- Технология термической обработки зубчатого колеса

Содержание
- 2. Цилиндрическое прямозубое колесо
- 3. В зависимости от условий выполняемой работы и назначения к зубчатым колесам предъявляются следующие требования: высокая износостойкость
- 4. Исходя из предъявляемых требований для изготовления зубчатого колеса была выбранная конструкционная легированная сталь 20ХГНТР Химический состав
- 5. Виды заготовок заготовка из проката; поковка, выполненная свободной ковкой на ковочном молоте; штампованная заготовка в подкладных
- 6. Технологический маршрут производства зубчатого колеса Отрезка мерной заготовки из проката- заготовительный цех. Горячая штамповка:кузнечно– штамповочный цех.
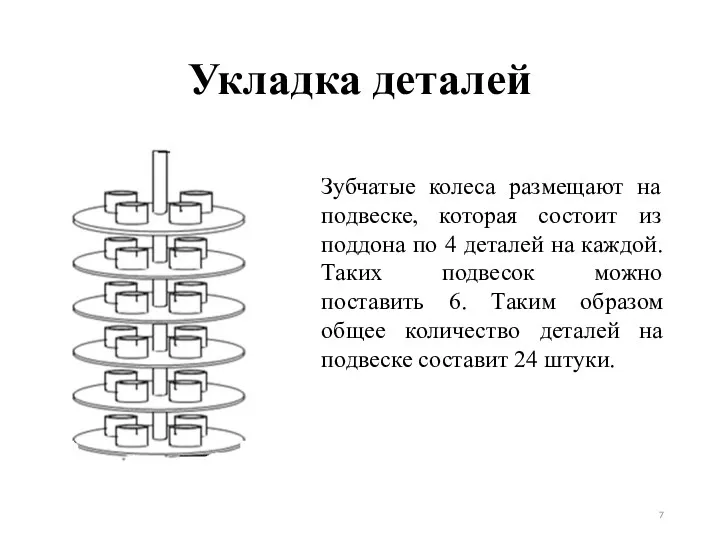
- 7. Укладка деталей Зубчатые колеса размещают на подвеске, которая состоит из поддона по 4 деталей на каждой.
- 8. Транспортировка деталей На рисунке представлен электрический однобалочный мостовый кран. Он предназначен для перемещения и подъема груза
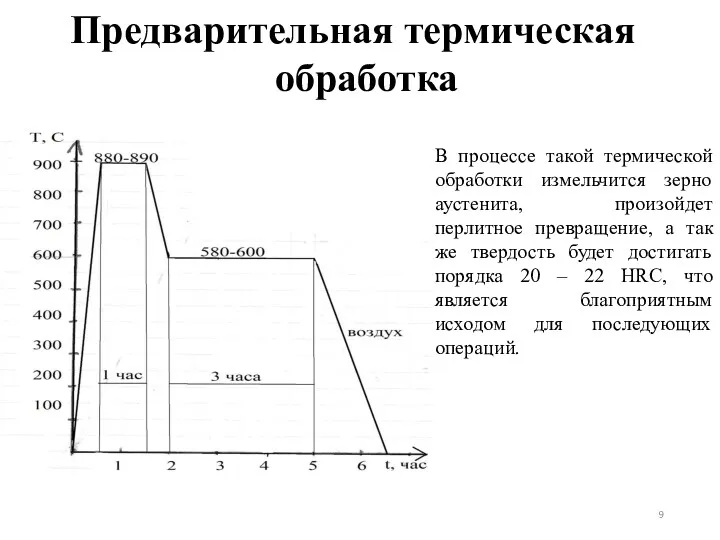
- 9. Предварительная термическая обработка В процессе такой термической обработки измельчится зерно аустенита, произойдет перлитное превращение, а так
- 10. Окончательная термическая обработка Бибик В.Л.
