- Термическая обработка

Содержание
- 2. Основы термической обработки стали. Термической обработкой сплавов системы железо-цементит называют совокупность операций нагрева и охлаждения сплавов
- 3. Теория термобработки опирается на критические точки (точки Чернова), которые имеют особые обозначения: А0 = 210 0С
- 4. При нагреве добавляется индекс с (например Ас3) при охлаждении индекс r (например Аr1) При помощи химико-термической
- 6. Изменение структуры стали при нагреве. Если нагреть сталь до температуры 727 0С, то входящий в её
- 7. Охлаждение при термообработке. Охлаждение при термообработке производится в газообразных или жидких охлаждающих средах, выбираемых таким образом,
- 8. Медленное охлаждение: Производится вместе с печью. При медленном охлаждении аустенит распадается на грубую крупнопластинчатую смесь, состоящую
- 9. Ускоренное охлаждение: Охлаждение на воздухе. Распад аустенита происходит при более низких температурах, получается более тонкая смесь
- 10. При более быстром охлаждении аустенитной структуры (например в воде) можно достичь достаточно большой скорости охлаждения при
- 11. При быстром охлаждении углерод не успевает диффундировать из ГЦК ϒ-Fe и остается в ОЦК α-Fe. А
- 12. Толщина пластинок феррита и цементита определяет дисперсность структуры и обозначается Δ0. Она зависит от температуры превращения.
- 13. Вывод: Изменяя скорость охлаждения аустенита можно получать материалы с различными свойствами – от мягких и пластичных
- 14. Термическая обработка может быть разупрочняющей, упрочняющей, стабилизирующей, а также иметь специальное назначение. Разупрочняющую обработку проводят для
- 15. Существует четыре основных вида термической обработки сталей: 1. Отжиг 2. Нормализация 3. Закалка 4. Отпуск
- 16. Отжиг
- 17. Отжиг производится для снятия внутренних напряжений, устранения структурной неоднородности, снижения твердости стальных заготовок перед механической обработкой.
- 18. Нормализация
- 19. При нормализации – нагревают до температур выше линии GSE, делают выдержку и остужают на воздухе. При
- 20. Для заготовок из мягкой низкоуглеродистой стали нормализация в целях экономии времени может заменить отжиг, структура получается
- 21. Закалка
- 22. Закалка – является первой операцией из окончательной термообработки изделий. Закалка обеспечивает получение мартенситной структуры. Сталь нагревают
- 23. Закаливаемость— Способность стали повышать твердость при закалке. Возрастает с ростом содержания углерода. Прокаливаемость – способность стали
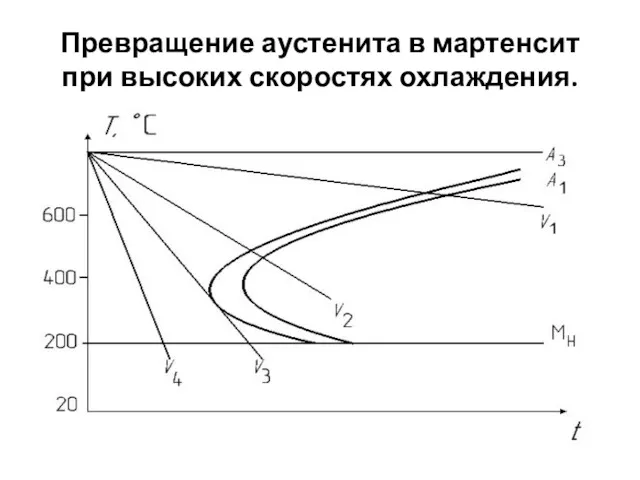
- 24. Превращение аустенита в мартенсит при высоких скоростях охлаждения.
