Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов презентация
- Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов

Содержание
- 2. Техника и технология РАД род и полярность тока; тип и диаметр вольфрамового электрода; марка и диаметр
- 3. Техника и технология РАД Особенности использования обратной полярности: сниженный ввод тепла в изделие и повышенный в
- 4. Техника и технология РАД Тип и диаметр вольфрамового электрода завит от применяемой силы тока, вида тока
- 5. Техника и технология РАД В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара.
- 6. Техника и технология РАД При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими
- 7. Техника и технология РАД Марка присадочной проволоки зависит от марки основного материала. Как правило, выбирается родственная
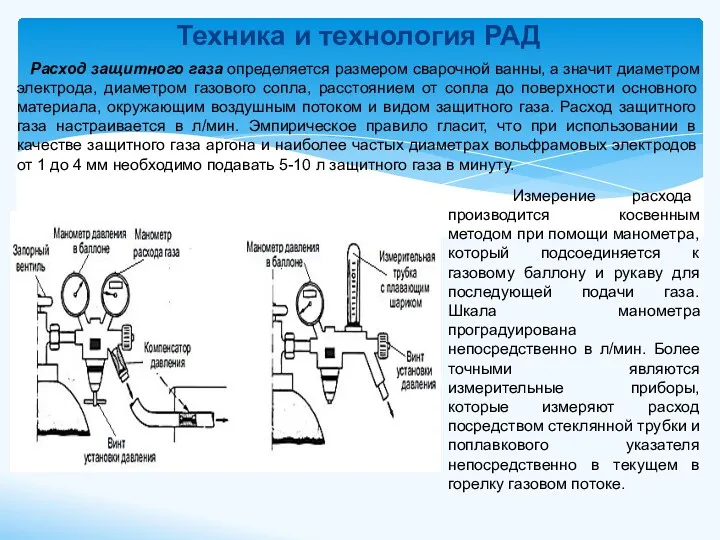
- 8. Техника и технология РАД Расход защитного газа определяется размером сварочной ванны, а значит диаметром электрода, диаметром
