- Технология литья с газом

Содержание
- 2. Изделия, полученные по технологии литья с газом.
- 3. Схема литья с полным впрыском: 1 - пластикация полимерного материала; 2 - впрыск расплава в форму;
- 4. Схема процесса литья с газом при неполном впрыске полимера
- 5. Пластиковая упаковка, изготовленная по IML-технологии.
- 6. Примеры изделий, полученных методом многокомпонентного литья.
- 7. Схема двухкомпонентного литья изделий в одной литьевой форме с переносом заготовки: а – одновременное литье первого
- 8. Схема двухкомпонентного литья в форме, установленной на вращающемся столе, встроенном в ТПА: а – 1-я позиция;
- 9. Схема последовательного двухкомпонентного литья: а – впрыск 1-го компонента; б – впрыск 2-го компонента; 1 –
- 10. Схема основных стадий многокомпонентного литья под давлением: а – на начальной стадии заполнения формующей полости осуществляется
- 11. Схема вакуумформования.
- 12. Стаканчики, полученные вакуумформованием.
- 13. Различные методы формования изделий из листов (слева направо): разогрев заготовки, свободное формование, негативное формование, позитивное формование
- 14. Многопозиционная вакуумформовочная машина с автоматическим управлением.
- 15. Объемная форма, изготовленная методом пневмоформования.
- 16. Пневмоформовочная автоматическая линия.
- 17. Схема ротационного формования.
- 18. Бочки, изготовленные методом ротационного формования.
- 19. Схема метода ротационного формования (а - г - стадии формования): 1 - сырье; 2 - форма;
- 20. Установка для ротационного формования.
- 21. Варианты подачи сжатого воздуха сверху (I), снизу (II), через дутьевую иглу (III): а - смыкание полуформы;
- 22. Экструзионно-выдувная установка.
- 23. Многопозиционный экструзионно-выдувной агрегат.
- 24. Схема нанесения на ПЭ пленки многоцветного рисунка: 1 - размоточное устройство; 2 - компенсатор; 3 -
- 25. Технологическая схема установки для получения листов.
- 26. Листовальная головка: 1 - неподвижная губка; 2 - подвижная губка; 3- матрица; 4 - регулировочные болты;
- 27. Установка для производства пленки рукавным методом с приемкой рукава вверх.
- 28. . Схемы производства рукавных пленок: а - приемка раздуваемого рукава вверх; б - приемка раздуваемого рукава
- 29. Технологическая схема установки для производства пленки рукавным методом с приемкой рукава вверх: 1 - пневмозагрузчик; 2
- 30. Технологическая схема установки для производства профильно - погонажных изделий: 1 - экструдер; 2 - формующая головка;
- 31. Линия для производства полимерных труб.
- 33. Скачать презентацию

Изделия, полученные по технологии литья с газом.
Изделия, полученные по технологии литья с газом.
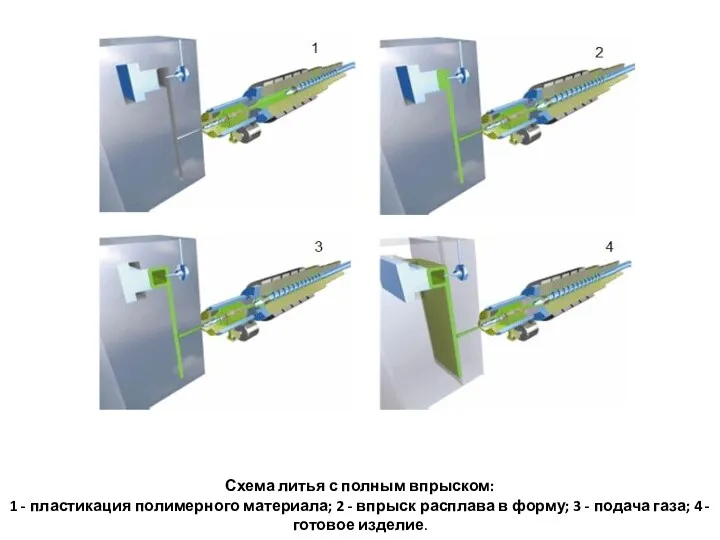
Схема литья с полным впрыском:
1 - пластикация полимерного материала; 2 -
Схема литья с полным впрыском: 1 - пластикация полимерного материала; 2 -
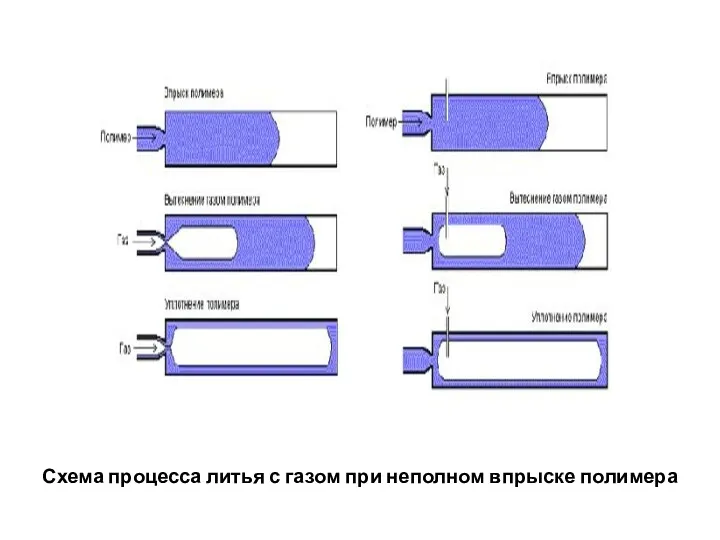
Схема процесса литья с газом при неполном впрыске полимера
Схема процесса литья с газом при неполном впрыске полимера