- 25. Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры точки Мн и превращается, называется
- 26. Кристаллическая решетка мартенсита (а) и влияние углерода на параметры а и с решетки мартенсита (б)
- 27. Механизм мартенситного превращения имеет : 1. Бездиффузионный характер. Превращение осуществляется по сдвиговому механизму. 2. Ориентация кристаллов
- 28. 3. Высокая скорость роста кристалла, до 1000 м/с. 4. Мартенситное превращение происходит только при непрерывном охлаждении.
- 29. Температуру начала мартенситного превращения называют мартенситной точкой Мн, а температуру окончания превращения – Мк. Температуры Мн
- 30. Отпуск
- 31. Отпуск – является окончательной термической обработкой. Целью отпуска является трансформирование полученного при закалке мартенсита в структуру
- 32. различают три вида отпуска: низкий(250 С), средний (350-500 С), высокий (500-680 С), при этом получаются разные
- 33. Высокий отпуск с температурой нагрева Тн = 450…650oС. Получают структуру, сочетающую достаточно высокую твердость и повышенную
- 34. Графики видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3), нормализации (4)
- 36. Химико-термическая обработка сталей
- 37. Многие детали в процессе эксплуатации подвергаются износу. Повышение износостойкости прежде всего связано с повышением твердости поверхности.
- 38. Основными разновидностями химико-термической обработки являются: цементация (насыщение поверхностного слоя углеродом); азотирование (насыщение поверхностного слоя азотом); нитроцементация
- 39. ХТО– процесс поверхностного насыщения деталей различными элементами путем их диффузии из внешней среды. Процесс ХТО состоит
- 40. Цементация – ХТО, это диффузионное насыщение поверхностного слоя атомами углерода при нагреве до температуры 900 –
- 41. Твердая цементация осуществляется в карбюриза-торе, содержащем активированный древесный уголь (70 %) и порошки углекислых солей: ВаСО3
- 42. Структура цементованного слоя
- 43. Режимы термической обработки цементованных изделий
- 44. Азотирование – это насыщение поверхности стали азотом, при азотировании увеличиваются твердость и износостойкость, и повышается коррозионная
- 45. Цианирование и нитроцементация – это процессы диффузионного насыщения поверхностных слоев стальных изделий одновременно углеродом и азотом.
- 46. Преимущества цианирования перед цементацией: меньшая продолжительность процесса, более высокая износостойкость упрочненного слоя, меньшие деформации и коробление,
- 47. Диффузионная металлизация – это процесс диффузионного насыщения поверхностных слоев стали металлами. При насыщении хромом процесс называют
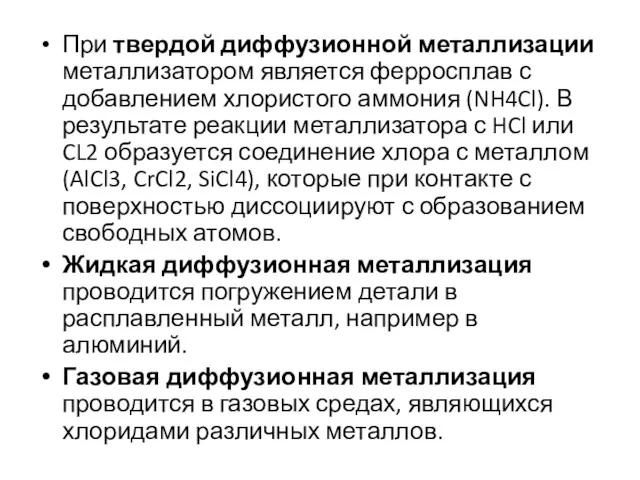
- 48. При твердой диффузионной металлизации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора
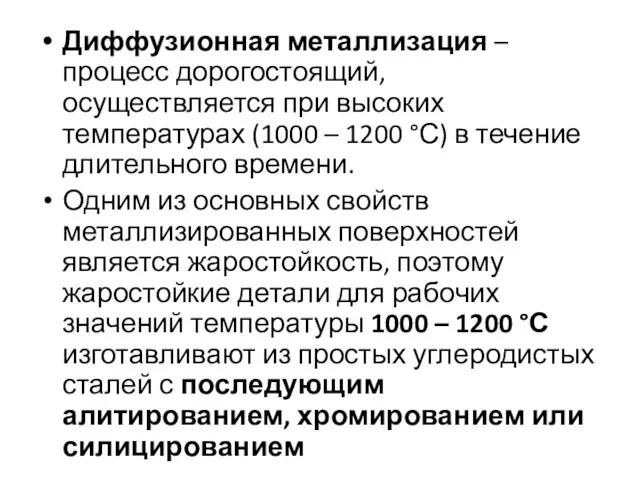
- 49. Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000 – 1200 °С) в течение длительного
- 51. Скачать презентацию
Основы термической обработки стали.
