Технологии конструкционных материалов. Станки сверлильно-расточной группы, работы производимые на них презентация
- Технологии конструкционных материалов. Станки сверлильно-расточной группы, работы производимые на них

Содержание
- 2. Станки сверлильно-расточной группы, работы производимые на них. Геометрия режущего инструмента
- 3. Обработка на сверлильных станках На сверлильных станках осуществляется сверление, рассверливание и зенкерование отверстий, развёртывание цилиндрических и
- 4. Свёрла с различной формой хвостовика
- 5. Свёрла с пластинами из твёрдого сплава С наклонными канавками С прямыми канавками С винтовыми канавками
- 6. Поверхности и режущие кромки сверла
- 8. Работы выполняемые на сверлильных станках
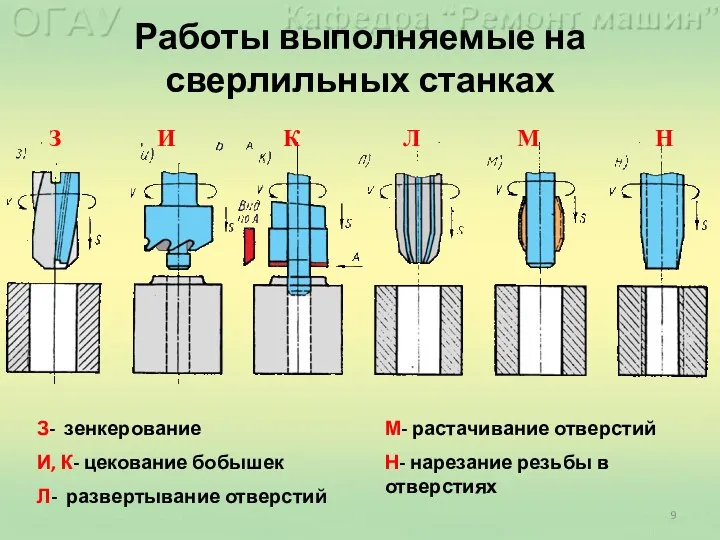
- 9. Работы выполняемые на сверлильных станках
- 10. Элементы рабочей части спирального сверла
- 11. Поверхности и углы сверла
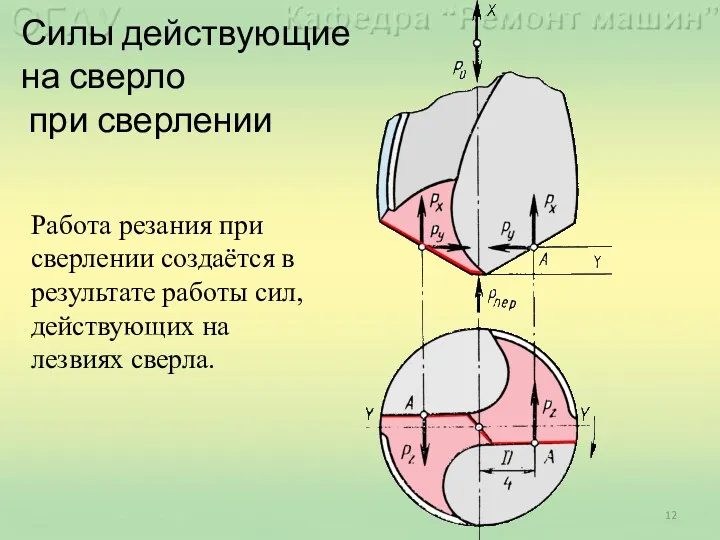
- 12. Силы действующие на сверло при сверлении Работа резания при сверлении создаётся в результате работы сил, действующих
- 13. Расчёт крутящего момента и осевой силы производится по формуле:
- 14. Износ сверла
- 15. Виды износа свёрл Сверло изнашивается одновременно по передней и задней поверхности при обработке конструционных сталей, по
- 16. Основные формы заточки свёрл Одинарная (Н) Одинарная с подточкой перемычки (Н П ) Одинарная с подточкой
- 17. Двойная заточка сверла
- 18. Бесперемычное сверло
- 19. Способы закрепления инструментов на вертикално-сверлильном станке А) в шпинделе сверлильного станка А Б) с поможью переходных
- 20. Быстросменный сверлильный патрон
- 21. Переходные втулки
- 22. Сверление точных отверстий с помощью кодуктора исключая разметку
- 23. Зенкеры Зенкованием обрабатываются отверстия (полученные литьём, штамповкой и сверлением) для придания им более правильной геометрической формы
- 24. Зенкеры- виды и конструкция
- 25. Конструктивные элементы зенкера
- 26. Износ зенкеров Из быстрорежущей стали С пластинками твёрдого сплава
- 27. Развёртывание Развёртывание представляет собой окончательный процесс обработки отверстий заданной точности и правильной формы путём срезания весьма
- 28. Конструкции развёрток
- 29. Конструктивные элементы развёртки
- 30. Износ развёрток
- 31. Последовательность обработки точного отверстия
- 32. Нарезание резьбы Нарезание резбы, это формирование винтовой канавки с определённым профилем и шагом на поверхности тел
- 33. Схема нарезания резьбы четырёхканавочным метчиком
- 34. Изогнутый метчик для непрерывного нарезания гаек
- 35. Назначение режимов резания при сверлении зенкеровании и развёртывании Отличительной особенностью при назначении режимов резания является то,
- 36. Элементы резания При зенкировании При развёртывании
- 37. Глубина рассверления, зенкерования и развёртывания
- 38. Расчёт скорости резания при сверлении производят по формуле
- 39. Скорость резания при зенкировании и развёртывании определяют по формуле
- 40. Расчёт основного (машинного) времени производится по формуле:
- 41. Виды обработки отверстий
- 42. Вертикально-сверлильный станок 1- плита (основание) 3- шпиндель 2- стол 4- шпиндельная бабка 5- коробка скоростей 6-
- 43. Кинематическая схема вертикально-сверлильного станка 2А135
- 44. Станок вертикально-сверлильный МН25Н-01 Станок предназначен для сверления, рассверливания, зенкования, нарезания резьбы и подоезки торца ножами
- 45. Радиально-сверлильный станок
- 46. Координатно-расточной станок прецизионный 2Е440 Предназначен для обработки отверстий в кондукторах, приспособлениях и деталях, требующих высокой точности
- 47. Координатно-расточный станок Координатно-расточный станок, металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов с особо точным расположением
- 48. Схема горизонтально-расточного станка
- 49. Тяжёлый горизонтально-расточной станок- 2Е656
- 50. Схема вертикального алмазно-расточного станка Вертикальные алмазно-расточные станки предназначены для растачивания отверстий с высокой точностью и малой
- 51. Схема горизонтальных алмазно-расточных станков Одностороннего действия Двустороннего действия 1- станина 2- коробка скоростей 3- направляющие супорта
- 52. Автоматический вертикально-сверлильный станок SD1H 1500 B с ЧПУ фирмы "Kawasaki" (Япония).