Пластиковая упаковка, изготовленная по IML-технологии.
Пластиковая упаковка, изготовленная по IML-технологии.

Примеры изделий, полученных методом многокомпонентного литья.
Примеры изделий, полученных методом многокомпонентного литья.
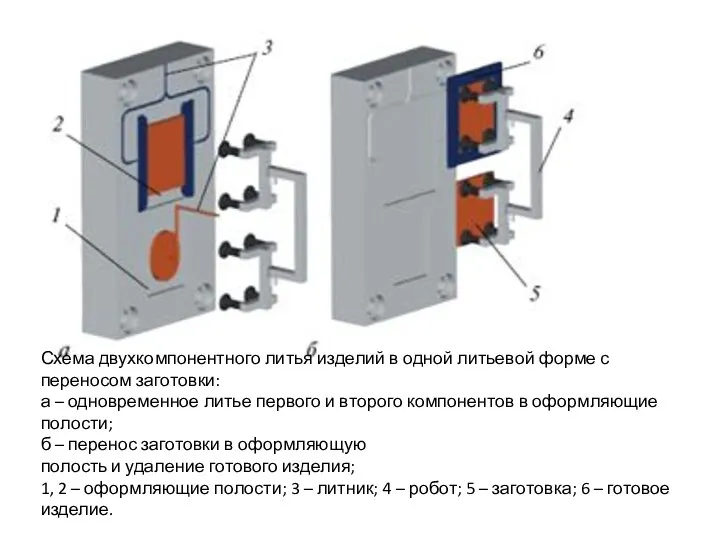
Схема двухкомпонентного литья изделий в одной литьевой форме с переносом заготовки:
а
Схема двухкомпонентного литья изделий в одной литьевой форме с переносом заготовки: а
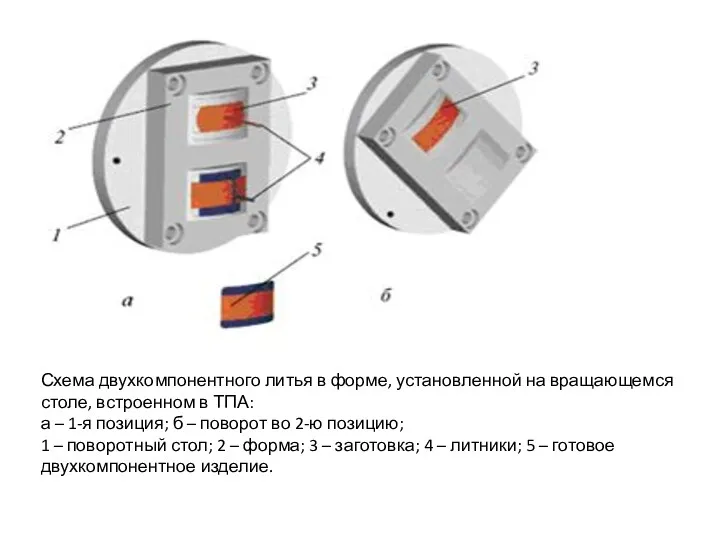
Схема двухкомпонентного литья в форме, установленной на вращающемся столе, встроенном в
Схема двухкомпонентного литья в форме, установленной на вращающемся столе, встроенном в
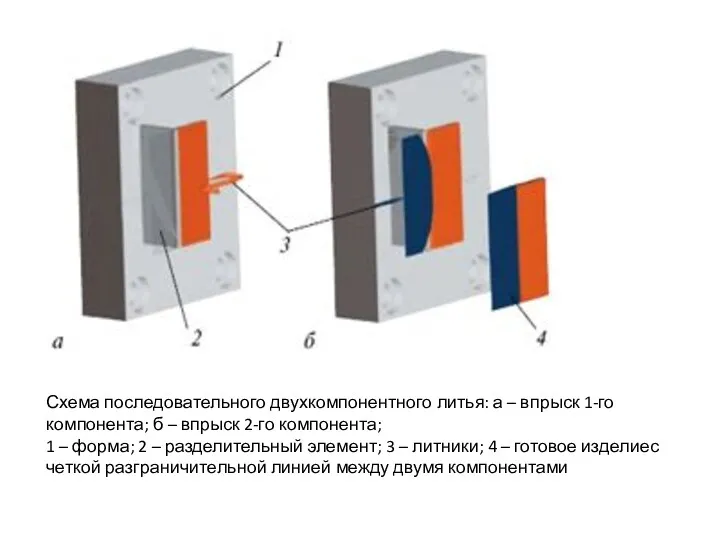
