Технология кирпичной кладки стен с вентиляционными каналами толщиной в 2,0 кирпича по многорядной системе перевязки швов презентация
- Технология кирпичной кладки стен с вентиляционными каналами толщиной в 2,0 кирпича по многорядной системе перевязки швов

Содержание
- 2. Технология кирпичной кладки внутренних стен с вентиляционными каналами толщиной в 2,0 кирпича по многорядной системе перевязки
- 3. Дымовые и вентиляционные каналы размещают во внутренних стенах здания.
- 4. Два первых ряда выкладывают, как и при однорядной системе перевязки, последующие - из кирпичей, уложенных ложками.
- 5. Материалы Для возведения вентиляционных каналов используют самый разный кирпич, в т. е. применяю глиняный— красный. Красный
- 6. Инструменты и приспособление Инструменты и приспособления. Каждую рабочую операцию в процессе кладки выполняют определенными инструментами. Основные
- 7. Правило представляет собой отфугованную деревянную рейку сечением 30x80 мм, длиной 1,5 - 2 м или дюралюминиевую
- 8. Деревянная порядовка - это рейка 1 сечением 50x50 или 70x50 мм и длиной до 1,8…2 м,
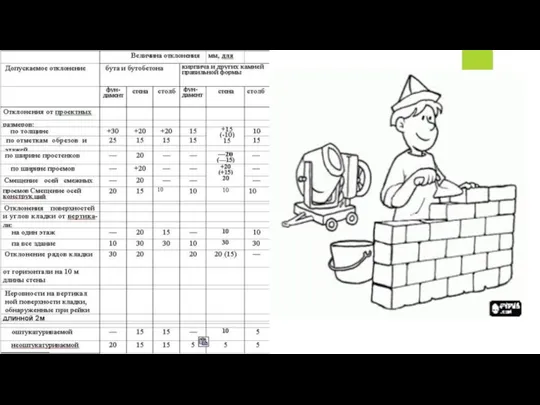
- 9. Требования к качеству работ Работы по возведению каменных конструкций следует осуществлять в соответствии с технической документацией:
- 11. Организация труда и рабочего места СТРОПОВКА ПОДМОСТЕЙ 1 - строп четырёхветвевой 2 - подмости шарнирно- пакетные
- 12. СТРОПОВКА ЗАХВАТА 1 - строп четырехветвевой; 2 - захват Б-8; 3 - бункер для раствора; 4
- 13. РАБОЧЕЕ МЕСТО И РАСПОЛОЖЕНИЕ МАТЕРИАЛОВ ЗВЕНА КАМЕНЩИКОВ НА ПОДМОСТЯХ
- 14. ТЕХНИКА БЕЗОПАСНОСТИ Работы по кирпичной кладке наружных стен выполняют с соблюдением СНиП III-4-80 «Техника безопасности в
- 15. Технология выполнения сварки неповоротных стыков труб. Технологическая последовательность выполнения Работ. Сварка неповоротных стыковых труб может проходить
- 16. -Выполнение «замков» (начало и конец сварных валиков): На данном этапе происходит завершение сварки всех валиков по
- 17. Материалы Сварочные электроды МР-3 плавящиеся электроды с рутиловым покрытием Сварочные электроды обеспечивают подачу электрического питания в
- 18. Инструменты и приспособления Шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги
- 19. Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец
- 21. Скачать презентацию
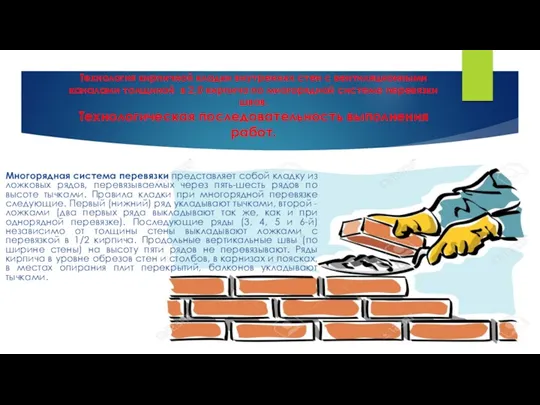
Технология кирпичной кладки внутренних стен с вентиляционными каналами толщиной в 2,0
Технология кирпичной кладки внутренних стен с вентиляционными каналами толщиной в 2,0
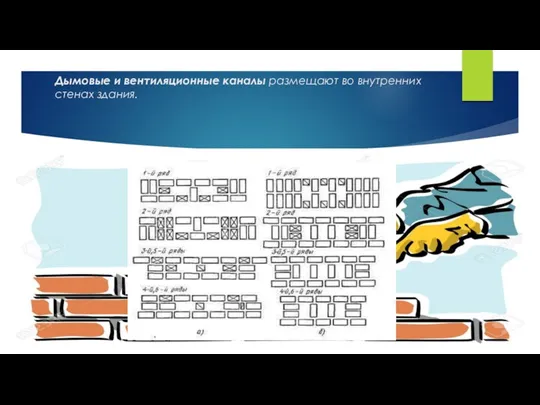
Дымовые и вентиляционные каналы размещают во внутренних стенах здания.