- 54. Скачать презентацию

Станки сверлильно-расточной
группы,
работы производимые на них. Геометрия режущего инструмента
Станки сверлильно-расточной
группы,
работы производимые на них. Геометрия режущего инструмента
Обработка на сверлильных станках
На сверлильных станках осуществляется сверление, рассверливание и
Обработка на сверлильных станках
На сверлильных станках осуществляется сверление, рассверливание и
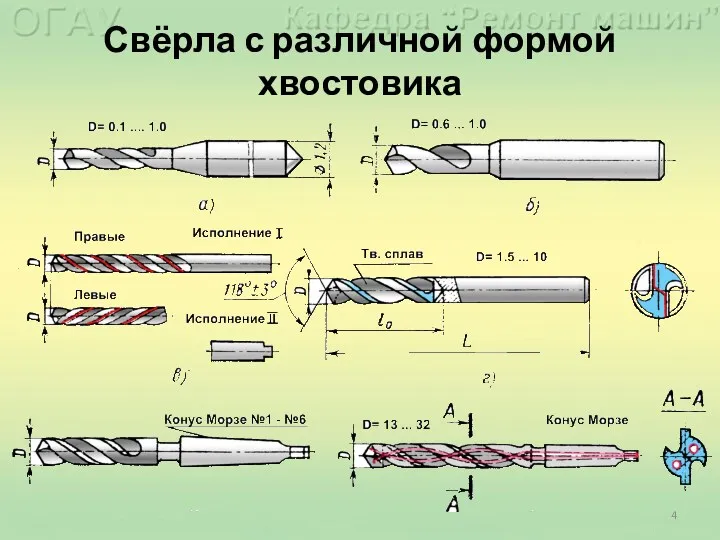
Свёрла с различной формой хвостовика
Свёрла с различной формой хвостовика
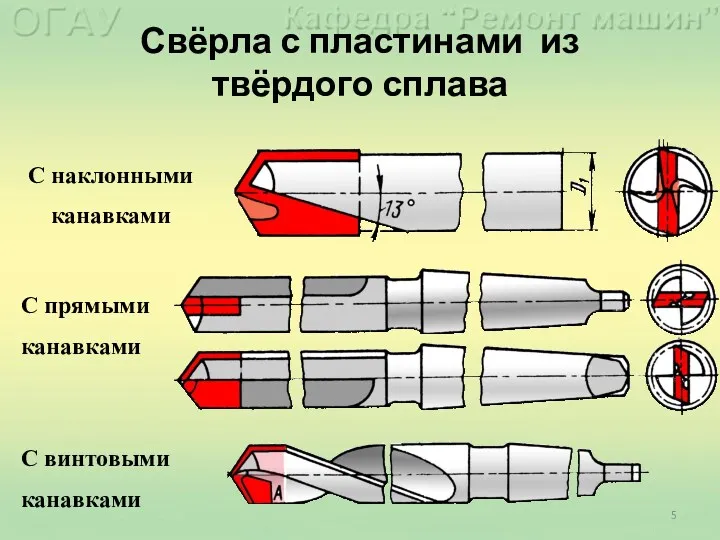
Свёрла с пластинами из твёрдого сплава
С наклонными
канавками
С прямыми
канавками
С винтовыми
канавками
Свёрла с пластинами из твёрдого сплава
С наклонными
канавками
С прямыми
канавками
С винтовыми
канавками
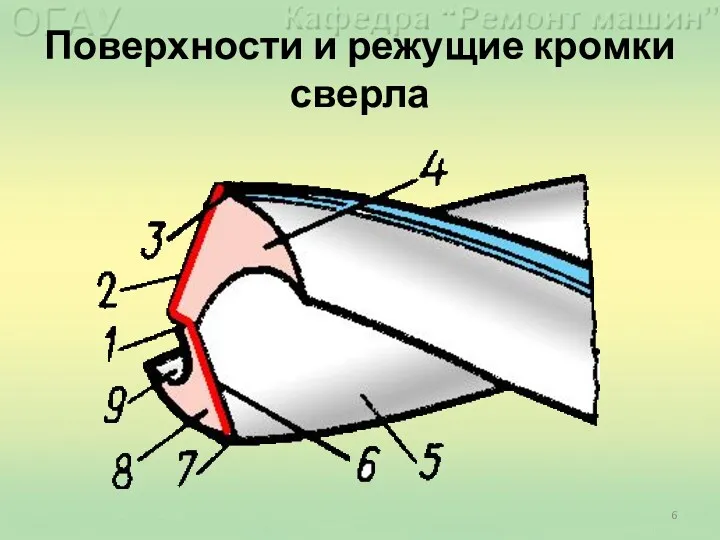
Поверхности и режущие кромки сверла
Поверхности и режущие кромки сверла

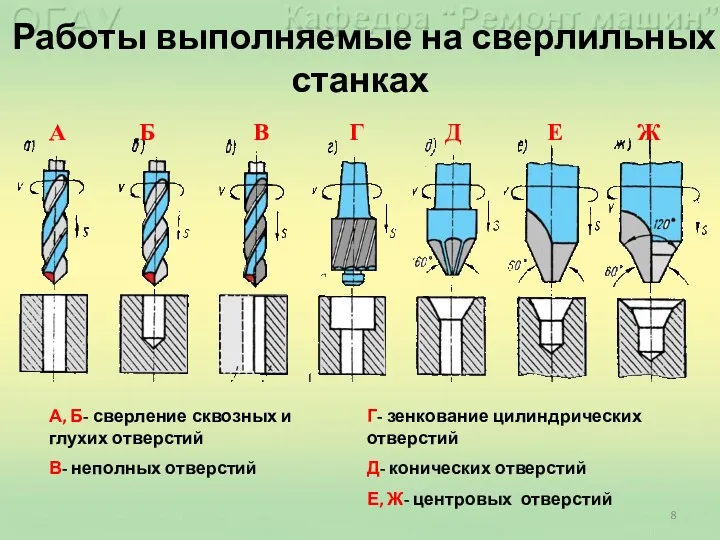
Работы выполняемые на сверлильных станках
Работы выполняемые на сверлильных станках
Работы выполняемые на сверлильных станках
Работы выполняемые на сверлильных станках

Элементы рабочей
части спирального
сверла
Элементы рабочей
части спирального
сверла
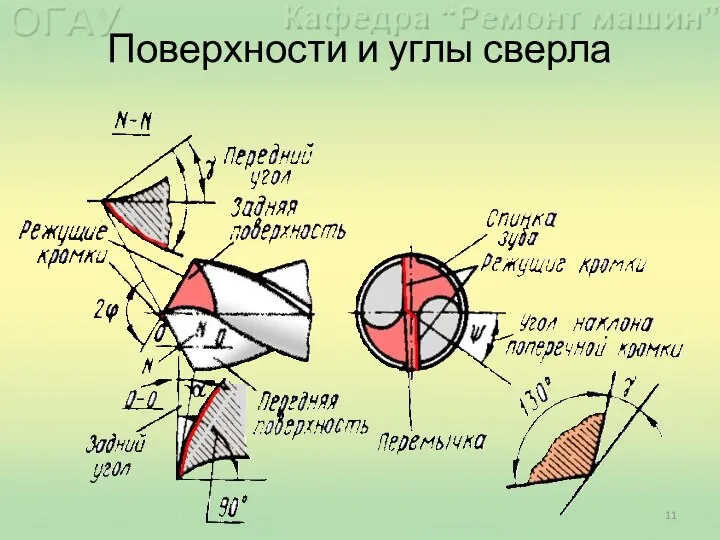
Поверхности и углы сверла
Поверхности и углы сверла
Силы действующие
на сверло
при сверлении
Работа резания при сверлении создаётся в
Силы действующие
на сверло
при сверлении
Работа резания при сверлении создаётся в
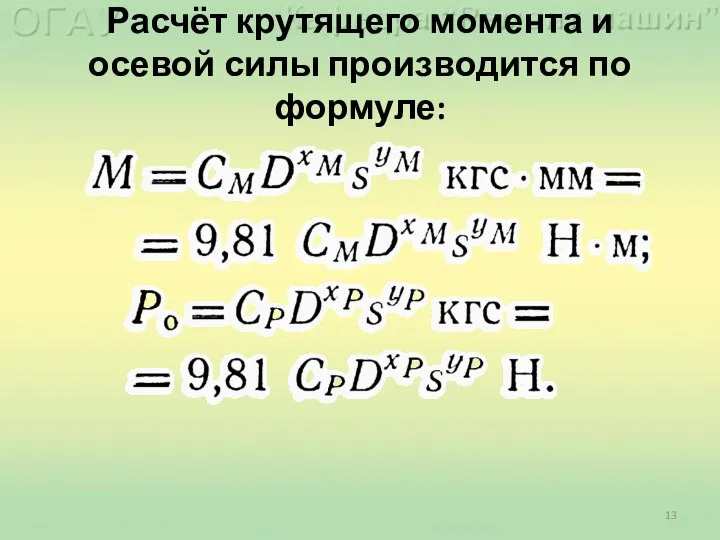
Расчёт крутящего момента и осевой силы производится по формуле:
