- Технология производства арболита. Лекция №3

Содержание
- 2. В зависимости от прочности при осевом сжатии на марки: М5; М10; М15 – для теплоизоляционного арболита,
- 3. Изделия из арболита подразделяются: по назначению – на теплоизоляционные и конструкционные; по структуре – на обычные
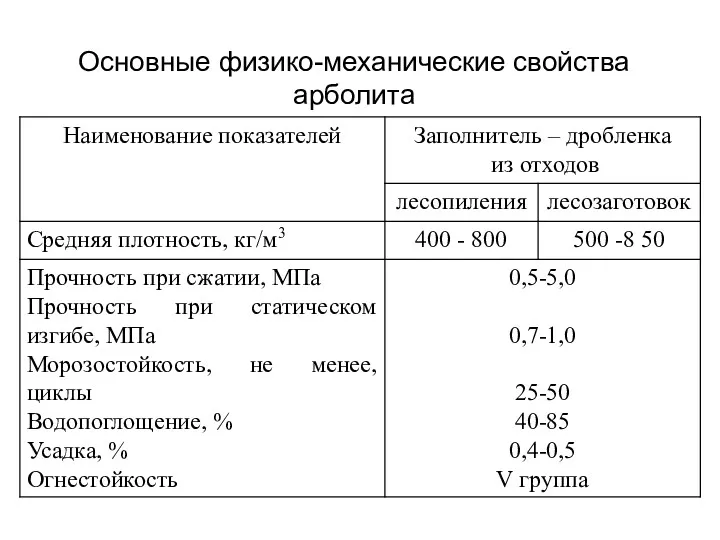
- 4. Основные физико-механические свойства арболита
- 5. Сырье для производства 1 Минеральное вяжущее – - портландцемент марки не ниже М300 для теплоизоляционного арболита
- 6. 2 Химические добавки – хлористый кальций, жидкое стекло, сернокислый алюминий, сернокислое железо и другие ускорители твердения
- 7. 3 Органический заполнитель древесный заполнитель - древесина различных пород в виде отходов лесопиления (горбыли, рейки, срезы),
- 8. органический заполнитель – костра льна и конопли, рисовая солома и стебли хлопчатника, одубина. Длина частиц не
- 9. Рабочий состав заполнителя Фракции дробленки (по массе): на контрольных ситах с размерами отверстий - 20 мм
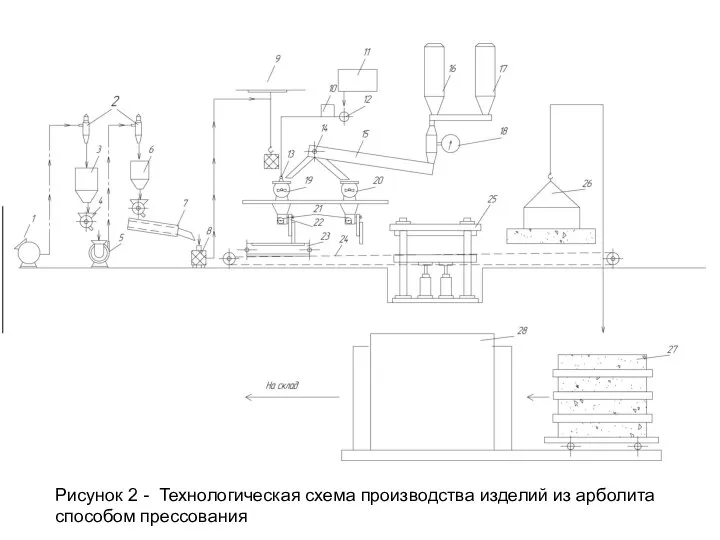
- 10. Способы формирования изделий из арболита прессование в горизонтальных и вертикальных формах, трамбование, послойная укладка роликами, вибрация
- 11. Рисунок 2 - Технологическая схема производства изделий из арболита способом прессования
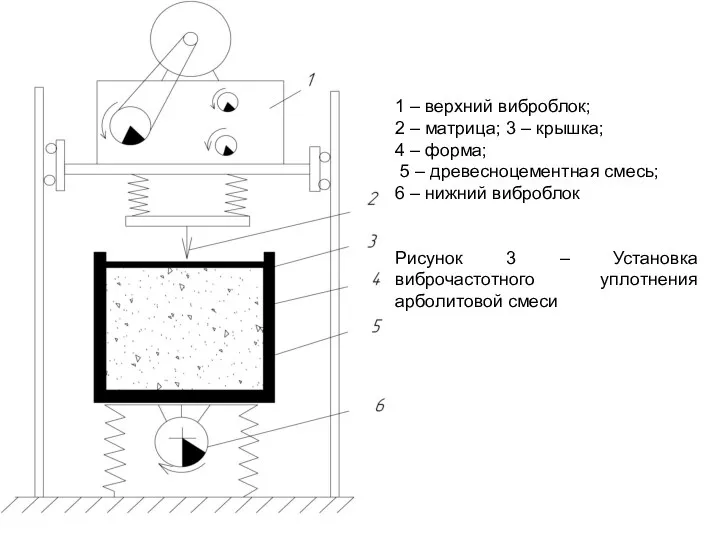
- 12. 1 – верхний виброблок; 2 – матрица; 3 – крышка; 4 – форма; 5 – древесноцементная
- 13. 1 -станция; 2 - цепь; 3 - конвейер роликовый; 4 - установка для нанесения фактурного слоя;
- 14. Рисунок 5 – Схема послойной укладки арболита
