- Технология электрических соединений

Содержание
- 2. Методы создания монтажных соединений
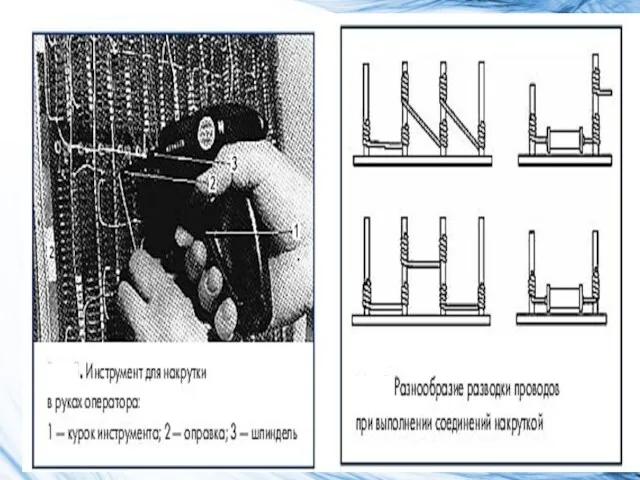
- 3. Накрутка — это соединение оголенного провода со штыревым выводом, имеющим острые кромки, путем навивки провода на
- 4. : а) немодифицированное б) модифицированное в) бандажное 1 — вывод хвостовика электрического контакта; 2 — проводник;
- 5. Деформация в накрутке Напряжение и деформации в зоне сжатия провода. Давление провода раздвигает окислы, образуя газонепроницаемый
- 7. Обжимка - способ образования контактного соединения под действием сильной пластической деформации соединяемых элементов. Вследствие холодной текучести
- 8. Общий вид контакта, обжатого на проводе, и сечение контакта (б) вместе с жилой (а): 1 —
- 9. Присоединение проводов методом врезки а) установка ленточного кабеля на хвостовики контактов до врезки: 1 — хвостовик
- 10. Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах, что не вызывает изменения структуры
- 11. Классификация способов пайки
- 12. Физико-химическое основы монтажной пайки Монтажная пайка представляет собой процесс механического и электрического соединения металлических деталей с
- 13. Степень смачивания характеризуется углом смачивания. Угол смачивания (краевой угол смачивания) это угол, образованный касательными плоскостями к
- 15. Стадии физико-химического процесса пайки Стадии образования соединения: активация металлических поверхностей флюсом нагрев поверхностей выше точки плавления
- 16. Стадии образования паяного соединения
- 17. Структура паяного соединения
- 18. Холодная пайка — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). Паянное
- 19. Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже,
- 20. Классификация припоев ГОСТ 19248-90 устанавливается по следующим признакам: степени плавления при пайке частично расплавляемые, в том
- 21. Классификация припоев ГОСТ 19248-90 устанавливается по следующим признакам: легкоплавкие(>145≤450°С) припои для низкотемпературной (мягкой) пайки с температурой
- 22. Классификация припоев ГОСТ 19248-90 устанавливается по следующим признакам: литые По способу изготовления спеченные тянутые катаные прессованные
- 23. Классификация припоев ГОСТ 19248-90 устанавливается по следующим признакам: листовые По виду полуфабриката таблетированные ленточные трубчатые пастообразные
- 24. Трубчатый припой, представляет собой пустотелую трубку небольшого диаметра, изготовленную из сплава и заполненную флюсом. Простейшая конструкция
- 25. Вероятность перерывов в подаче флюса уменьшается при более сложной форме сердцевины. Эти припои имеют более тонкие
- 26. Большое значение имеет дозировка флюса (независимо от формы сердцевины). При изготовлении трубчатого припоя соотношение количества флюса
- 27. Классификация припоев ГОСТ 19248-90 устанавливается по следующим признакам: оловянно-свинцовые По основному компоненту золотые свинцовые серебряные медно-цинковые
- 28. Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке сталей, никеля, меди и ее сплавов.
- 29. В зависимости от содержания в припоях олова изменяются свойства и температура плавления (Диаграмма состояния олово-свинец). Наименьшей
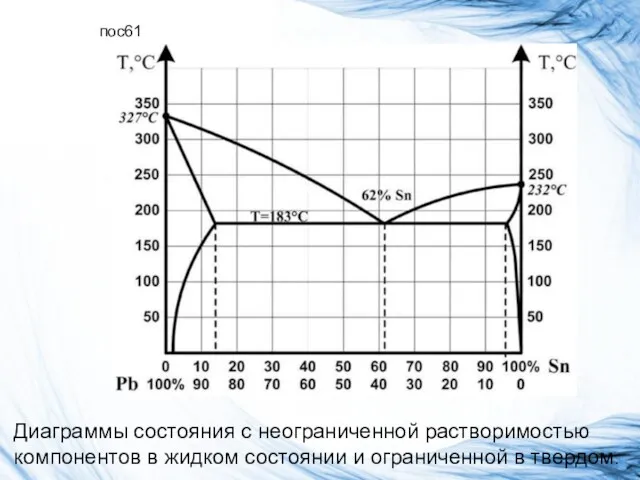
- 30. Pb Диаграмма состояния сплава Pb-Sn
- 31. Диаграммы состояния с неограниченной растворимостью компонентов в жидком состоянии и ограниченной в твердом. пос61
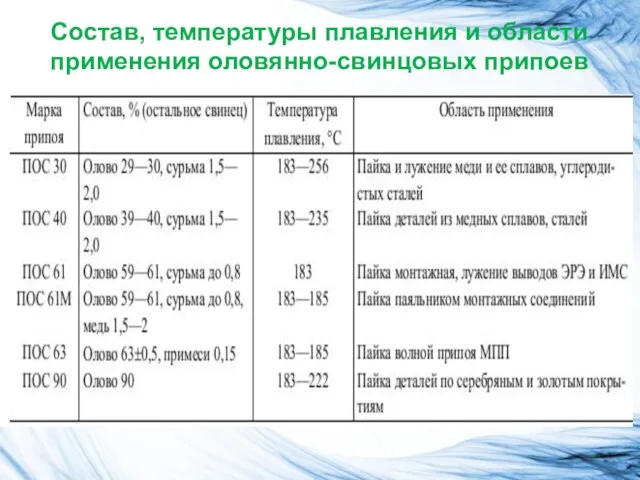
- 32. Состав, температуры плавления и области применения оловянно-свинцовых припоев
- 33. Припои должны удовлетворять следующим требованиям: высокая механическая прочность в заданных условиях эксплуатации высокие электропроводность и теплопроводность,
- 34. Недостатки припоев системы Sn—Pb : разупрочнение и ползучесть при температурах выше 100—150 °С. Припои ПОС 30,
- 35. Характеристики специальных припоев
