- Технологии специальных видов печати. Флексография

Содержание
- 2. Флескографская печать Разновидность высокой печати с гибких эластичных печатных форм (которые могут крепиться на формных цилиндрах
- 3. История и развитие флексографии 1) Карл Хольвего-середина XIX столетия. «Анилиновая печать». Первоначально флексография использовалась почти исключительно
- 4. ОСНОВНЫЕ ДОСТОИНСТВА ФЛЕКСОГРАФИИ большой выбор типов носителей для печати; высокая тиражестойкость печатных форм (1-5 млн. оттисков);
- 5. ОСНОВНЫЕ НЕДОСТАТКИ ФЛЕКСОГРАФИИ Большое значение растискивания точки растра (обычно линиатура не превышает 150 lpi); Трудности репродуцирования
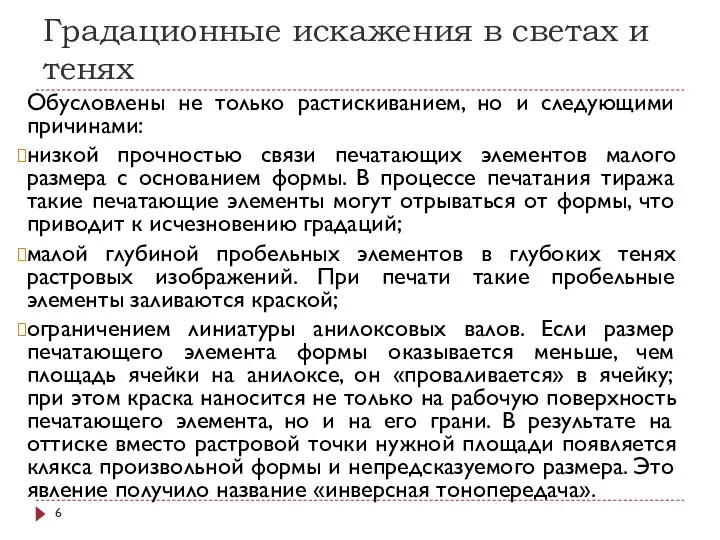
- 6. Градационные искажения в светах и тенях Обусловлены не только растискиванием, но и следующими причинами: низкой прочностью
- 7. Печатные формы
- 8. Микрофотография поверхности формы флексографской печати
- 9. Допечатная подготовка Это комплекс мероприятий, позволяющий воспроизвести физиологически точную копию оригинала при помощи того или иного
- 10. Характеристики печатных форм 1. физико-механические: модуль эластичности, соотношение обратимых и остаточных деформаций, время релаксации;
- 11. Характеристики печатных форм 2. геометрические: толщина формы (1,7 до 6,0 мм); равномерность формы (допустимая точность неравномерности
- 12. Характеристики печатных форм 3. физико-химические: набухаемость формы в растворителях, входящих в состав печатных красок (не должна
- 13. Характеристики печатных форм 4. репродукционно-графические. Флексографские формы позволяют печатать одно- и многокрасочные штриховые изображения (с толщиной
- 14. Разновидности печатных форм По своей конструкции печатные флексографские формы могут быть в виде: пластин*, валов со
- 15. Способы изготовления а) прессование (реже — литье) с использованием оригинальных металлических форм высокой печати; б) фотохимический
