- Технология машиностроения. Технологический процесс изготовления детали заглушка

Содержание
- 2. ЦЕЛИ КУРСОВОГО ПРОЕКТА Анализ и разработка технологического процесса механической обработки детали «Заглушка» Анализ и разработка комплекта
- 3. ДЕТАЛЬ «ЗАГЛУШКА» Материал:Сталь 45 Масса детали: 0,08 кг Программа выпуска: 1000шт (Мелкосерийное)
- 4. НАЗНАЧЕНИЕ ДЕТАЛИ «ЗАГЛУШКА» Деталь “Заглушка” предназначена для соединения с корпусной деталью с помощью резьбовых отверстий и
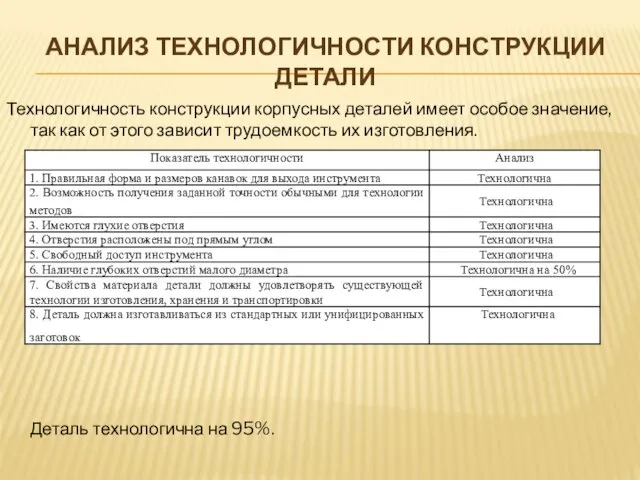
- 6. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ Технологичность конструкции корпусных деталей имеет особое значение, так как от этого зависит
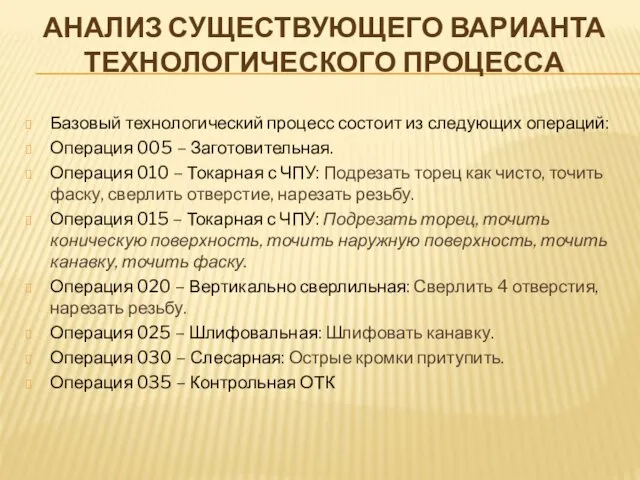
- 7. АНАЛИЗ СУЩЕСТВУЮЩЕГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Базовый технологический процесс состоит из следующих операций: Операция 005 – Заготовительная.
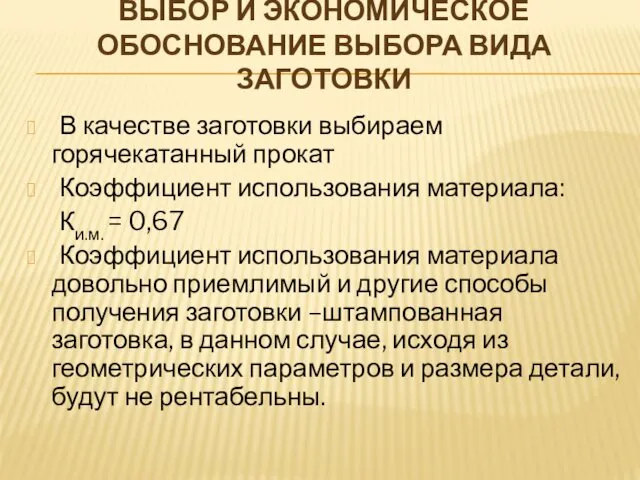
- 8. ВЫБОР И ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВИДА ЗАГОТОВКИ В качестве заготовки выбираем горячекатанный прокат Коэффициент использования материала:
- 9. ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
- 10. ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ 005- Заготовительная 010- Токарная с ЧПУ 015- Токарная с ЧПУ 020-Вертикально Сверлильная 025- Шлифовальная
- 11. ОПРЕДЕЛЕНИЕ МЕЖОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ И ОПЕРАЦИОННЫХ РАЗМЕРОВ ЗАГОТОВКИ.
