- Технологический процесс изготовления стенки для прихожей

Содержание
- 2. Древесина очень популярно используется в народном хозяйстве, промышленности, быту, как в натуральном, так и в переработанном
- 3. Так же сейчас активно используются технологии по вторичной переработке отходов и производство материалов заменяющих древесину. Это
- 4. Материал для изготовления моей стенки- ламинированная ДСП. ДСП представляет собой плиточный материал, в котором 82 -
- 5. Прихожая изготавливается из ламинированного ДСП толщиной 16 мм. Для фасадов использован рамочный МДФ профиль со вставкой
- 6. Для изготовления прихожей потребуются следующие инструменты: Для разметки: Карандаш Метр, рулетка Угольник Уровень Молоток Отвёртки разные
- 7. Изготовление стенки для прихожей Для начала приведу общую деталировку изделия, по номерам деталей. Далее в описании
- 8. Деталировка фасадов Для начала приведу общую деталировку изделия, по номерам деталей. Далее в описании сборочных схем,
- 9. Изготовление и сборка После того как все заготовки шкафа изготовлены ,приступаем к сборке шкафа для верхней
- 10. Порядок сборки прихожей. Собирается прихожая начиная со шкафа, затем обувная тумба и тумба высокая. Эти элементы
- 11. Техника безопасности на производстве. Прежде чем преступить к работе, рабочий обязан пройти ВВОДНЫЙ инструктаж по общим
- 12. При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие общие правила техники безопасности: -нельзя
- 13. Рабочее место и уход за ним. Основным оборудованием рабочего места при ручной обработке древесины служит столярный
- 14. Автоматизация мебельного производства Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам. По назначению
- 16. Скачать презентацию
Древесина очень популярно используется в народном хозяйстве, промышленности, быту, как
Древесина очень популярно используется в народном хозяйстве, промышленности, быту, как
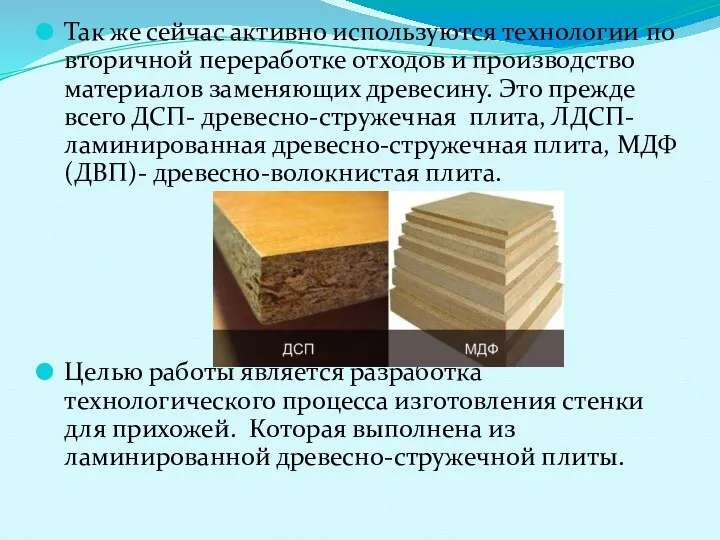
Так же сейчас активно используются технологии по вторичной переработке отходов и
