
Расчет и проектирование двутавровой балки для заданных условий работы Краеведение
Краеведение Общение педагога с родителями воспитанников
Общение педагога с родителями воспитанников Отчет совета молодежи
Отчет совета молодежи Хранящие память
Хранящие память Робот STR-17 на платформе Аrduino
Робот STR-17 на платформе Аrduino Метод проектов на занятиях в творческой мастерской Рукодельница
Метод проектов на занятиях в творческой мастерской Рукодельница Мой город. Мой дом. Моя улица. Дидактические игры для дошкольников
Мой город. Мой дом. Моя улица. Дидактические игры для дошкольников Экономическая теория, как наука. (Тема 1)
Экономическая теория, как наука. (Тема 1) Презентация для уроков ОБЖ в 1-4 классах на туму Советы пешеходам Диск
Презентация для уроков ОБЖ в 1-4 классах на туму Советы пешеходам Диск Технологическая карта урока
Технологическая карта урока Божья коровка
Божья коровка edvard_grig
edvard_grig Основы волонтёрского движения
Основы волонтёрского движения Мир вокруг нас
Мир вокруг нас проектно-исследовательская работаЖестяная банка
проектно-исследовательская работаЖестяная банка Оценка на уроке
Оценка на уроке Основные типы установок высокой эффективности
Основные типы установок высокой эффективности Фотограмметрия. Геометрические и физические основы фотограмметрии. (Лекция 2)
Фотограмметрия. Геометрические и физические основы фотограмметрии. (Лекция 2) Анализ финансовой устойчивости предприятия
Анализ финансовой устойчивости предприятия Русская православная церковь
Русская православная церковь Историческое сочинение
Историческое сочинение