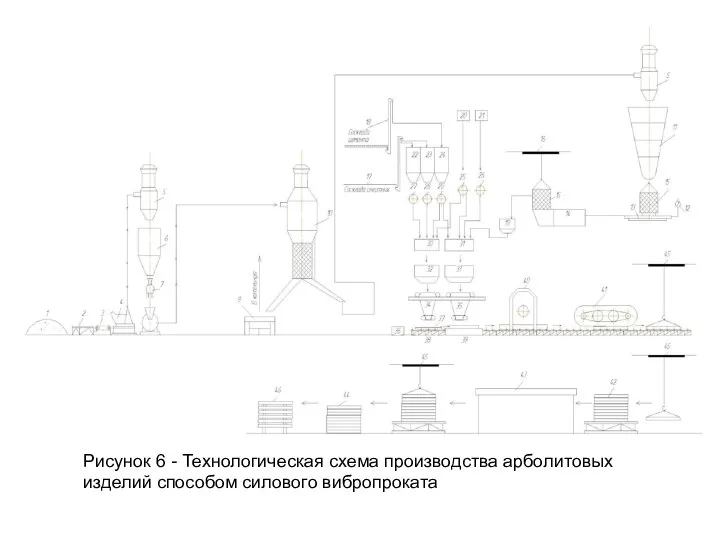
- 15. Рисунок 6 - Технологическая схема производства арболитовых изделий способом силового вибропроката
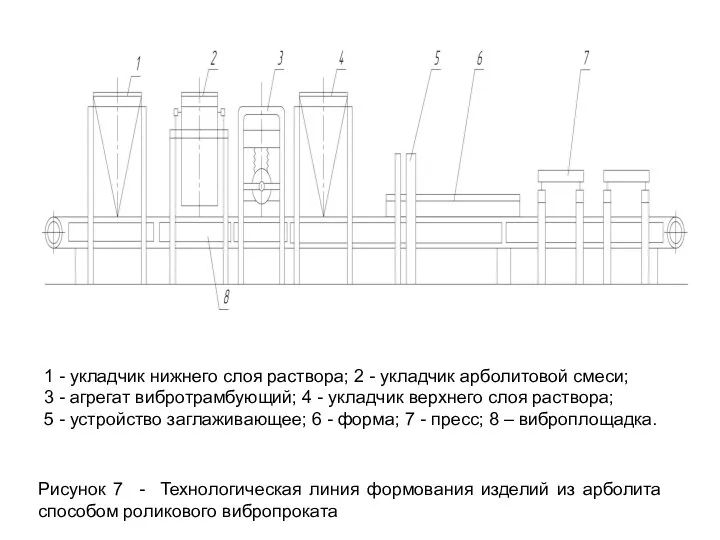
- 16. 1 - укладчик нижнего слоя раствора; 2 - укладчик арболитовой смеси; 3 - агрегат вибротрамбующий; 4
- 18. Скачать презентацию
В зависимости от прочности при осевом сжатии на марки:
М5; М10; М15 –
В зависимости от прочности при осевом сжатии на марки:
М5; М10; М15 –
Изделия из арболита подразделяются:
по назначению – на теплоизоляционные и конструкционные;
по структуре –
Изделия из арболита подразделяются:
по назначению – на теплоизоляционные и конструкционные;
по структуре –

Основные физико-механические свойства арболита
Основные физико-механические свойства арболита
Сырье для производства
1 Минеральное вяжущее –
- портландцемент марки не ниже М300 для
Сырье для производства
1 Минеральное вяжущее –
- портландцемент марки не ниже М300 для
2 Химические добавки –
хлористый кальций,
жидкое стекло,
сернокислый алюминий,
сернокислое железо и другие ускорители твердения
2 Химические добавки –
хлористый кальций,
жидкое стекло,
сернокислый алюминий,
сернокислое железо и другие ускорители твердения
3 Органический заполнитель
древесный заполнитель - древесина различных пород в виде
отходов лесопиления (горбыли,
3 Органический заполнитель
древесный заполнитель - древесина различных пород в виде
отходов лесопиления (горбыли,
органический заполнитель –
костра льна и конопли, рисовая солома и стебли хлопчатника, одубина.
