- Технология изготовления короба для металлолома

Содержание
- 2. Новгородцев Михаил Группа СВ5
- 3. ТЕМА: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ МЕТАЛЛОЛОМА
- 4. Цель работы: разработать технологию изготовления короба для металлолома.
- 5. ЗАДАЧИ: проанализировать существующую литературу по данной теме; изучить технологию изготовления данной конструкции; подобрать необходимое оборудование, основные
- 6. АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ Короб предназначен для складирования обрезков металла во всех цехах комбината. Его изготавливают
- 7. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ Данная конструкция изготовлена из углеродистой стали марки Ст3сп5. Ст3сп5 - сталь
- 8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ ДЛЯ ВЫПОЛНЕНИЯ ЭТИХ ОПЕРАЦИЙ ВЫБИРАЕМ ОБОРУДОВАНИЕ: Ручной газовый резак: -марка РЗП- 01
- 9. ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно удовлетворять следующим
- 10. Сварочный выпрямитель: -марка ВД-306 УД -номинальный ток, А 315 -пределы регулирования, А 45- 315 -номинальное рабочие
- 11. ВЫБОР ВИДА СВАРКИ Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки зрения метод сварки
- 12. СВАРОЧНЫЕ МАТЕРИАЛЫ Э46-ОЗС-12- Ø -УД ГОСТ 9466-75 E 430(3) –Р12 ГОСТ 9467-75 Э46-тип электрода. Придел прочности
- 13. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
- 14. КОНТРОЛЬ КАЧЕСТВА Контроль качества всех швов короба производится ВИК – 100%, неразрушающий контроль УЗК или радиографический
- 15. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ Выбор диаметра электрода производится по толщине металла, катета шва и
- 16. РАСЧЕТ НОРМ ВРЕМЕНИ Вес наплавленного металла в чертеже не указывается, поэтому он составляет 1,5% от веса
- 17. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ Расчет расхода электродов принято рассчитывать по формуле: G эл. = G нм. •
- 18. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ Расчет производится по формуле: Q=Gнм • А, кВт/ч G нм. - вес наплавленного
- 19. При производстве сварочных работ возможно: -Поражение электрическим током; -Ожоги глаз и кожи лучами дуги; -Отравление вредными
- 20. В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль, производственный шум, температура, влажность, освещенность, объем
- 21. Итогом работы является выбор технологии сборки-сварки короба грузоподъемностью 5 тонн, который используется для транспортировки и хранения
- 22. ПОСЛЕ ВЫПУСКА Я ПЛАНИРУЮ ПРОЙТИ СЛУЖБУ В РЯДАХ РОССИЙСКОЙ АРМИИ А В ДАЛЬНЕЙШЕМ, ПОВЫШАТЬ СВОЮ КВАЛИФИКАЦИЮ
- 24. Скачать презентацию

Новгородцев Михаил
Группа СВ5
Новгородцев Михаил
Группа СВ5

ТЕМА:
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ МЕТАЛЛОЛОМА
ТЕМА:
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ МЕТАЛЛОЛОМА

Цель работы:
разработать технологию изготовления короба для металлолома.
Цель работы:
разработать технологию изготовления короба для металлолома.
ЗАДАЧИ:
проанализировать существующую литературу по данной теме;
изучить технологию изготовления данной конструкции;
подобрать необходимое
ЗАДАЧИ:
проанализировать существующую литературу по данной теме;
изучить технологию изготовления данной конструкции;
подобрать необходимое

АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб предназначен для складирования обрезков металла во всех
АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб предназначен для складирования обрезков металла во всех

ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Данная конструкция изготовлена из углеродистой стали марки
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Данная конструкция изготовлена из углеродистой стали марки
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
ДЛЯ ВЫПОЛНЕНИЯ ЭТИХ ОПЕРАЦИЙ ВЫБИРАЕМ ОБОРУДОВАНИЕ:
Ручной газовый
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
ДЛЯ ВЫПОЛНЕНИЯ ЭТИХ ОПЕРАЦИЙ ВЫБИРАЕМ ОБОРУДОВАНИЕ:
Ручной газовый
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой

Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А 315
-пределы регулирования,
Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А 315
-пределы регулирования,

ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-ОЗС-12- Ø -УД ГОСТ 9466-75
E 430(3) –Р12 ГОСТ 9467-75
Э46-тип электрода.
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-ОЗС-12- Ø -УД ГОСТ 9466-75
E 430(3) –Р12 ГОСТ 9467-75
Э46-тип электрода.
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
КОНТРОЛЬ КАЧЕСТВА
Контроль качества всех швов короба производится ВИК – 100%, неразрушающий
КОНТРОЛЬ КАЧЕСТВА
Контроль качества всех швов короба производится ВИК – 100%, неразрушающий
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Выбор диаметра электрода производится по толщине
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Выбор диаметра электрода производится по толщине
РАСЧЕТ НОРМ ВРЕМЕНИ
Вес наплавленного металла в чертеже не указывается, поэтому
РАСЧЕТ НОРМ ВРЕМЕНИ
Вес наплавленного металла в чертеже не указывается, поэтому
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электродов принято рассчитывать по формуле:
G эл.
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электродов принято рассчитывать по формуле:
G эл.
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q=Gнм • А, кВт/ч
G нм.
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q=Gнм • А, кВт/ч
G нм.
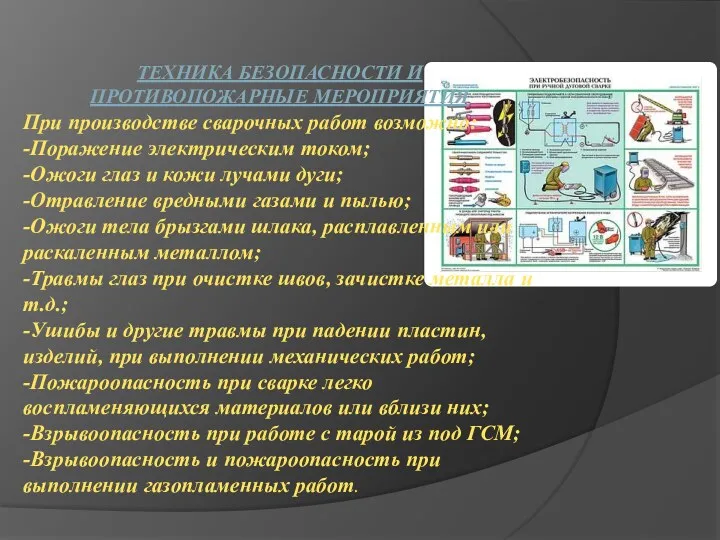
При производстве сварочных работ возможно:
-Поражение электрическим током;
-Ожоги глаз и кожи лучами
При производстве сварочных работ возможно: -Поражение электрическим током; -Ожоги глаз и кожи лучами