- 16. Типы формного материала Резиновый; Фотополимерный. Изначально формы изготавливались на основе резинового материала (при этом достигалось довольно
- 17. Резиновые печатные формы
- 18. Материал для резиновых форм Наибольшее применение находят три основных вида резины на основе: Натурального каучука, акрил-нитрилкаучука,
- 19. Резиновые печатные формы Резиновые (эластомерные) печатные формы могут быть получены способом прессования и гравирования. Прессование: Изготовлению
- 20. Резиновые печатные формы Гравирование: Сначала изготавливается и подготавливается вал. Гравирование может происходить двумя способами: при помощи
- 21. Преимущества и недостатки резиновых форм «-» небольшая производительность, низкие технологические возможности (линиатура не более 34 лин/см),
- 22. Фотополимерные печатные формы
- 23. Фотополимерные печатные формы В качестве фотополимерных материалов применяются твердые или жидкие фотополимеризуемые композиции. твердые или жидкие
- 24. Фотополимерные печатные формы
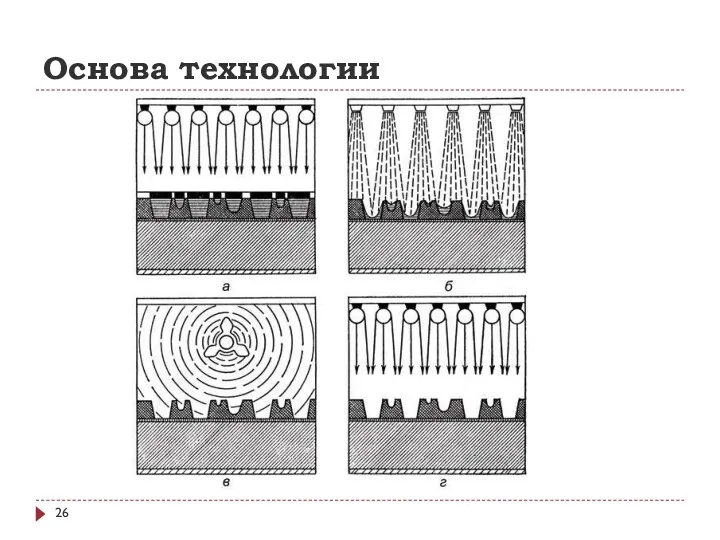
- 25. Основа технологии Основной технологической операцией изготовления любых ФПФ, в ходе которой в фотополимеризуемой композиции протекает реакция
- 26. Основа технологии
- 27. Основа технологии Проявление рельефного изображения, в результате которого удаляются незаполимеризовавшиеся участки фотополимеризуемой пластины, осуществляется их вымыванием
- 28. Основа технологии Во втором случае обработка осуществляется в термальном процессоре для обработки фотополимерных форм. Сухая термообработка
- 29. Основа технологии При избыточном экспонировании образуется пологий профиль печатающих элементов, который обеспечивает их надежное закрепление на
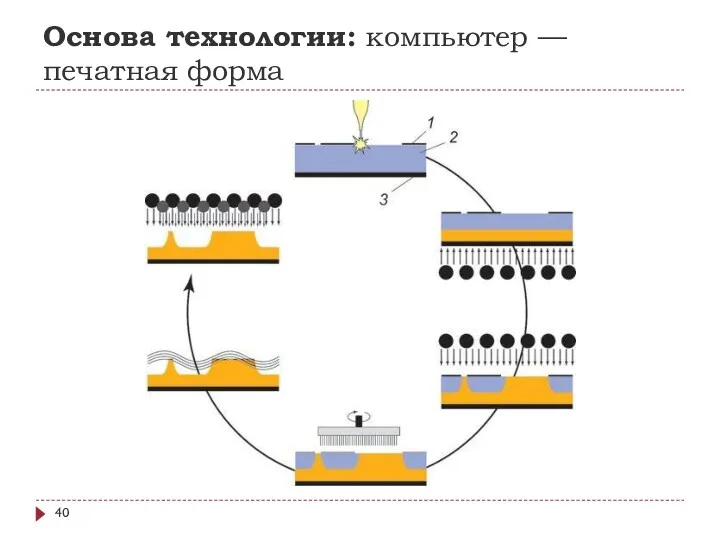