- 12. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 005- Заготовительная
- 13. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 010-015 - Токарная с ЧПУ
- 14. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 020-Вертикально сверлильная
- 15. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 025 - Шлифовальная
- 16. ВЫБОР СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ Важность технологической оснастки определяется тем, что она повышает производительность труда и создает предпосылки
- 17. ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА Резец подрезной отогнутый ВК8 ГОСТ 18880–73; Сверло центровочное комбинированное тип 1 ГОСТ 14952-75
- 18. ВЫБОР СРЕДСТВ КОНТРОЛЯ 1) Штангенциркуль ШЦ-I-0,1, 0-125 ГОСТ-166-80 2) Микрометр гладкий ГОСТ 6507-78 3) Штангенглубиномер 160
- 19. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ На часть операций механической обработки определены режимы резания путем аналитического расчета ( по
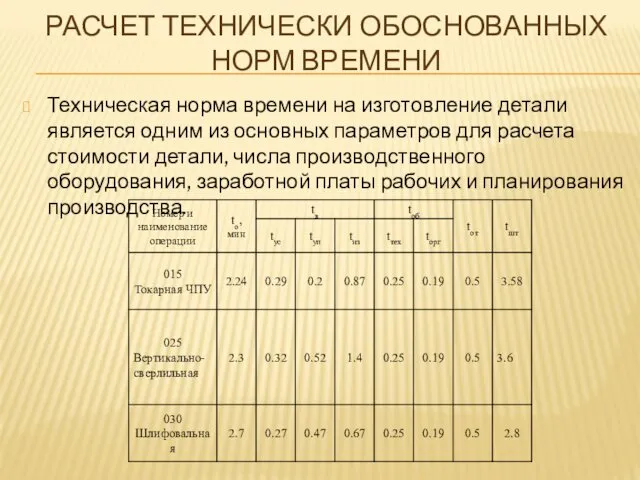
- 20. РАСЧЕТ ТЕХНИЧЕСКИ ОБОСНОВАННЫХ НОРМ ВРЕМЕНИ Техническая норма времени на изготовление детали является одним из основных параметров
- 21. ВЫВОД В результате выполнения курсового проекта по технологии машиностроения был разработан технологический процесс механической обработки детали
- 23. Скачать презентацию
ЦЕЛИ КУРСОВОГО ПРОЕКТА
Анализ и разработка технологического процесса механической обработки детали «Заглушка»
Анализ
ЦЕЛИ КУРСОВОГО ПРОЕКТА
Анализ и разработка технологического процесса механической обработки детали «Заглушка»
Анализ
ДЕТАЛЬ «ЗАГЛУШКА»
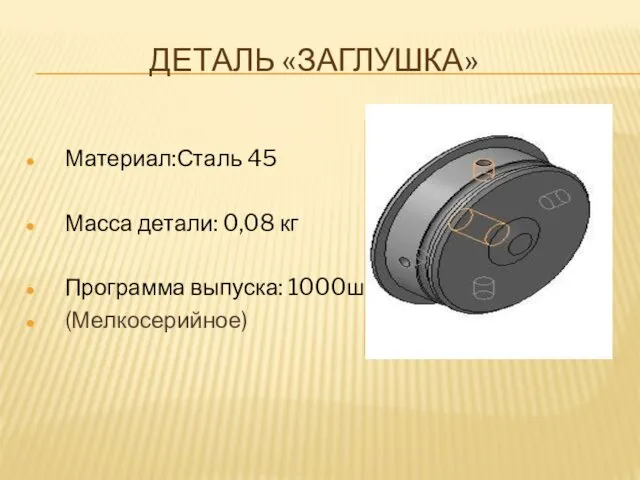
Материал:Сталь 45
Масса детали: 0,08 кг
Программа выпуска: 1000шт
(Мелкосерийное)
ДЕТАЛЬ «ЗАГЛУШКА»
