- Термическая обработка сварных изделий

Содержание
- 2. Термическая обработка процесс нагревания изделия до определенной температуры, выдержки и последующего охлаждения, проводимого с заданной скоростью.
- 3. Термическая обработка служит для устранения напряжений, которые возникли в изделии под влиянием теплового воздействия при сварке,
- 4. Термическая обработка проводится Пред сваркой (для улучшения свариваемости) В процессе сварки После сварки (снятие напряжений, улучшение
- 5. Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и холодных трещин, изменение свойств материала
- 6. При необходимости при сварке применяется предварительный, а также сопутствующий и последующий подогрев.
- 7. Предварительный подогрев заключается в повышении температуры кромок до необходимого значения, которое зависит от ряда факторов –
- 8. Цель 1. Снижается скорость остывания наплавляемого металла и основного металла, сварной стык приобретает большую вязкость и
- 9. необходимость выполнения предварительного подогрева и минимальные температуры, до которых необходимо нагревать околошовную зону, определяются отраслевыми стандартами
- 10. Сопутствующий (межслойный) подогрев выполняется для тех же целей и по тем же причинам, что и предварительный.
- 11. Термообработка сварного соединения в области сварного соединения возникают внутренние термические напряжения. Их наличие значительно ухудшает механические
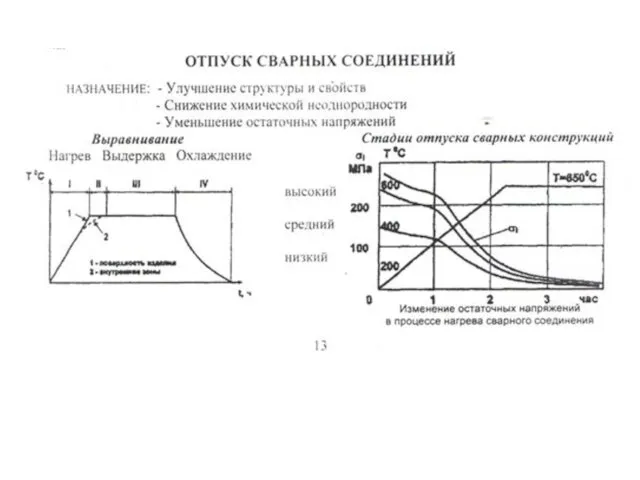
- 12. Термообработка сварного соединения заключается в нагреве сварного шва и околошовной зоны до температур 550 — 950
- 14. Температура и зона необходимого прогрева зависит от типа материала, его толщины и последующего процесса обработки. При
- 15. варианты нагрева - нагрев в печи с последующим перемещением заготовок на сварочно-сборочные стенды; - нагрев заготовки
- 16. Для проведения эффективной термообработки сварных соединений промышленностью и строительными ведомствами изготовляется широкий ассортимент оборудования, в комплект
- 17. Виды Термической обработки (термообработки) сварных швов https://www.politest.kz/vidy-termicheskoj-obrabotki-termoobrabotki-svarnyh-shvov/
- 21. ИНДУКТОРЫ Для предварительного и сопутствующего подогрева: Гибкие индукторные пояса; Быстроразъемные индукторы с раздвижным механизмом по типу
- 24. Установка предназначена для осуществления: Предварительного и сопутствующего (межслойного) подогрева кромок металлических труб перед сваркой и в
- 25. Установка индукционного нагрева ППЧ-50-10
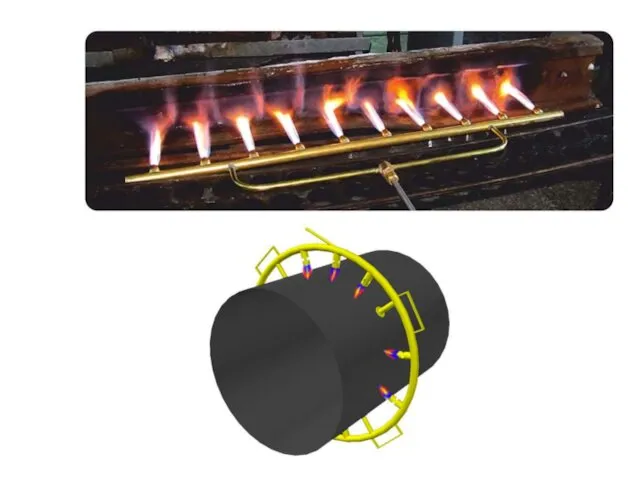
- 26. Инфракрасные газовые горелки MSR 7, MSR 11
- 27. Печи для термообработки металлов
- 28. Передвижные комплексы для проведения термической обработки в полевых условиях
- 29. Выбор теплового режима зависит Свойств свариваемого металла или сплава Жесткости конструкции и ее состояния при сварке
- 30. Для контроля температур при термообработке применяют термоэлектрические пирометры, специальные термометры, приборы, регистрирующие температуру и время (самопишущие
- 31. Виды ТО Отпуск. нагрев в печи до температуры 500—600° С. сталь становится достаточно пластичной внутренние напряжения
- 33. Виды ТО Полный отжиг. нагрев до температуры 850—900° С (для малоуглеродистой стали), выдерживается при этой температуре
- 34. Виды ТО Нормализация. Изделие нагревается так же, как и при проведении полного отжига, а затем охлаждается
- 36. Термическая обработка стали видео https://www.youtube.com/watch?v=V0RDxk0Wu4c