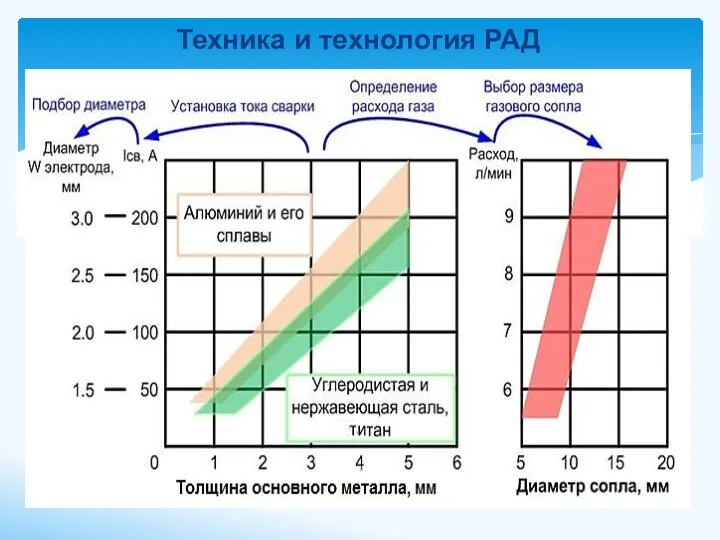
- 9. Техника и технология РАД
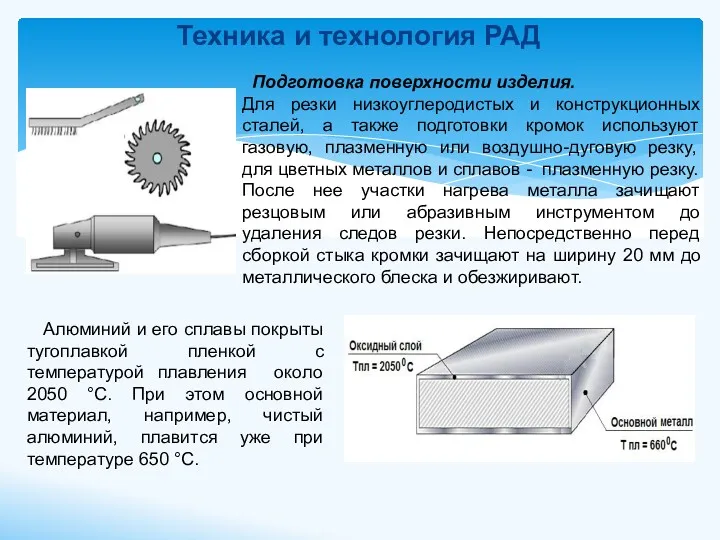
- 10. Техника и технология РАД Алюминий и его сплавы покрыты тугоплавкой пленкой с температурой плавления около 2050
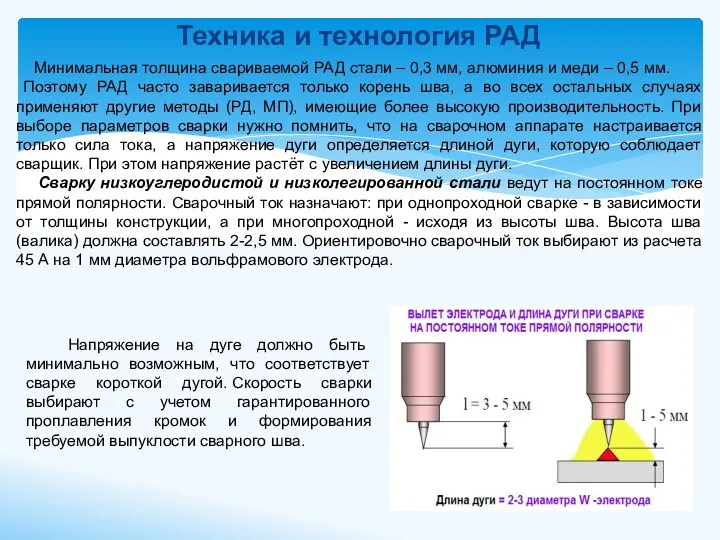
- 11. Техника и технология РАД Минимальная толщина свариваемой РАД стали – 0,3 мм, алюминия и меди –
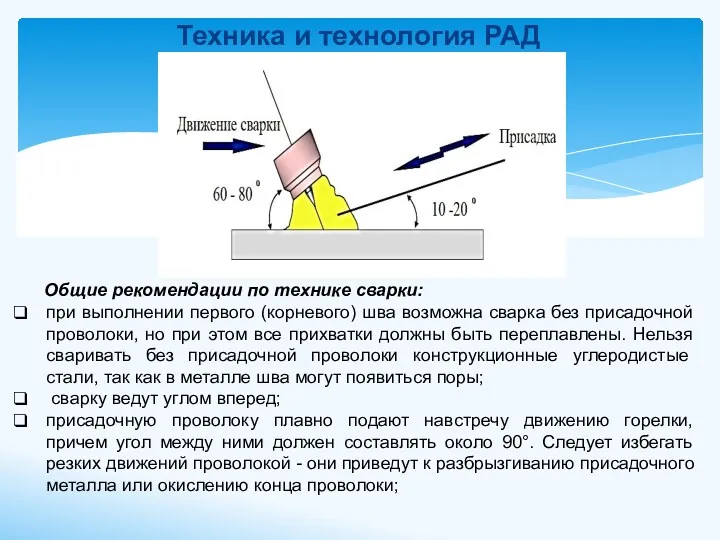
- 12. Техника и технология РАД Общие рекомендации по технике сварки: при выполнении первого (корневого) шва возможна сварка
- 13. Техника и технология РАД Общие рекомендации по технике сварки: присадка должна всегда находиться в зоне защиты
- 14. Техника и технология РАД Преимущества подачи защитного газа после окончания сварки: хорошее повторное зажигание дуги; нет
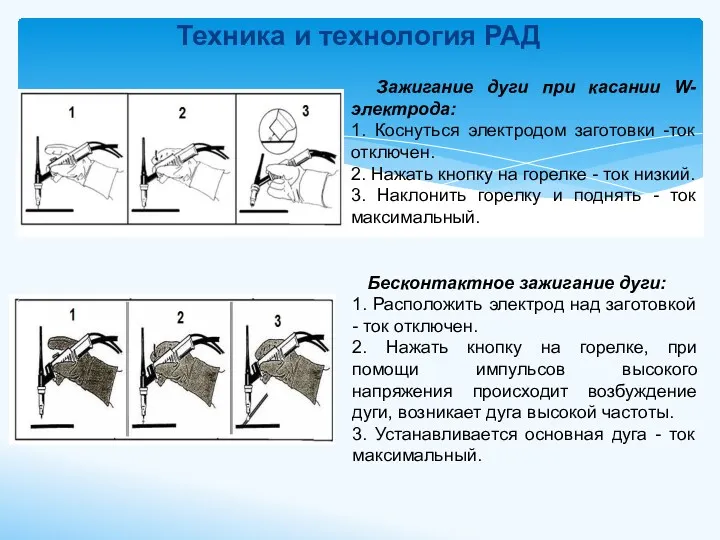
- 15. Техника и технология РАД Зажигание дуги при касании W-электрода: 1. Коснуться электродом заготовки -ток отключен. 2.
