Технології і принципи побудови автоматизованих систем для неруйнівного контролю відповідальних зварних конструкцій презентация
- Технології і принципи побудови автоматизованих систем для неруйнівного контролю відповідальних зварних конструкцій

Содержание
- 2. . Наявність дефектів типу розшарувань в основному металі прикромкової зони зварного з’єднання може спровокувати дефекти в
- 3. ТЕХНОЛОГІЯ ДІАГНОСТУВАННЯ ТЕХНІЧНОГО СТАНУ ТРУБОПРОВІДНИХ СИСТЕМ ЗАСОБАМИ НИЗЬКОЧАСТОТНОГО УЛЬТРАЗВУКУ . Контроль підземної ділянки діючої теплотраси (труба
- 4. ЦИФРОВІ ТЕХНОЛОГІЇ БЕЗПЛІВКОВОЇ РАДІОГРАФІЇ (ФЛЕШ-РАДІОГРАФІЯ) Контроль технологічного трубопроводу Ø114 мм цифровою системою на основі телевізійної камери
- 5. ТЕХНОЛОГІЇ ТЕПЛОВІЗІЙНОГО КОНТРОЛЮ ДЛЯ ВИЯВЛЕННЯ ДЕФЕКТІВ В НЕРОЗ'ЄМНИХ ТЕХНОЛОГІЧНИХ З'ЄДНАННЯХ . Нерівномірне нагрівання поверхні торців труб
- 6. . ДОСЛІДЖЕННЯ ТА АНАЛІЗ ТЕХНОЛОГІЧНИХ МОЖЛИВОСТЕЙ ДЕФЕКТОСКОПІЧНИХ МАТЕРІАЛІВ ДЛЯ КОНТРОЛЮ МЕТОДАМИ ПРОНИКАЮЧИХ РЕЧОВИН В ЗВАРЮВАЛЬНОМУ ВИРОБНИЦТВІ
- 8. Скачать презентацию
.
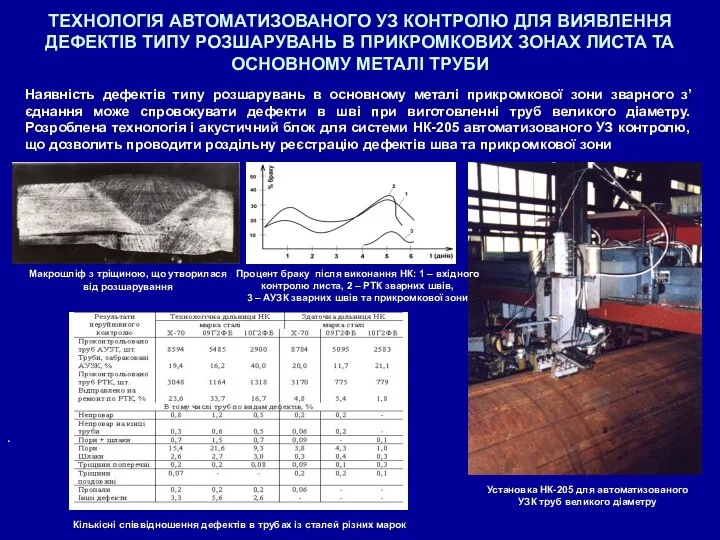
Наявність дефектів типу розшарувань в основному металі прикромкової зони зварного
.
Наявність дефектів типу розшарувань в основному металі прикромкової зони зварного
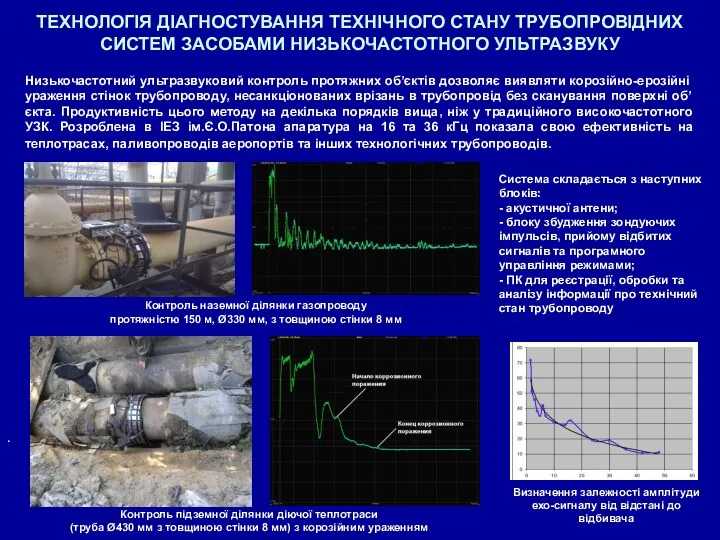
ТЕХНОЛОГІЯ ДІАГНОСТУВАННЯ ТЕХНІЧНОГО СТАНУ ТРУБОПРОВІДНИХ СИСТЕМ ЗАСОБАМИ НИЗЬКОЧАСТОТНОГО УЛЬТРАЗВУКУ
.
Контроль
ТЕХНОЛОГІЯ ДІАГНОСТУВАННЯ ТЕХНІЧНОГО СТАНУ ТРУБОПРОВІДНИХ СИСТЕМ ЗАСОБАМИ НИЗЬКОЧАСТОТНОГО УЛЬТРАЗВУКУ
.
Контроль