Термической обработкой сплавов системы железо-цементит называют совокупность операций
Основы термической обработки стали.
Термической обработкой сплавов системы железо-цементит называют совокупность операций
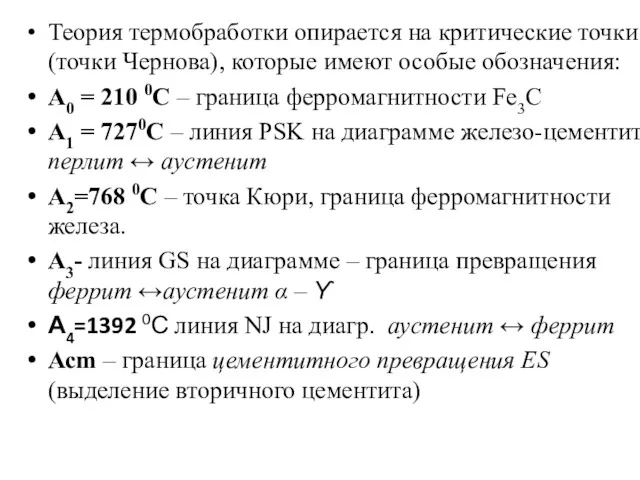
Теория термобработки опирается на критические точки (точки Чернова), которые имеют особые
Теория термобработки опирается на критические точки (точки Чернова), которые имеют особые
При нагреве добавляется индекс с (например Ас3)
при охлаждении индекс r
При нагреве добавляется индекс с (например Ас3)
при охлаждении индекс r
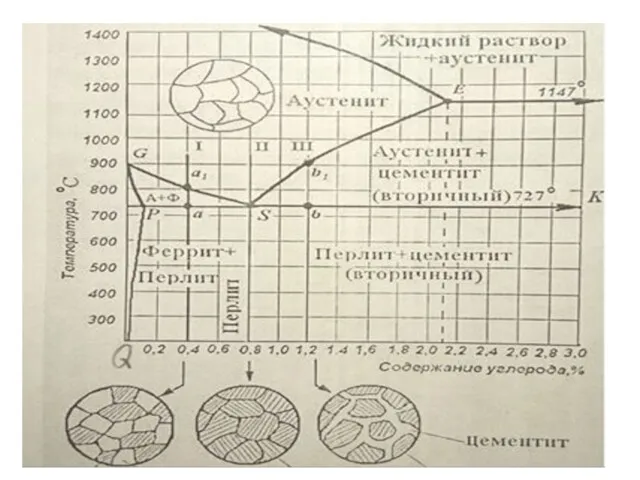
Изменение структуры стали при нагреве.
Если нагреть сталь до температуры 727 0С,
Изменение структуры стали при нагреве.
Если нагреть сталь до температуры 727 0С,
Охлаждение при термообработке.
Охлаждение при термообработке производится в газообразных или жидких охлаждающих
Охлаждение при термообработке.
Охлаждение при термообработке производится в газообразных или жидких охлаждающих
Медленное охлаждение:
Производится вместе с печью.
При медленном охлаждении аустенит распадается на
Медленное охлаждение:
Производится вместе с печью.