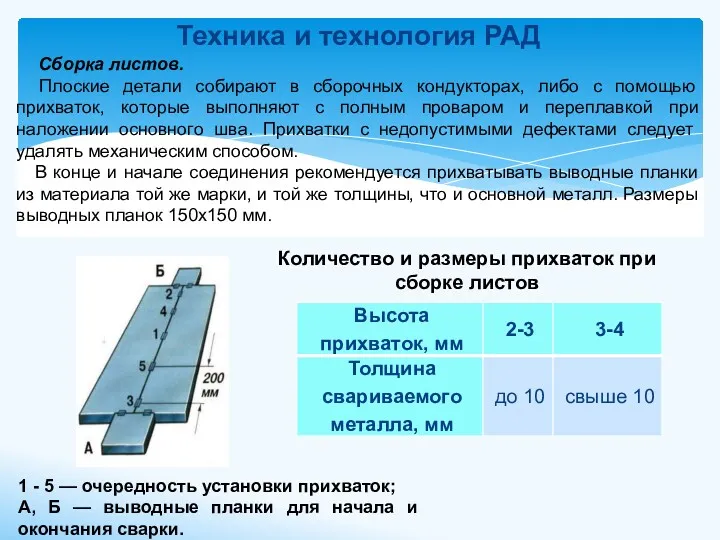
- 16. Техника и технология РАД Сборка листов. Плоские детали собирают в сборочных кондукторах, либо с помощью прихваток,
- 17. Техника и технология РАД Ориентировочные значения для РАД низкоуглеродистой и низколегированной стали. Вид тока: постоянный ток
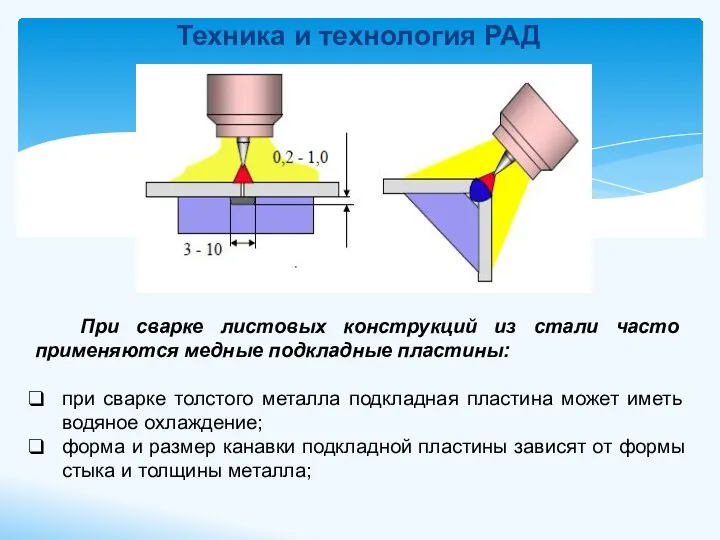
- 18. Техника и технология РАД При сварке листовых конструкций из стали часто применяются медные подкладные пластины: при
- 19. Техника и технология РАД Назначение пластин: защищает корень шва от окисления; формирует корень шва и защищает
- 20. Техника и технология РАД Сборка труб. Трубы собирают с применением центрирующих приспособлений, либо с помощью прихваток.
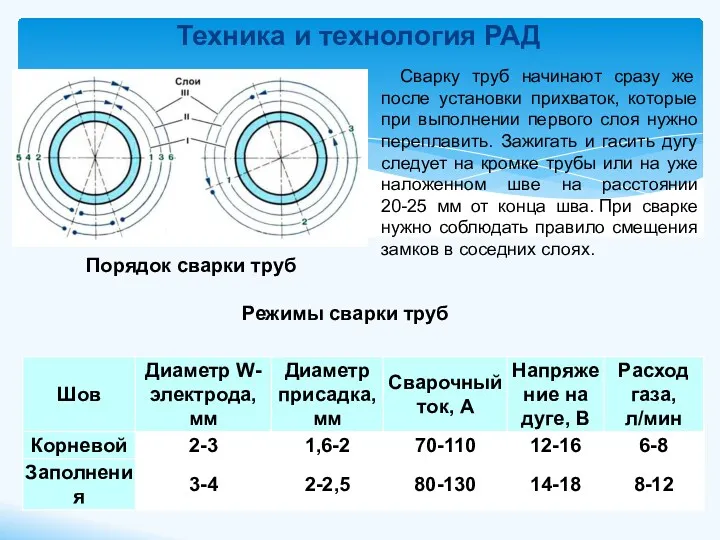
- 21. Техника и технология РАД Сварку труб начинают сразу же после установки прихваток, которые при выполнении первого
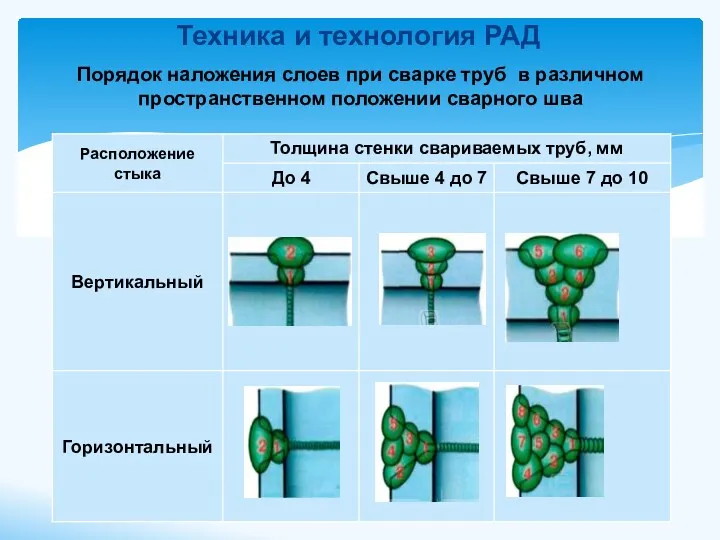
- 22. Техника и технология РАД Порядок наложения слоев при сварке труб в различном пространственном положении сварного шва