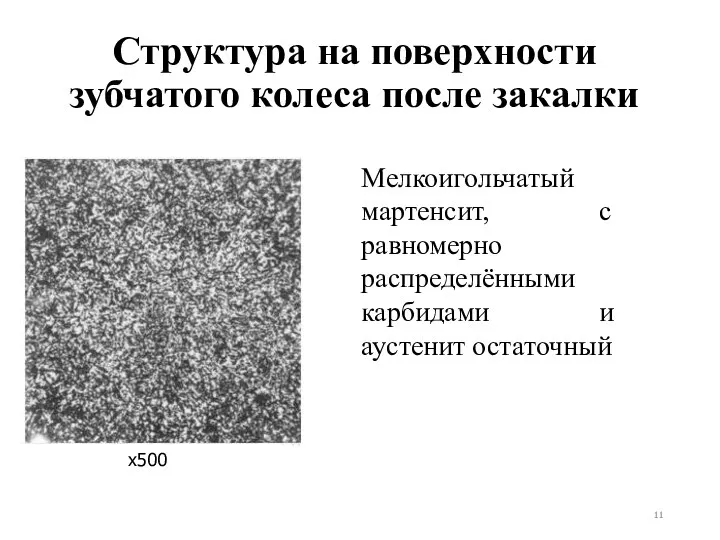
- 11. Структура на поверхности зубчатого колеса после закалки Мелкоигольчатый мартенсит, с равномерно распределёнными карбидами и аустенит остаточный
- 12. Структура в сердцевине зубчатого колеса после закалки Сорбит х375
- 13. Контроль качества термической обработки Контроль операций термической обработки производится на одной детали из партии. В нашем
- 14. Технологическая карта термообработки
- 15. Улучшение технологии термообработки зубчатых колес Наиболее эффективным процессом цементации является вакуумная цементация. В процессе вакуумной цементации
- 16. Заключение В результате термической обработки стали 20ХГНТР с указанными режимами, были достигнуты следующие характеристики: Твердость на
- 18. Скачать презентацию

Цилиндрическое прямозубое колесо
Цилиндрическое прямозубое колесо
В зависимости от условий выполняемой работы и назначения к зубчатым колесам
В зависимости от условий выполняемой работы и назначения к зубчатым колесам
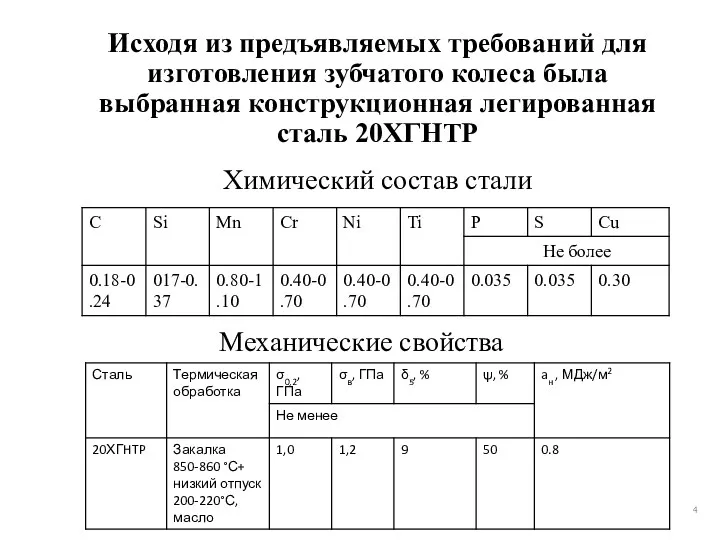
Исходя из предъявляемых требований для изготовления зубчатого колеса была выбранная конструкционная
Исходя из предъявляемых требований для изготовления зубчатого колеса была выбранная конструкционная
Виды заготовок
заготовка из проката;
поковка, выполненная свободной ковкой на ковочном молоте;
штампованная заготовка
Виды заготовок
заготовка из проката;
поковка, выполненная свободной ковкой на ковочном молоте;
штампованная заготовка
Технологический маршрут производства зубчатого колеса
Отрезка мерной заготовки из проката- заготовительный цех.
Горячая
Технологический маршрут производства зубчатого колеса
Отрезка мерной заготовки из проката- заготовительный цех.