Дымовые и вентиляционные каналы размещают во внутренних стенах здания.
Два первых ряда выкладывают, как и при однорядной системе перевязки, последующие
Два первых ряда выкладывают, как и при однорядной системе перевязки, последующие

Материалы
Для возведения вентиляционных каналов используют самый разный кирпич, в т. е.
Материалы
Для возведения вентиляционных каналов используют самый разный кирпич, в т. е.
Инструменты и приспособление
Инструменты и приспособления. Каждую рабочую операцию в процессе кладки
Инструменты и приспособление
Инструменты и приспособления. Каждую рабочую операцию в процессе кладки

Правило представляет собой отфугованную деревянную рейку сечением 30x80 мм, длиной 1,5
Правило представляет собой отфугованную деревянную рейку сечением 30x80 мм, длиной 1,5
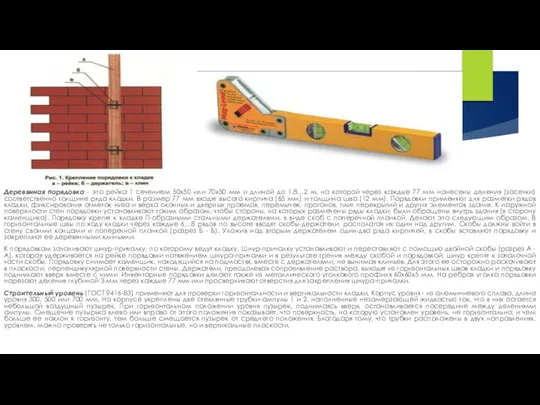
Деревянная порядовка - это рейка 1 сечением 50x50 или 70x50 мм
Деревянная порядовка - это рейка 1 сечением 50x50 или 70x50 мм
Требования к качеству работ
Работы по возведению каменных конструкций следует осуществлять в
Требования к качеству работ
Работы по возведению каменных конструкций следует осуществлять в
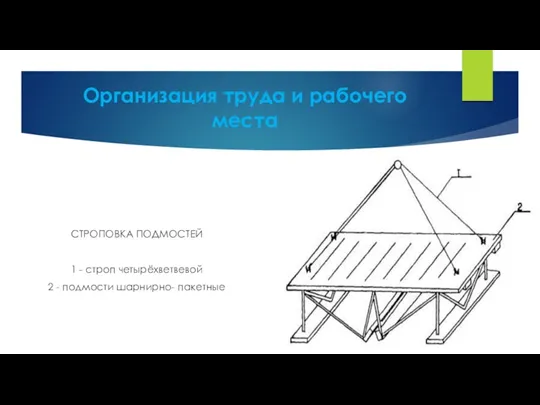
Организация труда и рабочего места
СТРОПОВКА ПОДМОСТЕЙ
1 - строп четырёхветвевой
2
Организация труда и рабочего места
СТРОПОВКА ПОДМОСТЕЙ
1 - строп четырёхветвевой
2
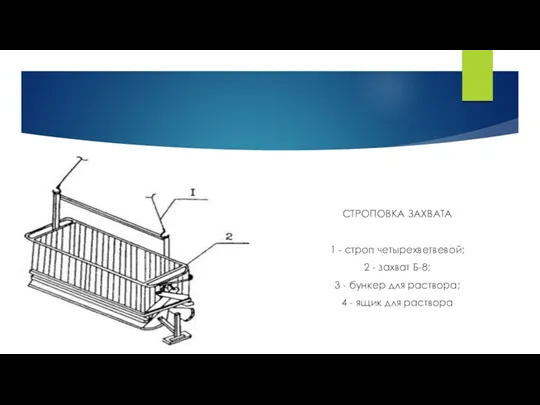
СТРОПОВКА ЗАХВАТА
1 - строп четырехветвевой;
2 - захват Б-8;
3
СТРОПОВКА ЗАХВАТА
1 - строп четырехветвевой;
2 - захват Б-8;
3
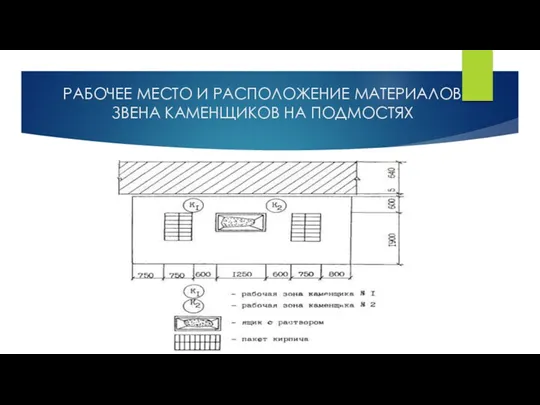
РАБОЧЕЕ МЕСТО И РАСПОЛОЖЕНИЕ МАТЕРИАЛОВ ЗВЕНА КАМЕНЩИКОВ НА ПОДМОСТЯХ
РАБОЧЕЕ МЕСТО И РАСПОЛОЖЕНИЕ МАТЕРИАЛОВ ЗВЕНА КАМЕНЩИКОВ НА ПОДМОСТЯХ
ТЕХНИКА БЕЗОПАСНОСТИ
Работы по кирпичной кладке наружных стен выполняют с соблюдением СНиП
ТЕХНИКА БЕЗОПАСНОСТИ
Работы по кирпичной кладке наружных стен выполняют с соблюдением СНиП
