- Технология сварки углеродистой стали

Содержание
- 2. Технология сварки углеродистой стали 1. Сварка низкоуглеродистых сталей. Низкоуглеродистые стали, содержащие до 0,25% углерода, хорошо свариваются.
- 3. 2. Сварка углеродистых сталей. К углеродистым сталям относятся среднеуглеродистые стали с содержанием углерода 0,3 — 0,5%
- 4. При сварке среднеуглеродистых сталей применяют электроды марок УОНИ-13/45, УОНИ-13/55 (универсальная обмазка научно-исследовательского института 13 с временным
- 5. Высокоуглеродистые стали используют при изготовлении режущего, бурильного и другого инструмента. Технология сварки этих сталей обязательно предусматривает
- 6. Технология сварки легированных сталей Особенности сварки легированных сталей. Сварка низко- и среднелегированных сталей. Сварка высоколегированных сталей
- 7. СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ Свариваемость легированных сталей Легированные стали в зависимости от содержания в них легирующих компонентов
- 8. Хром содержится в низколегированных сталях — не более 0,9 %. При таком содержании он не оказывает
- 9. Никель содержится в низколегированных сталях до 0,6 %; в конструкционных сталях — 1,0...5 %; в легированных
- 10. Ванадий содержится в сталях 0,2...1,5 %. Он придает стали высокую прочность, повышает ее вязкость и упругость.
- 11. Сварка низколегированных сталей Низколегированные стали получили широкое применение. Они обладают повышенными механическими свойствами, позволяют изготовлять строительные
- 12. Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сваренного шва обеспечивается
- 13. При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложением последующих слоев.
- 14. Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8
- 15. Сварка средне- и высоколегированных сталей Средне- и высоколегированные стали характеризуются особыми теплофизическими свойствами, которые существенно влияют
- 16. Для устранения влияния этих причин на качество сварного соединения рекомендуется: тщательно подготавливать изделие под сварку; сварку
- 17. Электроды для сварки высоколегированных сталей изготовляют из высоколегированной сварочной проволоки (ГОСТ 2246—70). Сварку производят постоянным током
- 18. Хромистые стали относятся к группе нержавеющих коррозионностойких и кислотостойких сталей. По содержанию хрома они делятся на
- 19. Среднелегированные хромистые стали, содержащие углерода до 2 %, относятся к мартенситному классу. Они свариваются удовлетворительно, но
- 20. Хромистые стали, как и большинство легированных сталей, обладают малой теплопроводностью и легко подвергаются перегреву. Поэтому сварку
- 21. Хромоникелевые стали марок 08Х18Н10 и 12Х18Н9 при нагреве до температуры 600...800 °С теряют антикоррозионную стойкость. Выделение
- 22. Хромоникелевые стали марок 12Х18Н9Т и 08Х18Н12Б содержат титан и ниобий, которые, являясь более сильными карбидообразователями, связывают
- 23. Хромоникелевые аустенитные стали сваривают газовой сваркой при толщине металла не более 3 мм нормальным пламенем удельной
- 24. Применяют также стержни электродов из проволоки марок Св-04Х19Н9 и Св-07Х25Н13 с покрытием ЦЛ-2, состоящим из 44