- 36. Новое обозначение припоев (1) Первая часть содержит букву В, означающую припой. Вторая часть содержит группу символов
- 37. Обозначение припоев (2) В обозначении указывают не более шести химических элементов 3 -значение температуры начала и
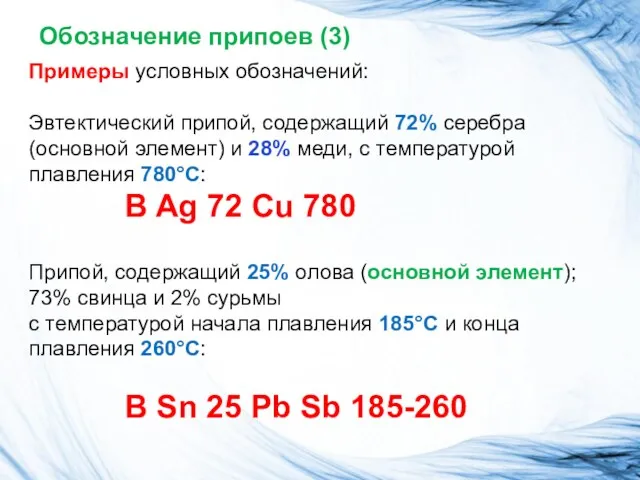
- 38. Обозначение припоев (3) Примеры условных обозначений: Эвтектический припой, содержащий 72% серебра (основной элемент) и 28% меди,
- 39. В настоящее время переход на новое обозначение припоев не завершен как в нашей стране, так и
- 40. По существующим стандартам обозначение припоя 1- П (припой 2 - химический символ основного элемента припоя Дальнейшее
- 42. Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под
- 43. Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (1) ГОСТ 19250-73 устанавливается по следующим признакам: В зависимости от температурного интервала активности
- 44. Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (2)ГОСТ 19250-73 устанавливается по следующим признакам: По механизму действия химического действия защитные жидкие
- 45. Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (3)ГОСТ 19250-73 устанавливается по следующим признакам: По природе активаторов определяющего действия низкотемпературные паяльные
- 46. Основные сведения о флюсах, используемых при монтаже ЭС с применением оловянно-свинцовых припоев.
- 47. Характеристики флюсов для пайки в производстве ЭС Некоррозионные смолосодержащие
- 48. Коррозионные смолосодержащие активированные
- 49. Водорастворимые флюсы
- 50. Высокотемпературные
- 51. Зарубежные флюсы классифицируются по степени активности (классификация отличается от отечественного отраслевого стандарта ОСТ 4Г0.033.200): Тип «R»
- 52. Тип «RMA» (от слов «resin mild activated» — слегка активированная канифоль) – группа смолосодержащих флюсов, активированных
- 53. Тип “RA” (от слов «rosin activated» — активированная канифоль). Эта группа флюсов для промышленного производства электронных
- 54. Тип «No-Clean» (не требует отмывки). Эта группа специально создана для процессов, где нет возможности использовать последующую
- 55. Активаторы, входящие в состав флюса, содержат ионные соединения (галогены, соли и кислоты), которые могут вступать в
- 56. Физико-технологическое основы сварки Сваркой называют процесс получения неразъемных соединений материалов с помощью металлической фазы либо контактированием
- 57. Способы сварки Необходимым условием образования сварного соединения является активирование поверхности менее пластичного из свариваемых материалов. Наиболее
- 60. Характерная особенность сварного соединения, полученного плавлением, — зональная структура : 1 зона — литое ядро, которое
- 61. Монтажная микросварка Ультразвуковая сварка. Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты в зону соединения, что
- 62. Наиболее часто применяются продольные колебания частотой 66 кГц , вводимые в зону сварки с помощью волноводной
- 63. Сварка расщепленным (сдвоенным) электродом Сварка выполняется электродом, изготовленным из вольфрама или молибдена в виде двух токопроводящих
- 64. Групповые методы пайки
- 65. Классификация методов групповой пайки
- 66. Пайка погружением блоков ЭС вертикальным перемещением платы (а) наклонным перемещением платы (б) колебательным движением платы (в)
- 67. Способ пайки в лотке 1- Неподвижная ванна 3 - Держатель 2- Плата с установленными 4 -
- 68. Вибрационная пайка 1- Неподвижная ванна 3 - Держатель 2- Плата с установленными 4 – Электромагнитный вибратор
- 69. Волновые способы пайки
- 71. Схема «воздушного ножа»
- 72. Для образования волны припоя в установках пайки используют механические нагнетатели, давление воздуха или газа, ультразвуковые колебания
- 73. ПАЙКА БЛОКОВ ГРУППОВЫМ ИНСТРУМЕНТОМ
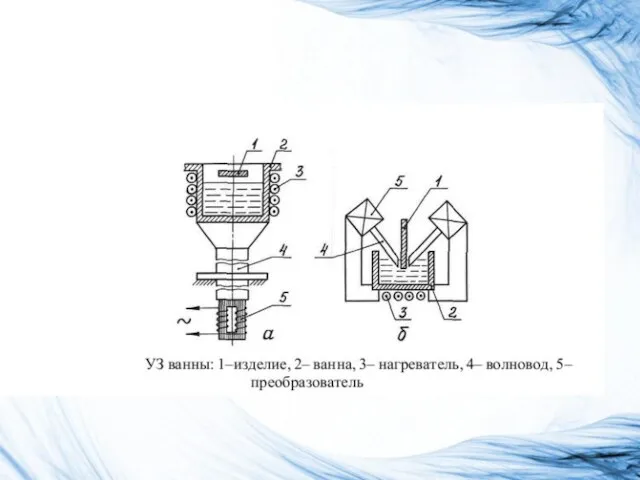
- 77. ПРИМЕНЕНИЕ КОНЦЕНТРИРОВАННЫХ ПОТОКОВ ЭНЕРГИИ ДЛЯ ГРУППОВОЙ ПАЙКИ
- 80. Скачать презентацию