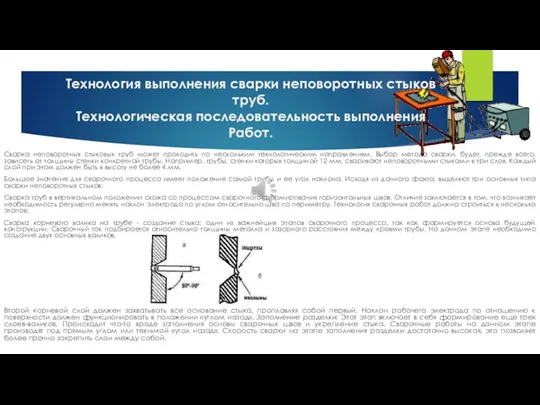
Технология выполнения сварки неповоротных стыков труб.
Технологическая последовательность выполнения Работ.
Сварка неповоротных стыковых
Технология выполнения сварки неповоротных стыков труб.
Технологическая последовательность выполнения Работ.
Сварка неповоротных стыковых

-Выполнение «замков» (начало и конец сварных валиков): На данном этапе происходит
-Выполнение «замков» (начало и конец сварных валиков): На данном этапе происходит
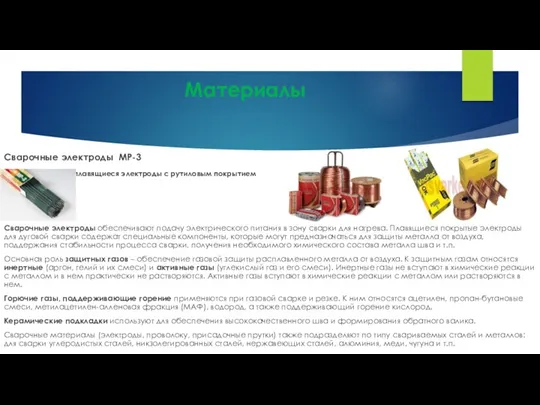
Материалы
Сварочные электроды МР-3
плавящиеся электроды с рутиловым покрытием
Сварочные электроды обеспечивают подачу
Материалы
Сварочные электроды МР-3
плавящиеся электроды с рутиловым покрытием
Сварочные электроды обеспечивают подачу
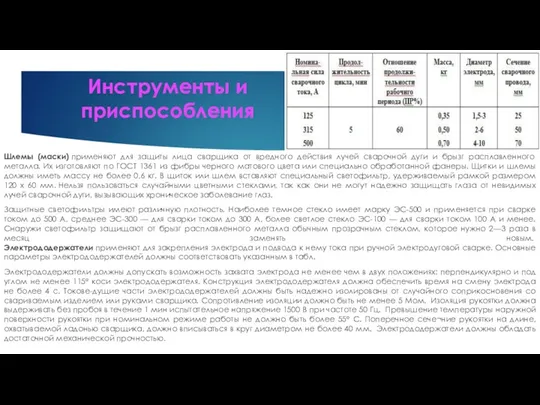
Инструменты и приспособления
Шлемы (маски) применяют для защиты лица сварщика от вредного действия
Инструменты и приспособления
Шлемы (маски) применяют для защиты лица сварщика от вредного действия
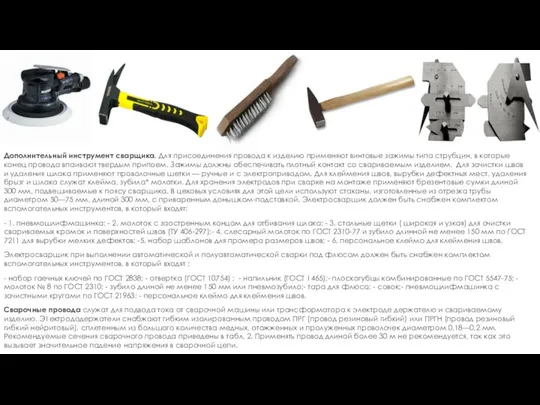
Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют винтовые зажимы
Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют винтовые зажимы
 Звёздный час. Внеклассное мероприятие по информатике в 8-х классах
Звёздный час. Внеклассное мероприятие по информатике в 8-х классах Единичная система счисления
Единичная система счисления Аудит обучения персонала на предприятии
Аудит обучения персонала на предприятии Забытая война -1 мировая война
Забытая война -1 мировая война Influenza and Arvd
Influenza and Arvd Презентация. Сказки-загадки
Презентация. Сказки-загадки Экзаменационный творческий проект. Панно-коллаж Летний букет
Экзаменационный творческий проект. Панно-коллаж Летний букет Оборудование игровой комнаты для детей от 1,5 до 3 лет
