- Технология обработки на станках с ЧПУ

Содержание
- 2. Автоматизация - совокупность мероприятий по разработке технологических процессов и созданию высокопроизводитель-ных автоматически действующих средств производства, осво-бождающих
- 3. Иерархия уровней и средств автоматизации в различных видах производства В зависимости от вида производства для осуществ-ления
- 4. Жесткая автоматизация применяется исключительно в массовом и крупносерийном производстве и базируется на применении специальных и специализированных
- 5. ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими возможностями и способностью быстрой переналадки
- 6. Рабочий цикл станка как машины складывается из длительности рабочих tр и холостых tх ходов: За время
- 7. Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического процесса самостоятельно выпол-няет все рабочие и
- 8. Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки, оснащенные системой ЧПУ, авто-матическими сменой и
- 9. Гибкая производственная ячейка (ГПЯ) — управляемая средствами вычислительной техники совокупность нескольких ГПМ и систем обеспечения функционирования,
- 10. Цель и задачи дисциплины «Технология обработки на станках с ЧПУ Цель - освоение студентами теоретических знаний
- 11. 3 Задачи изучения дисциплины В результате изучения дисциплины будущий специалист должен: знать оборудование и оснастку для
- 12. 7.1. Литература 7.1.1. Основная литература 1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ:
- 13. 7.1.2. Дополнительная литература !. Гусев И.Т. и др. Устройства числового программного управления: Учеб. пособие для техн.
- 15. Скачать презентацию
Автоматизация - совокупность мероприятий по разработке
технологических процессов и созданию
Автоматизация - совокупность мероприятий по разработке
технологических процессов и созданию
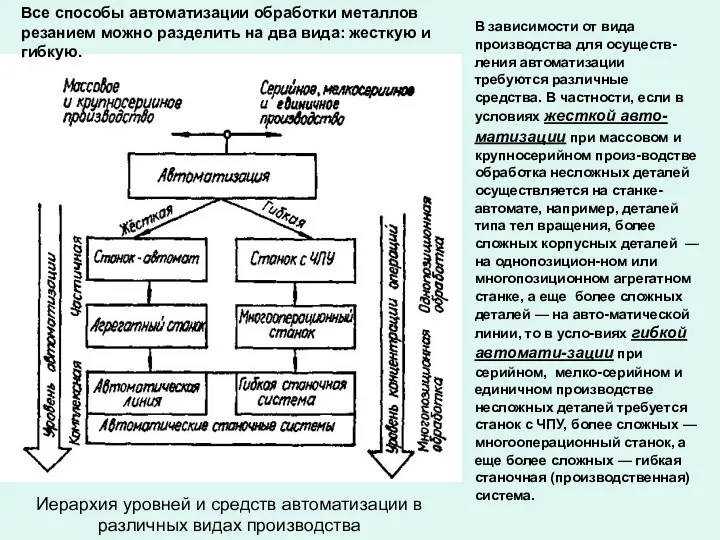
Иерархия уровней и средств автоматизации в различных видах производства
В зависимости от
Иерархия уровней и средств автоматизации в различных видах производства
В зависимости от
Жесткая автоматизация применяется исключительно в массовом и
крупносерийном производстве и базируется
Жесткая автоматизация применяется исключительно в массовом и
крупносерийном производстве и базируется

ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими
ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими

Рабочий цикл станка как машины складывается из длительности рабочих tр
Рабочий цикл станка как машины складывается из длительности рабочих tр
Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического
Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического
Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки,
Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки,
Гибкая производственная ячейка (ГПЯ) — управляемая средствами
вычислительной техники совокупность нескольких
Гибкая производственная ячейка (ГПЯ) — управляемая средствами
вычислительной техники совокупность нескольких
Цель и задачи дисциплины
«Технология обработки на станках с ЧПУ
Цель
Цель и задачи дисциплины
«Технология обработки на станках с ЧПУ
Цель
3
Задачи изучения дисциплины
В результате изучения дисциплины будущий специалист должен:
знать оборудование
3
Задачи изучения дисциплины
В результате изучения дисциплины будущий специалист должен:
знать оборудование
7.1. Литература
7.1.1. Основная литература
1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на
7.1. Литература
7.1.1. Основная литература
1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на
7.1.2. Дополнительная литература
!. Гусев И.Т. и др. Устройства числового программного
7.1.2. Дополнительная литература
!. Гусев И.Т. и др. Устройства числового программного
 Семинар для воспитателей Интонационная сторона речи дошкольников
Семинар для воспитателей Интонационная сторона речи дошкольников Интеллектуальная игра Брей-ринг
Интеллектуальная игра Брей-ринг Компьютерно -игровая зависимость и её профилактика.
Компьютерно -игровая зависимость и её профилактика. Игра-викторина. Вопросики
Игра-викторина. Вопросики Теплоэнергетика технологии обжига известняка во вращающихся печах
Теплоэнергетика технологии обжига известняка во вращающихся печах Direkt Subjekt + Prädikat + Nebenglieder Ich lerne Deutsch nicht lange
Direkt Subjekt + Prädikat + Nebenglieder Ich lerne Deutsch nicht lange Человек и домашние животные
Человек и домашние животные Электрооборудование общепромышленных установок
Электрооборудование общепромышленных установок Родительское собрание №1. 2 класс
Родительское собрание №1. 2 класс Разработка и исследование регулируемого электропривода механизма подъема лебедки мостового крана грузоподъемностью 50 т
Разработка и исследование регулируемого электропривода механизма подъема лебедки мостового крана грузоподъемностью 50 т Система сбалансированных показателей. Показатели стратегических финансовых направлений
Система сбалансированных показателей. Показатели стратегических финансовых направлений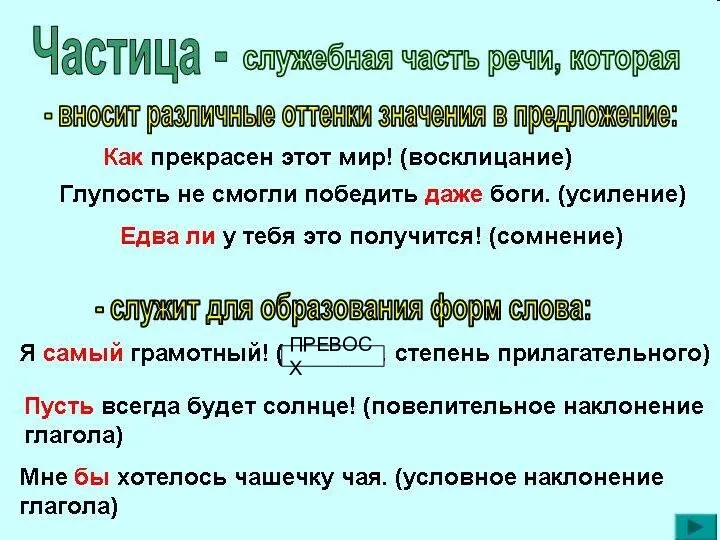 Формообразующие частицы
Формообразующие частицы Эдуард Анатольевич Стрельцов,
Эдуард Анатольевич Стрельцов, Острый и хронический синусит
Острый и хронический синусит Буквы Е, Ё, Ю, Я и их функции в словах
Буквы Е, Ё, Ю, Я и их функции в словах Поверхностное упрочнение стальных деталей
Поверхностное упрочнение стальных деталей Гликоген. Структура. Физические и химические свойства
Гликоген. Структура. Физические и химические свойства Презентація
Презентація Художник и театр
Художник и театр Ванты. вантовые конструкции
Ванты. вантовые конструкции Снятие мерок с фигуры человека
Снятие мерок с фигуры человека История обыкновенных дробей
История обыкновенных дробей Забытая война, посвященный 100-летию начала Первой мировой войны
Забытая война, посвященный 100-летию начала Первой мировой войны Особенности ВНД человека. Познавательные процессы
Особенности ВНД человека. Познавательные процессы Фосфор
Фосфор Совет Лицеистов
Совет Лицеистов Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку)
Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку) Защита у организмов
Защита у организмов