Схема последовательного двухкомпонентного литья: а – впрыск 1-го компонента; б –
Схема последовательного двухкомпонентного литья: а – впрыск 1-го компонента; б –
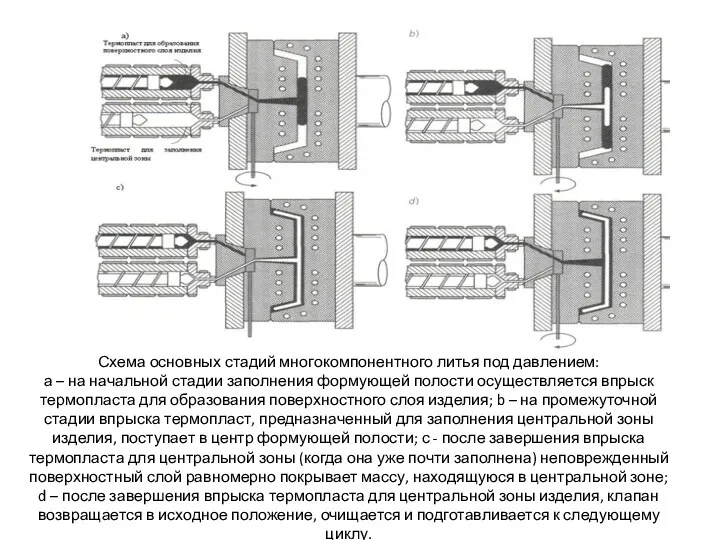
Схема основных стадий многокомпонентного литья под давлением:
а – на начальной
Схема основных стадий многокомпонентного литья под давлением: а – на начальной

Схема вакуумформования.
Схема вакуумформования.

Стаканчики, полученные вакуумформованием.
Стаканчики, полученные вакуумформованием.
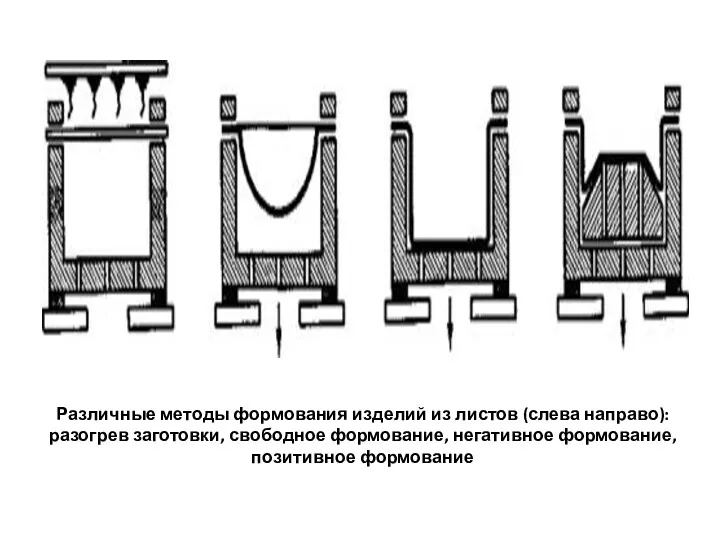
Различные методы формования изделий из листов (слева направо):
разогрев заготовки, свободное формование,
Различные методы формования изделий из листов (слева направо): разогрев заготовки, свободное формование,