- 30. Основа технологии В настоящее время для изготовления фотополимерных печатных форм флексографской печати используются две технологии: «компьютер
- 31. Виды форм «форма на гильзе» — Plate-on-Sleeve (PoS); цифровая форма без шва» (со спаянными краями)— Digital
- 32. Основа технологии: компьютер — фотоформа
- 33. Основа технологии: компьютер — фотоформа предварительное экспонирование оборотной стороны фотополимеризуемой флексографской формной пластины (аналоговой) в экспонирующей
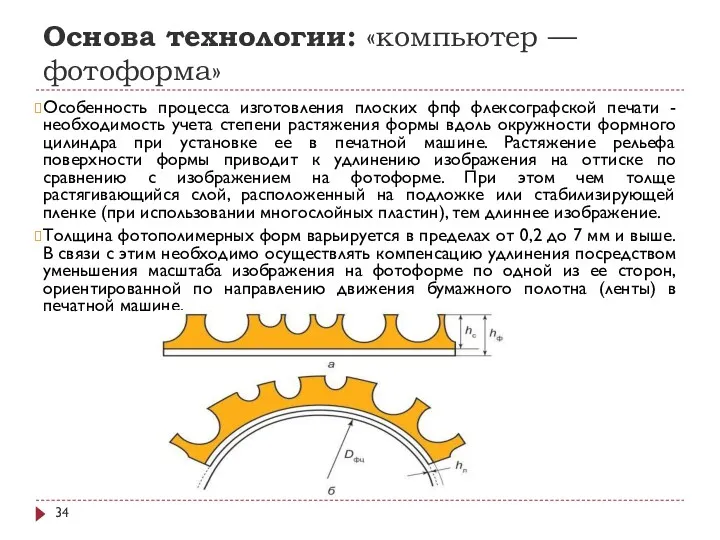
- 34. Основа технологии: «компьютер — фотоформа» Особенность процесса изготовления плоских фпф флексографской печати - необходимость учета степени
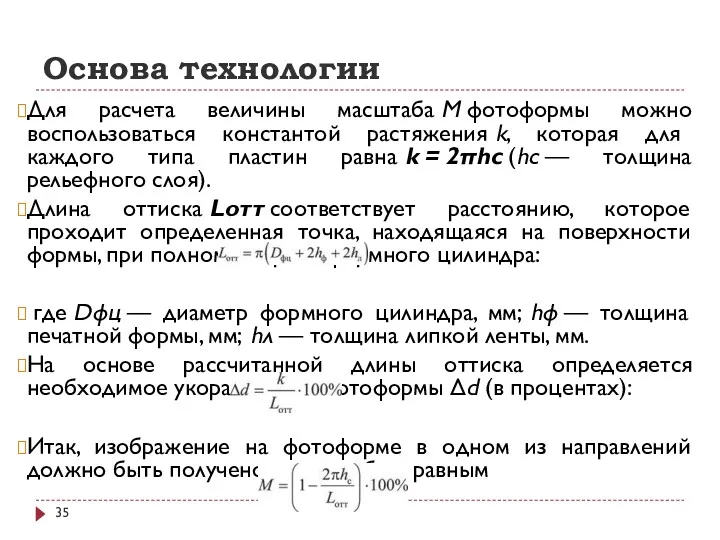
- 35. Основа технологии Для расчета величины масштаба М фотоформы можно воспользоваться константой растяжения k, которая для каждого
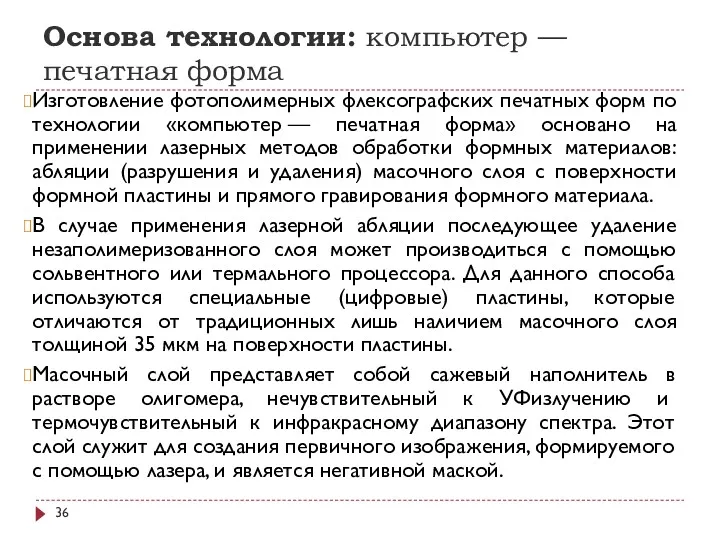
- 36. Основа технологии: компьютер — печатная форма Изготовление фотополимерных флексографских печатных форм по технологии «компьютер — печатная
- 37. Негативное изображение (маска) необходимо для последующего экспонирования УФисточником света формной фотополимеризуемой пластины. В результате дальнейшей химической
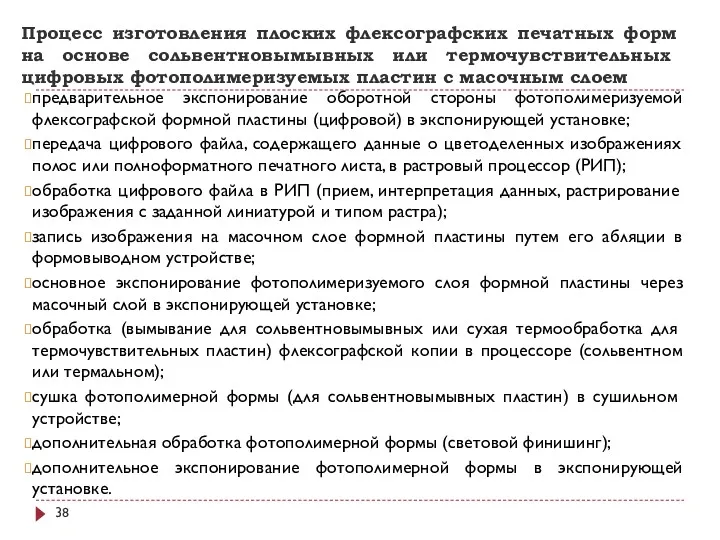
- 38. Процесс изготовления плоских флексографских печатных форм на основе сольвентновымывных или термочувствительных цифровых фотополимеризуемых пластин с масочным
- 39. Схема процесса изготовления плоских фпфф методом лазерной абляции
- 40. Основа технологии: компьютер — печатная форма
- 41. Plate-on-Sleeve
- 42. Схема процесса изготовления бесшовных гильзовых фотополимерных флексографских печатных форм методом лазерной абляции сольвентно-вымывных гильз
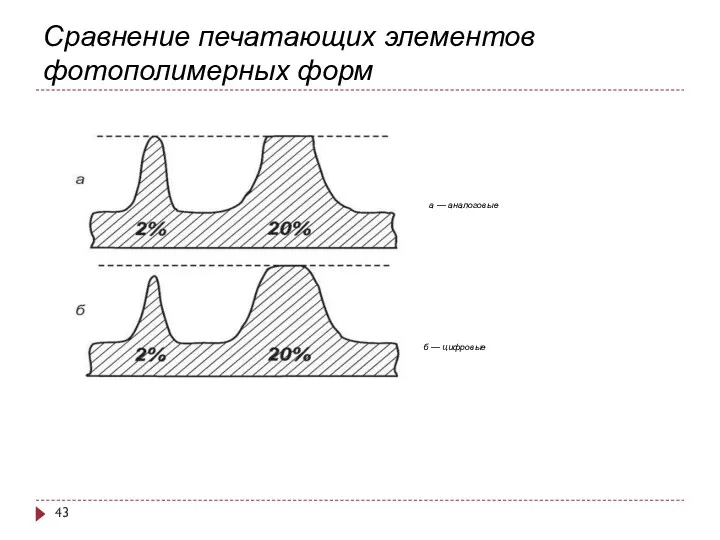
- 43. Сравнение печатающих элементов фотополимерных форм а — аналоговые б — цифровые