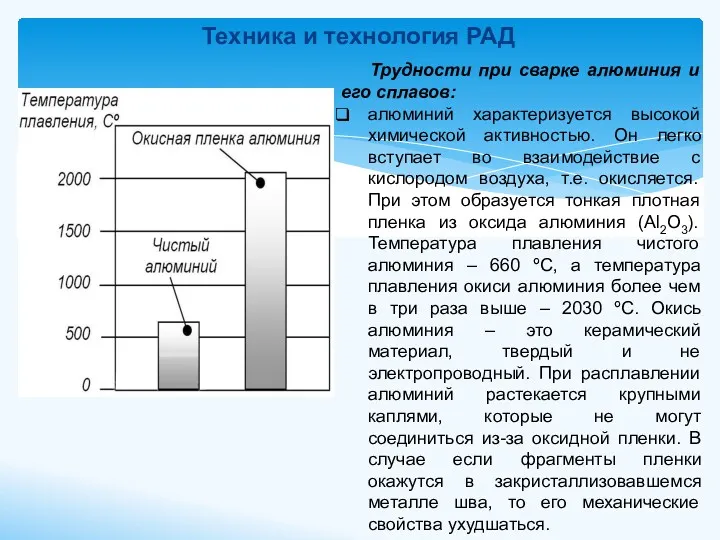
- 23. Техника и технология РАД Трудности при сварке алюминия и его сплавов: алюминий характеризуется высокой химической активностью.
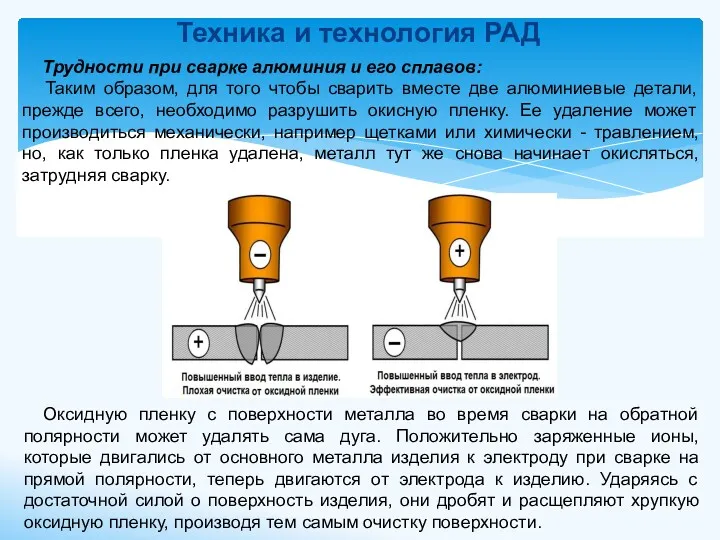
- 24. Техника и технология РАД Трудности при сварке алюминия и его сплавов: Таким образом, для того чтобы
- 25. Техника и технология РАД Трудности при сварке алюминия и его сплавов: Очищающее действие дуги при сварке
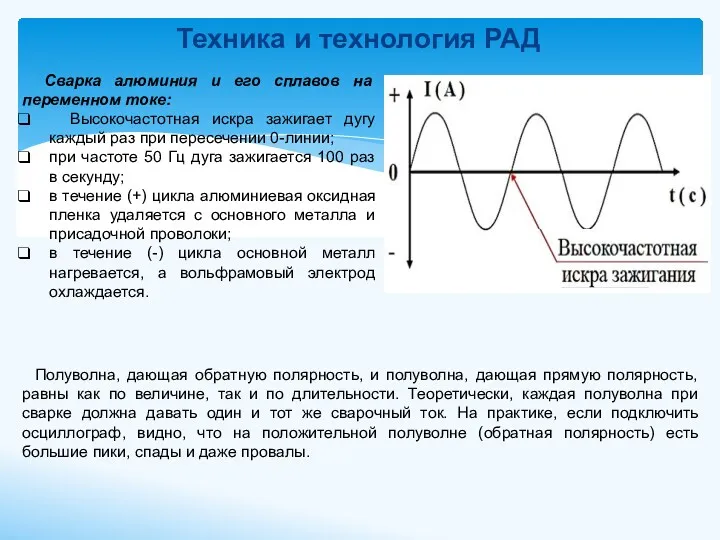
- 26. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: Высокочастотная искра зажигает дугу
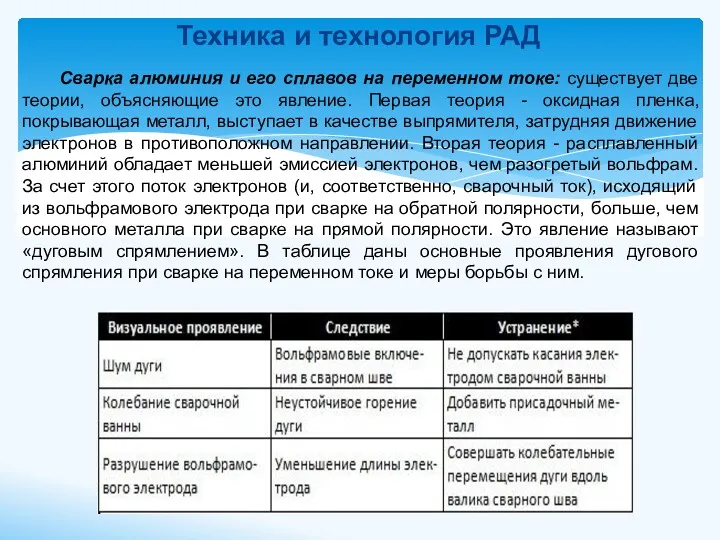
- 27. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: существует две теории, объясняющие
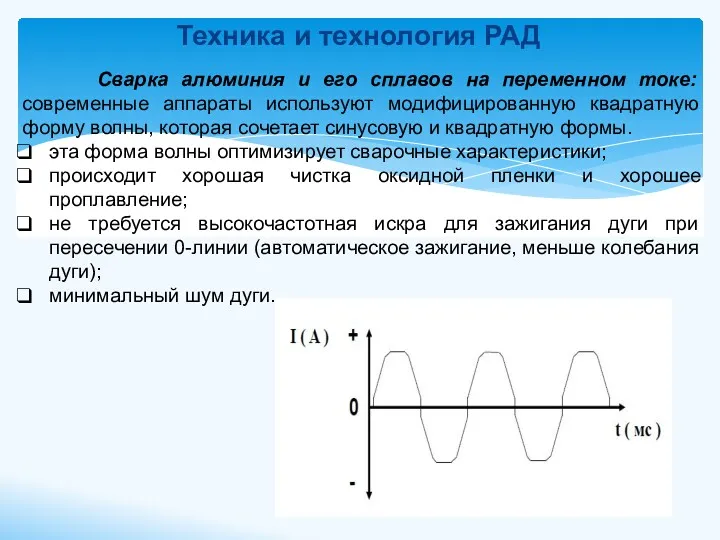
- 28. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: современные аппараты используют модифицированную
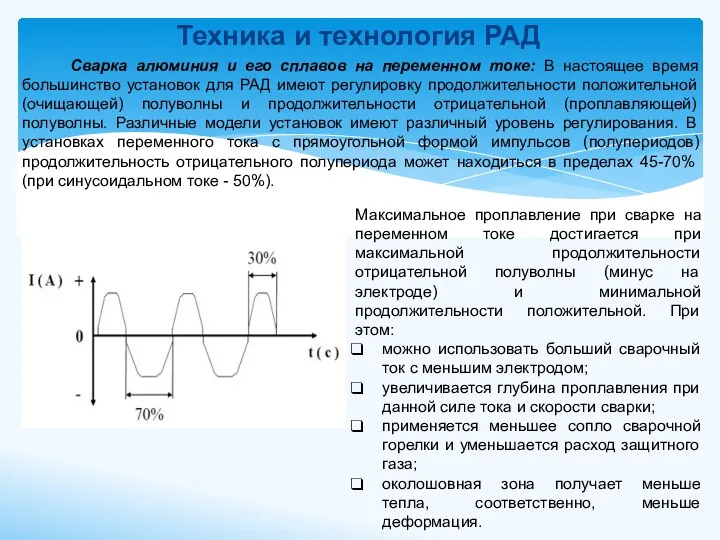
- 29. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: В настоящее время большинство