Расчёт крутящего момента и осевой силы производится по формуле:
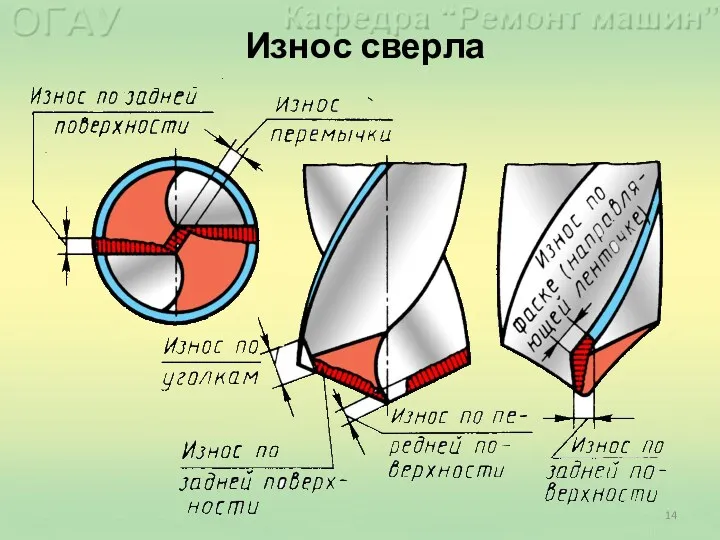
Износ сверла
Износ сверла
Виды износа свёрл
Сверло изнашивается одновременно по передней и задней поверхности при
Виды износа свёрл
Сверло изнашивается одновременно по передней и задней поверхности при
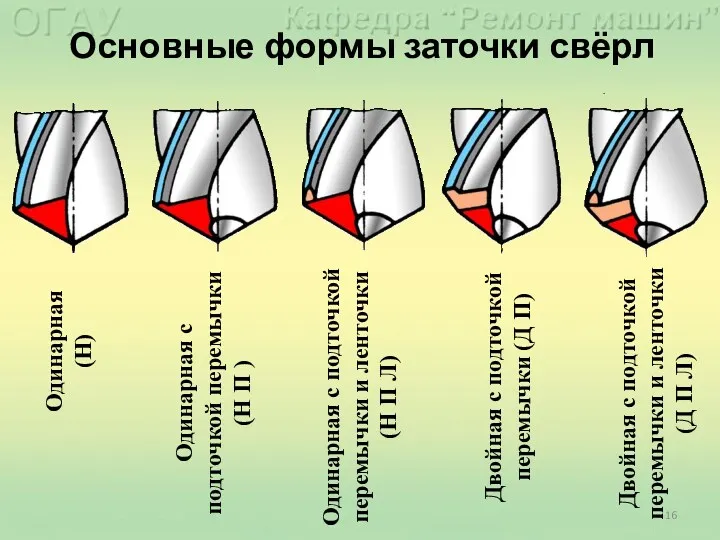
Основные формы заточки свёрл
Одинарная (Н)
Одинарная с подточкой перемычки (Н П )
Одинарная
Основные формы заточки свёрл
Одинарная (Н)
Одинарная с подточкой перемычки (Н П )
Одинарная
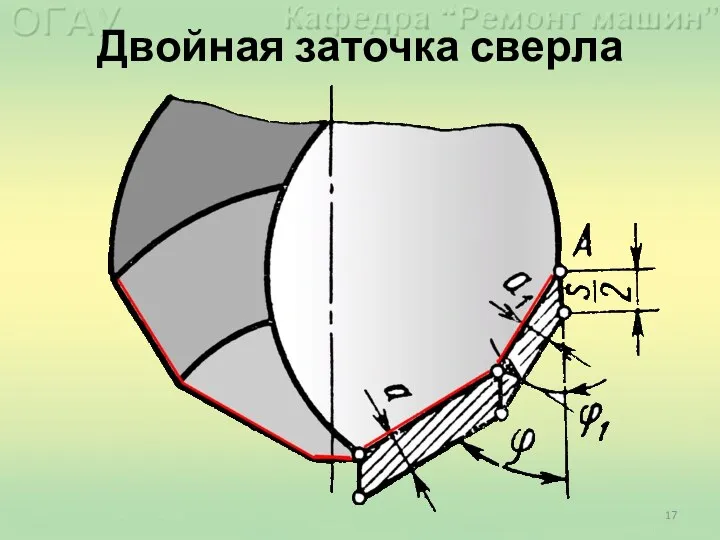
Двойная заточка сверла
Двойная заточка сверла
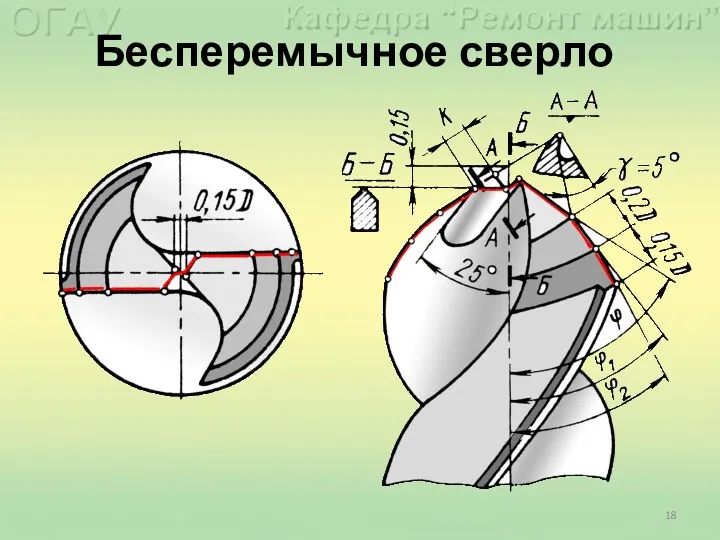
Бесперемычное сверло
Бесперемычное сверло
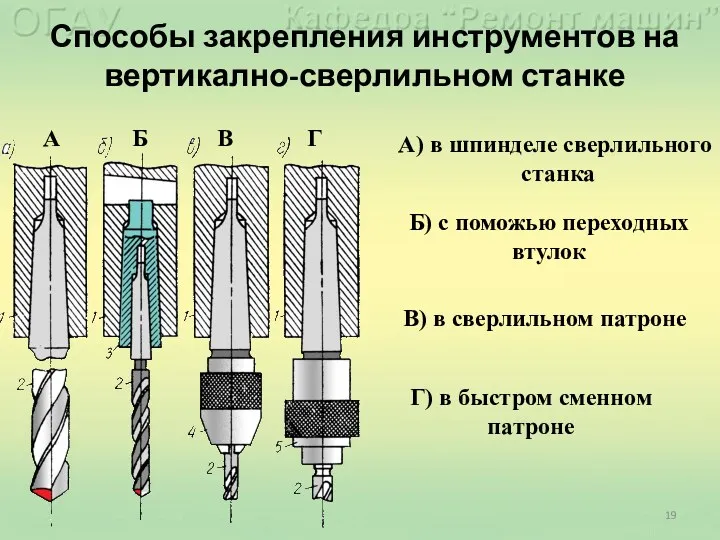
Способы закрепления инструментов на вертикално-сверлильном станке
А) в шпинделе сверлильного
станка
А
Б)
Способы закрепления инструментов на вертикално-сверлильном станке
А) в шпинделе сверлильного
станка
А
Б)
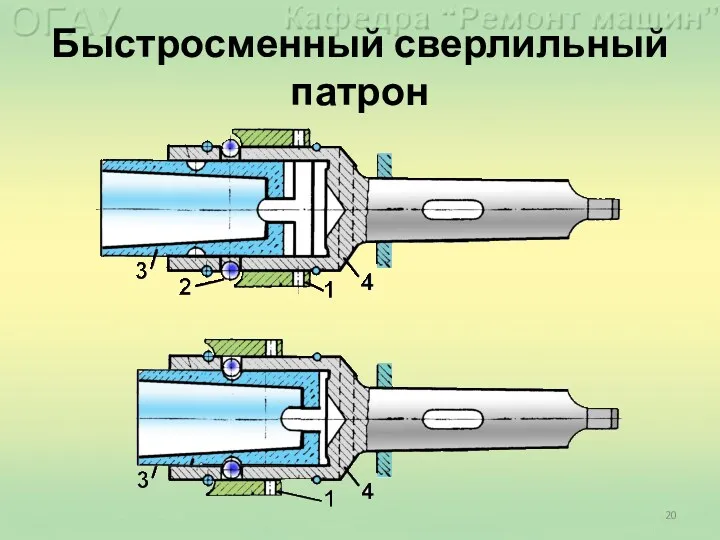
Быстросменный сверлильный патрон
Быстросменный сверлильный патрон

Переходные втулки
Переходные втулки
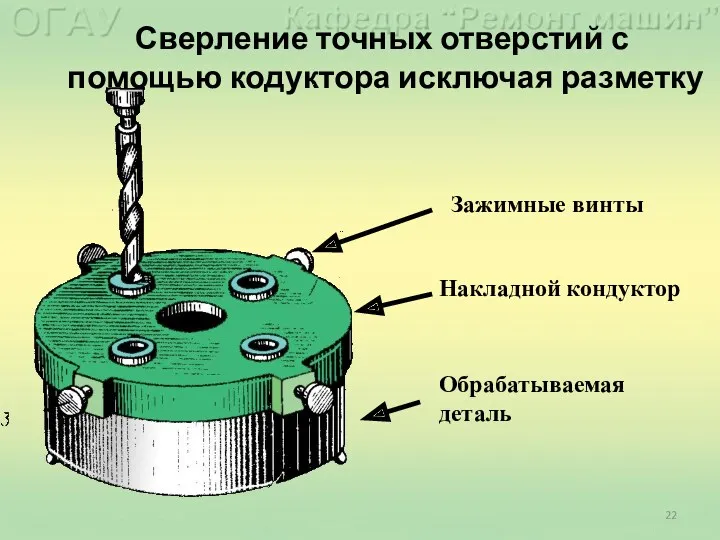
Сверление точных отверстий с помощью кодуктора исключая разметку
Сверление точных отверстий с помощью кодуктора исключая разметку
Зенкеры
Зенкованием обрабатываются отверстия (полученные литьём, штамповкой и сверлением) для придания
Зенкеры
Зенкованием обрабатываются отверстия (полученные литьём, штамповкой и сверлением) для придания
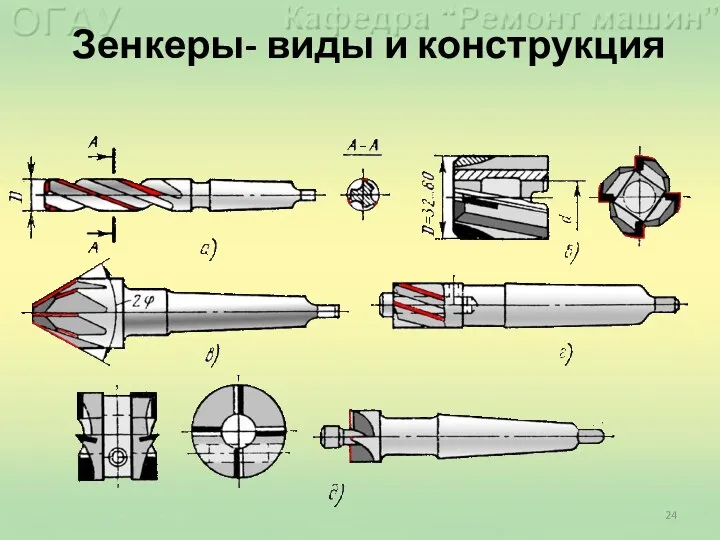