Горячая
Укладка деталей
Зубчатые колеса размещают на подвеске, которая состоит из поддона по
Укладка деталей
Зубчатые колеса размещают на подвеске, которая состоит из поддона по

Транспортировка деталей
На рисунке представлен электрический однобалочный мостовый кран. Он предназначен для
Транспортировка деталей
На рисунке представлен электрический однобалочный мостовый кран. Он предназначен для
Предварительная термическая обработка
В процессе такой термической обработки измельчится зерно аустенита, произойдет
Предварительная термическая обработка
В процессе такой термической обработки измельчится зерно аустенита, произойдет
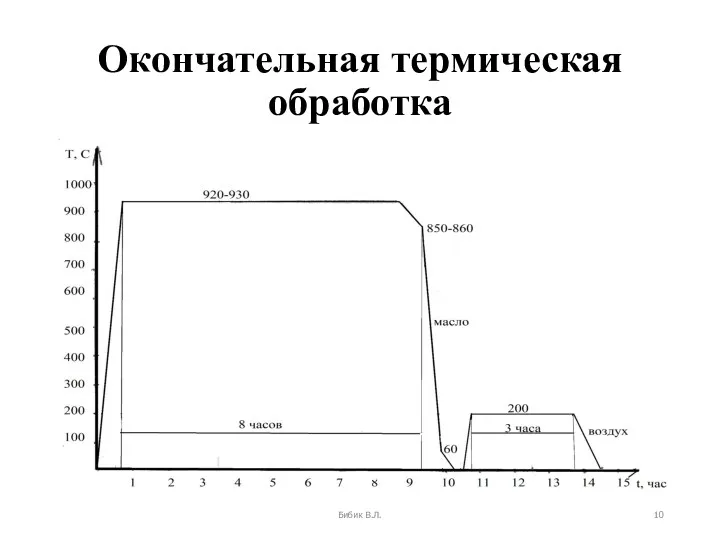
Окончательная термическая обработка
Бибик В.Л.
Окончательная термическая обработка
Бибик В.Л.
Структура на поверхности зубчатого колеса после закалки
Мелкоигольчатый мартенсит, с равномерно распределёнными
Структура на поверхности зубчатого колеса после закалки
Мелкоигольчатый мартенсит, с равномерно распределёнными
Структура в сердцевине зубчатого колеса после закалки
Сорбит
х375
Структура в сердцевине зубчатого колеса после закалки
Сорбит
х375
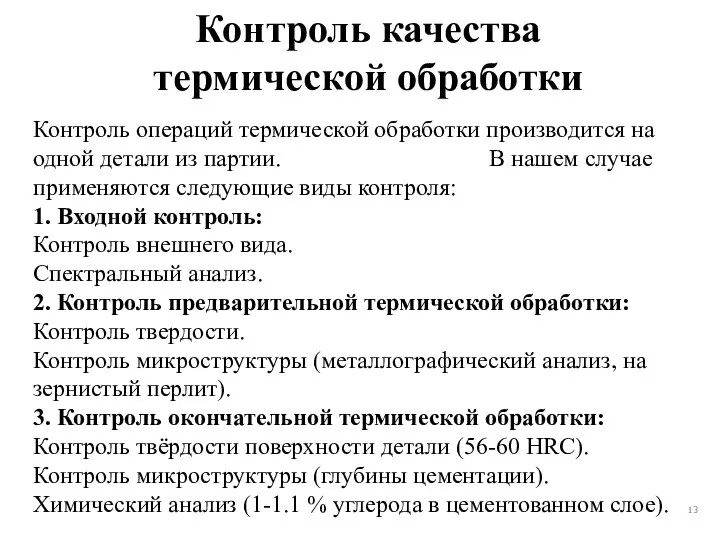
Контроль качества термической обработки
Контроль операций термической обработки производится на одной детали
Контроль качества термической обработки
Контроль операций термической обработки производится на одной детали
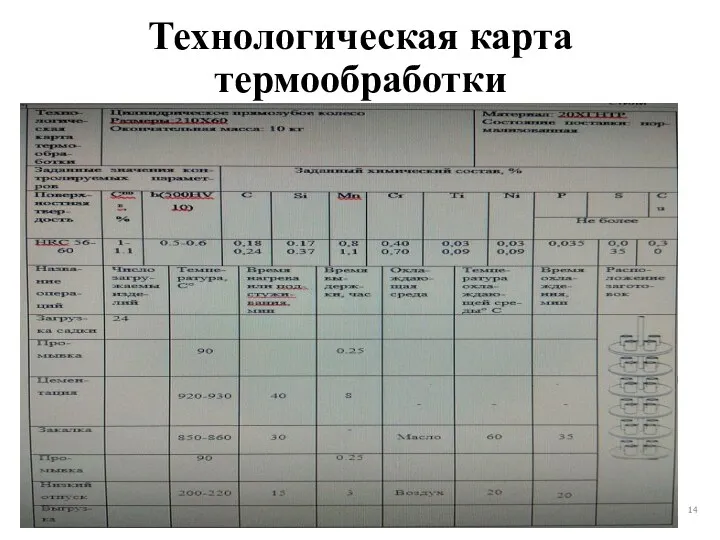
Технологическая карта термообработки
Технологическая карта термообработки
Улучшение технологии термообработки зубчатых колес
Наиболее эффективным процессом цементации является вакуумная цементация.