Многопозиционная вакуумформовочная машина с
автоматическим управлением.
Многопозиционная вакуумформовочная машина с
автоматическим управлением.

Объемная форма, изготовленная методом пневмоформования.
Объемная форма, изготовленная методом пневмоформования.

Пневмоформовочная автоматическая линия.
Пневмоформовочная автоматическая линия.
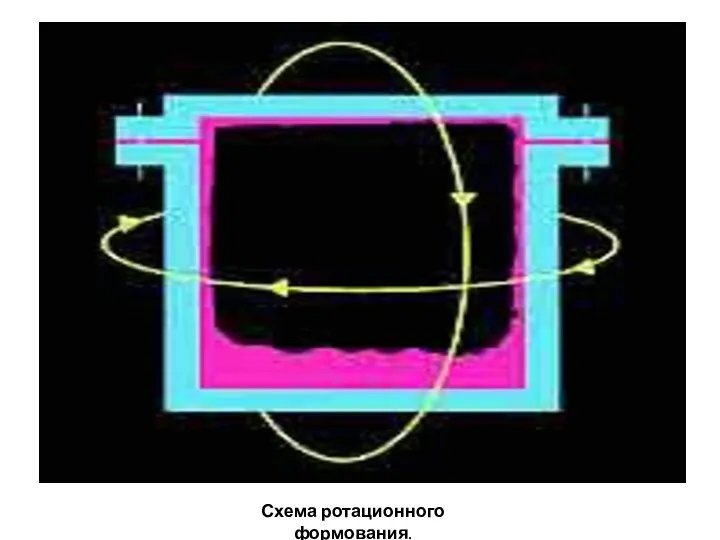
Схема ротационного формования.
Схема ротационного формования.