Зенкеры- виды и конструкция
Зенкеры- виды и конструкция

Конструктивные элементы зенкера
Конструктивные элементы зенкера
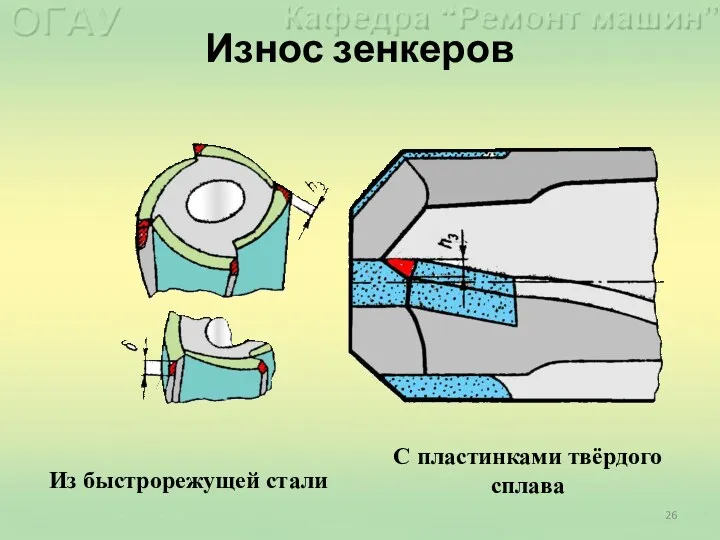
Износ зенкеров
Из быстрорежущей стали
С пластинками твёрдого сплава
Износ зенкеров
Из быстрорежущей стали
С пластинками твёрдого сплава
Развёртывание
Развёртывание представляет собой окончательный процесс обработки отверстий заданной точности и
Развёртывание
Развёртывание представляет собой окончательный процесс обработки отверстий заданной точности и
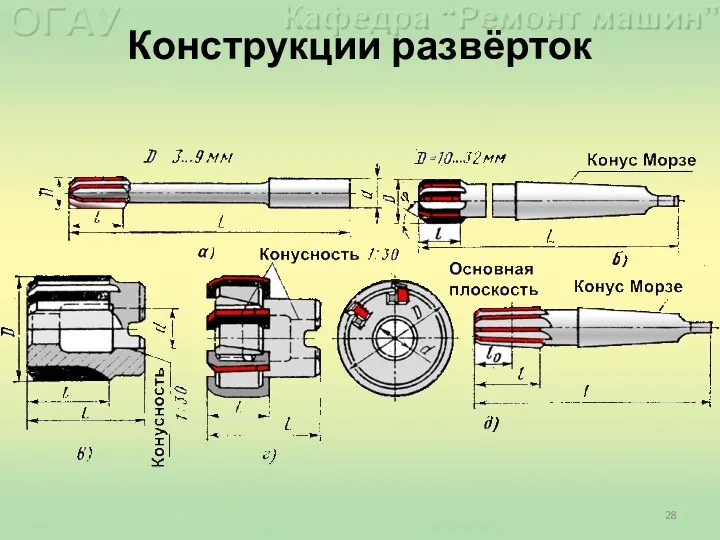
Конструкции развёрток
Конструкции развёрток
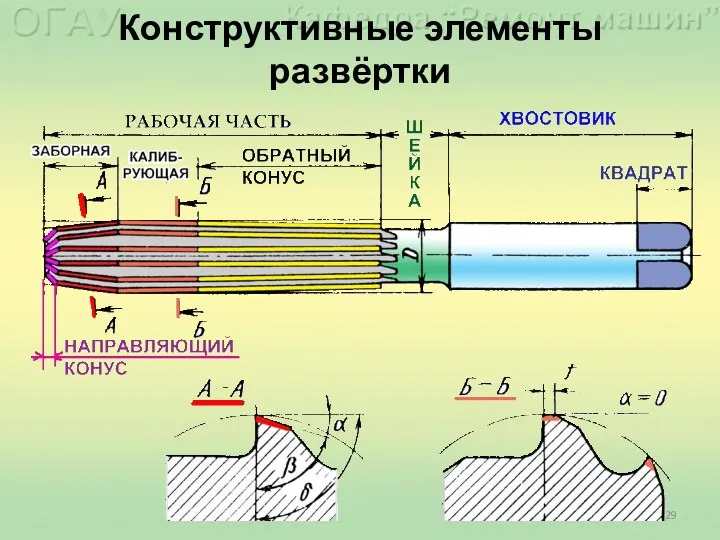
Конструктивные элементы развёртки
Конструктивные элементы развёртки
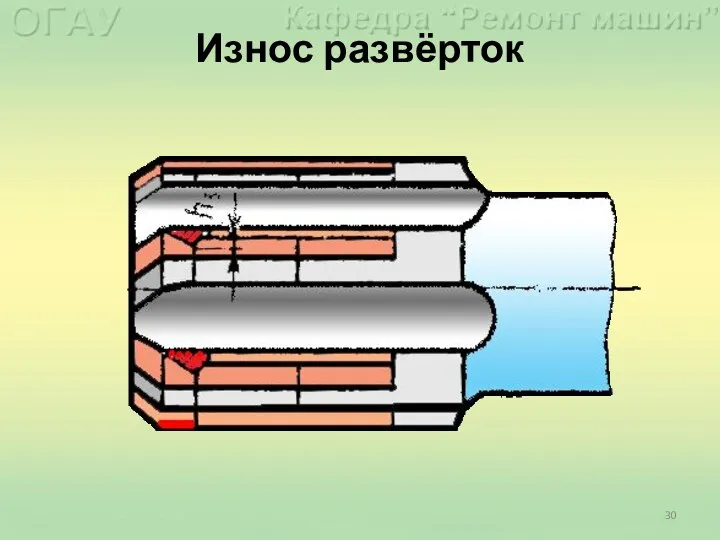
Износ развёрток
Износ развёрток
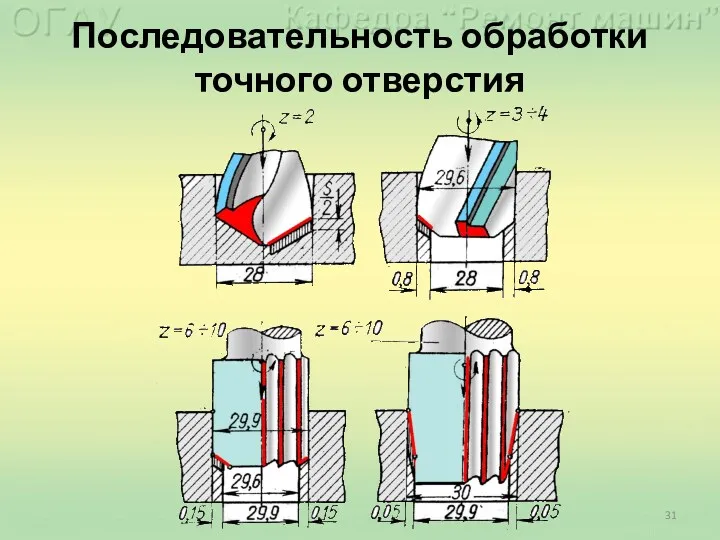
Последовательность обработки точного отверстия
Последовательность обработки точного отверстия
Нарезание резьбы
Нарезание резбы, это формирование винтовой канавки с определённым профилем
Нарезание резьбы
Нарезание резбы, это формирование винтовой канавки с определённым профилем
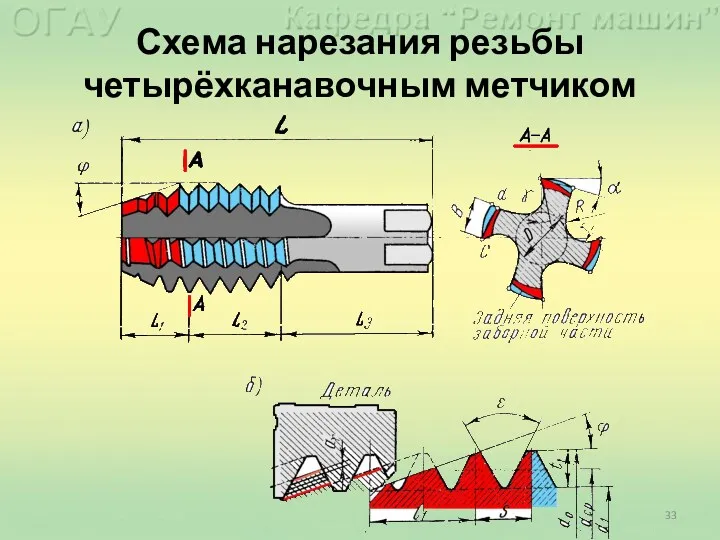
Схема нарезания резьбы четырёхканавочным метчиком
Схема нарезания резьбы четырёхканавочным метчиком
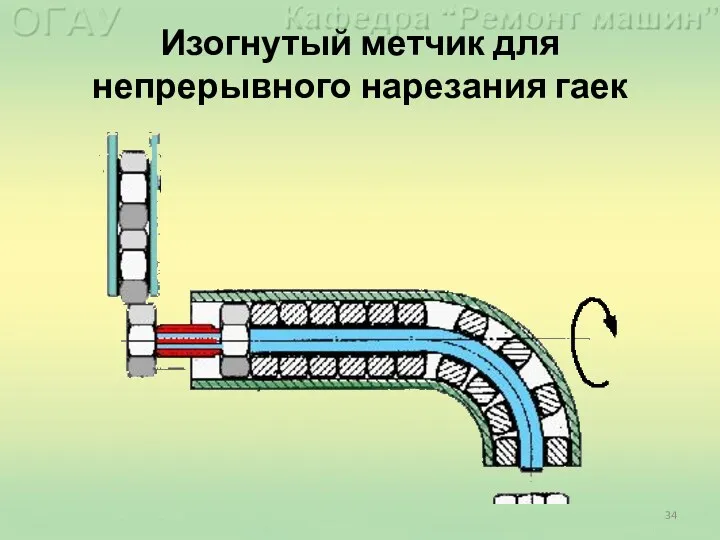
Изогнутый метчик для непрерывного нарезания гаек
Изогнутый метчик для непрерывного нарезания гаек
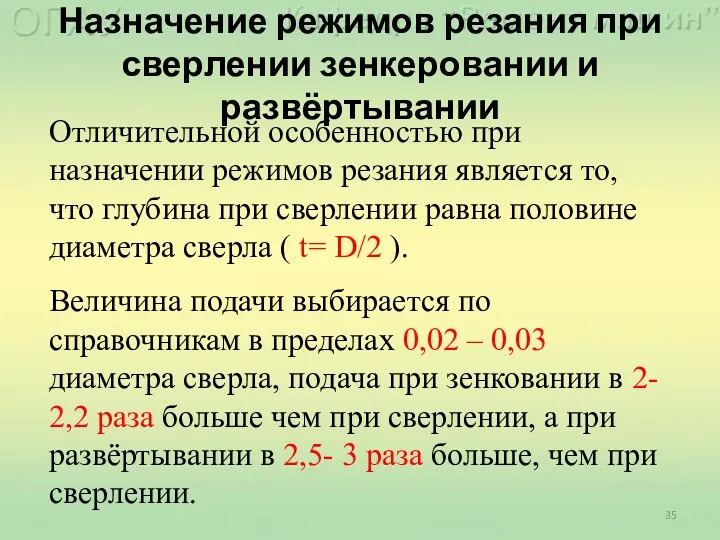
Назначение режимов резания при сверлении зенкеровании и развёртывании
Отличительной особенностью при назначении