- 44. Сравнение печатающих элементов фотополимерных форм При изготовлении флексографских форм по цифровой технологии абляции масочного слоя необходимо
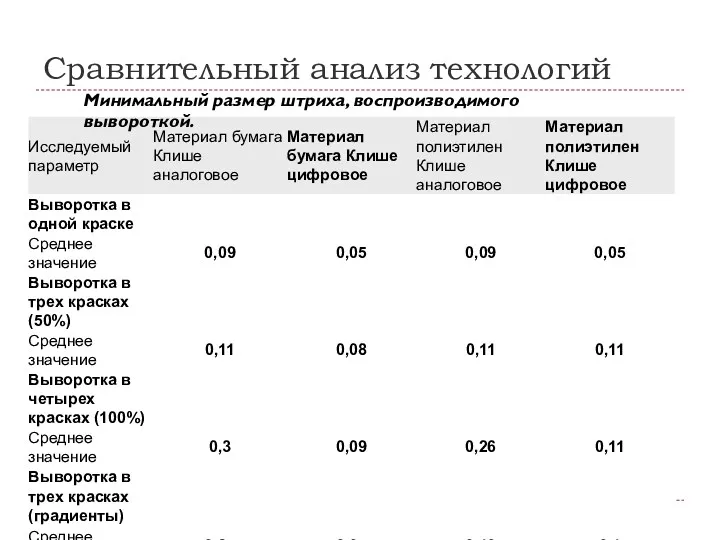
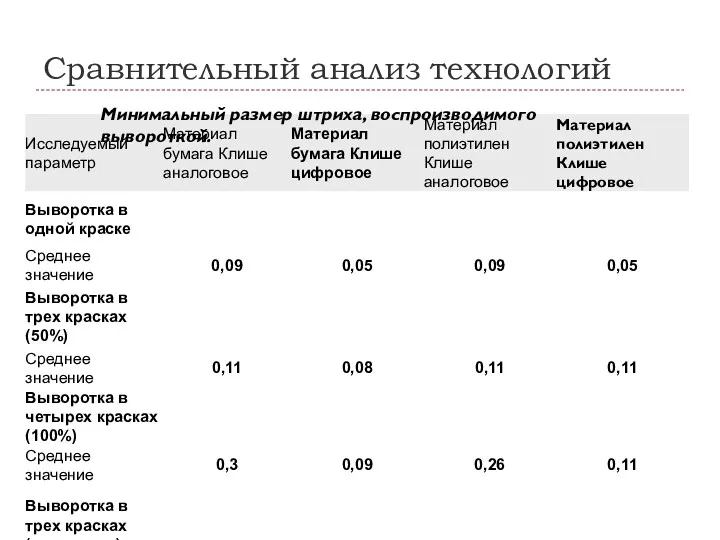
- 45. Сравнительный анализ технологий Минимальный размер штриха, воспроизводимого вывороткой.
- 46. Сравнительный анализ технологий Минимальный размер штриха, воспроизводимого вывороткой.
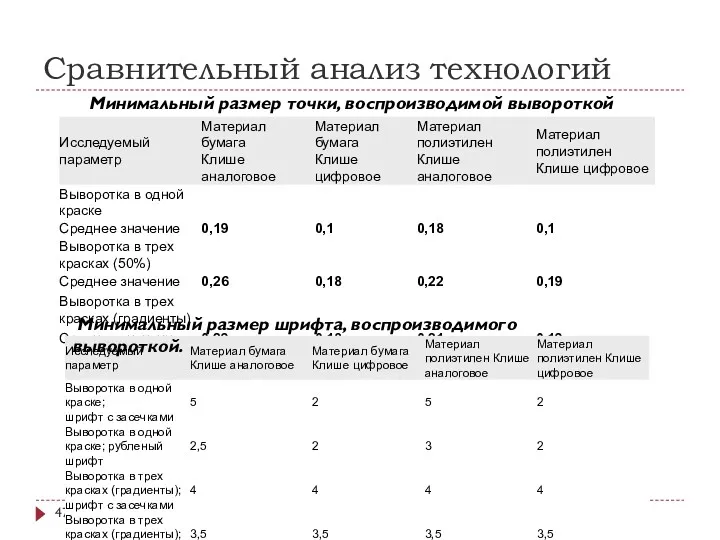
- 47. Сравнительный анализ технологий Минимальный размер шрифта, воспроизводимого вывороткой. Минимальный размер точки, воспроизводимой вывороткой
- 48. Лазерное гравирование Технология прямого лазерного гравирования включает только одну операцию. Процесс изготовления формы сводится к следующему:
- 49. Схема технологического процесса изготовления флексографских печатных форм по технологии прямого лазерного гравирования D и f —
- 50. Лазерное гравирование Первые гравировальные установки использовали инфракрасный мощный ND:YAGлазер на иттрийалюминиевом гранате с неодимом с длиной
- 51. Лазерное гравирование Диаметр пятна сфокусированного лазерного излучения должен определенным образом соответствовать вычисленному размеру точки изображения. Известно,
- 52. Крепление форм на цилиндрах
- 53. Крепление форм на цилиндрах Пластинчатые флексографские формы, как однослойные, так и многослойные, крепятся на поверхности формных
- 54. Преимущества и недостатки использования гильз Преимущества гильз: легкого веса по сравнению с цельнометаллическими цилиндрами, быстрая смена
- 55. Преимущества цифровой формы перед аналоговой Меньшее светорассеяние за счет непосредственного прилегания маскирующего слоя к пластине (чего
- 56. Недостатки СТР проблемы, связанные с профилем растровой точки, которая по сравнению с аналоговой имеет меньшее основание.
- 57. Спасибо за внимание!
