- Технология контактной рельефной сварки. (Лекция 9)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №9 Тема 9 . Технология контактной рельефной сварки Разновидности рельефной сварки Технологические особенности процессов
- 3. Разновидности рельефной сварки, области применения Соединение деталей при рельефной сварке происходит за счет концентрации сварочного тока
- 4. Разновидности контактной рельефной сварки и типы применяемых рельефов Форма круглого рельефа: hр – высота рельефа; dр
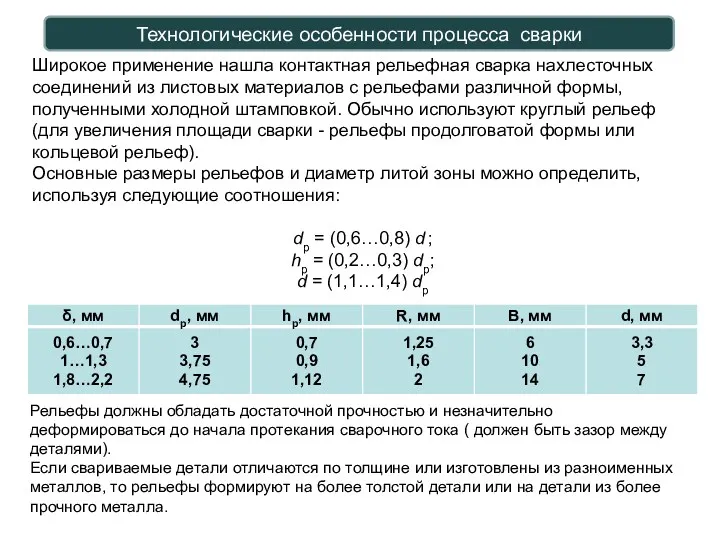
- 5. Технологические особенности процесса сварки Широкое применение нашла контактная рельефная сварка нахлесточных соединений из листовых материалов с
- 6. Параметры режима сварки Основными параметрами режима рельефной сварки являются: 1) форма и размеры рельефов; 2) величина
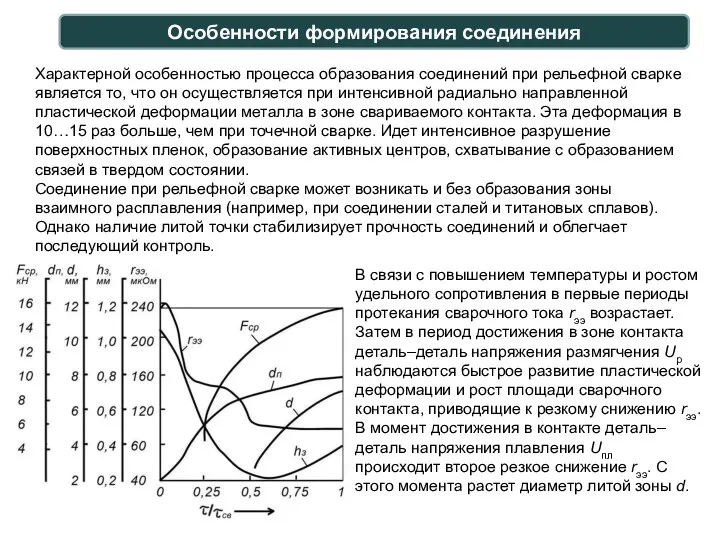
- 7. Особенности формирования соединения Характерной особенностью процесса образования соединений при рельефной сварке является то, что он осуществляется
- 8. Особенности формирования соединения Прочность точки Fср высока и тогда, когда при τсв В процессе пропускания тока
- 9. Технологические особенности процесса сварки Особую группу составляют Т-образные соединения, которые можно получать с использованием рельефов с
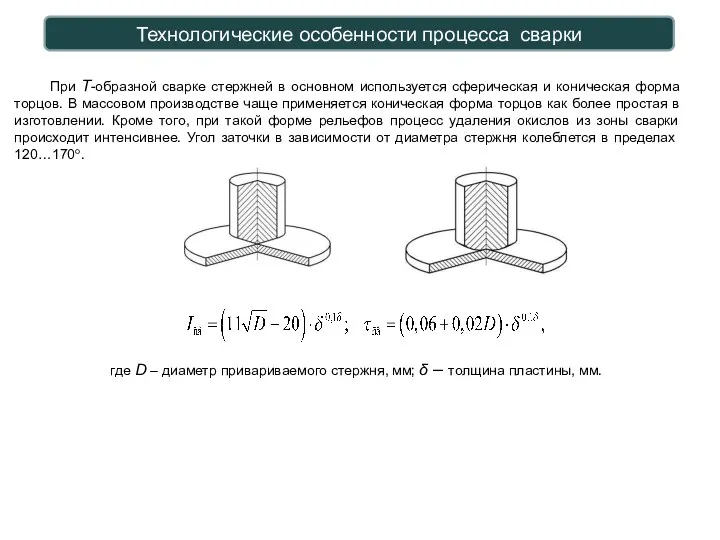
- 10. Технологические особенности процесса сварки При Т-образной сварке стержней в основном используется сферическая и коническая форма торцов.