Назначение режимов резания при сверлении зенкеровании и развёртывании
Отличительной особенностью при назначении
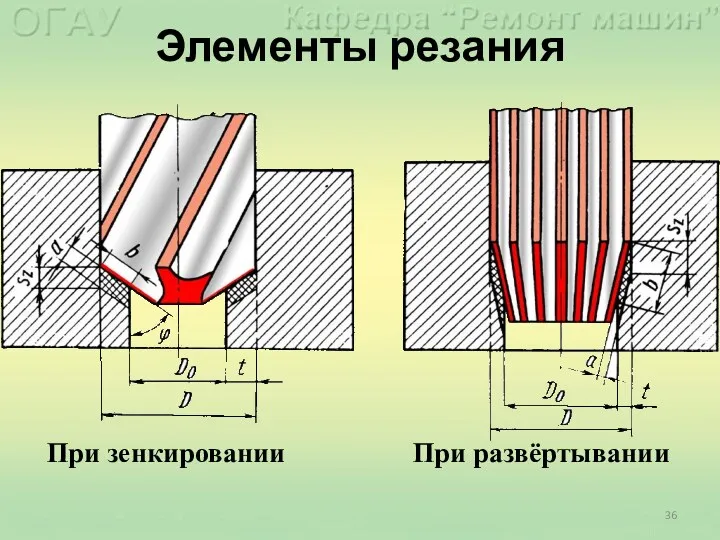
Элементы резания
При зенкировании
При развёртывании
Элементы резания
При зенкировании
При развёртывании
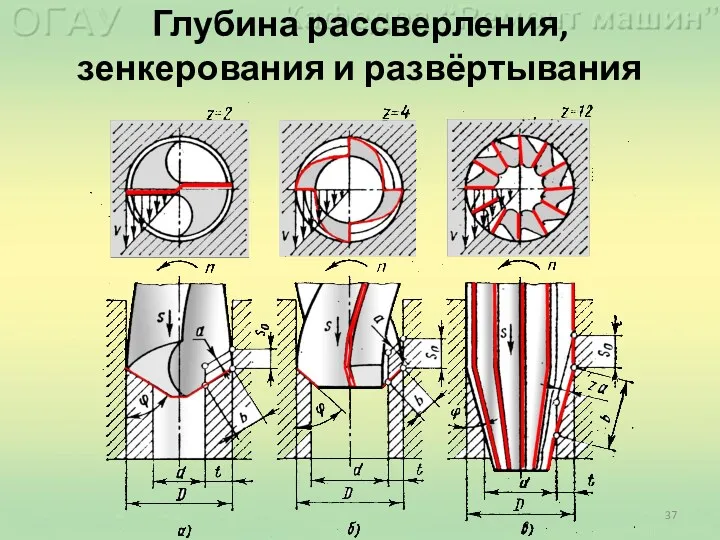
Глубина рассверления, зенкерования и развёртывания
Глубина рассверления, зенкерования и развёртывания
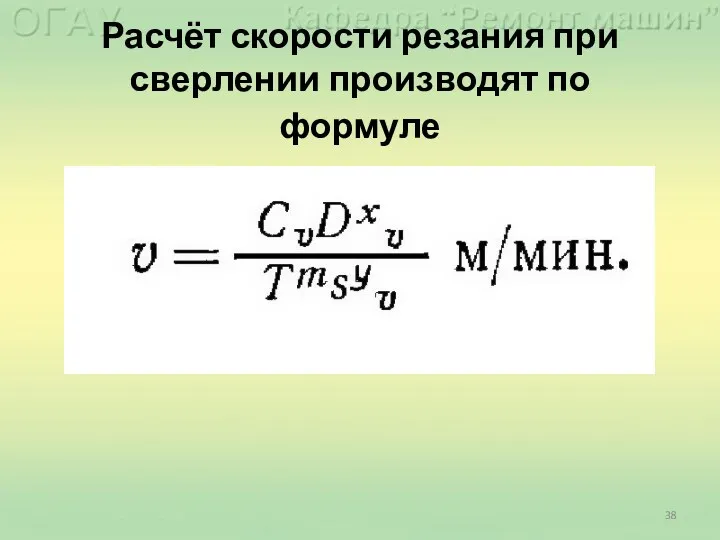
Расчёт скорости резания при сверлении производят по формуле
Расчёт скорости резания при сверлении производят по формуле
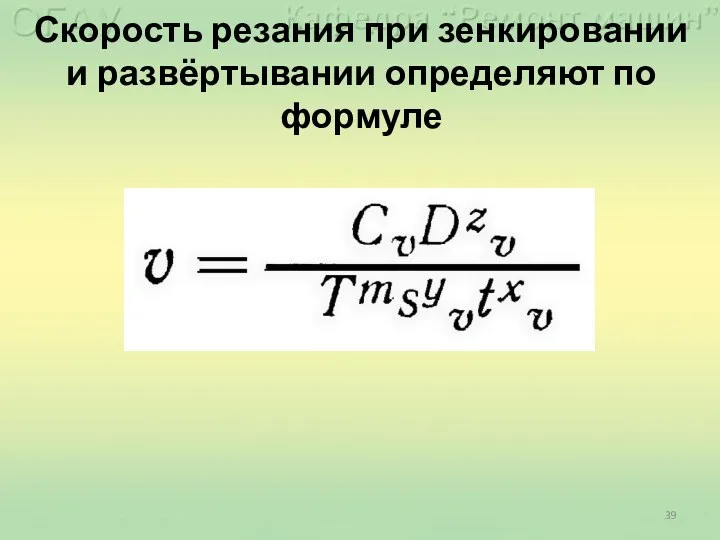
Скорость резания при зенкировании и развёртывании определяют по формуле
Скорость резания при зенкировании и развёртывании определяют по формуле
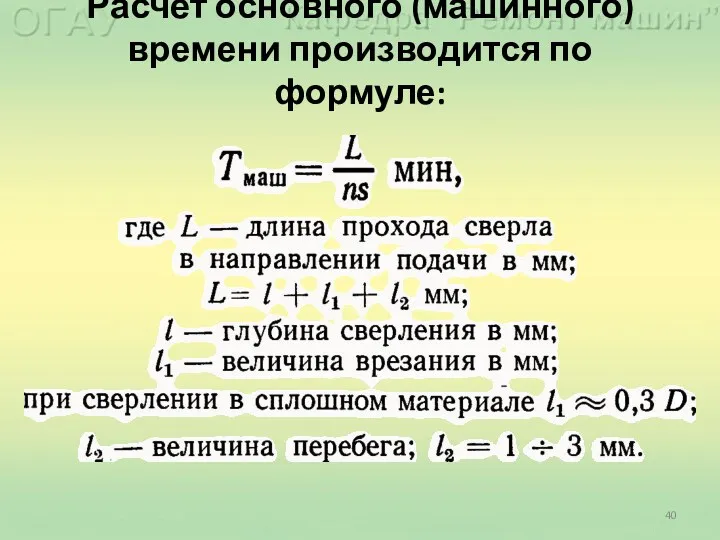
Расчёт основного (машинного) времени производится по формуле:
Расчёт основного (машинного) времени производится по формуле:
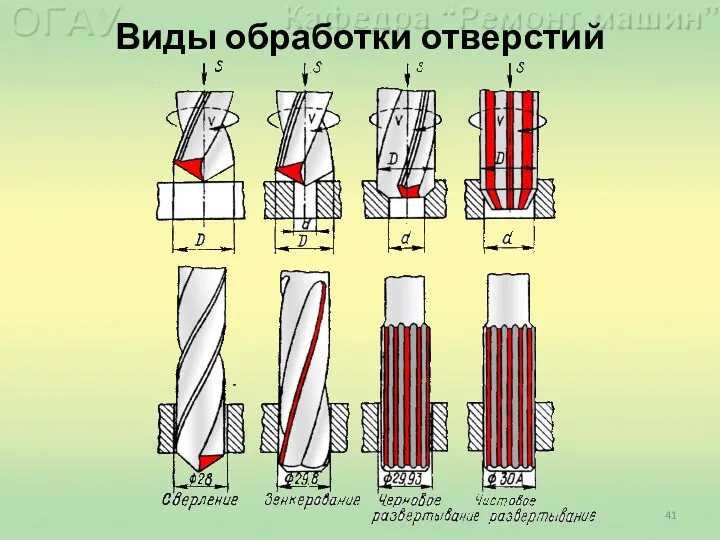
Виды обработки отверстий
Виды обработки отверстий
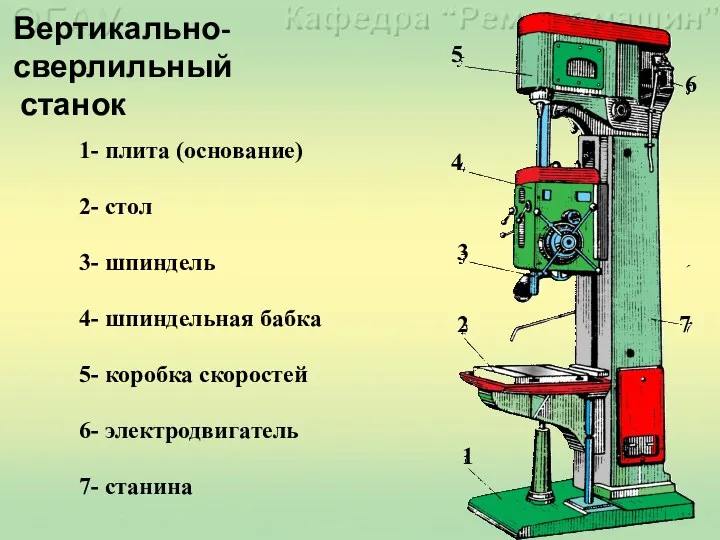
Вертикально-сверлильный
станок
1- плита (основание)
3- шпиндель
2- стол
4- шпиндельная бабка
5- коробка скоростей
6- электродвигатель
7-
Вертикально-сверлильный
станок
1- плита (основание)
3- шпиндель
2- стол
4- шпиндельная бабка
5- коробка скоростей
6- электродвигатель
7-

Кинематическая схема вертикально-сверлильного станка 2А135
Кинематическая схема вертикально-сверлильного станка 2А135

Станок вертикально-сверлильный
МН25Н-01
Станок предназначен для сверления, рассверливания, зенкования, нарезания резьбы и