- 59. Просто инфо Чтобы облегчить сложный треппинг и спуск полос для упаковки, создано несколько высококачественных специализированных систем
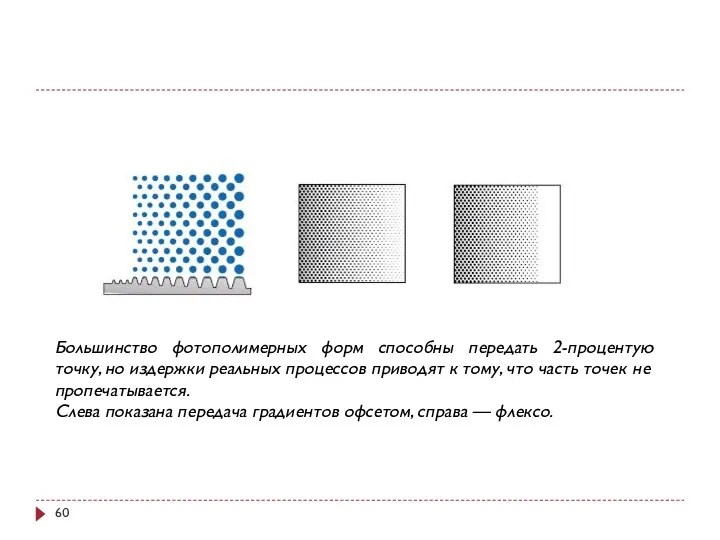
- 60. Большинство фотополимерных форм способны передать 2-процентую точку, но издержки реальных процессов приводят к тому, что часть
- 61. Формы, образующие фактуру анилокса, могут располагаться под углами 30°, 45° и 60°
- 63. Скачать презентацию
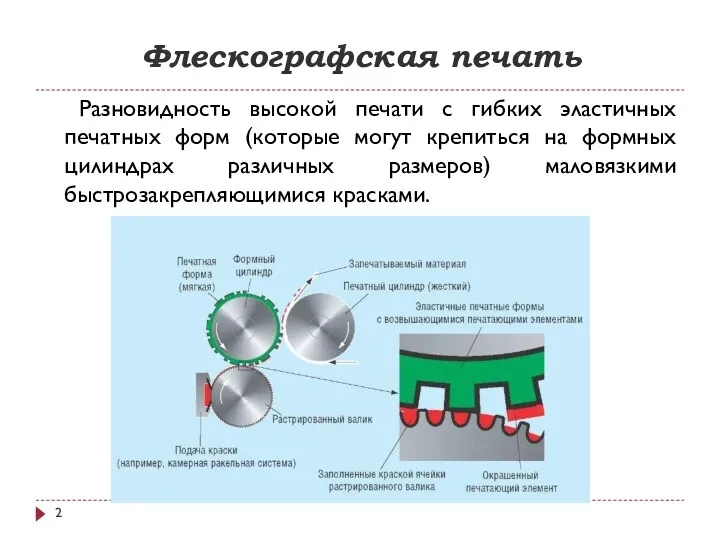
Флескографская печать
Разновидность высокой печати с гибких эластичных печатных форм (которые могут
Флескографская печать
Разновидность высокой печати с гибких эластичных печатных форм (которые могут
История и развитие флексографии
1) Карл Хольвего-середина XIX столетия. «Анилиновая печать».
История и развитие флексографии
1) Карл Хольвего-середина XIX столетия. «Анилиновая печать».
ОСНОВНЫЕ ДОСТОИНСТВА ФЛЕКСОГРАФИИ
большой выбор типов носителей для печати;
высокая тиражестойкость печатных форм
ОСНОВНЫЕ ДОСТОИНСТВА ФЛЕКСОГРАФИИ
большой выбор типов носителей для печати;
высокая тиражестойкость печатных форм
ОСНОВНЫЕ НЕДОСТАТКИ ФЛЕКСОГРАФИИ
Большое значение растискивания точки растра (обычно линиатура не превышает
ОСНОВНЫЕ НЕДОСТАТКИ ФЛЕКСОГРАФИИ
Большое значение растискивания точки растра (обычно линиатура не превышает
Градационные искажения в светах и тенях
Обусловлены не только растискиванием, но и
Градационные искажения в светах и тенях
Обусловлены не только растискиванием, но и
Печатные формы
Печатные формы
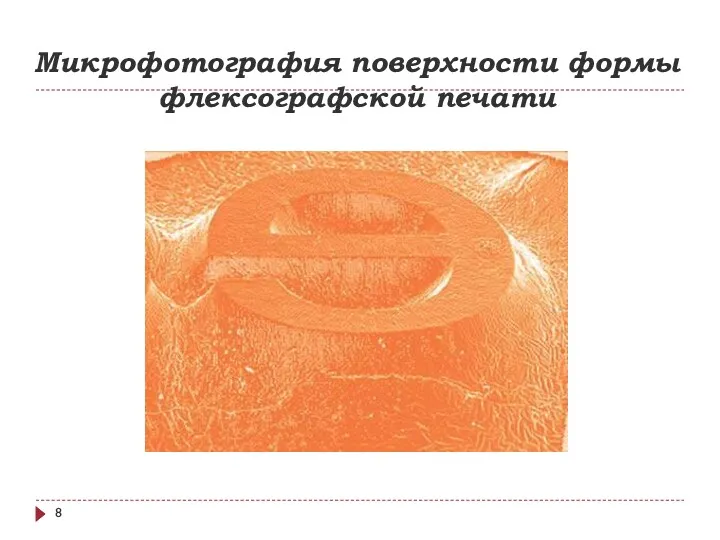
Микрофотография поверхности формы флексографской печати
Микрофотография поверхности формы флексографской печати
Допечатная подготовка
Это комплекс мероприятий, позволяющий воспроизвести физиологически точную копию оригинала при
Допечатная подготовка
Это комплекс мероприятий, позволяющий воспроизвести физиологически точную копию оригинала при
Характеристики печатных форм
1. физико-механические:
модуль эластичности,
соотношение обратимых и остаточных деформаций,
время
Характеристики печатных форм
1. физико-механические:
модуль эластичности,
соотношение обратимых и остаточных деформаций,
время
Характеристики печатных форм
2. геометрические:
толщина формы (1,7 до 6,0 мм);
равномерность формы (допустимая
Характеристики печатных форм
2. геометрические:
толщина формы (1,7 до 6,0 мм);
равномерность формы (допустимая
Характеристики печатных форм
3. физико-химические:
набухаемость формы в растворителях, входящих в состав печатных
Характеристики печатных форм
3. физико-химические:
набухаемость формы в растворителях, входящих в состав печатных
Характеристики печатных форм
4. репродукционно-графические.