- 37. Закалка вид ТО, заключающийся в нагреве изделий из стали до температуры выше критической точки превращения, выдержке
- 38. Закаливаемость стали зависит от содержания углерода. Углеродистые стали с содержанием углерода менее 0,25 % не закаливаются.
- 39. Видео о закалке https://www.youtube.com/watch?v=S_wOHztzJK8
- 40. Термическая обработка сварных конструкций https://studref.com/364599/tehnika/termicheskaya_obrabotka_svarnyh_konstruktsiy
- 42. Скачать презентацию
Термическая обработка
процесс нагревания изделия до определенной температуры,
выдержки и
последующего охлаждения,
Термическая обработка
процесс нагревания изделия до определенной температуры,
выдержки и
последующего охлаждения,
Термическая обработка
служит
для устранения напряжений, которые возникли в изделии под влиянием
Термическая обработка
служит
для устранения напряжений, которые возникли в изделии под влиянием
Термическая обработка проводится
Пред сваркой (для улучшения свариваемости)
В процессе сварки
После сварки (снятие
Термическая обработка проводится
Пред сваркой (для улучшения свариваемости)
В процессе сварки
После сварки (снятие
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и
При необходимости при сварке применяется
предварительный,
а также сопутствующий
и последующий
При необходимости при сварке применяется
предварительный,
а также сопутствующий
и последующий
Предварительный подогрев
заключается в повышении температуры кромок до необходимого значения, которое зависит
Предварительный подогрев
заключается в повышении температуры кромок до необходимого значения, которое зависит
Цель
1. Снижается скорость остывания наплавляемого металла и основного металла,
сварной стык приобретает
Цель
1. Снижается скорость остывания наплавляемого металла и основного металла,
сварной стык приобретает
необходимость выполнения предварительного подогрева и минимальные температуры, до которых необходимо нагревать
необходимость выполнения предварительного подогрева и минимальные температуры, до которых необходимо нагревать
Сопутствующий (межслойный) подогрев
выполняется для тех же целей и по тем же
Сопутствующий (межслойный) подогрев
выполняется для тех же целей и по тем же
Термообработка сварного соединения
в области сварного соединения возникают внутренние термические напряжения.
Их
Термообработка сварного соединения
в области сварного соединения возникают внутренние термические напряжения.
Их
Термообработка сварного соединения
заключается
в нагреве сварного шва и околошовной зоны до
Термообработка сварного соединения
заключается
в нагреве сварного шва и околошовной зоны до
Температура и зона необходимого прогрева зависит от типа материала, его толщины
Температура и зона необходимого прогрева зависит от типа материала, его толщины
варианты нагрева
- нагрев в печи с последующим перемещением заготовок на сварочно-сборочные
варианты нагрева
- нагрев в печи с последующим перемещением заготовок на сварочно-сборочные
Для проведения эффективной термообработки сварных соединений промышленностью и строительными ведомствами изготовляется
Для проведения эффективной термообработки сварных соединений промышленностью и строительными ведомствами изготовляется
Виды Термической обработки (термообработки) сварных швов
https://www.politest.kz/vidy-termicheskoj-obrabotki-termoobrabotki-svarnyh-shvov/
Виды Термической обработки (термообработки) сварных швов
https://www.politest.kz/vidy-termicheskoj-obrabotki-termoobrabotki-svarnyh-shvov/