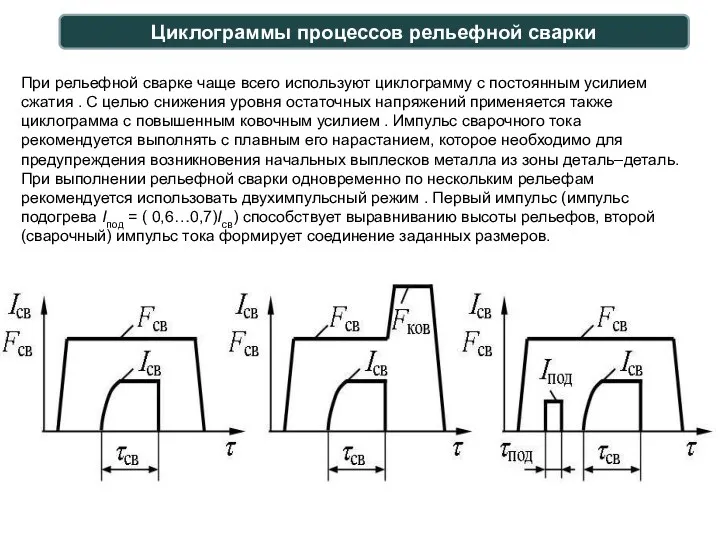
- 11. Циклограммы процессов рельефной сварки При рельефной сварке чаще всего используют циклограмму с постоянным усилием сжатия .
- 13. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №9
Тема 9 . Технология контактной рельефной сварки
Разновидности рельефной
СОДЕРЖАНИЕ ЛЕКЦИИ №9
Тема 9 . Технология контактной рельефной сварки
Разновидности рельефной

Разновидности рельефной сварки, области применения
Соединение деталей при рельефной сварке происходит за
Разновидности рельефной сварки, области применения
Соединение деталей при рельефной сварке происходит за
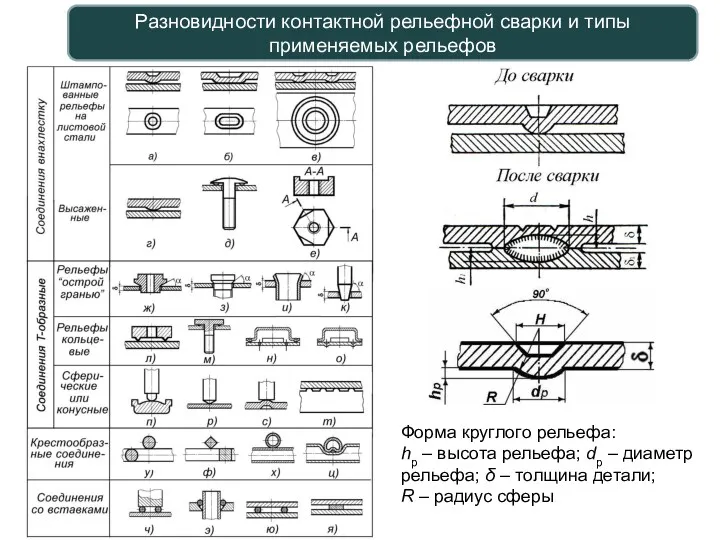
Разновидности контактной рельефной сварки и типы применяемых рельефов
Форма круглого рельефа:
hр –
Разновидности контактной рельефной сварки и типы применяемых рельефов
Форма круглого рельефа: hр –
Технологические особенности процесса сварки
Широкое применение нашла контактная рельефная сварка нахлесточных соединений
Технологические особенности процесса сварки
Широкое применение нашла контактная рельефная сварка нахлесточных соединений
Параметры режима сварки
Основными параметрами режима рельефной сварки являются:
1) форма и размеры рельефов;
2) величина
Параметры режима сварки
Основными параметрами режима рельефной сварки являются:
1) форма и размеры рельефов;
2) величина
Особенности формирования соединения
Характерной особенностью процесса образования соединений при рельефной сварке является
Особенности формирования соединения
Характерной особенностью процесса образования соединений при рельефной сварке является
Особенности формирования соединения
Прочность точки Fср высока и тогда, когда при τсв < 0,5τсв
Особенности формирования соединения
Прочность точки Fср высока и тогда, когда при τсв < 0,5τсв

Технологические особенности процесса сварки
Особую группу составляют Т-образные соединения, которые можно получать
Технологические особенности процесса сварки
Особую группу составляют Т-образные соединения, которые можно получать
Технологические особенности процесса сварки
При Т-образной сварке стержней в основном используется сферическая
Технологические особенности процесса сварки
При Т-образной сварке стержней в основном используется сферическая
Циклограммы процессов рельефной сварки
При рельефной сварке чаще всего используют циклограмму с
Циклограммы процессов рельефной сварки
При рельефной сварке чаще всего используют циклограмму с
 Системная архитектоника поведенческих актов
Системная архитектоника поведенческих актов Великобританія у 2030-х роках ХХ століття
