- Технологический процесс изготовления сварной конструкции

Содержание
- 2. Цель работы Изучить технологический процесс изготовления сварочной конструкции – Ограждение Собрать и сварить данную конструкцию
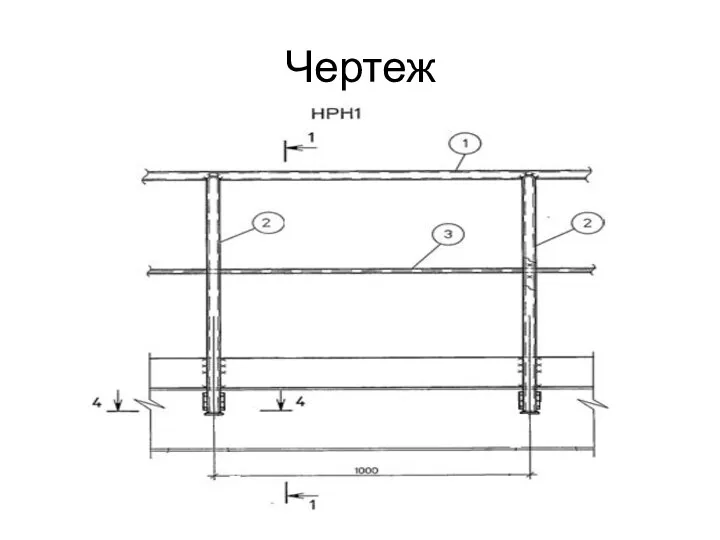
- 3. Чертеж конструкции
- 4. Подбор Оборудования
- 5. Э46-ОЗС-12-4.0-УД / И-432-Р-26 ГОСТ 9466-75 ГОСТ 9467-75 ГОСТ 59224-75 Э46 - тип электрода ОЗС-12 - марка
- 6. Режимы сварки Ток выбирается в зависимости от диаметра электрода. Для выбора тока в нижнем положении можно
- 7. Чертеж
- 8. Гост5264-80Т1∆3 Гост5264-80Н1 ∆3 Гост5264-80 – Гост сварки Т – Тавровое соединение 1 – Шов односторонний без
- 9. Контроль Качества Технический осмотр включает один метод – внешний осмотр измерение поверхностных и сквозных дефектов
- 11. Скачать презентацию
Цель работы
Изучить технологический процесс изготовления сварочной конструкции – Ограждение
Собрать и
Цель работы
Изучить технологический процесс изготовления сварочной конструкции – Ограждение
Собрать и
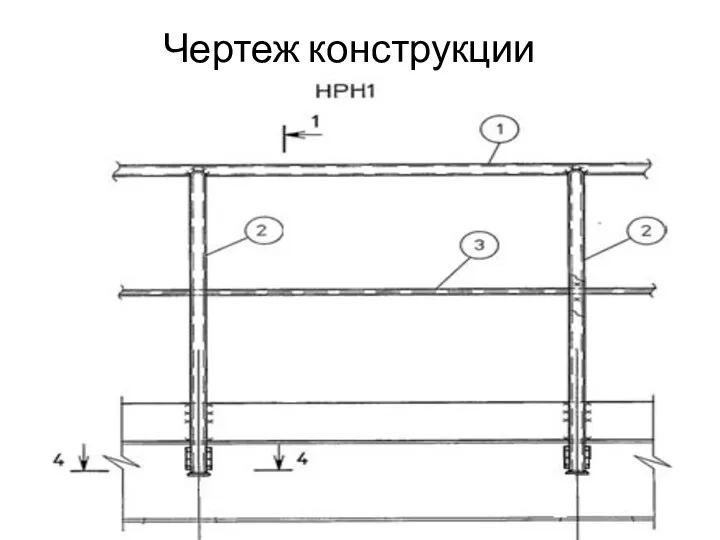
Чертеж конструкции
Чертеж конструкции