Методы создания монтажных соединений
Методы создания монтажных соединений
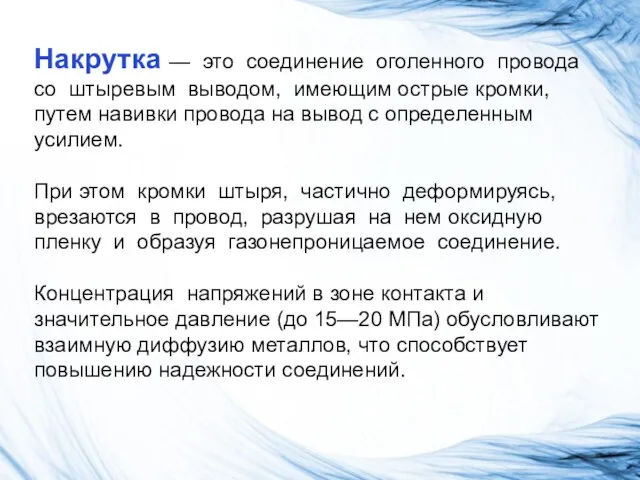
Накрутка — это соединение оголенного провода со штыревым выводом, имеющим острые
Накрутка — это соединение оголенного провода со штыревым выводом, имеющим острые

:
а) немодифицированное
б) модифицированное
в) бандажное
1 — вывод хвостовика электрического контакта;
2 — проводник;
3
:
а) немодифицированное
б) модифицированное
в) бандажное
1 — вывод хвостовика электрического контакта;
2 — проводник;
3

Деформация в накрутке
Напряжение и деформации
в зоне сжатия провода. Давление
провода раздвигает окислы,
Деформация в накрутке
Напряжение и деформации
в зоне сжатия провода. Давление
провода раздвигает окислы,
Обжимка - способ образования контактного соединения под действием сильной пластической деформации
Обжимка - способ образования контактного соединения под действием сильной пластической деформации
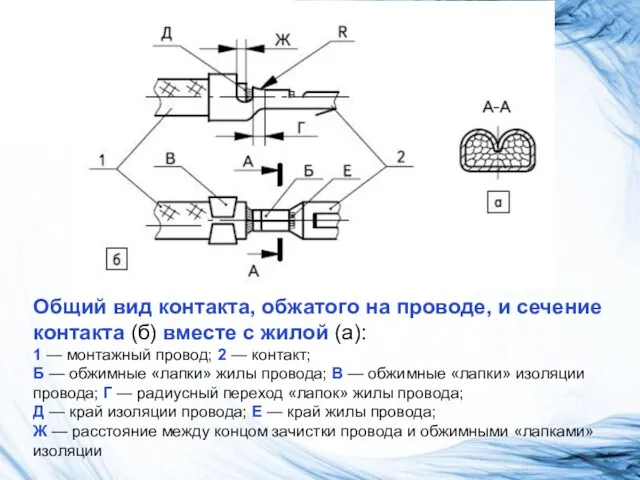
Общий вид контакта, обжатого на проводе, и сечение контакта (б) вместе
Общий вид контакта, обжатого на проводе, и сечение контакта (б) вместе

Присоединение проводов методом врезки
а) установка ленточного кабеля на хвостовики контактов до
Присоединение проводов методом врезки
а) установка ленточного кабеля на хвостовики контактов до
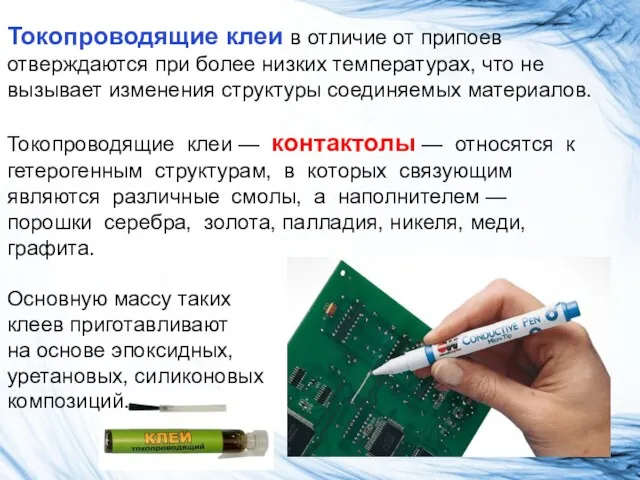
Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах,
Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах,

Классификация способов пайки
Классификация способов пайки
Физико-химическое основы монтажной пайки
Монтажная пайка представляет собой процесс механического и электрического
Физико-химическое основы монтажной пайки
Монтажная пайка представляет собой процесс механического и электрического

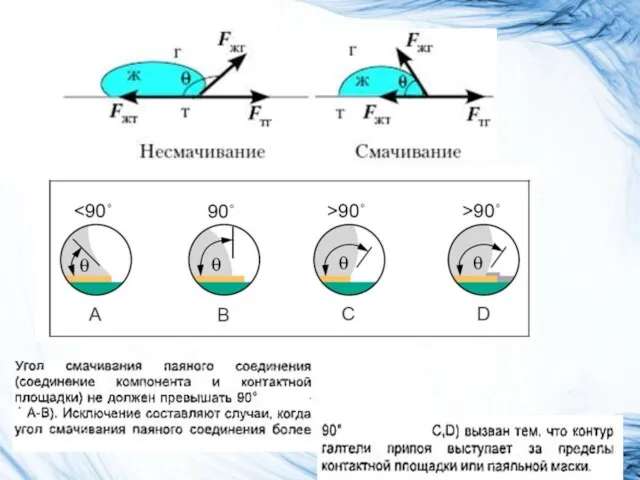
Степень смачивания характеризуется углом смачивания.
Угол смачивания
(краевой угол смачивания) это угол, образованный
Степень смачивания характеризуется углом смачивания.
Угол смачивания
(краевой угол смачивания) это угол, образованный
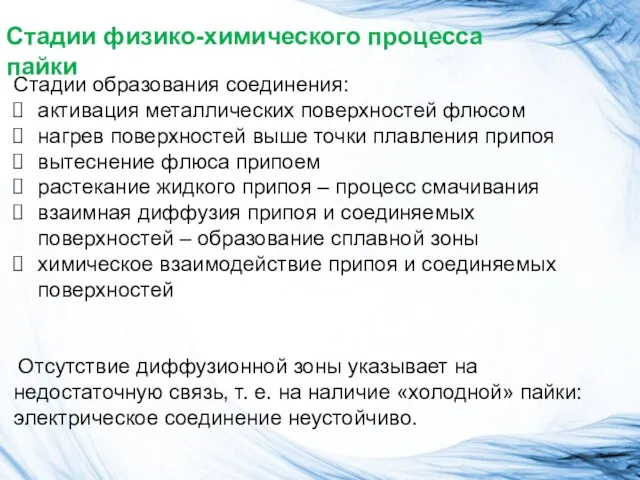
Стадии физико-химического процесса пайки
Стадии образования соединения:
активация металлических поверхностей флюсом
нагрев поверхностей выше
Стадии физико-химического процесса пайки
Стадии образования соединения:
активация металлических поверхностей флюсом
нагрев поверхностей выше

Стадии образования паяного соединения
Стадии образования паяного соединения
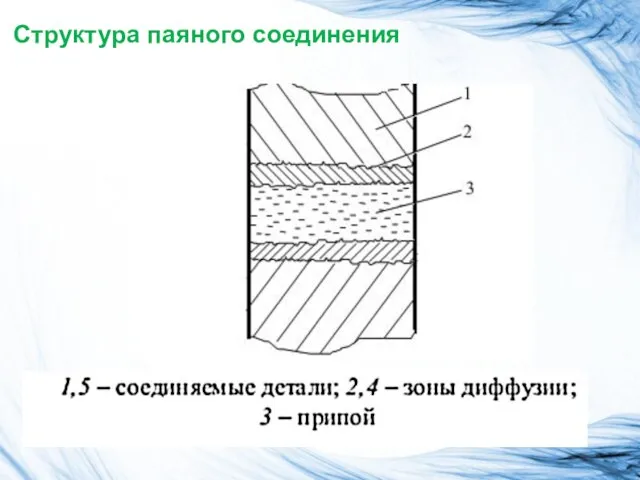
Структура паяного соединения
Структура паяного соединения