- 25. СВАРКА ЧУГУНА Технологические особенности сварки чугуна Чугуны представляют собой железоуглеродистые сплавы, в которых содержание углерода превышает
- 26. Кремний способствует графитизации чугуна и увеличению размеров графитовых включений. Марганец при содержании в чугуне до 0,7
- 27. Большое применение получают модифицированные и высокопрочные чугуны, имеющие ферритную или перлитную основу или их сочетание. Эти
- 28. Основные трудности, возникающие при сварке чугунов, обусловлены их физико-механическими свойствами: быстрое охлаждение жидкого металла в зоне
- 29. Горячая сварка чугуна Горячей сваркой чугуна принято называть сварку чугунных изделий с предварительным их нагревом. Предварительный
- 30. В зависимости от назначения и конфигурации детали, характера дефекта и марки чугуна применяют общий или местный
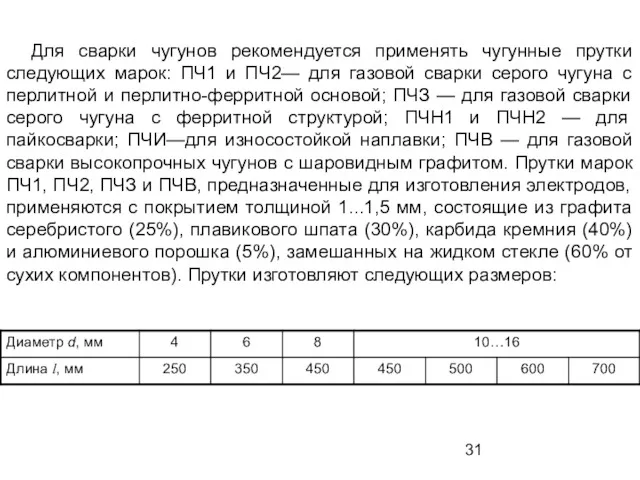
- 31. Для сварки чугунов рекомендуется применять чугунные прутки следующих марок: ПЧ1 и ПЧ2— для газовой сварки серого
- 32. В практике применяют графитизирующие покрытия, содержащие графит, ферросилиций, мрамор, титановую руду, замешанные на жидком стекле. Иногда
- 33. Важным условием качественной сварки является поддержание ванны наплавляемого металла в жидком состоянии в течение всего периода
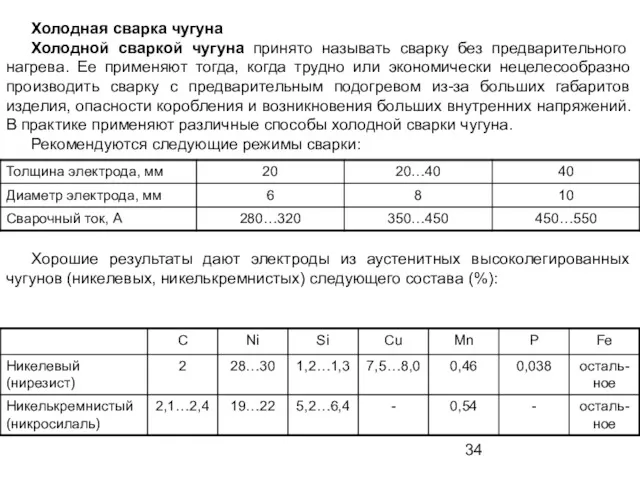
- 34. Холодная сварка чугуна Холодной сваркой чугуна принято называть сварку без предварительного нагрева. Ее применяют тогда, когда
- 35. Никель, не вступая в реакцию с углеродом, хорошо сплавляется с железом и как графитизатор препятствует отбеливанию
- 36. Сварка стальными электродами. Большая разница в усадке чугуна и стали не позволяет получить прочное сцепление между
- 37. Заварку шва начинают с обварки шпилек кольцевыми валиками, а затем накладывают круговые швы и окончательно заполняют
- 38. Сварка электродами из цветных металлов и сплавов. Большее применение получили электроды из меди и ее сплавов.
- 39. Комбинированные электроды для холодной сварки чугуна состоят из меди и железа. Применяют следующие сочетания: а) стержень
- 41. Скачать презентацию
Технология сварки углеродистой стали
1. Сварка низкоуглеродистых сталей.
Низкоуглеродистые стали, содержащие до 0,25%
Технология сварки углеродистой стали
1. Сварка низкоуглеродистых сталей.
Низкоуглеродистые стали, содержащие до 0,25%
2. Сварка углеродистых сталей.
К углеродистым сталям относятся среднеуглеродистые стали с содержанием
2. Сварка углеродистых сталей. К углеродистым сталям относятся среднеуглеродистые стали с содержанием
При сварке среднеуглеродистых сталей применяют электроды марок УОНИ-13/45, УОНИ-13/55 (универсальная обмазка
При сварке среднеуглеродистых сталей применяют электроды марок УОНИ-13/45, УОНИ-13/55 (универсальная обмазка
Высокоуглеродистые стали используют при изготовлении режущего, бурильного и другого инструмента. Технология
Высокоуглеродистые стали используют при изготовлении режущего, бурильного и другого инструмента. Технология
Технология сварки легированных сталей
Особенности сварки легированных сталей.