ИНДУКТОРЫ
Для предварительного и сопутствующего подогрева:
Гибкие индукторные пояса;
Быстроразъемные индукторы с раздвижным механизмом
ИНДУКТОРЫ
Для предварительного и сопутствующего подогрева:
Гибкие индукторные пояса;
Быстроразъемные индукторы с раздвижным механизмом


Установка предназначена для осуществления:
Предварительного и сопутствующего (межслойного) подогрева кромок металлических
Установка предназначена для осуществления:
Предварительного и сопутствующего (межслойного) подогрева кромок металлических

Установка индукционного нагрева ППЧ-50-10
Установка индукционного нагрева ППЧ-50-10

Инфракрасные газовые горелки MSR 7, MSR 11
Инфракрасные газовые горелки MSR 7, MSR 11

Печи для термообработки металлов
Печи для термообработки металлов

Передвижные комплексы для проведения термической обработки в полевых условиях
Передвижные комплексы для проведения термической обработки в полевых условиях
Выбор теплового режима зависит
Свойств свариваемого металла или сплава
Жесткости конструкции и ее
Выбор теплового режима зависит
Свойств свариваемого металла или сплава
Жесткости конструкции и ее
Для контроля температур при термообработке применяют
термоэлектрические пирометры,
специальные термометры,
приборы,
Для контроля температур при термообработке применяют
термоэлектрические пирометры,
специальные термометры,
приборы,
Виды ТО
Отпуск.
нагрев в печи до температуры 500—600° С.
сталь становится достаточно
Виды ТО
Отпуск.
нагрев в печи до температуры 500—600° С.
сталь становится достаточно
Виды ТО
Полный отжиг.
нагрев до температуры 850—900° С (для малоуглеродистой стали),
выдерживается
Виды ТО
Полный отжиг.
нагрев до температуры 850—900° С (для малоуглеродистой стали),
выдерживается
Виды ТО
Нормализация.
Изделие нагревается так же, как и при проведении полного отжига,
Виды ТО
Нормализация.
Изделие нагревается так же, как и при проведении полного отжига,
Термическая обработка стали
видео
https://www.youtube.com/watch?v=V0RDxk0Wu4c
Термическая обработка стали
видео
https://www.youtube.com/watch?v=V0RDxk0Wu4c
Закалка
вид ТО, заключающийся в нагреве изделий из стали до температуры
Закалка
вид ТО, заключающийся в нагреве изделий из стали до температуры
Закаливаемость стали зависит от содержания углерода.
Углеродистые стали с содержанием углерода
Закаливаемость стали зависит от содержания углерода.
Углеродистые стали с содержанием углерода
Видео о закалке
https://www.youtube.com/watch?v=S_wOHztzJK8
Видео о закалке
https://www.youtube.com/watch?v=S_wOHztzJK8
Термическая обработка сварных конструкций
https://studref.com/364599/tehnika/termicheskaya_obrabotka_svarnyh_konstruktsiy
Термическая обработка сварных конструкций
https://studref.com/364599/tehnika/termicheskaya_obrabotka_svarnyh_konstruktsiy
 Многообразие живого мира. Уровни организации живой материи
Многообразие живого мира. Уровни организации живой материи Какую роль играет религия в жизни современного российского общества
Какую роль играет религия в жизни современного российского общества Презентация о школе
Презентация о школе Практическая работа Получение уксусной кислоты и опыты с ней
Практическая работа Получение уксусной кислоты и опыты с ней Изображение рельефа на плане местности
Изображение рельефа на плане местности Мировая религия пастафарианство
Мировая религия пастафарианство Презентация по бисероплетению
Презентация по бисероплетению как подготовить и провести интегрированный урок
как подготовить и провести интегрированный урок Презентация Згоднев
Презентация Згоднев Базовые понятия реляционных баз данных. Лекция 6
Базовые понятия реляционных баз данных. Лекция 6 Олимпийские игры От древности до современности
Олимпийские игры От древности до современности Понятие, функции, виды религии
Понятие, функции, виды религии Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год
Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год : Вежливость.
: Вежливость. Портфолио модели и фотографа
Портфолио модели и фотографа Прекрасные дамы Елизаветинского времени. Елизавета I и другие
Прекрасные дамы Елизаветинского времени. Елизавета I и другие Основы исторического знания
Основы исторического знания Театральные профессии
Театральные профессии Переодические и непериодические бесконечные десятичные дроби
Переодические и непериодические бесконечные десятичные дроби История метода проектов в педагогике
История метода проектов в педагогике Трансплантология - создаем нового человека
Трансплантология - создаем нового человека Тайна бумажного листа
Тайна бумажного листа Палеография эпохи феодализма
Палеография эпохи феодализма План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год
План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год Основы религиозных культур и светской этики. Родительское собрание
Основы религиозных культур и светской этики. Родительское собрание Веселый мир Оригами - презентация
Веселый мир Оригами - презентация Терехин. Герой без Золотой звезды!
Терехин. Герой без Золотой звезды! Разложение по переменным. ДМ 2. ДНФ и КНФ
Разложение по переменным. ДМ 2. ДНФ и КНФ