Станок вертикально-сверлильный
МН25Н-01
Станок предназначен для сверления, рассверливания, зенкования, нарезания резьбы и
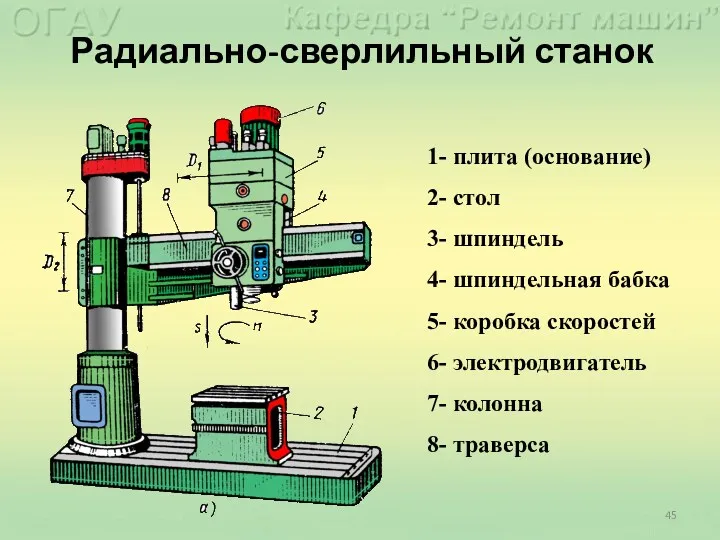
Радиально-сверлильный станок
Радиально-сверлильный станок

Координатно-расточной станок
прецизионный 2Е440
Предназначен для обработки отверстий в кондукторах, приспособлениях и деталях,
Координатно-расточной станок
прецизионный 2Е440
Предназначен для обработки отверстий в кондукторах, приспособлениях и деталях,
Координатно-расточный станок
Координатно-расточный станок, металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов
Координатно-расточный станок
Координатно-расточный станок, металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов
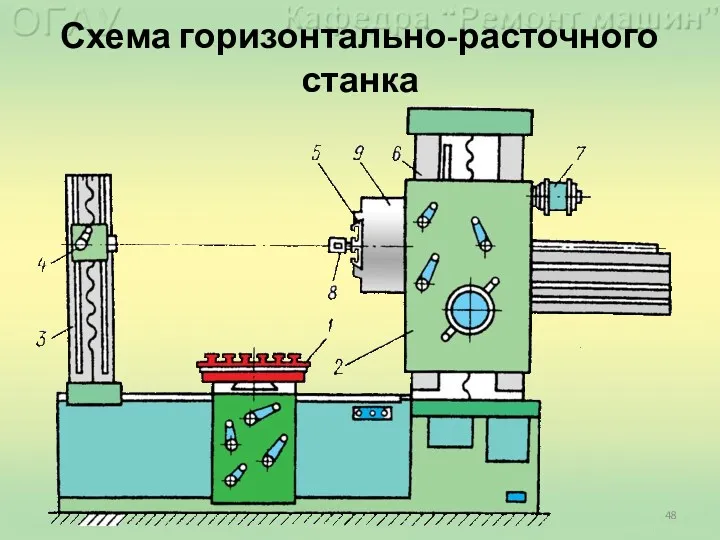
Схема горизонтально-расточного станка
Схема горизонтально-расточного станка

Тяжёлый горизонтально-расточной станок- 2Е656
Тяжёлый горизонтально-расточной станок- 2Е656

Схема вертикального
алмазно-расточного станка
Вертикальные алмазно-расточные станки предназначены для растачивания отверстий с
Схема вертикального
алмазно-расточного станка
Вертикальные алмазно-расточные станки предназначены для растачивания отверстий с
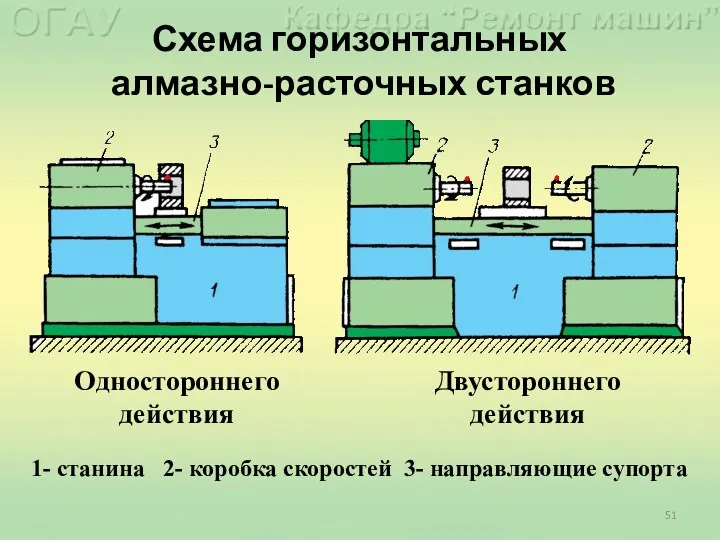
Схема горизонтальных
алмазно-расточных станков
Одностороннего действия
Двустороннего действия
1- станина 2- коробка скоростей 3-
Схема горизонтальных
алмазно-расточных станков
Одностороннего действия
Двустороннего действия
1- станина 2- коробка скоростей 3-

