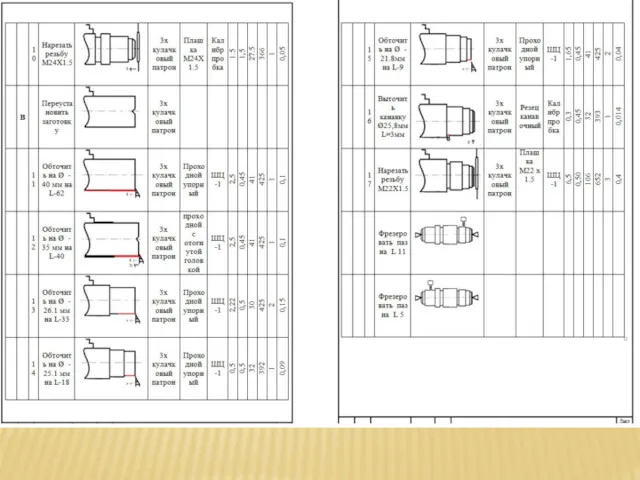
- Технология изготовления детали Вал

Содержание
- 2. Введение Тема моей письменно- экзаменационной работы: «Технология изготовления детали «Вал» » Основными целями данной работы являются:
- 3. Аннотация Деталь «вал» Представляет собой ступенчатый вал, длина которого 115 мм, наибольший диаметр 40 мм, наименьший
- 5. Организация рабочего места - На рабочем месте не должно быть ничего лишнего. -Каждый предмет нужно класть
- 6. - Заготовки и готовые детали не должны загромождать рабочее место токаря и должны быть расположены таким
- 7. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ Я ИСПОЛЬЗОВАЛ СТАНОК СТАНОК 16Б16КП
- 8. ПРИСПОСОБЛЕНИЯ ИСПОЛЬЗУЕМЫЕ ДЛЯ ОБРАБОТКИ ДЕТАЛИ: 3-Х КУЛАЧКОВЫЙ ПАТРОН
- 9. ЗАДНИЙ ВРАЩАЮЩИЙСЯ ЦЕНТР
- 10. РЕЖУЩИЙ ИНСТРУМЕНТ, КОТОРЫЙ БЫЛ ИСПОЛЬЗОВАН ДЛЯ ОБРАБОТКИ ДЕТАЛИ «ВАЛ» РЕЗЕЦ ПРОХОДНОЙ С ОТОГНУТОЙ ГОЛОВКОЙ Т15К6
- 11. РЕЗЕЦ ПРОХОДНОЙ УПОРНЫЙ
- 12. ЦЕНТРОВОЧНОЕ СВЕРЛО
- 13. РЕЗЕЦ КАНАВОЧНЫЙ
- 14. Плашка для нарезания резьбы
- 15. КОНТРОЛЬНО- ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ШТАНГЕНЦИРКУЛЬ
- 16. МИКРОМЕТР 25-50
- 17. РЕЗЬБОВОЕ КАЛИБР-КОЛЬЦО
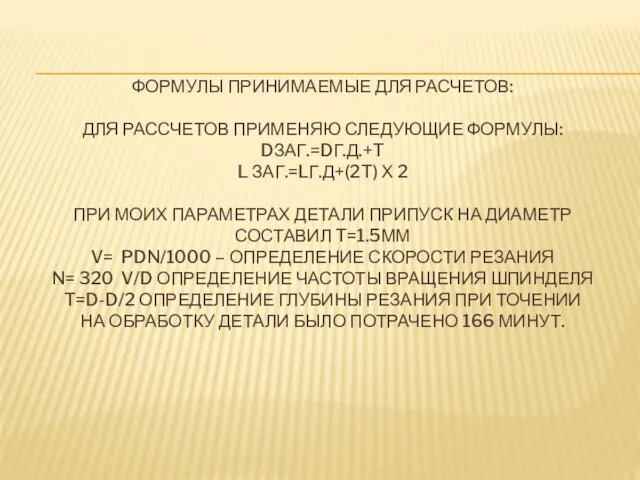
- 18. ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ: ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ: DЗАГ.=DГ.Д.+T L ЗАГ.=LГ.Д+(2T) Х 2 ПРИ МОИХ
- 19. ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ: ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ: DЗАГ.=DГ.Д.+T L ЗАГ.=LГ.Д+(2T) Х 2 ПРИ МОИХ
- 23. Скачать презентацию
Введение
Тема моей письменно- экзаменационной работы:
«Технология изготовления детали «Вал» »
Основными целями
Введение
Тема моей письменно- экзаменационной работы:
«Технология изготовления детали «Вал» »
Основными целями
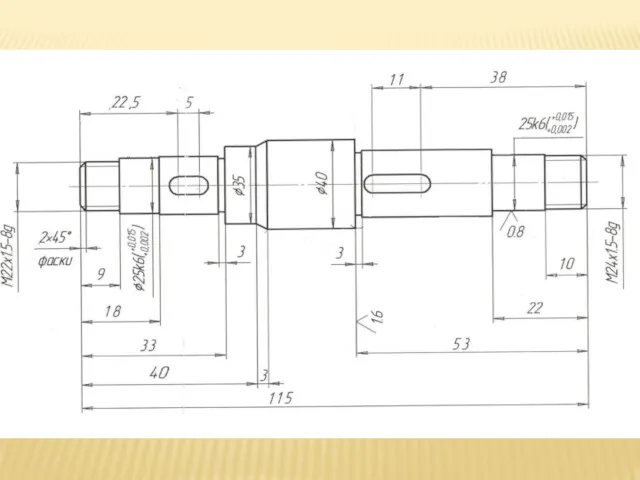
Аннотация
Деталь «вал»
Представляет собой ступенчатый вал, длина которого 115 мм, наибольший диаметр
Аннотация
Деталь «вал»
Представляет собой ступенчатый вал, длина которого 115 мм, наибольший диаметр
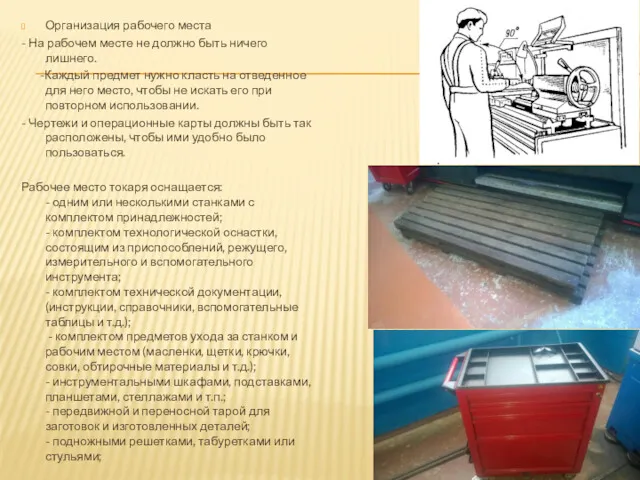
Организация рабочего места
- На рабочем месте не должно быть ничего лишнего.
Организация рабочего места
- На рабочем месте не должно быть ничего лишнего.