Сварка низко- и среднелегированных сталей.
Сварка
Технология сварки легированных сталей
Особенности сварки легированных сталей.
Сварка низко- и среднелегированных сталей.
Сварка
СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Свариваемость легированных сталей
Легированные стали в зависимости от
СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Свариваемость легированных сталей
Легированные стали в зависимости от
Хром содержится
в низколегированных сталях — не более 0,9
Хром содержится
в низколегированных сталях — не более 0,9
Никель содержится
в низколегированных сталях до 0,6 %;
в
Никель содержится
в низколегированных сталях до 0,6 %;
в
Ванадий содержится в сталях 0,2...1,5 %.
Он придает стали высокую прочность,
Ванадий содержится в сталях 0,2...1,5 %.
Он придает стали высокую прочность,
Сварка низколегированных сталей
Низколегированные стали получили широкое применение. Они обладают повышенными механическими
Низколегированные стали получили широкое применение. Они обладают повышенными механическими
Сварку листов толщиной до 40 мм производят без разделки кромок. При
Сварку листов толщиной до 40 мм производят без разделки кромок. При
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2
Сварка средне- и высоколегированных сталей
Средне- и высоколегированные стали характеризуются особыми
Сварка средне- и высоколегированных сталей
Средне- и высоколегированные стали характеризуются особыми
Для устранения влияния этих причин на качество сварного соединения рекомендуется:
тщательно подготавливать
Для устранения влияния этих причин на качество сварного соединения рекомендуется:
тщательно подготавливать
Электроды для сварки высоколегированных сталей изготовляют из высоколегированной сварочной проволоки (ГОСТ
Электроды для сварки высоколегированных сталей изготовляют из высоколегированной сварочной проволоки (ГОСТ
Хромистые стали относятся к группе нержавеющих коррозионностойких и кислотостойких сталей. По
Хромистые стали относятся к группе нержавеющих коррозионностойких и кислотостойких сталей. По
Среднелегированные хромистые стали, содержащие углерода до 2 %, относятся к мартенситному
Среднелегированные хромистые стали, содержащие углерода до 2 %, относятся к мартенситному
Хромистые стали, как и большинство легированных сталей, обладают малой теплопроводностью и
Хромистые стали, как и большинство легированных сталей, обладают малой теплопроводностью и
Хромоникелевые стали марок 08Х18Н10 и 12Х18Н9 при нагреве до температуры 600...800
Хромоникелевые стали марок 08Х18Н10 и 12Х18Н9 при нагреве до температуры 600...800
Хромоникелевые стали марок 12Х18Н9Т и 08Х18Н12Б содержат титан и ниобий, которые,
Хромоникелевые стали марок 12Х18Н9Т и 08Х18Н12Б содержат титан и ниобий, которые,
Хромоникелевые аустенитные стали сваривают газовой сваркой при толщине металла не более
Хромоникелевые аустенитные стали сваривают газовой сваркой при толщине металла не более
Применяют также стержни электродов из проволоки марок Св-04Х19Н9 и Св-07Х25Н13 с
Применяют также стержни электродов из проволоки марок Св-04Х19Н9 и Св-07Х25Н13 с
СВАРКА ЧУГУНА
Технологические особенности сварки чугуна
Чугуны представляют собой железоуглеродистые сплавы,
Технологические особенности сварки чугуна
Чугуны представляют собой железоуглеродистые сплавы,
Кремний способствует графитизации чугуна и увеличению размеров графитовых включений. Марганец при
Кремний способствует графитизации чугуна и увеличению размеров графитовых включений. Марганец при
Большое применение получают модифицированные и высокопрочные чугуны, имеющие ферритную или перлитную
Большое применение получают модифицированные и высокопрочные чугуны, имеющие ферритную или перлитную
Основные трудности, возникающие при сварке чугунов, обусловлены их физико-механическими свойствами:
быстрое охлаждение
Основные трудности, возникающие при сварке чугунов, обусловлены их физико-механическими свойствами:
быстрое охлаждение
Горячая сварка чугуна
Горячей сваркой чугуна принято называть сварку чугунных изделий с
Горячая сварка чугуна
Горячей сваркой чугуна принято называть сварку чугунных изделий с
В зависимости от назначения и конфигурации детали, характера дефекта и марки
В зависимости от назначения и конфигурации детали, характера дефекта и марки
Для сварки чугунов рекомендуется применять чугунные прутки следующих марок: ПЧ1 и
Для сварки чугунов рекомендуется применять чугунные прутки следующих марок: ПЧ1 и
В практике применяют графитизирующие покрытия, содержащие графит, ферросилиций, мрамор, титановую руду,
В практике применяют графитизирующие покрытия, содержащие графит, ферросилиций, мрамор, титановую руду,

Важным условием качественной сварки является поддержание ванны наплавляемого металла в жидком
Холодная сварка чугуна
Холодной сваркой чугуна принято называть сварку без предварительного нагрева.