При медленном охлаждении аустенит распадается на
Ускоренное охлаждение:
Охлаждение на воздухе. Распад аустенита происходит при более низких температурах,
Ускоренное охлаждение:
Охлаждение на воздухе. Распад аустенита происходит при более низких температурах,
При более быстром охлаждении аустенитной структуры (например в воде) можно достичь
При более быстром охлаждении аустенитной структуры (например в воде) можно достичь
При быстром охлаждении углерод не успевает диффундировать из ГЦК ϒ-Fe и
При быстром охлаждении углерод не успевает диффундировать из ГЦК ϒ-Fe и
Толщина пластинок феррита и цементита определяет дисперсность структуры и обозначается Δ0.
Толщина пластинок феррита и цементита определяет дисперсность структуры и обозначается Δ0.
Вывод: Изменяя скорость охлаждения аустенита можно получать материалы с различными свойствами
Вывод: Изменяя скорость охлаждения аустенита можно получать материалы с различными свойствами
Термическая обработка может быть разупрочняющей, упрочняющей, стабилизирующей, а также иметь специальное
Термическая обработка может быть разупрочняющей, упрочняющей, стабилизирующей, а также иметь специальное
Существует четыре основных вида термической обработки сталей:
1. Отжиг
2. Нормализация
3. Закалка
4. Отпуск
Существует четыре основных вида термической обработки сталей:
1. Отжиг
2. Нормализация
3. Закалка
4. Отпуск
Отжиг
Отжиг
Отжиг производится для снятия внутренних напряжений, устранения структурной неоднородности, снижения твердости
Отжиг производится для снятия внутренних напряжений, устранения структурной неоднородности, снижения твердости
Нормализация
Нормализация
При нормализации – нагревают до температур выше линии GSE, делают выдержку
При нормализации – нагревают до температур выше линии GSE, делают выдержку
Для заготовок из мягкой низкоуглеродистой стали нормализация в целях экономии времени
Для заготовок из мягкой низкоуглеродистой стали нормализация в целях экономии времени
Закалка
Закалка