Флексографские формы позволяют печатать одно- и многокрасочные штриховые
Характеристики печатных форм
4. репродукционно-графические.
Флексографские формы позволяют печатать одно- и многокрасочные штриховые
Разновидности печатных форм
По своей конструкции печатные флексографские формы могут быть в
Разновидности печатных форм
По своей конструкции печатные флексографские формы могут быть в
Способы изготовления
а) прессование (реже — литье) с использованием оригинальных металлических форм
Способы изготовления
а) прессование (реже — литье) с использованием оригинальных металлических форм
Типы формного материала
Резиновый;
Фотополимерный.
Изначально формы изготавливались на основе резинового материала
Типы формного материала
Резиновый;
Фотополимерный.
Изначально формы изготавливались на основе резинового материала
Резиновые печатные формы
Резиновые печатные формы
Материал для резиновых форм
Наибольшее применение находят три основных вида резины на
Материал для резиновых форм
Наибольшее применение находят три основных вида резины на
Резиновые печатные формы
Резиновые (эластомерные) печатные формы могут быть получены способом прессования
Резиновые печатные формы
Резиновые (эластомерные) печатные формы могут быть получены способом прессования
Резиновые печатные формы
Гравирование:
Сначала изготавливается и подготавливается вал. Гравирование может происходить двумя
Резиновые печатные формы
Гравирование:
Сначала изготавливается и подготавливается вал. Гравирование может происходить двумя
Преимущества и недостатки резиновых форм
«-»
небольшая производительность,
низкие технологические возможности (линиатура не
Преимущества и недостатки резиновых форм
«-»
небольшая производительность,
низкие технологические возможности (линиатура не
Фотополимерные печатные формы
Фотополимерные печатные формы
Фотополимерные печатные формы
В качестве фотополимерных материалов применяются твердые или жидкие фотополимеризуемые
Фотополимерные печатные формы
В качестве фотополимерных материалов применяются твердые или жидкие фотополимеризуемые

Фотополимерные печатные формы
Фотополимерные печатные формы
Основа технологии
Основной технологической операцией изготовления любых ФПФ, в ходе которой в
Основа технологии
Основной технологической операцией изготовления любых ФПФ, в ходе которой в
Основа технологии
Основа технологии
Основа технологии
Проявление рельефного изображения, в результате которого удаляются незаполимеризовавшиеся участки фотополимеризуемой
Основа технологии
Проявление рельефного изображения, в результате которого удаляются незаполимеризовавшиеся участки фотополимеризуемой
Основа технологии
Во втором случае обработка осуществляется в термальном процессоре для обработки
Основа технологии
Во втором случае обработка осуществляется в термальном процессоре для обработки
Основа технологии
При избыточном экспонировании образуется пологий профиль печатающих элементов, который обеспечивает
Основа технологии
При избыточном экспонировании образуется пологий профиль печатающих элементов, который обеспечивает
Основа технологии
В настоящее время для изготовления фотополимерных печатных форм флексографской печати
Основа технологии
В настоящее время для изготовления фотополимерных печатных форм флексографской печати