Так же сейчас активно используются технологии по вторичной переработке отходов и
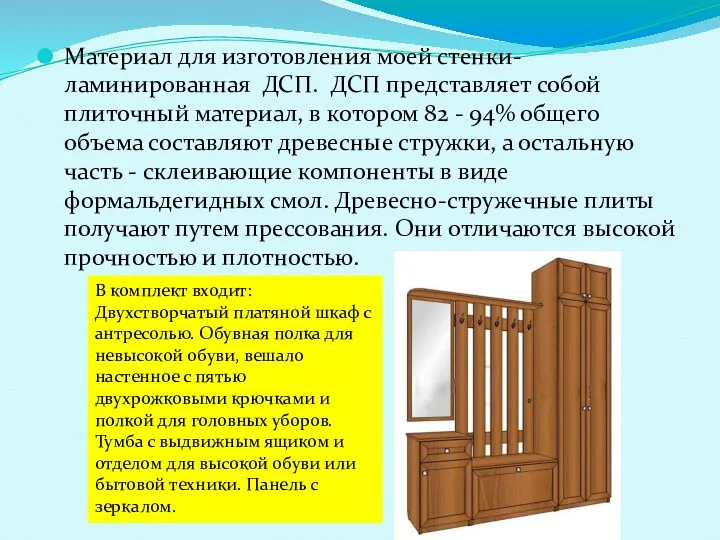
Материал для изготовления моей стенки- ламинированная ДСП. ДСП представляет собой плиточный
Материал для изготовления моей стенки- ламинированная ДСП. ДСП представляет собой плиточный
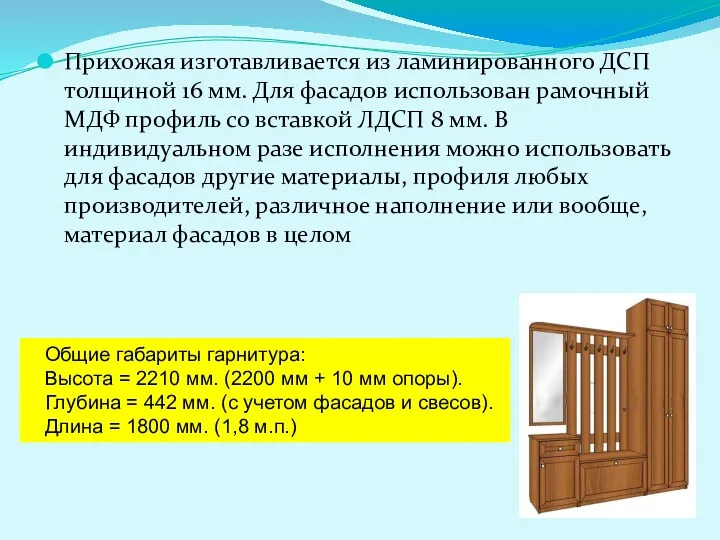
Прихожая изготавливается из ламинированного ДСП толщиной 16 мм. Для фасадов использован
Прихожая изготавливается из ламинированного ДСП толщиной 16 мм. Для фасадов использован

Для изготовления прихожей потребуются следующие инструменты:
Для разметки:
Карандаш
Метр, рулетка
Угольник
Уровень
Молоток
Отвёртки разные
Для изготовления и
Для изготовления прихожей потребуются следующие инструменты:
Для разметки:
Карандаш
Метр, рулетка
Угольник
Уровень
Молоток
Отвёртки разные
Для изготовления и

Изготовление стенки для прихожей
Для начала приведу общую деталировку изделия, по
Изготовление стенки для прихожей
Для начала приведу общую деталировку изделия, по
Деталировка фасадов
Для начала приведу общую деталировку изделия, по номерам деталей. Далее
Деталировка фасадов
Для начала приведу общую деталировку изделия, по номерам деталей. Далее
Изготовление и сборка
После того как все заготовки шкафа изготовлены ,приступаем к
Изготовление и сборка
После того как все заготовки шкафа изготовлены ,приступаем к
Порядок сборки прихожей. Собирается прихожая начиная со шкафа, затем обувная тумба
Порядок сборки прихожей. Собирается прихожая начиная со шкафа, затем обувная тумба
Техника безопасности на производстве.
Прежде чем преступить к работе, рабочий обязан пройти
Техника безопасности на производстве.
Прежде чем преступить к работе, рабочий обязан пройти
При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие
При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие
Рабочее место и уход за ним.
Основным оборудованием рабочего места при ручной
Рабочее место и уход за ним.