органический заполнитель –
костра льна и конопли, рисовая солома и стебли хлопчатника, одубина.
Рабочий состав заполнителя
Фракции дробленки (по массе): на контрольных ситах с размерами отверстий -
Рабочий состав заполнителя
Фракции дробленки (по массе): на контрольных ситах с размерами отверстий -
Способы формирования изделий из арболита
прессование в горизонтальных и вертикальных формах,
трамбование,
послойная укладка роликами,
вибрация
Способы формирования изделий из арболита
прессование в горизонтальных и вертикальных формах,
трамбование,
послойная укладка роликами,
вибрация
Рисунок 2 - Технологическая схема производства изделий из арболита
способом прессования
Рисунок 2 - Технологическая схема производства изделий из арболита
способом прессования
1 – верхний виброблок;
2 – матрица; 3 – крышка;
4 – форма;
1 – верхний виброблок;
2 – матрица; 3 – крышка;
4 – форма;
1 -станция; 2 - цепь; 3 - конвейер роликовый; 4 - установка для
1 -станция; 2 - цепь; 3 - конвейер роликовый; 4 - установка для
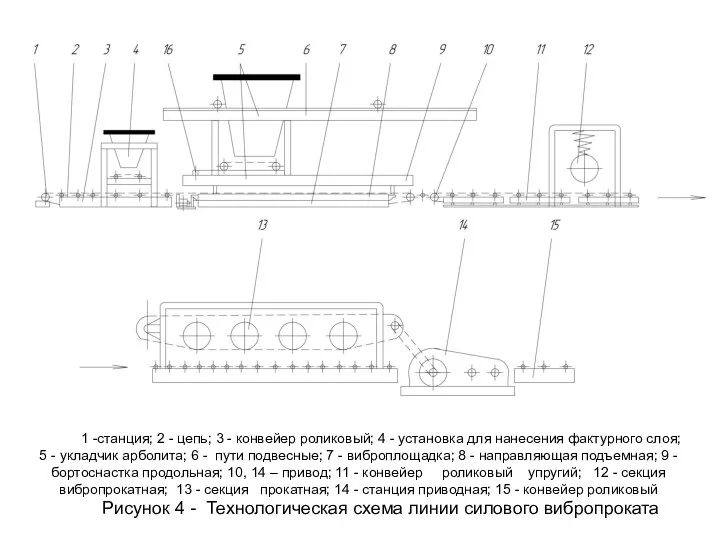
Рисунок 5 – Схема послойной укладки арболита
Рисунок 5 – Схема послойной укладки арболита
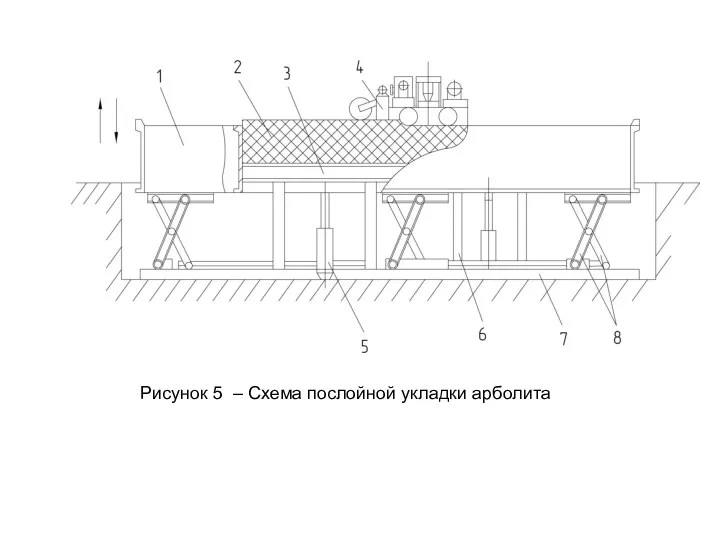
Рисунок 6 - Технологическая схема производства арболитовых изделий способом силового вибропроката
Рисунок 6 - Технологическая схема производства арболитовых изделий способом силового вибропроката
1 - укладчик нижнего слоя раствора; 2 - укладчик арболитовой смеси;
3 -
1 - укладчик нижнего слоя раствора; 2 - укладчик арболитовой смеси;
3 -
 Что такое музей?
Что такое музей? Виды мониторов и их характеристики
Виды мониторов и их характеристики Система питания дизельного двигателя внутреннего сгорания. (Тема 10.1)
Система питания дизельного двигателя внутреннего сгорания. (Тема 10.1) Игра – викторина Русский бой
Игра – викторина Русский бой Технология производства этикеточной продукции
Технология производства этикеточной продукции Формування ВМ з заданою структурою
Формування ВМ з заданою структурою Воздушный транспорт. Самолеты
Воздушный транспорт. Самолеты ВИЧ инфекция 4 В стадия (генерализованный туберкулез и кандидоз) как причина смерти по данным ГБУЗ (сентябрь 2016-июнь 2017)