- Заготовки и готовые детали не должны загромождать рабочее место токаря
- Заготовки и готовые детали не должны загромождать рабочее место токаря

ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ Я ИСПОЛЬЗОВАЛ СТАНОК СТАНОК 16Б16КП
ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ Я ИСПОЛЬЗОВАЛ СТАНОК СТАНОК 16Б16КП

ПРИСПОСОБЛЕНИЯ ИСПОЛЬЗУЕМЫЕ ДЛЯ ОБРАБОТКИ ДЕТАЛИ:
3-Х КУЛАЧКОВЫЙ ПАТРОН
ПРИСПОСОБЛЕНИЯ ИСПОЛЬЗУЕМЫЕ ДЛЯ ОБРАБОТКИ ДЕТАЛИ:
3-Х КУЛАЧКОВЫЙ ПАТРОН

ЗАДНИЙ ВРАЩАЮЩИЙСЯ ЦЕНТР
ЗАДНИЙ ВРАЩАЮЩИЙСЯ ЦЕНТР

РЕЖУЩИЙ ИНСТРУМЕНТ, КОТОРЫЙ БЫЛ ИСПОЛЬЗОВАН ДЛЯ ОБРАБОТКИ ДЕТАЛИ «ВАЛ»
РЕЗЕЦ ПРОХОДНОЙ
РЕЖУЩИЙ ИНСТРУМЕНТ, КОТОРЫЙ БЫЛ ИСПОЛЬЗОВАН ДЛЯ ОБРАБОТКИ ДЕТАЛИ «ВАЛ» РЕЗЕЦ ПРОХОДНОЙ

РЕЗЕЦ ПРОХОДНОЙ УПОРНЫЙ
РЕЗЕЦ ПРОХОДНОЙ УПОРНЫЙ

ЦЕНТРОВОЧНОЕ СВЕРЛО
ЦЕНТРОВОЧНОЕ СВЕРЛО

РЕЗЕЦ КАНАВОЧНЫЙ
РЕЗЕЦ КАНАВОЧНЫЙ

Плашка для нарезания резьбы
Плашка для нарезания резьбы

КОНТРОЛЬНО- ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
ШТАНГЕНЦИРКУЛЬ
КОНТРОЛЬНО- ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
ШТАНГЕНЦИРКУЛЬ