Закалка – является первой операцией из окончательной термообработки изделий. Закалка обеспечивает
Закалка – является первой операцией из окончательной термообработки изделий. Закалка обеспечивает
Закаливаемость— Способность стали повышать твердость при закалке. Возрастает с ростом содержания
Закаливаемость— Способность стали повышать твердость при закалке. Возрастает с ростом содержания
Превращение аустенита в мартенсит при высоких скоростях охлаждения.
Превращение аустенита в мартенсит при высоких скоростях охлаждения.
Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры
Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры
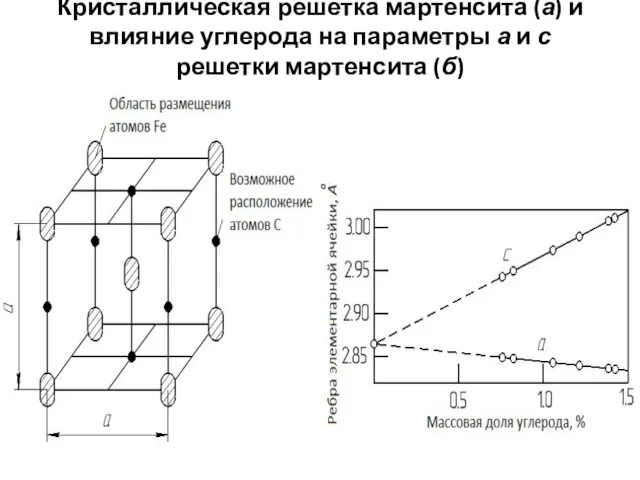
Кристаллическая решетка мартенсита (а) и влияние углерода на параметры а и
Кристаллическая решетка мартенсита (а) и влияние углерода на параметры а и
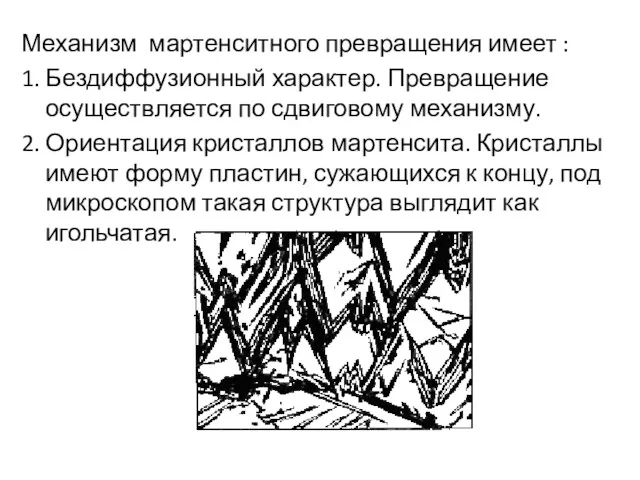
Механизм мартенситного превращения имеет :
1. Бездиффузионный характер. Превращение осуществляется по сдвиговому
Механизм мартенситного превращения имеет :
1. Бездиффузионный характер. Превращение осуществляется по сдвиговому
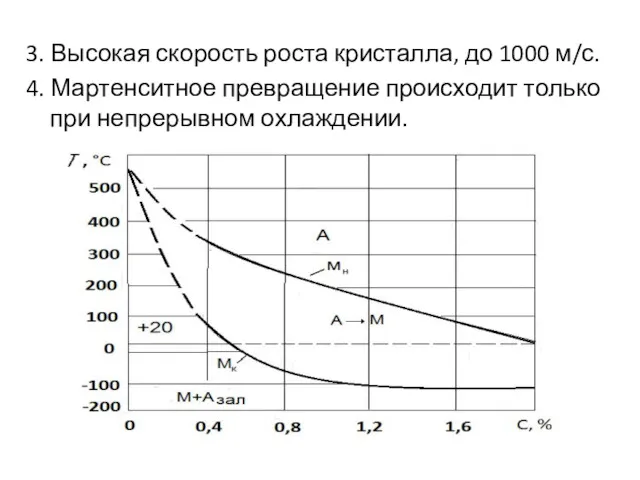
3. Высокая скорость роста кристалла, до 1000 м/с.
4. Мартенситное превращение происходит
3. Высокая скорость роста кристалла, до 1000 м/с.
4. Мартенситное превращение происходит
Температуру начала мартенситного превращения называют мартенситной точкой Мн, а температуру
Температуру начала мартенситного превращения называют мартенситной точкой Мн, а температуру
Отпуск
Отпуск
Отпуск – является окончательной термической обработкой.
Целью отпуска является трансформирование полученного при
Отпуск – является окончательной термической обработкой.
Целью отпуска является трансформирование полученного при
различают три вида отпуска: низкий(250 С), средний (350-500 С), высокий (500-680
различают три вида отпуска: низкий(250 С), средний (350-500 С), высокий (500-680
Высокий отпуск с температурой нагрева
Тн = 450…650oС.
Получают структуру, сочетающую достаточно
Высокий отпуск с температурой нагрева
Тн = 450…650oС.