ЦИФРОВІ ТЕХНОЛОГІЇ БЕЗПЛІВКОВОЇ РАДІОГРАФІЇ (ФЛЕШ-РАДІОГРАФІЯ)
Контроль технологічного трубопроводу Ø114 мм цифровою системою
ЦИФРОВІ ТЕХНОЛОГІЇ БЕЗПЛІВКОВОЇ РАДІОГРАФІЇ (ФЛЕШ-РАДІОГРАФІЯ)
Контроль технологічного трубопроводу Ø114 мм цифровою системою
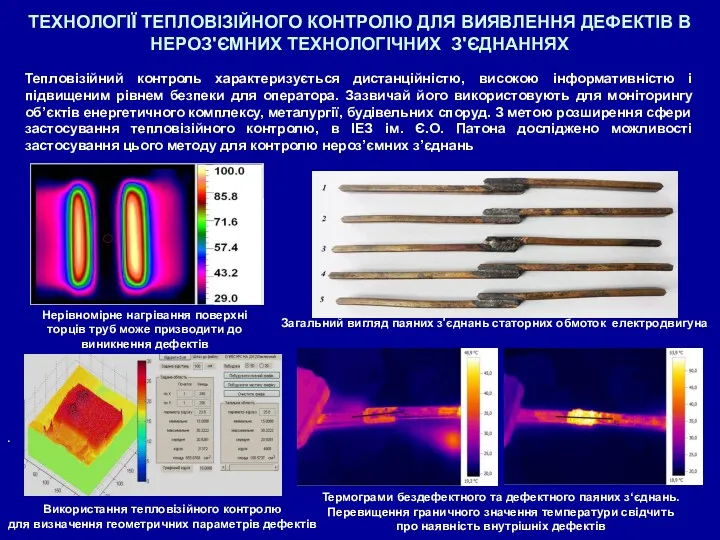
ТЕХНОЛОГІЇ ТЕПЛОВІЗІЙНОГО КОНТРОЛЮ ДЛЯ ВИЯВЛЕННЯ ДЕФЕКТІВ В НЕРОЗ'ЄМНИХ ТЕХНОЛОГІЧНИХ З'ЄДНАННЯХ
.
ТЕХНОЛОГІЇ ТЕПЛОВІЗІЙНОГО КОНТРОЛЮ ДЛЯ ВИЯВЛЕННЯ ДЕФЕКТІВ В НЕРОЗ'ЄМНИХ ТЕХНОЛОГІЧНИХ З'ЄДНАННЯХ
.

.
ДОСЛІДЖЕННЯ ТА АНАЛІЗ ТЕХНОЛОГІЧНИХ МОЖЛИВОСТЕЙ
ДЕФЕКТОСКОПІЧНИХ МАТЕРІАЛІВ ДЛЯ КОНТРОЛЮ МЕТОДАМИ
ПРОНИКАЮЧИХ РЕЧОВИН
.
ДОСЛІДЖЕННЯ ТА АНАЛІЗ ТЕХНОЛОГІЧНИХ МОЖЛИВОСТЕЙ
ДЕФЕКТОСКОПІЧНИХ МАТЕРІАЛІВ ДЛЯ КОНТРОЛЮ МЕТОДАМИ
ПРОНИКАЮЧИХ РЕЧОВИН
 Совершенствование технологии продажи товаров и обслуживания покупателя
Совершенствование технологии продажи товаров и обслуживания покупателя Крупнейшие корпорации Австралии
Крупнейшие корпорации Австралии Инструкция по организации движения поездов и маневровой работы на железнодорожном транспорте Российской Федерации
Инструкция по организации движения поездов и маневровой работы на железнодорожном транспорте Российской Федерации 20230918_slaydy_k_uroku
20230918_slaydy_k_uroku Молекулярная кухня, как вид современного искусства
Молекулярная кухня, как вид современного искусства Оперативная хирургия и топографическая анатомия
Оперативная хирургия и топографическая анатомия Нетканые материалы
Нетканые материалы Проектная работа
Проектная работа Пьер и Мария Кюри
Пьер и Мария Кюри Игровое дидактическое пособие
Игровое дидактическое пособие Мебельная фурнитура
Мебельная фурнитура Функции современной семьи
Функции современной семьи Родительское собрание. Итоги контрольных работ по математике и обучению грамоте
Родительское собрание. Итоги контрольных работ по математике и обучению грамоте Создания в классе развивающей среды как условия повышения образовательного потенциала обучающихся
Создания в классе развивающей среды как условия повышения образовательного потенциала обучающихся Кафедра теории и истории государства и права
Кафедра теории и истории государства и права Презентация Новые стандарты образования Диск
Презентация Новые стандарты образования Диск Курский областной клинический онкологический диспансер
Курский областной клинический онкологический диспансер Физическая работоспособность спортсмена
Физическая работоспособность спортсмена Классификация веществ. Массовая доля вещества в растворе
Классификация веществ. Массовая доля вещества в растворе ПРЕЗЕНТАЦИЯ Самообразование педагогов в ДОУ
ПРЕЗЕНТАЦИЯ Самообразование педагогов в ДОУ My room
My room Мультипликация, как средство подготовки дошкольников к обучению в школе
Мультипликация, как средство подготовки дошкольников к обучению в школе Pe^epaT no gncunn.iMHe Co^Ha^bHbIe ^aKTopbi aganTHBHOH $H3HnecKOH
Pe^epaT no gncunn.iMHe Co^Ha^bHbIe ^aKTopbi aganTHBHOH $H3HnecKOH Перспективы использования систем редактирования генома в области клеточных технологий
Перспективы использования систем редактирования генома в области клеточных технологий Артериалды гипертензия кезінде калийді қолдану тиімділігі
Артериалды гипертензия кезінде калийді қолдану тиімділігі Мастерская Деда Мороза
Мастерская Деда Мороза Равенство. Прямоугольный треугольник
Равенство. Прямоугольный треугольник Родительское собрание для будущих первоклассников.
Родительское собрание для будущих первоклассников.