Холодная пайка — дефект пайки, при котором не образуется прочного паяного
Холодная пайка — дефект пайки, при котором не образуется прочного паяного
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем
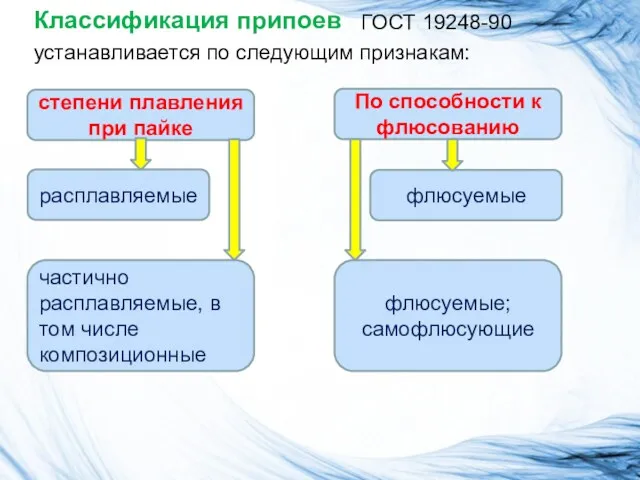
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
степени плавления при пайке
частично расплавляемые,
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
степени плавления при пайке
частично расплавляемые,

Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
легкоплавкие(>145≤450°С)
припои для низкотемпературной (мягкой) пайки
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
легкоплавкие(>145≤450°С)
припои для низкотемпературной (мягкой) пайки
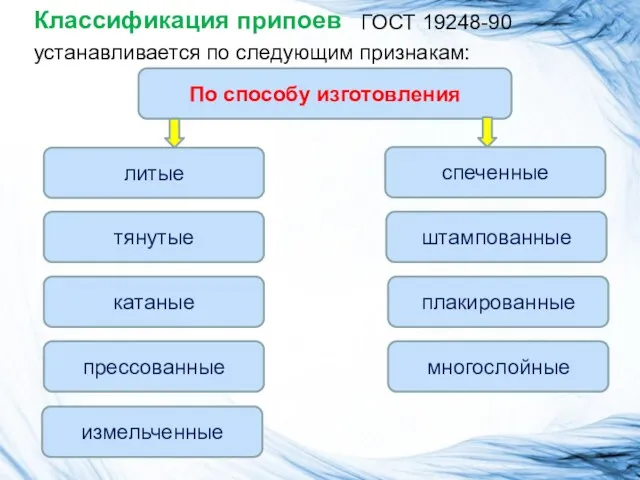
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
литые
По способу изготовления
спеченные
тянутые
катаные
прессованные
измельченные
штампованные
плакированные
многослойные
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
литые
По способу изготовления
спеченные
тянутые
катаные
прессованные
измельченные
штампованные
плакированные
многослойные
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
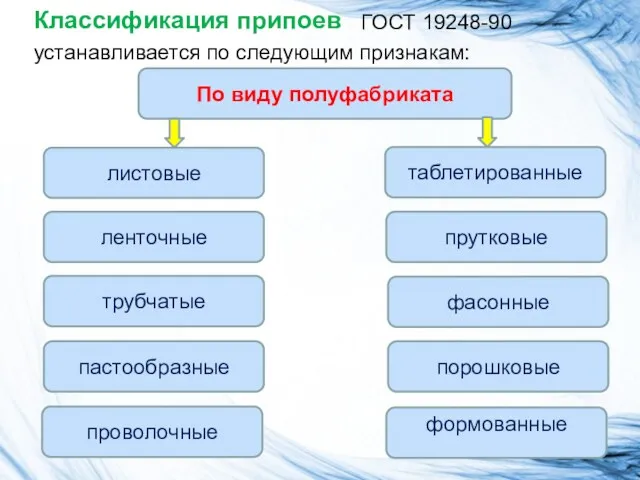
листовые
По виду полуфабриката
таблетированные
ленточные
трубчатые
пастообразные
проволочные
прутковые
фасонные
порошковые
формованные
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
листовые
По виду полуфабриката
таблетированные
ленточные
трубчатые
пастообразные
проволочные
прутковые
фасонные
порошковые
формованные
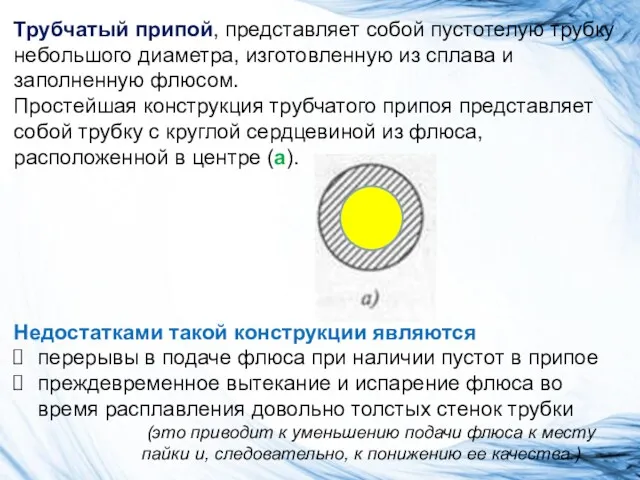
Трубчатый припой, представляет собой пустотелую трубку небольшого диаметра, изготовленную из сплава и заполненную флюсом.
Простейшая
Трубчатый припой, представляет собой пустотелую трубку небольшого диаметра, изготовленную из сплава и заполненную флюсом.
Простейшая