- 30. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: современные инверторные установки позволяют
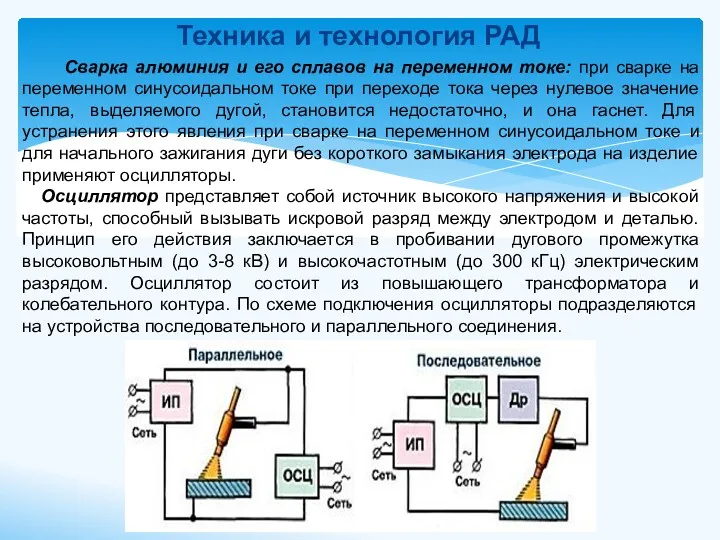
- 31. Техника и технология РАД Сварка алюминия и его сплавов на переменном токе: при сварке на переменном
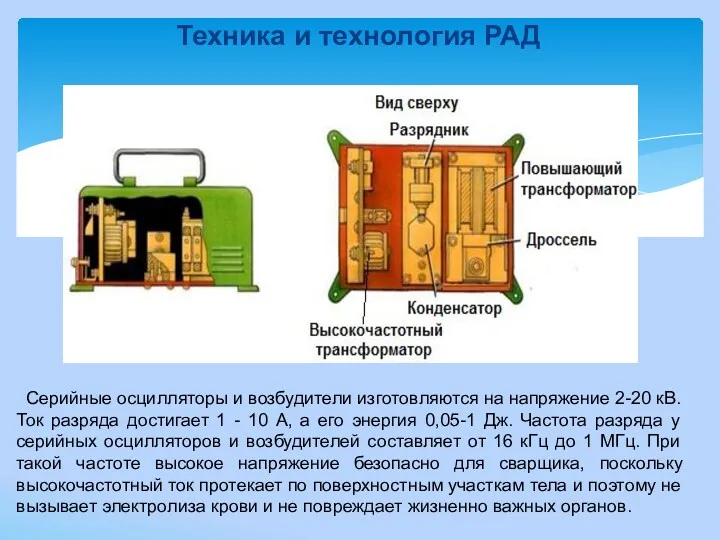
- 32. Техника и технология РАД Серийные осцилляторы и возбудители изготовляются на напряжение 2-20 кВ. Ток разряда достигает
- 33. Техника и технология РАД Трудности при сварке алюминия и его сплавов: из-за высокой теплоемкости и теплопроводности
- 34. Техника и технология РАД Трудности при сварке алюминия и его сплавов: повышенная склонность к образованию пор,
- 36. Скачать презентацию
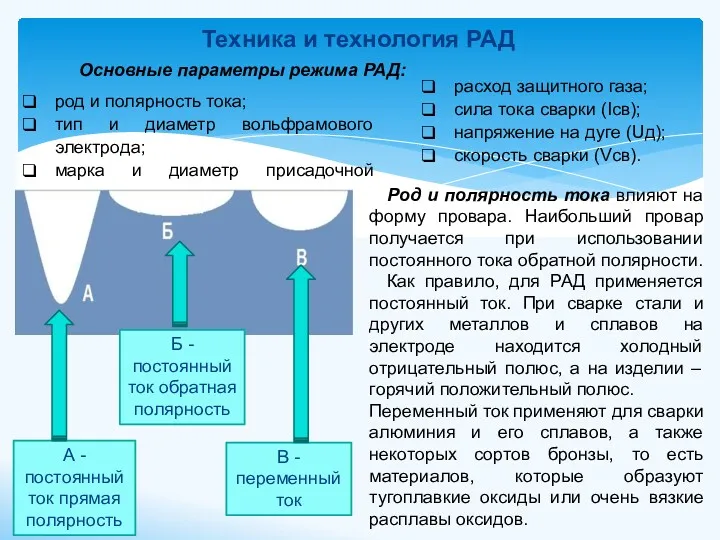
Техника и технология РАД
род и полярность тока;
тип и диаметр вольфрамового электрода;
марка
Техника и технология РАД
род и полярность тока;
тип и диаметр вольфрамового электрода;
марка
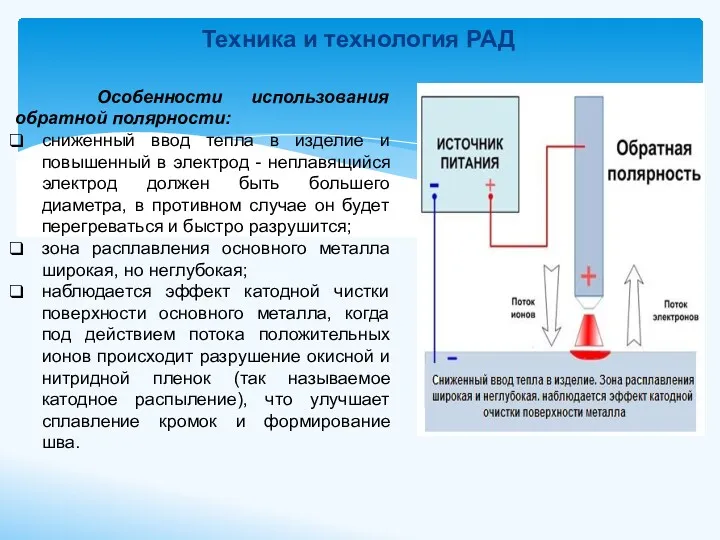
Техника и технология РАД
Особенности использования обратной полярности:
сниженный ввод тепла в