Бочки, изготовленные методом ротационного формования.
Бочки, изготовленные методом ротационного формования.
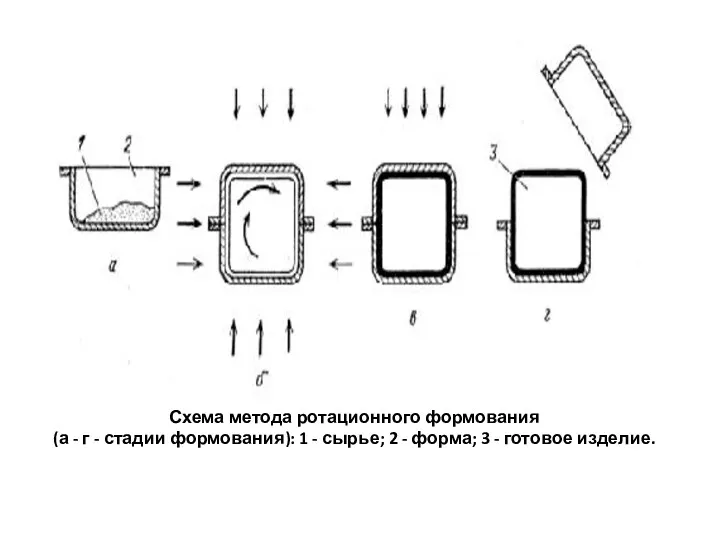
Схема метода ротационного формования
(а - г - стадии формования): 1
Схема метода ротационного формования
(а - г - стадии формования): 1
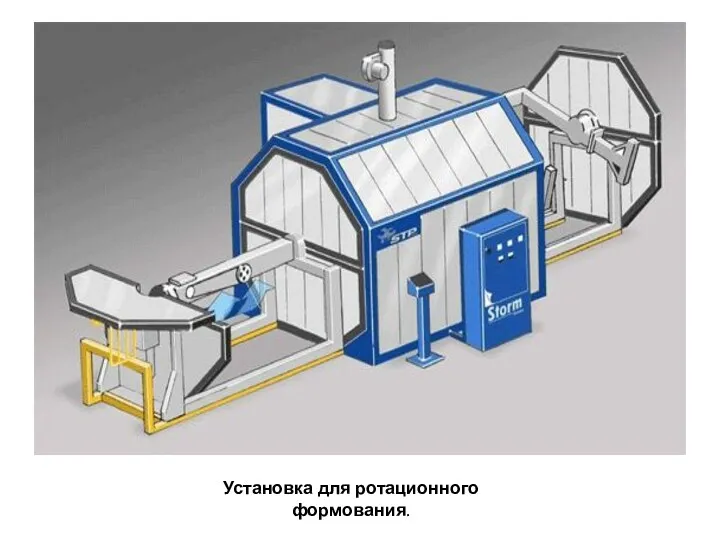
Установка для ротационного формования.
Установка для ротационного формования.
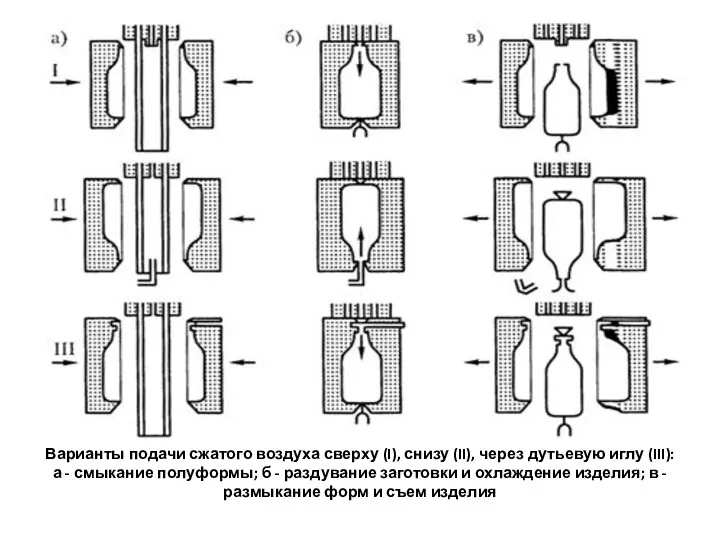
Варианты подачи сжатого воздуха сверху (I), снизу (II), через дутьевую иглу
Варианты подачи сжатого воздуха сверху (I), снизу (II), через дутьевую иглу

Экструзионно-выдувная установка.
Экструзионно-выдувная установка.