Холодная сварка чугуна
Холодной сваркой чугуна принято называть сварку без предварительного нагрева.
Никель, не вступая в реакцию с углеродом, хорошо сплавляется с железом
Никель, не вступая в реакцию с углеродом, хорошо сплавляется с железом
Сварка стальными электродами. Большая разница в усадке чугуна и стали не
Сварка стальными электродами. Большая разница в усадке чугуна и стали не
Заварку шва начинают с обварки шпилек кольцевыми валиками, а затем накладывают
Заварку шва начинают с обварки шпилек кольцевыми валиками, а затем накладывают
Сварка электродами из цветных металлов и сплавов. Большее применение получили электроды
Сварка электродами из цветных металлов и сплавов. Большее применение получили электроды
Комбинированные электроды для холодной сварки чугуна состоят из меди и железа.
Комбинированные электроды для холодной сварки чугуна состоят из меди и железа.
 Аварийные ситуации при бурении скважин. Экономическая эффективность природоохранных мероприятий
Аварийные ситуации при бурении скважин. Экономическая эффективность природоохранных мероприятий Деление окружности на равные части. Геометрические построения – урок черчения в 8 классе
Деление окружности на равные части. Геометрические построения – урок черчения в 8 классе Правовые основы осуществления оценки воздействия намечаемой хозяйственной и иной деятельности на окружающую среду
Правовые основы осуществления оценки воздействия намечаемой хозяйственной и иной деятельности на окружающую среду Топологическое проектирование ПП
Топологическое проектирование ПП Играем пальчиками и развиваем речь
Играем пальчиками и развиваем речь Адресация
Адресация Дисперсные системы: общая характеристика и классификация
Дисперсные системы: общая характеристика и классификация Правовой режим земель запаса
Правовой режим земель запаса Конспекты, презентации к урокам,планирование.
Конспекты, презентации к урокам,планирование. Мангазея. Культура Ямала. Средние века
Мангазея. Культура Ямала. Средние века портфолио воспитателя
портфолио воспитателя Авторская система образования И.Г. Песталоцци
Авторская система образования И.Г. Песталоцци Overview of data mining
Overview of data mining Классификация схем трещин каменного здания
Классификация схем трещин каменного здания Вплив війни на психічне здоров'я 2
Вплив війни на психічне здоров'я 2 Очистка трубопровода от отложений
Очистка трубопровода от отложений Родительское собрание (презентация)
Родительское собрание (презентация) Проблема поведения в теории поля: модель личности
Проблема поведения в теории поля: модель личности Автоматический выключатель Compact NSX
Автоматический выключатель Compact NSX Классный час с презентацией Память бережно храним во 2 классе
Классный час с презентацией Память бережно храним во 2 классе Осевое вращение Земли
Осевое вращение Земли Австралия (презентация)
Австралия (презентация) Comment utiliser le subjonctif
Comment utiliser le subjonctif Презентация Методика разработки элективного курса
Презентация Методика разработки элективного курса Презентация Неделя космоса2014г.
Презентация Неделя космоса2014г. Russian cuisine
Russian cuisine Мастера живописи Саратовского края (урок по Культуре края 8 класс)
Мастера живописи Саратовского края (урок по Культуре края 8 класс) Семья в Буддизме
Семья в Буддизме