Техника и технология РАД
Особенности использования обратной полярности:
сниженный ввод тепла в

Техника и технология РАД
Тип и диаметр вольфрамового электрода завит от
Техника и технология РАД
Тип и диаметр вольфрамового электрода завит от
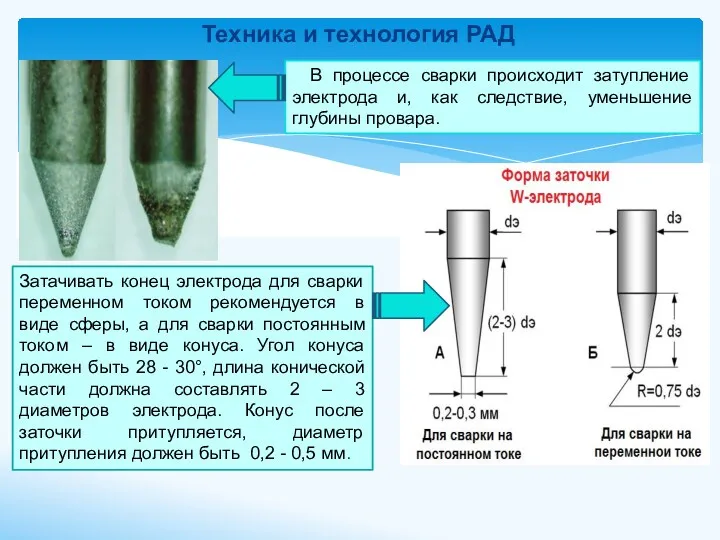
Техника и технология РАД
В процессе сварки происходит затупление электрода и,
Техника и технология РАД
В процессе сварки происходит затупление электрода и,

Техника и технология РАД
При заточке электрода могут использоваться переносные аппараты,
Техника и технология РАД
При заточке электрода могут использоваться переносные аппараты,
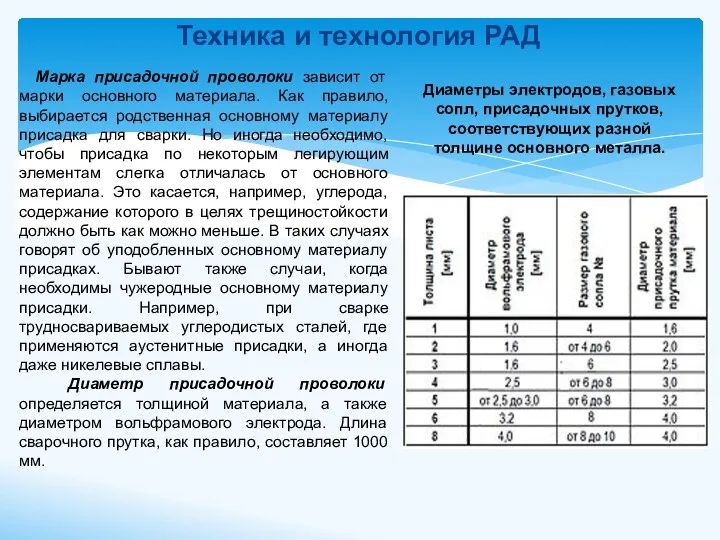
Техника и технология РАД
Марка присадочной проволоки зависит от марки основного
Техника и технология РАД
Марка присадочной проволоки зависит от марки основного
Техника и технология РАД
Расход защитного газа определяется размером сварочной ванны,
Техника и технология РАД
Расход защитного газа определяется размером сварочной ванны,
Техника и технология РАД
Техника и технология РАД
Техника и технология РАД
Алюминий и его сплавы покрыты тугоплавкой пленкой
Техника и технология РАД
Алюминий и его сплавы покрыты тугоплавкой пленкой
Техника и технология РАД
Минимальная толщина свариваемой РАД стали –
Техника и технология РАД
Минимальная толщина свариваемой РАД стали –
Техника и технология РАД
Общие рекомендации по технике сварки:
при выполнении
Техника и технология РАД
Общие рекомендации по технике сварки:
при выполнении
Техника и технология РАД
Общие рекомендации по технике сварки:
присадка должна
Техника и технология РАД
Общие рекомендации по технике сварки:
присадка должна
Техника и технология РАД
Преимущества подачи защитного газа после окончания сварки:
хорошее
Техника и технология РАД
Преимущества подачи защитного газа после окончания сварки:
хорошее
Техника и технология РАД
Зажигание дуги при касании W-электрода:
1. Коснуться электродом
Техника и технология РАД
Зажигание дуги при касании W-электрода:
1. Коснуться электродом
Техника и технология РАД
Сборка листов.