В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль, производственный
В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль, производственный
Итогом работы является выбор технологии сборки-сварки короба грузоподъемностью 5 тонн, который
ПОСЛЕ ВЫПУСКА
Я ПЛАНИРУЮ ПРОЙТИ СЛУЖБУ В РЯДАХ
РОССИЙСКОЙ АРМИИ
А В ДАЛЬНЕЙШЕМ,
ПОСЛЕ ВЫПУСКА
Я ПЛАНИРУЮ ПРОЙТИ СЛУЖБУ В РЯДАХ
РОССИЙСКОЙ АРМИИ
А В ДАЛЬНЕЙШЕМ,
 Строительные растворы
Строительные растворы Развитие литературы Кубани.
Развитие литературы Кубани. изо_6_класс_Силуэт-выразительное средство графики
изо_6_класс_Силуэт-выразительное средство графики Николай Глущенко
Николай Глущенко Психика и мозг. Развитие психики в филогенезе и онтогенезе
Психика и мозг. Развитие психики в филогенезе и онтогенезе Возникновение письменности
Возникновение письменности Використання форм організації навчання інформатики в початковій школі
Використання форм організації навчання інформатики в початковій школі Природные и исторические объекты родного края (Двухдневный поход по родному краю)
Природные и исторические объекты родного края (Двухдневный поход по родному краю) Проект Из жизни слов. Слова свет и тьма
Проект Из жизни слов. Слова свет и тьма Заболевание хрусталика. Катаракта
Заболевание хрусталика. Катаракта Нормативно-правовая база на 2019-2020 учебный год в ДНР
Нормативно-правовая база на 2019-2020 учебный год в ДНР Творческий вечер для детей 5-6 лет и родителей Народное творчество
Творческий вечер для детей 5-6 лет и родителей Народное творчество Семинар-практикум для педагогов Как успешно провести родительское собрание
Семинар-практикум для педагогов Как успешно провести родительское собрание Алгоритм регистрации на сайте quizizz.com
Алгоритм регистрации на сайте quizizz.com Материнська плата. Призначення материнської плати
Материнська плата. Призначення материнської плати Розблокування будівель та приміщень (зачистка)
Розблокування будівель та приміщень (зачистка)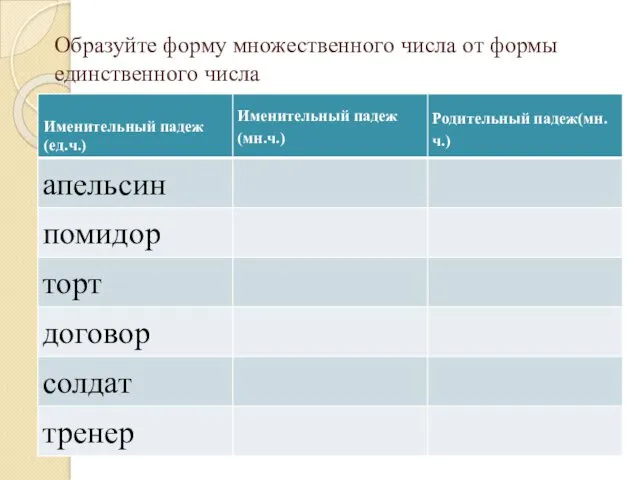 Множественное число имен существительных
Множественное число имен существительных Пластмассы: получение, применение, утилизация
Пластмассы: получение, применение, утилизация Социально-экономическое развитие России в первой половине XIX века
Социально-экономическое развитие России в первой половине XIX века Лик Святого в житийной литературе. Александр Невский
Лик Святого в житийной литературе. Александр Невский Многоплодная беременность
Многоплодная беременность Исторические предпосылки развития инклюзивного образования. (Лекция 4)
Исторические предпосылки развития инклюзивного образования. (Лекция 4) Участие медицинской сестры стационара в организации лечебно-охранительного режима
Участие медицинской сестры стационара в организации лечебно-охранительного режима Скандинавская правовая семья
Скандинавская правовая семья Выпускная квалификационная работа Проектирование устройства Ультразвуковая линейка на Arduino
Выпускная квалификационная работа Проектирование устройства Ультразвуковая линейка на Arduino Борьба северо-западной Руси против экспансии с Запада
Борьба северо-западной Руси против экспансии с Запада Презентация Разгадай ребус
Презентация Разгадай ребус Трансформаторы. Устройство трансформатора
Трансформаторы. Устройство трансформатора