Вероятность перерывов в подаче флюса уменьшается при более сложной форме сердцевины.
Эти
Вероятность перерывов в подаче флюса уменьшается при более сложной форме сердцевины.
Эти
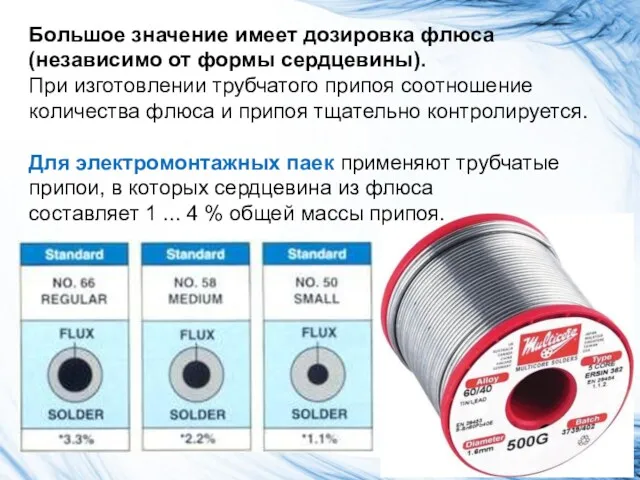
Большое значение имеет дозировка флюса (независимо от формы сердцевины).
При изготовлении трубчатого
Большое значение имеет дозировка флюса (независимо от формы сердцевины).
При изготовлении трубчатого
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
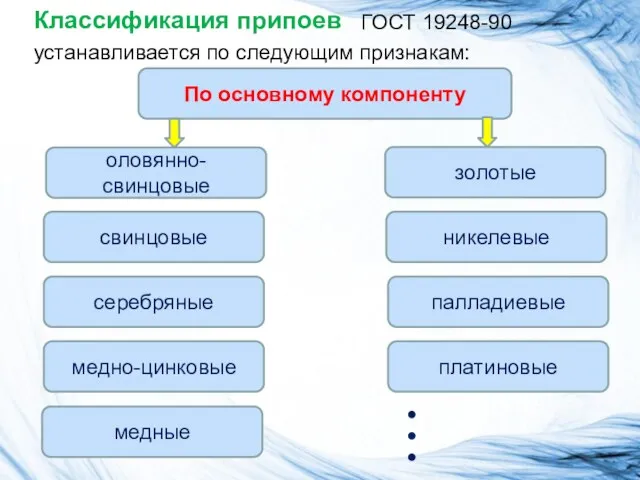
оловянно-свинцовые
По основному компоненту
золотые
свинцовые
серебряные
медно-цинковые
медные
никелевые
палладиевые
платиновые
●
●
●
Классификация припоев
ГОСТ 19248-90
устанавливается по следующим признакам:
оловянно-свинцовые
По основному компоненту
золотые
свинцовые
серебряные
медно-цинковые
медные
никелевые
палладиевые
платиновые
●
●
●
Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке сталей,
Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке сталей,
В зависимости от содержания в припоях олова изменяются свойства и температура
В зависимости от содержания в припоях олова изменяются свойства и температура

Pb
Диаграмма состояния сплава Pb-Sn
Pb
Диаграмма состояния сплава Pb-Sn
Диаграммы состояния с неограниченной растворимостью компонентов в жидком состоянии и ограниченной
Диаграммы состояния с неограниченной растворимостью компонентов в жидком состоянии и ограниченной
Состав, температуры плавления и области применения оловянно-свинцовых припоев
Состав, температуры плавления и области применения оловянно-свинцовых припоев
Припои должны удовлетворять следующим требованиям:
высокая механическая прочность в заданных
условиях
Припои должны удовлетворять следующим требованиям:
высокая механическая прочность в заданных
условиях
Недостатки припоев системы Sn—Pb :
разупрочнение и ползучесть при температурах выше
100—150
Недостатки припоев системы Sn—Pb :
разупрочнение и ползучесть при температурах выше
100—150
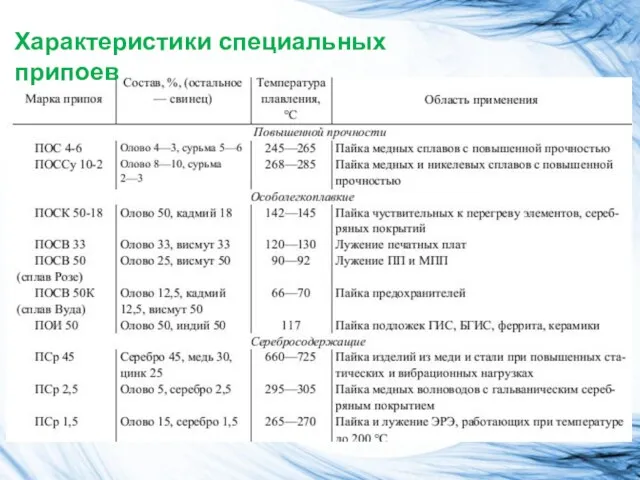
Характеристики специальных припоев
Характеристики специальных припоев
Новое обозначение припоев (1)
Первая часть содержит букву В, означающую припой.
Вторая
Новое обозначение припоев (1)
Первая часть содержит букву В, означающую припой.
Вторая
Обозначение припоев (2)
В обозначении указывают не более шести химических элементов
3 -значение
Обозначение припоев (2)
В обозначении указывают не более шести химических элементов
3 -значение
Обозначение припоев (3)
Примеры условных обозначений:
Эвтектический припой, содержащий 72% серебра (основной элемент)
Обозначение припоев (3)
Примеры условных обозначений:
Эвтектический припой, содержащий 72% серебра (основной элемент)
В настоящее время переход на новое обозначение припоев не завершен как
В настоящее время переход на новое обозначение припоев не завершен как
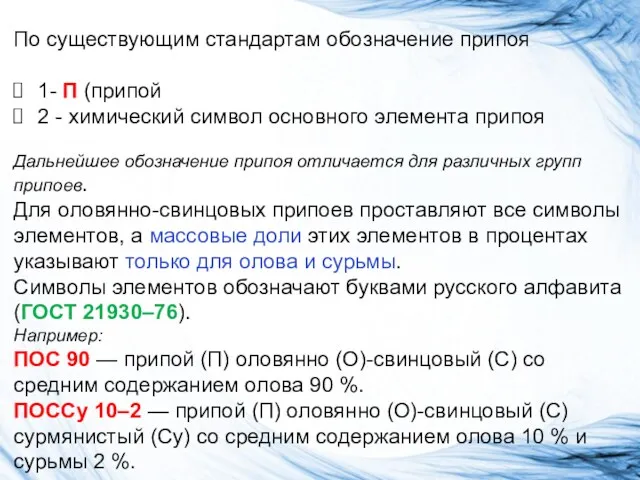
По существующим стандартам обозначение припоя
1- П (припой
2 - химический символ
По существующим стандартам обозначение припоя
1- П (припой
2 - химический символ

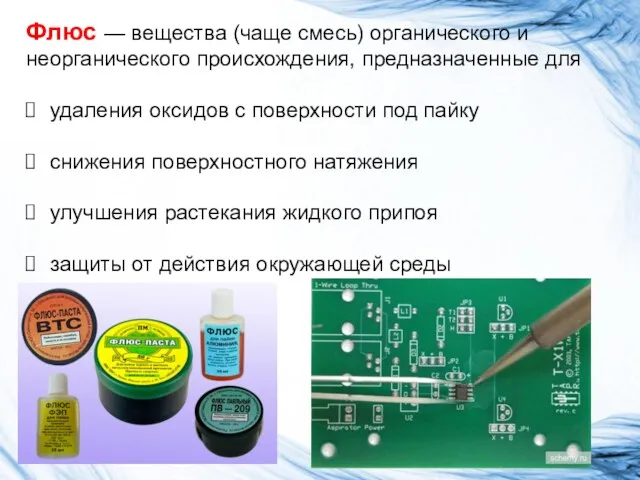
Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для
удаления
Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для
удаления
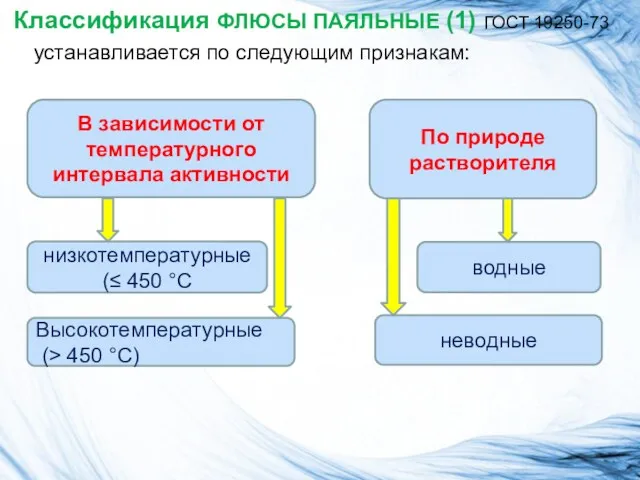
Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (1) ГОСТ 19250-73
устанавливается по следующим признакам:
В зависимости от
Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (1) ГОСТ 19250-73
устанавливается по следующим признакам:
В зависимости от

Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (2)ГОСТ 19250-73
устанавливается по следующим признакам:
По механизму действия
химического действия
защитные
жидкие
твердые
По
Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (2)ГОСТ 19250-73
устанавливается по следующим признакам:
По механизму действия
химического действия
защитные
жидкие
твердые
По

Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (3)ГОСТ 19250-73
устанавливается по следующим признакам:
По природе активаторов определяющего
Классификация ФЛЮСЫ ПАЯЛЬНЫЕ (3)ГОСТ 19250-73
устанавливается по следующим признакам:
По природе активаторов определяющего
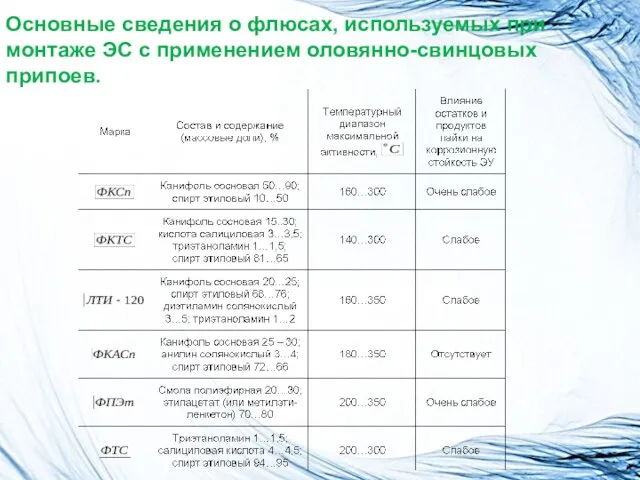
Основные сведения о флюсах, используемых при монтаже ЭС с применением оловянно-свинцовых
Основные сведения о флюсах, используемых при монтаже ЭС с применением оловянно-свинцовых
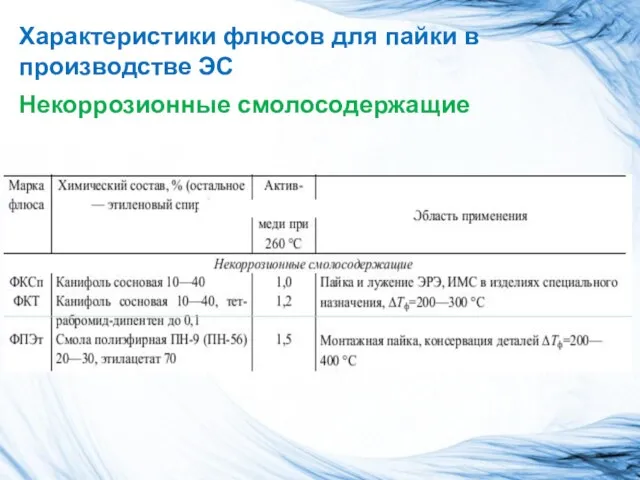
Характеристики флюсов для пайки в производстве ЭС
Некоррозионные смолосодержащие
Характеристики флюсов для пайки в производстве ЭС
Некоррозионные смолосодержащие
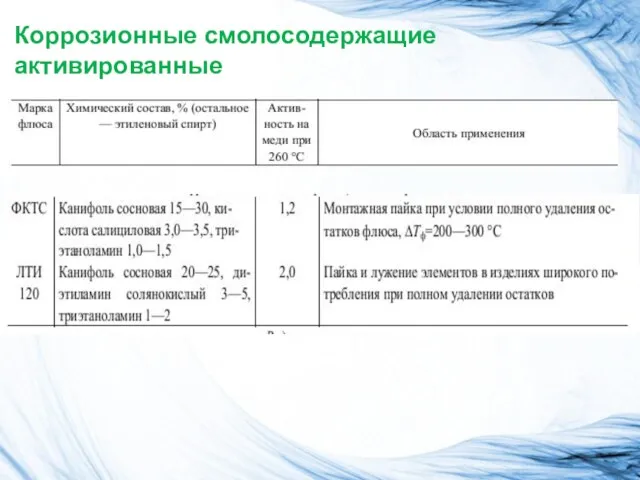
Коррозионные смолосодержащие
активированные
Коррозионные смолосодержащие
активированные
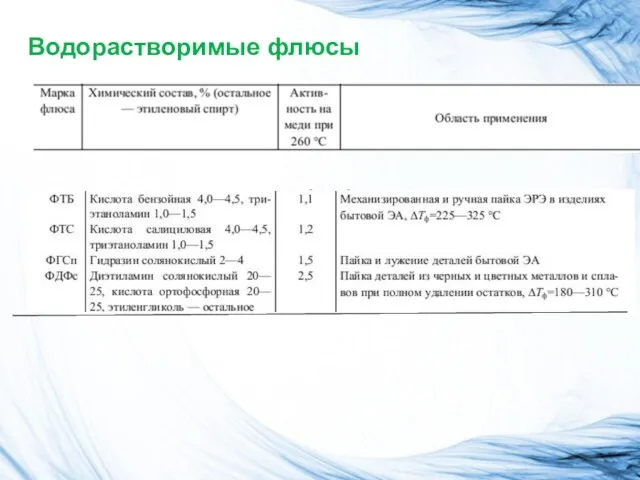
Водорастворимые флюсы
Водорастворимые флюсы
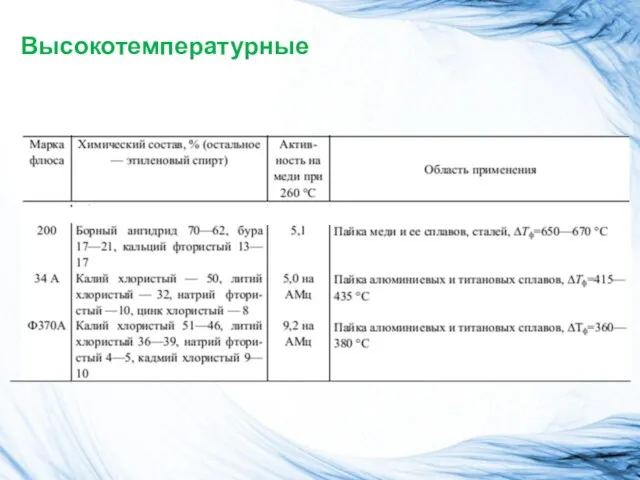
Высокотемпературные
Высокотемпературные
Зарубежные флюсы классифицируются по степени активности (классификация отличается от отечественного отраслевого
Зарубежные флюсы классифицируются по степени активности (классификация отличается от отечественного отраслевого
Тип «RMA» (от слов «resin mild activated» — слегка активированная канифоль)
Тип «RMA» (от слов «resin mild activated» — слегка активированная канифоль)
Тип “RA” (от слов «rosin activated» — активированная канифоль). Эта группа
Тип “RA” (от слов «rosin activated» — активированная канифоль). Эта группа
Тип «No-Clean» (не требует отмывки).
Эта группа специально создана для процессов,
Тип «No-Clean» (не требует отмывки).
Эта группа специально создана для процессов,
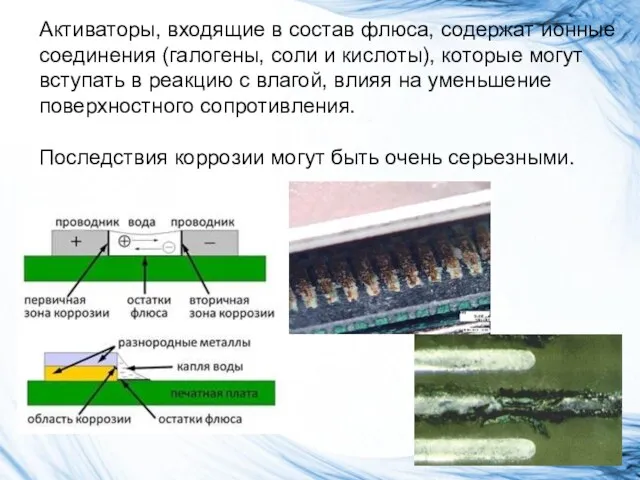
Активаторы, входящие в состав флюса, содержат ионные соединения (галогены, соли и
Активаторы, входящие в состав флюса, содержат ионные соединения (галогены, соли и
Физико-технологическое основы сварки
Сваркой называют процесс получения неразъемных соединений материалов с
Физико-технологическое основы сварки
Сваркой называют процесс получения неразъемных соединений материалов с
Способы сварки
Необходимым условием образования сварного соединения является активирование поверхности менее
Способы сварки
Необходимым условием образования сварного соединения является активирование поверхности менее