Получают структуру, сочетающую достаточно
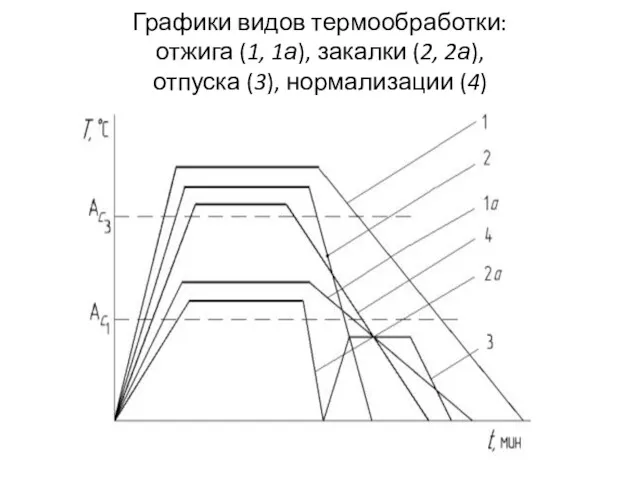
Графики видов термообработки:
отжига (1, 1а), закалки (2, 2а),
отпуска (3),
Графики видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3),

Химико-термическая обработка сталей
Химико-термическая обработка сталей
Многие детали в процессе эксплуатации подвергаются износу. Повышение износостойкости прежде всего
Многие детали в процессе эксплуатации подвергаются износу. Повышение износостойкости прежде всего
Основными разновидностями химико-термической обработки являются:
цементация (насыщение поверхностного слоя углеродом);
азотирование (насыщение поверхностного
Основными разновидностями химико-термической обработки являются:
цементация (насыщение поверхностного слоя углеродом);
азотирование (насыщение поверхностного
ХТО– процесс поверхностного насыщения деталей различными элементами путем их диффузии из
ХТО– процесс поверхностного насыщения деталей различными элементами путем их диффузии из
Цементация – ХТО, это диффузионное насыщение поверхностного слоя атомами углерода при
Цементация – ХТО, это диффузионное насыщение поверхностного слоя атомами углерода при
Твердая цементация осуществляется в карбюриза-торе, содержащем активированный древесный уголь (70 %)
Твердая цементация осуществляется в карбюриза-торе, содержащем активированный древесный уголь (70 %)
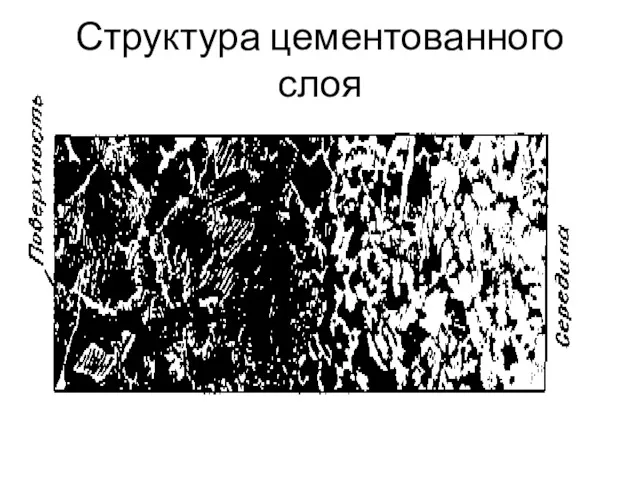
Структура цементованного слоя
Структура цементованного слоя

Режимы термической обработки
цементованных изделий
Режимы термической обработки
цементованных изделий
Азотирование – это насыщение поверхности стали азотом, при азотировании увеличиваются твердость
Азотирование – это насыщение поверхности стали азотом, при азотировании увеличиваются твердость
Цианирование и нитроцементация – это процессы диффузионного насыщения поверхностных слоев стальных
Цианирование и нитроцементация – это процессы диффузионного насыщения поверхностных слоев стальных
Преимущества цианирования перед цементацией:
меньшая продолжительность процесса, более высокая износостойкость упрочненного
Преимущества цианирования перед цементацией:
меньшая продолжительность процесса, более высокая износостойкость упрочненного
Диффузионная металлизация – это процесс диффузионного насыщения поверхностных слоев стали металлами.
Диффузионная металлизация – это процесс диффузионного насыщения поверхностных слоев стали металлами.