Многопозиционный
экструзионно-выдувной агрегат.
Многопозиционный
экструзионно-выдувной агрегат.
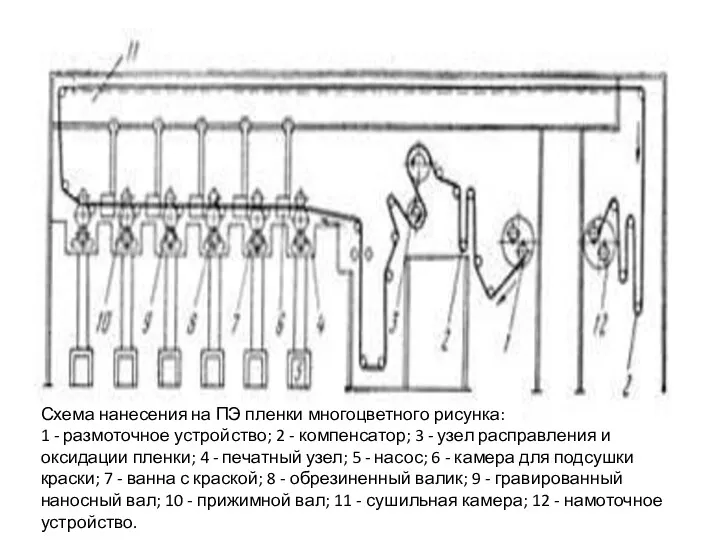
Схема нанесения на ПЭ пленки многоцветного рисунка:
1 - размоточное устройство;
Схема нанесения на ПЭ пленки многоцветного рисунка: 1 - размоточное устройство;
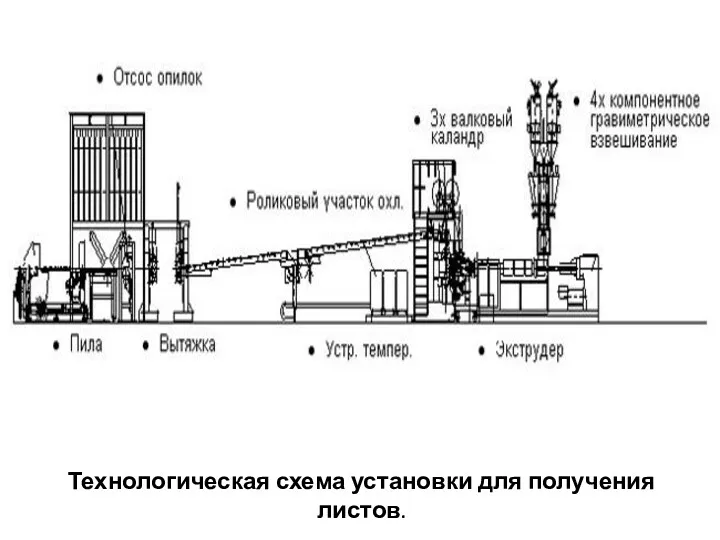
Технологическая схема установки для получения листов.
Технологическая схема установки для получения листов.
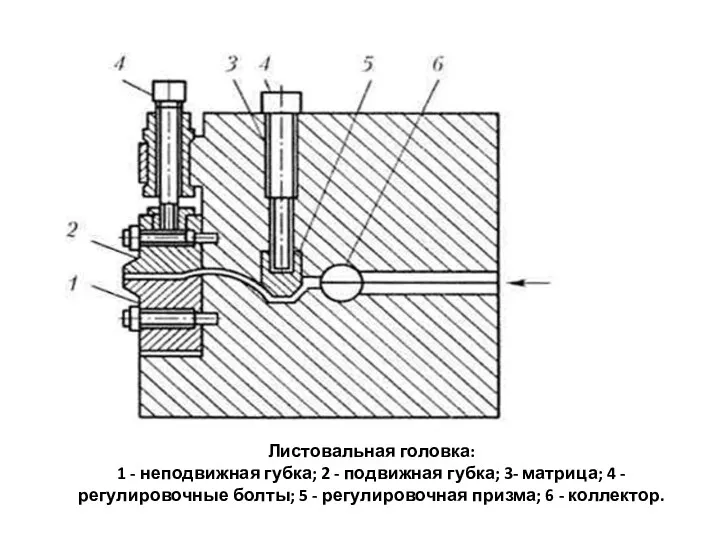
Листовальная головка:
1 - неподвижная губка; 2 - подвижная губка; 3-
Листовальная головка: 1 - неподвижная губка; 2 - подвижная губка; 3-

Установка для производства пленки рукавным методом
с приемкой рукава вверх.
Установка для производства пленки рукавным методом
с приемкой рукава вверх.
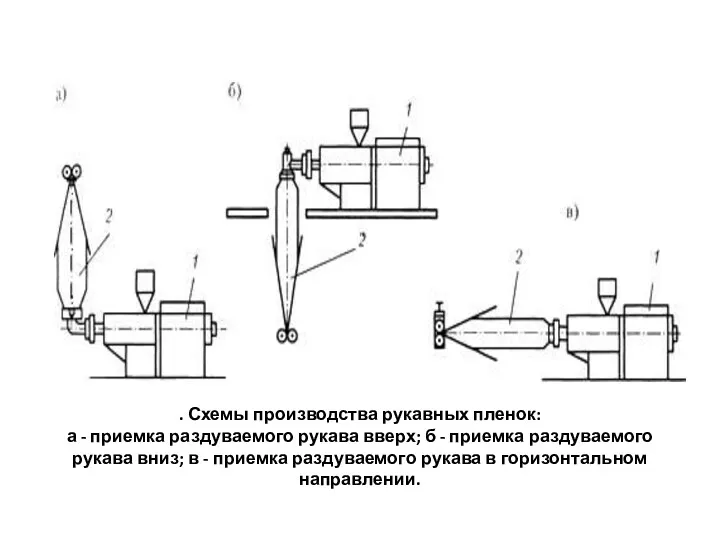
. Схемы производства рукавных пленок:
а - приемка раздуваемого рукава вверх;
. Схемы производства рукавных пленок: а - приемка раздуваемого рукава вверх;