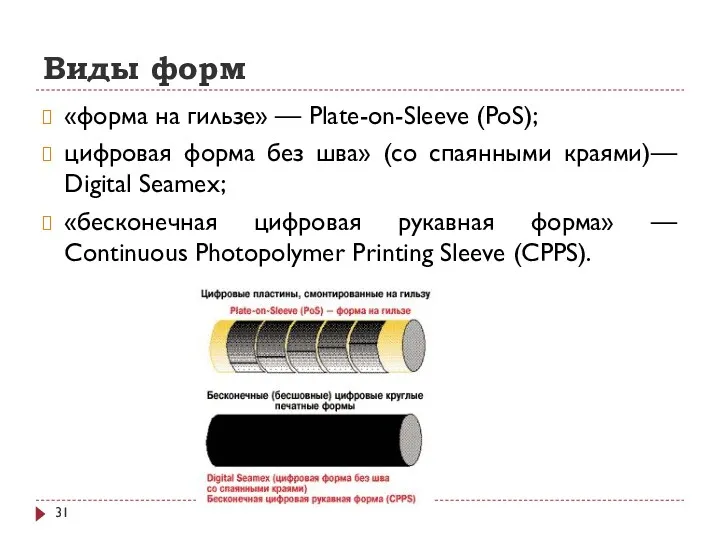
Виды форм
«форма на гильзе» — Plate-on-Sleeve (PoS);
цифровая форма без шва» (со
Виды форм
«форма на гильзе» — Plate-on-Sleeve (PoS);
цифровая форма без шва» (со

Основа технологии: компьютер — фотоформа
Основа технологии: компьютер — фотоформа
Основа технологии: компьютер — фотоформа
предварительное экспонирование оборотной стороны фотополимеризуемой флексографской формной пластины
Основа технологии: компьютер — фотоформа
предварительное экспонирование оборотной стороны фотополимеризуемой флексографской формной пластины
Основа технологии: «компьютер — фотоформа»
Особенность процесса изготовления плоских фпф флексографской печати
Основа технологии: «компьютер — фотоформа»
Особенность процесса изготовления плоских фпф флексографской печати
Основа технологии
Для расчета величины масштаба М фотоформы можно воспользоваться константой растяжения k, которая для
Основа технологии
Для расчета величины масштаба М фотоформы можно воспользоваться константой растяжения k, которая для
Основа технологии: компьютер — печатная форма
Изготовление фотополимерных флексографских печатных форм по технологии
Основа технологии: компьютер — печатная форма
Изготовление фотополимерных флексографских печатных форм по технологии
Негативное изображение (маска) необходимо для последующего экспонирования УФисточником света формной фотополимеризуемой
Негативное изображение (маска) необходимо для последующего экспонирования УФисточником света формной фотополимеризуемой
Процесс изготовления плоских флексографских печатных форм на основе сольвентновымывных или термочувствительных
Процесс изготовления плоских флексографских печатных форм на основе сольвентновымывных или термочувствительных
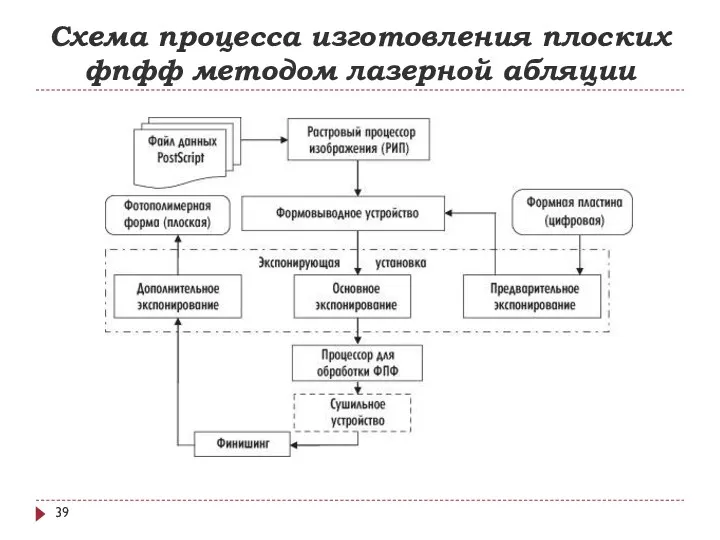
Схема процесса изготовления плоских фпфф методом лазерной абляции
Схема процесса изготовления плоских фпфф методом лазерной абляции
Основа технологии: компьютер — печатная форма
Основа технологии: компьютер — печатная форма

Plate-on-Sleeve
Plate-on-Sleeve
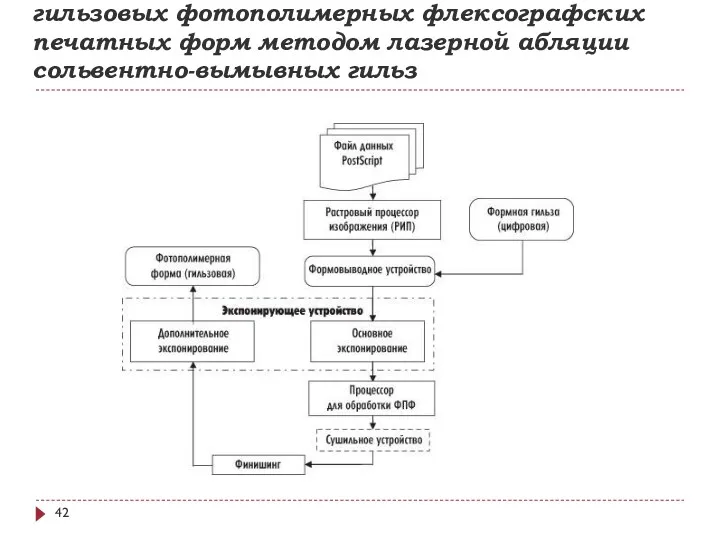
Схема процесса изготовления бесшовных гильзовых фотополимерных флексографских печатных форм методом лазерной
Схема процесса изготовления бесшовных гильзовых фотополимерных флексографских печатных форм методом лазерной
Сравнение печатающих элементов фотополимерных форм
а — аналоговые
б — цифровые
Сравнение печатающих элементов фотополимерных форм
а — аналоговые
б — цифровые
Сравнение печатающих элементов фотополимерных форм
При изготовлении флексографских форм по цифровой технологии
Сравнение печатающих элементов фотополимерных форм
При изготовлении флексографских форм по цифровой технологии
Сравнительный анализ технологий
Минимальный размер штриха, воспроизводимого вывороткой.
Сравнительный анализ технологий
Минимальный размер штриха, воспроизводимого вывороткой.
Сравнительный анализ технологий
Минимальный размер штриха, воспроизводимого вывороткой.
Сравнительный анализ технологий
Минимальный размер штриха, воспроизводимого вывороткой.
Сравнительный анализ технологий
Минимальный размер шрифта, воспроизводимого вывороткой.
Минимальный размер точки, воспроизводимой вывороткой
Сравнительный анализ технологий
Минимальный размер шрифта, воспроизводимого вывороткой.