Автоматический вертикально-сверлильный станок
SD1H 1500 B с ЧПУ фирмы "Kawasaki" (Япония).
Автоматический вертикально-сверлильный станок
SD1H 1500 B с ЧПУ фирмы "Kawasaki" (Япония).
 C++ Classes How to Create and Use Them (Constructor, Destructor)
C++ Classes How to Create and Use Them (Constructor, Destructor) Виды холодильного оборудования розничного торгового предприятия
Виды холодильного оборудования розничного торгового предприятия Виды аптечных организаций
Виды аптечных организаций Кеңестік тоталитарлық Қазақстанның қалыптасуы: сипаты, шаралары, сабақтары
Кеңестік тоталитарлық Қазақстанның қалыптасуы: сипаты, шаралары, сабақтары Дом для тех, кого забыли. Бездомные собаки
Дом для тех, кого забыли. Бездомные собаки Терапиялық стоматологиядағы дәлелдеуші медицина
Терапиялық стоматологиядағы дәлелдеуші медицина Нестор Максимович Амбодик-Максимович
Нестор Максимович Амбодик-Максимович Личностно-деятельностный подход в дошкольном образовании
Личностно-деятельностный подход в дошкольном образовании Гангрена. Этиология
Гангрена. Этиология Tube Bundle Frame Report
Tube Bundle Frame Report Делаем божью коровку бабочку птичку 1 класс
Делаем божью коровку бабочку птичку 1 класс Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией)
Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией) Отопление зданий
Отопление зданий Презентация к коллективному проекту Юбилею школы посвящается
Презентация к коллективному проекту Юбилею школы посвящается Память. 70-летию Победы в Великой Отечественной войне посвящается. Календарь