Основным оборудованием рабочего места при ручной
Автоматизация мебельного производства
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по
Автоматизация мебельного производства
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по
 Геометрические задачи практического содержания в вариантах ГИА
Геометрические задачи практического содержания в вариантах ГИА Дискуссионные проблемы. Задание 25 по истории
Дискуссионные проблемы. Задание 25 по истории Формы и виды публичной коммуникации
Формы и виды публичной коммуникации Роль нефти и углеводородных газов в мировом и российском топливно-энергетическом балансах
Роль нефти и углеводородных газов в мировом и российском топливно-энергетическом балансах Розвиток металургii
Розвиток металургii Сетевые черви и защита от них
Сетевые черви и защита от них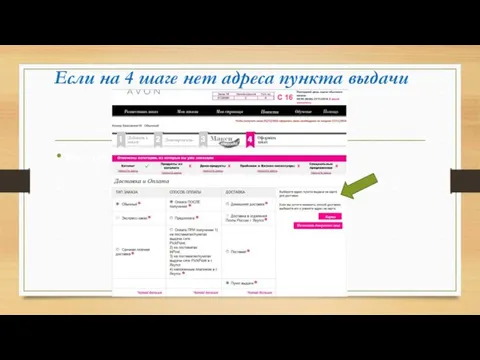 Отправка заказа Avon
Отправка заказа Avon транспорт
транспорт Театрально- интегрированная деятельность для детей старше-подготовительного возраста
Театрально- интегрированная деятельность для детей старше-подготовительного возраста Наш коллектив
Наш коллектив Урок в 8 классе Генетическая связь веществ
Урок в 8 классе Генетическая связь веществ Гипертоническая болезнь
Гипертоническая болезнь Презентация Я здесь живу, и край мне этот дорог.История развития поселка Первомайский
Презентация Я здесь живу, и край мне этот дорог.История развития поселка Первомайский Образование СССР. Внешняя политика СССР в 1921-1927 годах
Образование СССР. Внешняя политика СССР в 1921-1927 годах Получение гидролизатов из пивной дробины и изучение условий культивирования на них разных видов дрожжей
Получение гидролизатов из пивной дробины и изучение условий культивирования на них разных видов дрожжей Фруктовый сад-загадки
Фруктовый сад-загадки Иудаизм в культуре
Иудаизм в культуре Фундаментальные физические явления наноэлектроники
Фундаментальные физические явления наноэлектроники Роль супервайзера в достижении лидерства ТМ Nemiroff в рознице в г. Одесса
Роль супервайзера в достижении лидерства ТМ Nemiroff в рознице в г. Одесса Грозова енергетика
Грозова енергетика Презентация к внеклассному мероприятию Здравствуй, Зимушка-зима
Презентация к внеклассному мероприятию Здравствуй, Зимушка-зима Мероприятия по раннему выявлению незаконного потребления наркотических средств и психотропных веществ
Мероприятия по раннему выявлению незаконного потребления наркотических средств и психотропных веществ e0ef78602e2a8994
e0ef78602e2a8994 Материаловедение. Технология конструкционных материалов. Материалы и материаловедение. (Тема 1)
Материаловедение. Технология конструкционных материалов. Материалы и материаловедение. (Тема 1)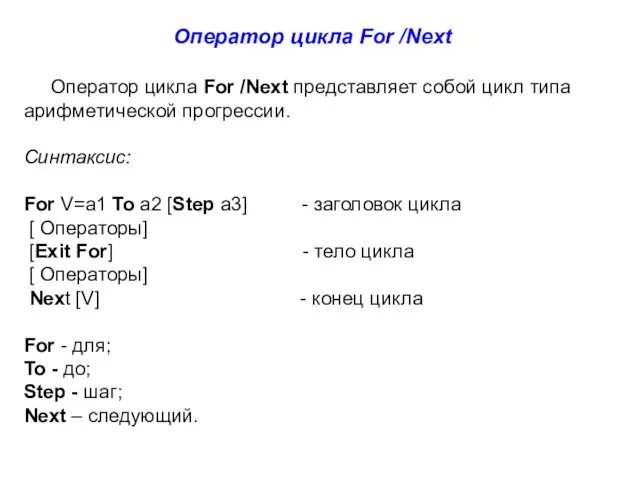 Оператор цикла For/Next
Оператор цикла For/Next Образ тургеневской девушки
Образ тургеневской девушки Интегрированное занятие Жили-были мама коза с козлятами
Интегрированное занятие Жили-были мама коза с козлятами Воспитательный процесс. Содержание воспитания
Воспитательный процесс. Содержание воспитания