Материал:Сталь 45
Масса детали: 0,08 кг
Программа выпуска: 1000шт
(Мелкосерийное)
НАЗНАЧЕНИЕ ДЕТАЛИ «ЗАГЛУШКА»
Деталь “Заглушка” предназначена для соединения с корпусной деталью с
НАЗНАЧЕНИЕ ДЕТАЛИ «ЗАГЛУШКА»
Деталь “Заглушка” предназначена для соединения с корпусной деталью с
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Технологичность конструкции корпусных деталей имеет особое значение, так
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Технологичность конструкции корпусных деталей имеет особое значение, так
АНАЛИЗ СУЩЕСТВУЮЩЕГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Базовый технологический процесс состоит из следующих операций:
Операция
АНАЛИЗ СУЩЕСТВУЮЩЕГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Базовый технологический процесс состоит из следующих операций:
Операция
ВЫБОР И ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВИДА ЗАГОТОВКИ
В качестве заготовки выбираем горячекатанный
ВЫБОР И ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВИДА ЗАГОТОВКИ
В качестве заготовки выбираем горячекатанный
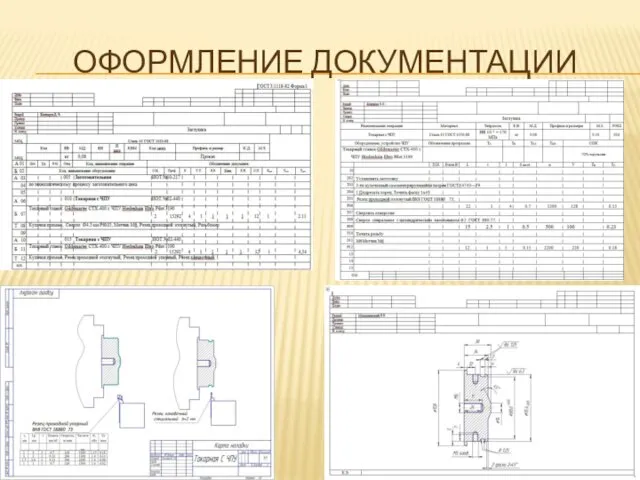
ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ
005- Заготовительная
010- Токарная с ЧПУ
015- Токарная с ЧПУ
020-Вертикально Сверлильная
025- Шлифовальная
030-Слесарная
035-
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ
005- Заготовительная
010- Токарная с ЧПУ
015- Токарная с ЧПУ
020-Вертикально Сверлильная
025- Шлифовальная
030-Слесарная
035-
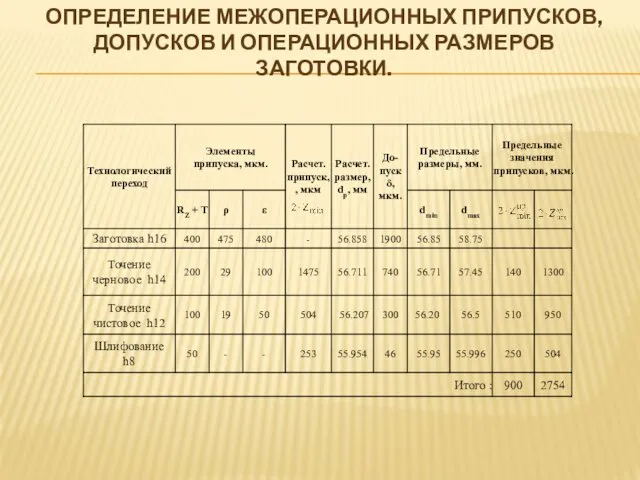
ОПРЕДЕЛЕНИЕ МЕЖОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ И ОПЕРАЦИОННЫХ РАЗМЕРОВ ЗАГОТОВКИ.
ОПРЕДЕЛЕНИЕ МЕЖОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ И ОПЕРАЦИОННЫХ РАЗМЕРОВ ЗАГОТОВКИ.