Память. 70-летию Победы в Великой Отечественной войне посвящается. Календарь Особенности моделирования процессов нефтеизвлечения из карбонатных колекторов
Особенности моделирования процессов нефтеизвлечения из карбонатных колекторов Годівля самців – плідників: бугаїв, кнурів, баранів та жеребців
Годівля самців – плідників: бугаїв, кнурів, баранів та жеребців АО Телеканал НТВ
АО Телеканал НТВ Презентация опыта работы: Биоадекватный метод обучения - средство развития познавательной активности дошкольников с ОВЗ.
Презентация опыта работы: Биоадекватный метод обучения - средство развития познавательной активности дошкольников с ОВЗ. Презентация Первые школы на Руси
Презентация Первые школы на Руси Презентация 70-летие Великой Победы
Презентация 70-летие Великой Победы презентация Фосфор
презентация Фосфор Адаптация образовательных программ обучающегося с ЗПР в условиях инклюзии
Адаптация образовательных программ обучающегося с ЗПР в условиях инклюзии Слово о полку Игореве - величайший памятник древнерусской литературы
Слово о полку Игореве - величайший памятник древнерусской литературы Инновационный проект
Инновационный проект Микропроцессорные системы (МПС): работа первичного управляющего автомата в режиме прерывания и в режиме захвата шины
Микропроцессорные системы (МПС): работа первичного управляющего автомата в режиме прерывания и в режиме захвата шины Учебная презентация по теме Знакомимся с Коломной
Учебная презентация по теме Знакомимся с Коломной Мастер-класс Послушный БПЛА
Мастер-класс Послушный БПЛА