МИКРОМЕТР 25-50
МИКРОМЕТР 25-50
РЕЗЬБОВОЕ КАЛИБР-КОЛЬЦО
РЕЗЬБОВОЕ КАЛИБР-КОЛЬЦО
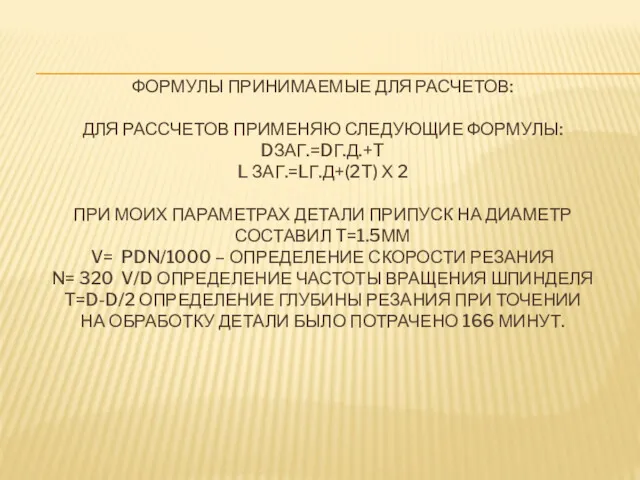
ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ:
ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ:
DЗАГ.=DГ.Д.+T
L ЗАГ.=LГ.Д+(2T) Х
ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ: ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ: DЗАГ.=DГ.Д.+T L ЗАГ.=LГ.Д+(2T) Х
ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ:
ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ:
DЗАГ.=DГ.Д.+T
L ЗАГ.=LГ.Д+(2T) Х
ФОРМУЛЫ ПРИНИМАЕМЫЕ ДЛЯ РАСЧЕТОВ: ДЛЯ РАССЧЕТОВ ПРИМЕНЯЮ СЛЕДУЮЩИЕ ФОРМУЛЫ: DЗАГ.=DГ.Д.+T L ЗАГ.=LГ.Д+(2T) Х
 Внешняя и внутренняя политика Ярослава Мудрого
Внешняя и внутренняя политика Ярослава Мудрого презентация Песни военных лет
презентация Песни военных лет Анализ работоспособности гидравлической системы самолета RRJ-95
Анализ работоспособности гидравлической системы самолета RRJ-95 Распорный анкерный болт
Распорный анкерный болт Банкротство юридических лиц, индивидуальных предпринимателей и физических лиц
Банкротство юридических лиц, индивидуальных предпринимателей и физических лиц Детский церебральный паралич
Детский церебральный паралич Использование ИКТ в ДОО.
Использование ИКТ в ДОО. Религия древних греков
Религия древних греков Начало колониальных захватов и создания колониальных империй
Начало колониальных захватов и создания колониальных империй Мой будущий мир
Мой будущий мир Внешняя среда. Внутренняя среда организма
Внешняя среда. Внутренняя среда организма Мастер-карандаш (для дошкольников)
Мастер-карандаш (для дошкольников) Молекулярные основы канцерогенеза. Часть 1
Молекулярные основы канцерогенеза. Часть 1 Житие Сергия Радонежского
Житие Сергия Радонежского Вид спорта хоккей
Вид спорта хоккей Тести з мультимедіа
Тести з мультимедіа Константин Дмитриевич Ушинский
Константин Дмитриевич Ушинский Терапия наночастицами: новый способ лечения рака
Терапия наночастицами: новый способ лечения рака Какие бывают привычки?
Какие бывают привычки? Защита первоцветов
Защита первоцветов Особенности преподавания математики...ТОНК, ч.1
Особенности преподавания математики...ТОНК, ч.1 Биологиялық ұлпалардың дыбыспен әрекеттесуінің физикалық негізі
Биологиялық ұлпалардың дыбыспен әрекеттесуінің физикалық негізі Государственный жилищный надзор
Государственный жилищный надзор Особенности внедрения мобильных технологий на производственном предприятии на примере ООО Воронежросагро
Особенности внедрения мобильных технологий на производственном предприятии на примере ООО Воронежросагро Описание игры, Тактика игры в настольный теннис
Описание игры, Тактика игры в настольный теннис Звуко-буквенный анализ. Плакаты - 1в Диск
Звуко-буквенный анализ. Плакаты - 1в Диск Механизмы окислительной модификации макромолекул. Материал для студентов ЛФ(стоматология)
Механизмы окислительной модификации макромолекул. Материал для студентов ЛФ(стоматология) Разработка Открытого урока географии в 6 классе (по программе, не реализующей ФГОС) Тема: Закрепление изученного материала по теме Путешественники 13-16 в.в.., продолжение изучения путешествий в период 17-18 в.в.
Разработка Открытого урока географии в 6 классе (по программе, не реализующей ФГОС) Тема: Закрепление изученного материала по теме Путешественники 13-16 в.в.., продолжение изучения путешествий в период 17-18 в.в.