При твердой диффузионной металлизации металлизатором является ферросплав с добавлением хлористого аммония
При твердой диффузионной металлизации металлизатором является ферросплав с добавлением хлористого аммония
Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000 –
Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000 –
 Конспект комплексного занятия по обогащению лексико-грамматического компонента речи в младшей группе для детей с ОНР по теме: Лето
Конспект комплексного занятия по обогащению лексико-грамматического компонента речи в младшей группе для детей с ОНР по теме: Лето Интеллектуальный марафон Химия и искусстводля 8-11 классов
Интеллектуальный марафон Химия и искусстводля 8-11 классов Материалы НПК (работа, презентация, приложение)
Материалы НПК (работа, презентация, приложение) Система крови. Состав и функция крови. Кровь и её компоненты
Система крови. Состав и функция крови. Кровь и её компоненты Моя родина – Южный Урал
Моя родина – Южный Урал Гингивиты у детей
Гингивиты у детей Революция. Типичные причины революции
Революция. Типичные причины революции Измерение вибрации и частоты вращения механизмов, физико-химических свойств и состава жидкостей и газов
Измерение вибрации и частоты вращения механизмов, физико-химических свойств и состава жидкостей и газов Урок по географии в 6 классе Масштаб(ФГОС ООО)
Урок по географии в 6 классе Масштаб(ФГОС ООО) Методика обучения английскому языку и деловой коммуникации
Методика обучения английскому языку и деловой коммуникации Взаимодействие органов управления, энергоснабжающих организаций и потребителей
Взаимодействие органов управления, энергоснабжающих организаций и потребителей Представление чисел в формате с плавающей запятой
Представление чисел в формате с плавающей запятой Лечение гриппа
Лечение гриппа Остеохондроз поясничного отдела
Остеохондроз поясничного отдела самопрезентация опыта Использование информационных технологий как средство повышения познавательной активности учащихся на уроках в начальной школе Диск
самопрезентация опыта Использование информационных технологий как средство повышения познавательной активности учащихся на уроках в начальной школе Диск Стандарты второго поколения. Технология 5-9 классы
Стандарты второго поколения. Технология 5-9 классы День матери
День матери Презентации моих учеников
Презентации моих учеников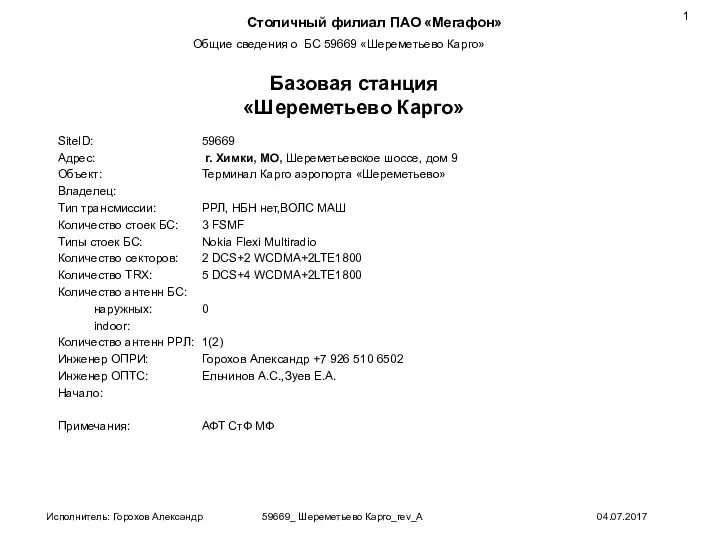 Базовая станция Шереметьево Карго
Базовая станция Шереметьево Карго Психологический кризис. Кризис 3-х лет
Психологический кризис. Кризис 3-х лет Основные производственные процессы в тепловодном карповом прудовом хозяйстве
Основные производственные процессы в тепловодном карповом прудовом хозяйстве Мотивация учения
Мотивация учения А.А. Фет и музыка (урок-концерт) 10 класс
А.А. Фет и музыка (урок-концерт) 10 класс Классный час Поселку Мостовскому 120 лет: помним,гордимся, наследуем
Классный час Поселку Мостовскому 120 лет: помним,гордимся, наследуем Мини-презентация Периодическая система Д.И. Менделеева
Мини-презентация Периодическая система Д.И. Менделеева Процессы и аппараты пищевых производств. (Лекция 4)
Процессы и аппараты пищевых производств. (Лекция 4) Фрактал. Три основные вида фракталов
Фрактал. Три основные вида фракталов Командный вид спорта футбол
Командный вид спорта футбол