Оборудование игровой комнаты для детей от 1,5 до 3 лет Презентация Развитие связной речи посредством театрализованной деятельности
Презентация Развитие связной речи посредством театрализованной деятельности l_-3_komb
l_-3_komb Проект. Есть ли жизнь на марсе
Проект. Есть ли жизнь на марсе Аналогии и их роль в обучении физике
Аналогии и их роль в обучении физике Презентация Аппликация из геометрических фигур
Презентация Аппликация из геометрических фигур Итоговая презентация к проекту на тему: Весна. Праздник Пасхи
Итоговая презентация к проекту на тему: Весна. Праздник Пасхи Барак Обама
Барак Обама Project: Global Social Media Plan // January Topic: Game: Stop the Loop Format: video loop Date: Flexible Content
Project: Global Social Media Plan // January Topic: Game: Stop the Loop Format: video loop Date: Flexible Content Двигательная активность
Двигательная активность Презентация Создание художественного образа
Презентация Создание художественного образа Правовая охрана окружающей среды в городах и иных поселениях при осуществлении хозяйственной деятельности
Правовая охрана окружающей среды в городах и иных поселениях при осуществлении хозяйственной деятельности Педагогический проект Развитие эмоциональной сферы старших дошкольников
Педагогический проект Развитие эмоциональной сферы старших дошкольников Скрипты продаж для мебели
Скрипты продаж для мебели Транспортные системы в цепях поставок
Транспортные системы в цепях поставок Презентация по теме Эксплуатация ККМ ЭКР 2102К 2 курс
Презентация по теме Эксплуатация ККМ ЭКР 2102К 2 курс Клиническая фармакология гипотензивных средств
Клиническая фармакология гипотензивных средств Вводные и вставные конструкции
Вводные и вставные конструкции Буддизм
Буддизм Пограничные состояния у маловесных новорожденных
Пограничные состояния у маловесных новорожденных Наглядные формы представления информации
Наглядные формы представления информации