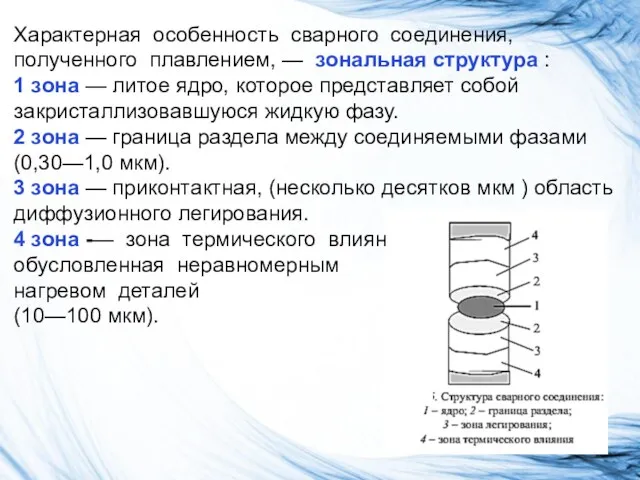
Характерная особенность сварного соединения, полученного плавлением, — зональная структура :
1 зона
Характерная особенность сварного соединения, полученного плавлением, — зональная структура :
1 зона
Монтажная микросварка
Ультразвуковая сварка.
Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты
Монтажная микросварка
Ультразвуковая сварка.
Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты

Наиболее часто применяются продольные колебания частотой 66 кГц , вводимые в
Наиболее часто применяются продольные колебания частотой 66 кГц , вводимые в

Сварка расщепленным (сдвоенным) электродом
Сварка выполняется электродом, изготовленным из
вольфрама или молибдена
Сварка расщепленным (сдвоенным) электродом
Сварка выполняется электродом, изготовленным из
вольфрама или молибдена

Групповые методы пайки
Групповые методы пайки

Классификация методов групповой пайки
Классификация методов групповой пайки
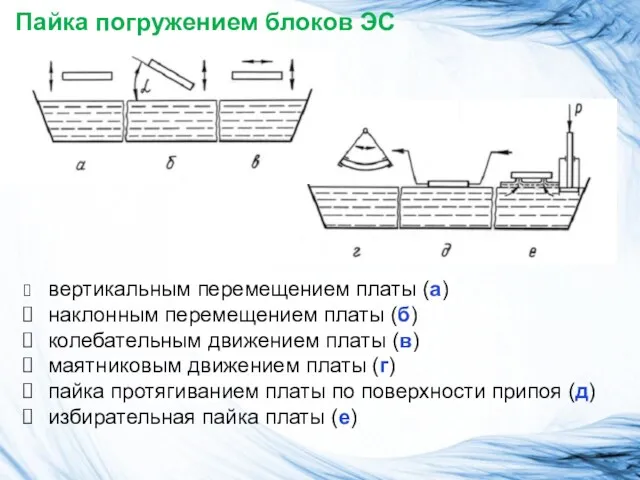
Пайка погружением блоков ЭС
вертикальным перемещением платы (а)
наклонным перемещением
Пайка погружением блоков ЭС
вертикальным перемещением платы (а)
наклонным перемещением

Способ пайки в лотке
1- Неподвижная ванна 3 - Держатель
2- Плата с
Способ пайки в лотке
1- Неподвижная ванна 3 - Держатель
2- Плата с

Вибрационная пайка
1- Неподвижная ванна 3 - Держатель
2- Плата с установленными 4
Вибрационная пайка
1- Неподвижная ванна 3 - Держатель
2- Плата с установленными 4

Волновые способы пайки
Волновые способы пайки
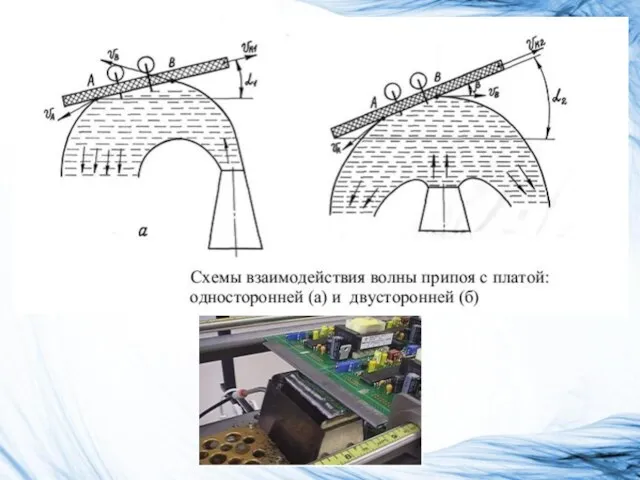