Минимальный размер точки, воспроизводимой вывороткой
Лазерное гравирование
Технология прямого лазерного гравирования включает только одну операцию. Процесс изготовления
Лазерное гравирование
Технология прямого лазерного гравирования включает только одну операцию. Процесс изготовления
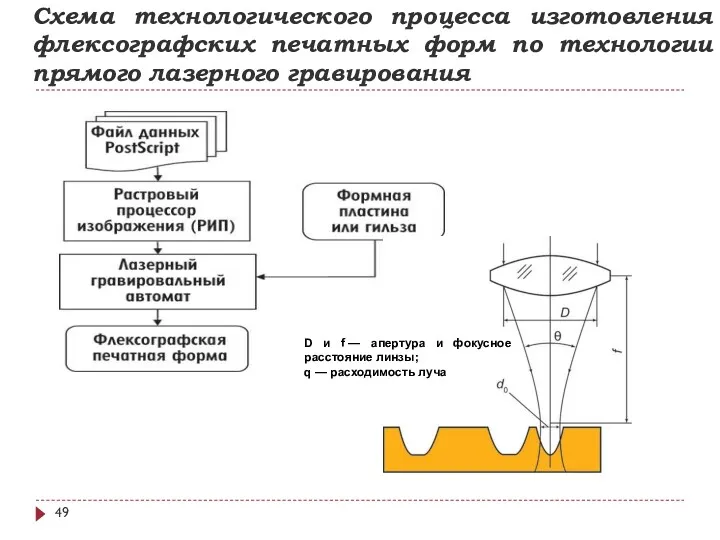
Схема технологического процесса изготовления флексографских печатных форм по технологии прямого лазерного
Схема технологического процесса изготовления флексографских печатных форм по технологии прямого лазерного
Лазерное гравирование
Первые гравировальные установки использовали инфракрасный мощный ND:YAGлазер на иттрийалюминиевом гранате
Лазерное гравирование
Первые гравировальные установки использовали инфракрасный мощный ND:YAGлазер на иттрийалюминиевом гранате
Лазерное гравирование
Диаметр пятна сфокусированного лазерного излучения должен определенным образом соответствовать вычисленному
Лазерное гравирование
Диаметр пятна сфокусированного лазерного излучения должен определенным образом соответствовать вычисленному
Крепление форм на цилиндрах
Крепление форм на цилиндрах
Крепление форм на цилиндрах
Пластинчатые флексографские формы, как однослойные, так и многослойные,
Крепление форм на цилиндрах
Пластинчатые флексографские формы, как однослойные, так и многослойные,
Преимущества и недостатки использования гильз
Преимущества гильз:
легкого веса по сравнению с
Преимущества и недостатки использования гильз
Преимущества гильз:
легкого веса по сравнению с
Преимущества цифровой формы перед аналоговой
Меньшее светорассеяние за счет непосредственного прилегания маскирующего
Преимущества цифровой формы перед аналоговой
Меньшее светорассеяние за счет непосредственного прилегания маскирующего
Недостатки СТР
проблемы, связанные с профилем растровой точки, которая по сравнению с
Недостатки СТР
проблемы, связанные с профилем растровой точки, которая по сравнению с
Спасибо за внимание!
Спасибо за внимание!
Просто инфо
Чтобы облегчить сложный треппинг и спуск полос для упаковки, создано
Просто инфо
Чтобы облегчить сложный треппинг и спуск полос для упаковки, создано
Большинство фотополимерных форм способны передать 2-процентую точку, но издержки реальных процессов
Большинство фотополимерных форм способны передать 2-процентую точку, но издержки реальных процессов

Формы, образующие фактуру анилокса, могут располагаться под углами 30°, 45° и
Формы, образующие фактуру анилокса, могут располагаться под углами 30°, 45° и
 Обеспечение сохранности документов
Обеспечение сохранности документов Судебная практика. Гидроцикл. Возмещение вреда
Судебная практика. Гидроцикл. Возмещение вреда Формула объема прямоугольного параллелепипеда Диск
Формула объема прямоугольного параллелепипеда Диск Культура России первой половины XIX века
Культура России первой половины XIX века Микроциркуляция бұзылыстары
Микроциркуляция бұзылыстары Расчет внецентренно сжатых элементов ЖБК. (Тема 11)
Расчет внецентренно сжатых элементов ЖБК. (Тема 11) Военно - патриотическое и духовно-патриотическое воспитание детей в Игринской ДШИ№ 2
Военно - патриотическое и духовно-патриотическое воспитание детей в Игринской ДШИ№ 2 Зачем мы спим ночью
Зачем мы спим ночью Компетенция в процессе обучения
Компетенция в процессе обучения А.И. Куприн Чудесный доктор. Реальная основа и содержание рассказа
А.И. Куприн Чудесный доктор. Реальная основа и содержание рассказа Михаил Афанасьевич Булгаков Мастер и Маргарита, Собачье Сердце
Михаил Афанасьевич Булгаков Мастер и Маргарита, Собачье Сердце Аппаратная реализация компьютера
Аппаратная реализация компьютера Презентация Что нужно 1-класснику
Презентация Что нужно 1-класснику Оборудование склада
Оборудование склада ПрезентацияПрименение Су – Джок терапии при коррекции речевых нарушений
ПрезентацияПрименение Су – Джок терапии при коррекции речевых нарушений Обобщающее повторение по теме Атмосфера
Обобщающее повторение по теме Атмосфера Продукция биогеоценозов. Основные свойства биогеоценозов. Смена биогеоценозов
Продукция биогеоценозов. Основные свойства биогеоценозов. Смена биогеоценозов Влияние мобильных телефонов на организм человека
Влияние мобильных телефонов на организм человека Мастер класс. Изонить.
Мастер класс. Изонить. Опыт организации внеурочной деятельности. Заварзина Н.Н.
Опыт организации внеурочной деятельности. Заварзина Н.Н. презентация по ОБЖ для воспитателей детских садов
презентация по ОБЖ для воспитателей детских садов 10 самых вкусных вредностей
10 самых вкусных вредностей Формирование метапредметных компетенций на уроках ОБЖ в рамках внедрения ФГОС ООО
Формирование метапредметных компетенций на уроках ОБЖ в рамках внедрения ФГОС ООО Религия и ее роль в жизни общества
Религия и ее роль в жизни общества Хикикомори
Хикикомори ДОУ Сказка. Зеленый ветер
ДОУ Сказка. Зеленый ветер Глазунов Илья Сергеевич
Глазунов Илья Сергеевич Человеческая деятельность, как фактор образования высокотоксичных вредных веществ и загрязнителей
Человеческая деятельность, как фактор образования высокотоксичных вредных веществ и загрязнителей