Подбор Оборудования
Подбор Оборудования
Э46-ОЗС-12-4.0-УД / И-432-Р-26
ГОСТ 9466-75
ГОСТ 9467-75
ГОСТ 59224-75
Э46 - тип электрода
ОЗС-12 -
Э46-ОЗС-12-4.0-УД / И-432-Р-26
ГОСТ 9466-75
ГОСТ 9467-75
ГОСТ 59224-75
Э46 - тип электрода
ОЗС-12 -
Режимы сварки
Ток выбирается в зависимости от диаметра электрода. Для выбора тока
Режимы сварки
Ток выбирается в зависимости от диаметра электрода. Для выбора тока
Чертеж
Чертеж
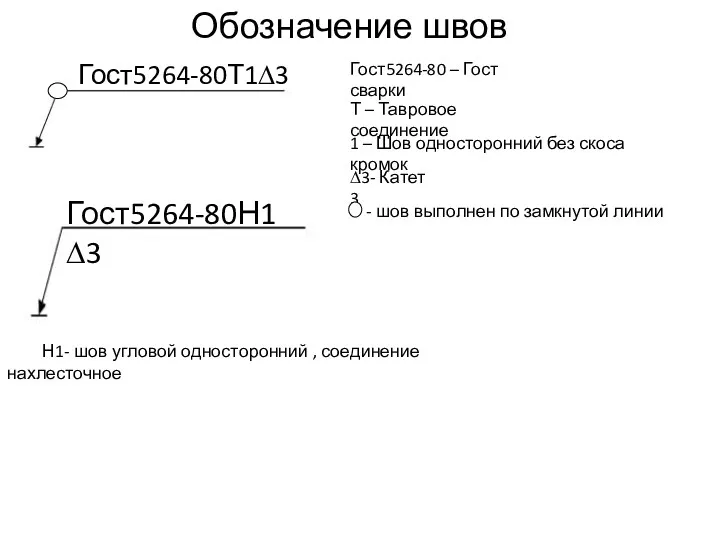
Гост5264-80Т1∆3
Гост5264-80Н1 ∆3
Гост5264-80 – Гост сварки
Т – Тавровое соединение
1 – Шов односторонний
Гост5264-80Т1∆3
Гост5264-80Н1 ∆3
Гост5264-80 – Гост сварки
Т – Тавровое соединение
1 – Шов односторонний

Контроль Качества
Технический осмотр
включает один метод – внешний осмотр измерение поверхностных и
Контроль Качества
Технический осмотр
включает один метод – внешний осмотр измерение поверхностных и
 Природные комплексы. Презентация. 6 класс
Природные комплексы. Презентация. 6 класс Хронический гастрит
Хронический гастрит Тип связи в словосочетаниях
Тип связи в словосочетаниях Проект по экспериментальной деятельности Волшебные кристаллы
Проект по экспериментальной деятельности Волшебные кристаллы Непрерывные сигналы. (Лекция 1.4)
Непрерывные сигналы. (Лекция 1.4) Влияние цены на излишек производителей
Влияние цены на излишек производителей Эпоха дворцовых переворотов
Эпоха дворцовых переворотов Науково-методичні засади організації роботи з обдарованими дітьми
Науково-методичні засади організації роботи з обдарованими дітьми Аргентина. Визитная карточка
Аргентина. Визитная карточка Презентация Малая летняя академия
Презентация Малая летняя академия Преимущества и выгода продукции Nature’s Sunshine перед аптечными аналогами
Преимущества и выгода продукции Nature’s Sunshine перед аптечными аналогами Информационные жанры. Как писать заметку
Информационные жанры. Как писать заметку Поздравляем с 23 февраля
Поздравляем с 23 февраля Воспитательный потенциал современной семьи
Воспитательный потенциал современной семьи Площади подобных фигур
Площади подобных фигур Вентиляция помещений
Вентиляция помещений Презентация Шоколад
Презентация Шоколад Международный день охраны памятников и исторических мест
Международный день охраны памятников и исторических мест Симплекс-метод
Симплекс-метод содержание работы по развитию слухового восприятия речи
содержание работы по развитию слухового восприятия речи Внеурочная деятельность Мои первые проекты. тема Декупаж
Внеурочная деятельность Мои первые проекты. тема Декупаж Направления реализации Национальной стратегии по обращению с ТКО и ВМР
Направления реализации Национальной стратегии по обращению с ТКО и ВМР 2.2. Элементарные действия. Алгоритмические структуры [ТРИК]
2.2. Элементарные действия. Алгоритмические структуры [ТРИК] Презентация к занятию по предшкольной подготовке Снеговик - почтовик
Презентация к занятию по предшкольной подготовке Снеговик - почтовик Этнос и этничность в российской этнологии. Признаки этноса – факторы актуализации этничности
Этнос и этничность в российской этнологии. Признаки этноса – факторы актуализации этничности Патофизиология: предмет, задачи, методы
Патофизиология: предмет, задачи, методы Ассортимент курток FW 19-20
Ассортимент курток FW 19-20 Робототехника. Понятие, история и современность
Робототехника. Понятие, история и современность