Великобританія у 2030-х роках ХХ століття Капитальный ремонт резервной нитки подводного перехода конденсатопровода Уренгой-Сургут-Челябинск через реку Пурпе
Капитальный ремонт резервной нитки подводного перехода конденсатопровода Уренгой-Сургут-Челябинск через реку Пурпе Изучение правил прописи рецептов на мягкие лекарственные формы. Практическое занятие 3
Изучение правил прописи рецептов на мягкие лекарственные формы. Практическое занятие 3 Экологический маршрут в Комарово и Репино
Экологический маршрут в Комарово и Репино Наука и культура в начале ХХ века. Серебряный век русской культуры
Наука и культура в начале ХХ века. Серебряный век русской культуры Врожденные пороки сердца
Врожденные пороки сердца Театрализованная деятельность в первой младшей группе
Театрализованная деятельность в первой младшей группе Виды и системы ремонтов
Виды и системы ремонтов Massivy
Massivy Методы оценки персонала
Методы оценки персонала Воронеж в годы войны
Воронеж в годы войны Functional Grammar and Its Implications for English Teaching and Learning
Functional Grammar and Its Implications for English Teaching and Learning Аппаратное обеспечение ПК
Аппаратное обеспечение ПК 20231016_urok_szhatoe_izlozhenie
20231016_urok_szhatoe_izlozhenie Формирование толерантности дошкольников
Формирование толерантности дошкольников Работа с родителями по вопросам организации трудового воспитания, формированеи в семье трудовых обязанностей детей
Работа с родителями по вопросам организации трудового воспитания, формированеи в семье трудовых обязанностей детей Мои первые шаги в науку
Мои первые шаги в науку Саванны
Саванны Русская культура XI–XVII веков
Русская культура XI–XVII веков Ключевые компетенции профессионала: взгляд работодателей
Ключевые компетенции профессионала: взгляд работодателей Вулканы. Презентация по географии и ОБж.
Вулканы. Презентация по географии и ОБж. Мифическое время правремя, начальное, раннее, первое, предшествующее эмпирическому (профанному) времени
Мифическое время правремя, начальное, раннее, первое, предшествующее эмпирическому (профанному) времени ПРЕЗЕНТАЦИЯ ЛЕТНЕЙ - ОЗДОРОВИТЕЛЬНОЙ РАБОТЫ
ПРЕЗЕНТАЦИЯ ЛЕТНЕЙ - ОЗДОРОВИТЕЛЬНОЙ РАБОТЫ Религия иудаизм
Религия иудаизм Семинар Сервис, который продает
Семинар Сервис, который продает Термодинамика. Законы термодинамики
Термодинамика. Законы термодинамики Формирование УУД на уроке информатике в 5 классе. На примере темы: Элементы
Формирование УУД на уроке информатике в 5 классе. На примере темы: Элементы