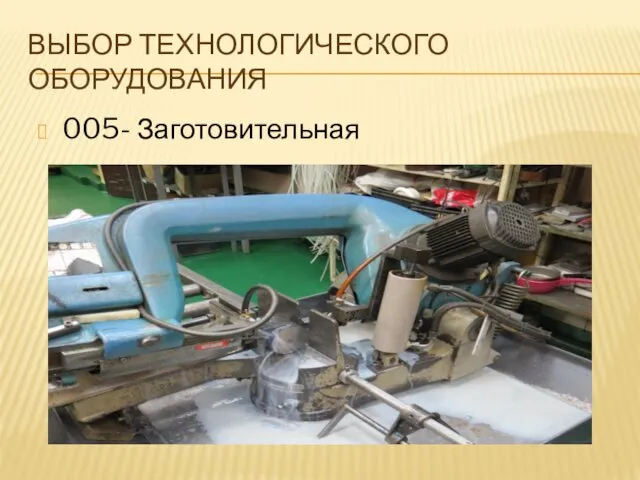
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
005- Заготовительная
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
005- Заготовительная

ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
010-015 - Токарная с ЧПУ
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
010-015 - Токарная с ЧПУ

ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
020-Вертикально сверлильная
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
020-Вертикально сверлильная

ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
025 - Шлифовальная
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
025 - Шлифовальная
ВЫБОР СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Важность технологической оснастки определяется тем, что она повышает производительность
ВЫБОР СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Важность технологической оснастки определяется тем, что она повышает производительность

ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА
Резец подрезной отогнутый ВК8 ГОСТ 18880–73;
Сверло центровочное комбинированное
ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА
Резец подрезной отогнутый ВК8 ГОСТ 18880–73;
Сверло центровочное комбинированное

ВЫБОР СРЕДСТВ КОНТРОЛЯ
1) Штангенциркуль ШЦ-I-0,1, 0-125 ГОСТ-166-80
2) Микрометр гладкий ГОСТ 6507-78
3)
ВЫБОР СРЕДСТВ КОНТРОЛЯ
1) Штангенциркуль ШЦ-I-0,1, 0-125 ГОСТ-166-80
2) Микрометр гладкий ГОСТ 6507-78
3)
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
На часть операций механической обработки определены режимы резания путем
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
На часть операций механической обработки определены режимы резания путем
РАСЧЕТ ТЕХНИЧЕСКИ ОБОСНОВАННЫХ НОРМ ВРЕМЕНИ
Техническая норма времени на изготовление детали является
РАСЧЕТ ТЕХНИЧЕСКИ ОБОСНОВАННЫХ НОРМ ВРЕМЕНИ
Техническая норма времени на изготовление детали является
ВЫВОД
В результате выполнения курсового проекта по технологии машиностроения был разработан технологический
ВЫВОД
В результате выполнения курсового проекта по технологии машиностроения был разработан технологический
 Судебная власть в зарубежных странах
Судебная власть в зарубежных странах Психология как наука
Психология как наука Презентация Строгание древесины
Презентация Строгание древесины Цыгане- народ без страны
Цыгане- народ без страны Нестандартные периферийные устройства ПК
Нестандартные периферийные устройства ПК Мастер-класс Копилка - лошадка из картона
Мастер-класс Копилка - лошадка из картона Здоровьесберегающие технологии на уроках с испльзованием компьютера
Здоровьесберегающие технологии на уроках с испльзованием компьютера Презентация мастер-класса по созданию квеста
Презентация мастер-класса по созданию квеста АСУз - Автоматизовані системи управління та зв'язок
АСУз - Автоматизовані системи управління та зв'язок Изобразительное искусство 4 класс
Изобразительное искусство 4 класс Презентация дополнительной образовательной программы хореографического коллектива Сияние
Презентация дополнительной образовательной программы хореографического коллектива Сияние Разделка теста
Разделка теста Наша_презентация (1)
Наша_презентация (1) Техническое обслуживание и ремонт передней подвески автомобиля Skoda Octavia
Техническое обслуживание и ремонт передней подвески автомобиля Skoda Octavia Стандарты информационной безопасности: Общие критерии
Стандарты информационной безопасности: Общие критерии Пасічне господарство “Sweet farm”
Пасічне господарство “Sweet farm” 20231031_prezentatsiya_yua_patent_na_otkrytie_szhat
20231031_prezentatsiya_yua_patent_na_otkrytie_szhat класс
класс Страны Востока в период колониализма
Страны Востока в период колониализма Мышление у больных шизофренией
Мышление у больных шизофренией 70 лет победы
70 лет победы Понятие бытия в философии. Урок № 7
Понятие бытия в философии. Урок № 7 Лев Николаевич Толстой. Интересные факты
Лев Николаевич Толстой. Интересные факты Урок 6 Разложение на множители квадратного трехчлена
Урок 6 Разложение на множители квадратного трехчлена Модуль Алгебра (№6-7)
Модуль Алгебра (№6-7) Площадь треугольника
Площадь треугольника Знакомство с дымковской игрушкой. Статья и презентация
Знакомство с дымковской игрушкой. Статья и презентация Методика оптимального проектирования систем электрического освещения по критерию минимума финансовых затрат
Методика оптимального проектирования систем электрического освещения по критерию минимума финансовых затрат