ВИЧ инфекция 4 В стадия (генерализованный туберкулез и кандидоз) как причина смерти по данным ГБУЗ (сентябрь 2016-июнь 2017) Несостоятельность (банкротство) индивидуального предпринимателя
Несостоятельность (банкротство) индивидуального предпринимателя Физические и химические свойства металлов
Физические и химические свойства металлов Свойства степени с целым показателем
Свойства степени с целым показателем Предпринимательская тайна и способы ее защиты. Лекция 8
Предпринимательская тайна и способы ее защиты. Лекция 8 Четыре замечательные точки треугольника
Четыре замечательные точки треугольника Основные психотерапевтические методы и показания их к применению
Основные психотерапевтические методы и показания их к применению Лев Николаевич Толстой (1828 – 1910)
Лев Николаевич Толстой (1828 – 1910) Викторина. Ислам
Викторина. Ислам Семейное хобби
Семейное хобби Безопасность жизнедеятельности. Основные понятия, термины, определения. Лекция №1
Безопасность жизнедеятельности. Основные понятия, термины, определения. Лекция №1 Обобщение педагогического опыта учителя химии и биологии Активизация познавательной деятельности на уроках химии и биологии
Обобщение педагогического опыта учителя химии и биологии Активизация познавательной деятельности на уроках химии и биологии Разработка системы работы с одаренными детьми в условиях ДО
Разработка системы работы с одаренными детьми в условиях ДО Grade 5 - Lesson 79
Grade 5 - Lesson 79 Планирование производства продукции
Планирование производства продукции Кинематика. Равномерное движение
Кинематика. Равномерное движение Дефференциальная диагностика речевых нарушений у детей дошкольного возраста
Дефференциальная диагностика речевых нарушений у детей дошкольного возраста Итоговая работа по курсу повышения квалификации. Формирование ключевых компетенций в игровой деятельности дошкольников
Итоговая работа по курсу повышения квалификации. Формирование ключевых компетенций в игровой деятельности дошкольников P770 disassembly guide
P770 disassembly guide Нәрлендіру көздерінің көмекші құрылғылары
Нәрлендіру көздерінің көмекші құрылғылары Конструирование фартука. 5 класс
Конструирование фартука. 5 класс