Схема «воздушного ножа»
Схема «воздушного ножа»
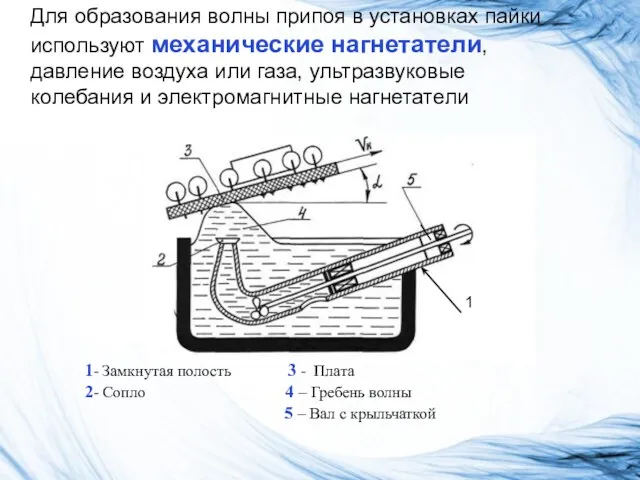
Для образования волны припоя в установках пайки используют механические нагнетатели, давление
Для образования волны припоя в установках пайки используют механические нагнетатели, давление

ПАЙКА БЛОКОВ ГРУППОВЫМ ИНСТРУМЕНТОМ
ПАЙКА БЛОКОВ ГРУППОВЫМ ИНСТРУМЕНТОМ

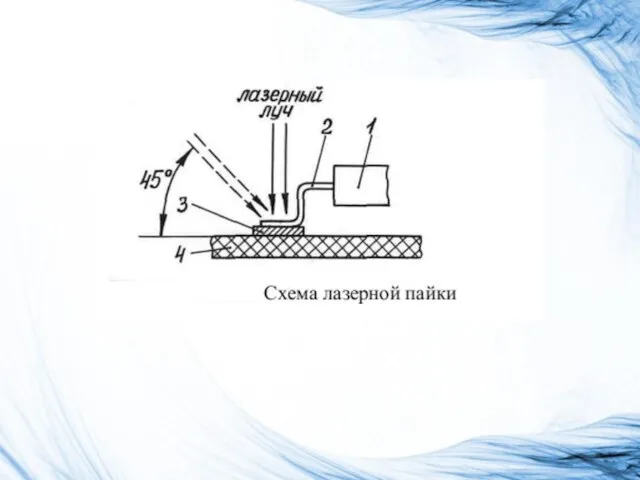

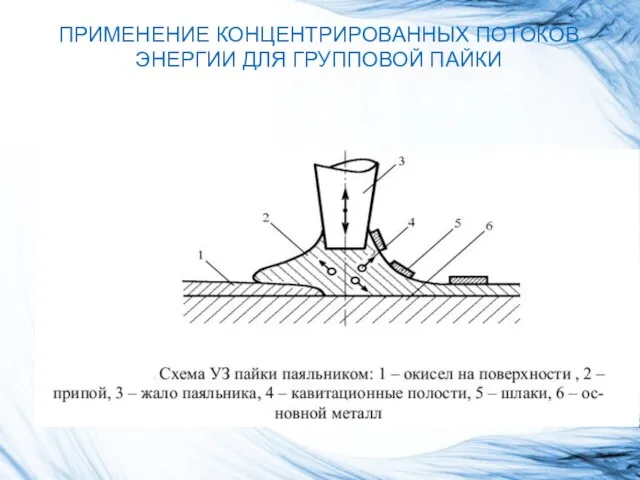
ПРИМЕНЕНИЕ КОНЦЕНТРИРОВАННЫХ ПОТОКОВ
ЭНЕРГИИ ДЛЯ ГРУППОВОЙ ПАЙКИ
ПРИМЕНЕНИЕ КОНЦЕНТРИРОВАННЫХ ПОТОКОВ
ЭНЕРГИИ ДЛЯ ГРУППОВОЙ ПАЙКИ
 Социально-личностное развитие дошкольников в контексте ФГТ
Социально-личностное развитие дошкольников в контексте ФГТ Исправление ширины рельсовой колеи на СП (выправка в плане и перешивка)
Исправление ширины рельсовой колеи на СП (выправка в плане и перешивка) родительское собрание 1 класс Первые дни ребенка в школе
родительское собрание 1 класс Первые дни ребенка в школе ЭКОМАРКИРОВКА
ЭКОМАРКИРОВКА Подготовительные работы при устройстве асфальтобетонных покрытий. Розлив вяжущих материалов
Подготовительные работы при устройстве асфальтобетонных покрытий. Розлив вяжущих материалов Инфузионно-трансфузионная терапия критических состояний
Инфузионно-трансфузионная терапия критических состояний Проект загородного дома
Проект загородного дома Проект бюджета городского округа Бронницы на 2020 год и плановый период 2021 и 2022 годов
Проект бюджета городского округа Бронницы на 2020 год и плановый период 2021 и 2022 годов The effect of Nickel on the Surface Energy of Solid Silver
The effect of Nickel on the Surface Energy of Solid Silver Славные люди нашего края. Семья Алексея Анисимовича и Александры Сергеевны Морозовых
Славные люди нашего края. Семья Алексея Анисимовича и Александры Сергеевны Морозовых Процесс изготовления карманов в изделиях платьево-блузочного ассортимента
Процесс изготовления карманов в изделиях платьево-блузочного ассортимента Презентация каталога Oriflame 04_2019
Презентация каталога Oriflame 04_2019 Буквы Е и И в корнях с чередованием
Буквы Е и И в корнях с чередованием Электронные учебники1
Электронные учебники1 Житие Александра Невского
Житие Александра Невского Облачное хранилище данных
Облачное хранилище данных Презентация Использование технических средств обучение в работе воспитателя
Презентация Использование технических средств обучение в работе воспитателя Машинобудування та металообробка Харківської області
Машинобудування та металообробка Харківської області Человек в большом городе. Что нужно знать пешеходу и что он обязан знать
Человек в большом городе. Что нужно знать пешеходу и что он обязан знать Литейное производство
Литейное производство Шаблон Фракталы-3
Шаблон Фракталы-3 Обыкновенные дроби
Обыкновенные дроби Механизмы тонизирующего действия физических упражнений
Механизмы тонизирующего действия физических упражнений ТЧЭ-2, Красноярск. Изменения и дополнения в электрических схемах электровоза ВЛ-80с
ТЧЭ-2, Красноярск. Изменения и дополнения в электрических схемах электровоза ВЛ-80с Основы системы материально-технического обеспечения войск. (Тема 1.2)
Основы системы материально-технического обеспечения войск. (Тема 1.2) На пути к жизненному успеху
На пути к жизненному успеху Родительское собрание Выполняем домашнее задание
Родительское собрание Выполняем домашнее задание Кинематограф. История кинематографа
Кинематограф. История кинематографа