Улучшение технологии термообработки зубчатых колес
Наиболее эффективным процессом цементации является вакуумная цементация.
Заключение
В результате термической обработки стали 20ХГНТР с указанными режимами, были достигнуты
Заключение
В результате термической обработки стали 20ХГНТР с указанными режимами, были достигнуты
 Сочинение по данному началу. Моё утро
Сочинение по данному началу. Моё утро Коммуникативная , социальная, эмоционально-волевая готовность детей к школьному обучению
Коммуникативная , социальная, эмоционально-волевая готовность детей к школьному обучению Угловые соединения
Угловые соединения План-конспект внеклассного мероприятия в 1 классе по теме: Осенины.
План-конспект внеклассного мероприятия в 1 классе по теме: Осенины. Культура освоения новой технологии. Руководитель ШППО Бейбулатова Е.А.
Культура освоения новой технологии. Руководитель ШППО Бейбулатова Е.А. Великая Отечественная Война
Великая Отечественная Война Формы взаимодействия психолога с коллективом
Формы взаимодействия психолога с коллективом Церковь Иль - Джезу
Церковь Иль - Джезу Миф о Йиркапе
Миф о Йиркапе Прохождение практики ООО Виал Комфорт
Прохождение практики ООО Виал Комфорт Понятия и уравнения кинематики
Понятия и уравнения кинематики Теории происхождения нефти и газа – основа прогнозирования перспектив нефтеносности недр
Теории происхождения нефти и газа – основа прогнозирования перспектив нефтеносности недр Поделки из помпонов
Поделки из помпонов Автоматизация звука [Р] в середине слова (интервокальная позиция)
Автоматизация звука [Р] в середине слова (интервокальная позиция) Я и мой школьный спортивный клуб. Ясырева Елена
Я и мой школьный спортивный клуб. Ясырева Елена Формирование личностной идентичности человека
Формирование личностной идентичности человека Презентация Дерево моей семьи
Презентация Дерево моей семьи General equilibrium in the open (trading) economy
General equilibrium in the open (trading) economy Петр Алексеевич (Первый) Романов
Петр Алексеевич (Первый) Романов Развитие критического мышления у учащихся
Развитие критического мышления у учащихся Кілегей қабықтын жарақаттаушы әсерлерден зақымдануы. Лейкоплакия
Кілегей қабықтын жарақаттаушы әсерлерден зақымдануы. Лейкоплакия Родительское собрание
Родительское собрание Презентация Les inventions françaises
Презентация Les inventions françaises винокуров презентация
винокуров презентация Сталь. Свойства
Сталь. Свойства С праздником 8 марта
С праздником 8 марта Рождественские узоры Поволжья. Порядок участия в Межрегиональной выставке-ярмарке
Рождественские узоры Поволжья. Порядок участия в Межрегиональной выставке-ярмарке Геохимия урана и тория в осадочном процессе
Геохимия урана и тория в осадочном процессе