Технологическая схема установки для производства пленки рукавным методом с приемкой рукава
Технологическая схема установки для производства пленки рукавным методом с приемкой рукава
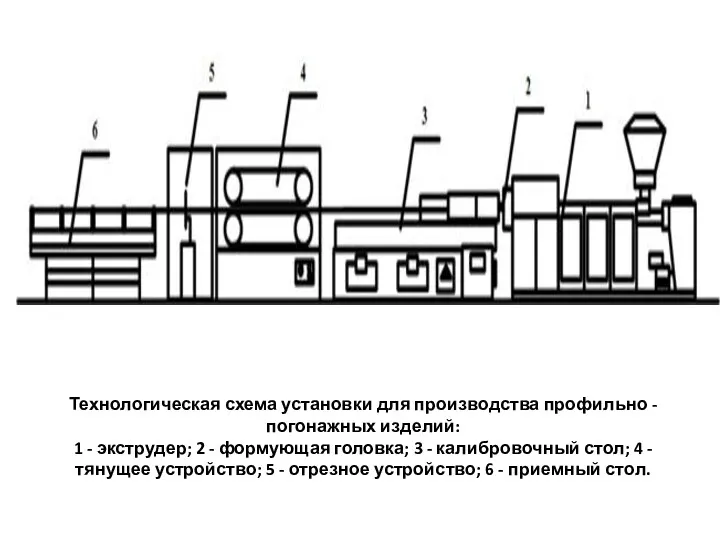
Технологическая схема установки для производства профильно - погонажных изделий:
1 -
Технологическая схема установки для производства профильно - погонажных изделий: 1 -

Линия для производства полимерных труб.
Линия для производства полимерных труб.
 Классный час Радуга безопасности
Классный час Радуга безопасности Презентация урока на тему Системный блок
Презентация урока на тему Системный блок Деньги на сайтах: быстрый старт
Деньги на сайтах: быстрый старт Термодинамика. Законы термодинамики
Термодинамика. Законы термодинамики Моя малая родина Диск
Моя малая родина Диск презентация воспитательной системы школы
презентация воспитательной системы школы РЭР
РЭР Рукоделие для мамы. Трудовое обучение.
Рукоделие для мамы. Трудовое обучение. сценарий родительского собрания
сценарий родительского собрания Сельское хозяйство России. Растениеводство и животноводство
Сельское хозяйство России. Растениеводство и животноводство Виды и источники маркетинговой информации
Виды и источники маркетинговой информации Урок по теме: Восточная Сибирь, 9 класс
Урок по теме: Восточная Сибирь, 9 класс Гречко В.В. ГМУ 201
Гречко В.В. ГМУ 201 Шаблон Книга
Шаблон Книга 5 языков любви. Как выразить свою любовь так, чтобы нас поняли
5 языков любви. Как выразить свою любовь так, чтобы нас поняли Действие магнитного поля на проводник с током
Действие магнитного поля на проводник с током Строительство начинается с фундамента
Строительство начинается с фундамента презентация к уроку металлы простые вещества
презентация к уроку металлы простые вещества Стендовый урок Слоги. Слоговой анализ слов
Стендовый урок Слоги. Слоговой анализ слов Лекарственные средства, влияющие на сердечно-сосудистую систему. Антигипертензивные средства
Лекарственные средства, влияющие на сердечно-сосудистую систему. Антигипертензивные средства Материалы открытого интегрированного урока информатики, математики, экономики Ум в доме Диск
Материалы открытого интегрированного урока информатики, математики, экономики Ум в доме Диск Презентация по теме Книга в жизни ребенка.
Презентация по теме Книга в жизни ребенка. Экономика потребителя. Экономика производителя
Экономика потребителя. Экономика производителя Приёмные антенны и их параметры. Лекция № 7. АФУ
Приёмные антенны и их параметры. Лекция № 7. АФУ Учебно- методическое пособие- По грибы старик собрался, а в грибах не разбирался
Учебно- методическое пособие- По грибы старик собрался, а в грибах не разбирался Следы рук
Следы рук Armenian Energy Sector Overview and Development Outlook
Armenian Energy Sector Overview and Development Outlook Саванны. Субэкваториальный климатический пояс
Саванны. Субэкваториальный климатический пояс