Плоские детали собирают в сборочных
Техника и технология РАД
Сборка листов.
Плоские детали собирают в сборочных

Техника и технология РАД
Ориентировочные значения для РАД низкоуглеродистой и низколегированной стали.
Техника и технология РАД
Ориентировочные значения для РАД низкоуглеродистой и низколегированной стали.
Техника и технология РАД
При сварке листовых конструкций из стали часто
Техника и технология РАД
При сварке листовых конструкций из стали часто

Техника и технология РАД
Назначение пластин:
защищает корень шва от окисления;
формирует корень
Техника и технология РАД
Назначение пластин:
защищает корень шва от окисления;
формирует корень

Техника и технология РАД
Сборка труб.
Трубы собирают с применением центрирующих
Техника и технология РАД
Сборка труб.
Трубы собирают с применением центрирующих
Техника и технология РАД
Сварку труб начинают сразу же после установки
Техника и технология РАД
Сварку труб начинают сразу же после установки
Техника и технология РАД
Порядок наложения слоев при сварке труб в различном
Техника и технология РАД
Порядок наложения слоев при сварке труб в различном
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
алюминий
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
алюминий
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
Техника и технология РАД
Трудности при сварке алюминия и его
Техника и технология РАД
Трудности при сварке алюминия и его
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Сварка алюминия и его сплавов на
Техника и технология РАД
Серийные осцилляторы и возбудители изготовляются на
Техника и технология РАД
Серийные осцилляторы и возбудители изготовляются на
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
из-за
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
из-за
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
повышенная
Техника и технология РАД
Трудности при сварке алюминия и его сплавов:
повышенная
 Былины в славянском фольклоре
Былины в славянском фольклоре Климатообразующие факторы России
Климатообразующие факторы России Программа инвестиции Резидуальный доход
Программа инвестиции Резидуальный доход Вкусная Франшиза. Лапша
Вкусная Франшиза. Лапша Услуга Мобильный VPN
Услуга Мобильный VPN Definitions of motivation
Definitions of motivation Отчет о деятельности ПОС ИСИ за 2018 год
Отчет о деятельности ПОС ИСИ за 2018 год Работа с одарёнными детьми
Работа с одарёнными детьми Проектно-исследовательская работа по теме Мороженое-польза или вред?
Проектно-исследовательская работа по теме Мороженое-польза или вред? Производственная практика в компании ООО Спецмонтаж-Ц1
Производственная практика в компании ООО Спецмонтаж-Ц1 Презентация к лекционному занятию Введение в предмет фармакология
Презентация к лекционному занятию Введение в предмет фармакология фотоотчет Адаптация детей первый раз в детский сад
фотоотчет Адаптация детей первый раз в детский сад Братья наши меньшие. Произведения. Тест для младших школьников
Братья наши меньшие. Произведения. Тест для младших школьников Презентация Птицы нашего края
Презентация Птицы нашего края Циклон, тайфун. Швидкість вітру
Циклон, тайфун. Швидкість вітру Презентация IT чемпион
Презентация IT чемпион Предистория науки. Преднаука
Предистория науки. Преднаука Презентация Олимпиада - 2014г.
Презентация Олимпиада - 2014г. Медитация. Для чего это нужно
Медитация. Для чего это нужно Технология стыковой сварки сопротивлением. (Лекция 11)
Технология стыковой сварки сопротивлением. (Лекция 11) Организация процесса обучения. Содержание
Организация процесса обучения. Содержание Первичная профсоюзная организация Муниципального автономного дошкольного образовательного учреждения
Первичная профсоюзная организация Муниципального автономного дошкольного образовательного учреждения Роль религии в жизни общества
Роль религии в жизни общества Организация летнего отдыха детей в образовательных учреждениях г. Перми
Организация летнего отдыха детей в образовательных учреждениях г. Перми Разработки уроков
Разработки уроков Периметр прямоугольника. Урок математики во 2 классе
Периметр прямоугольника. Урок математики во 2 классе Эпидемии современного мира
Эпидемии современного мира Внешняя политика России при Иване Грозном
Внешняя политика России при Иване Грозном