- Типы производств деталей. (Лекция 7)

Содержание
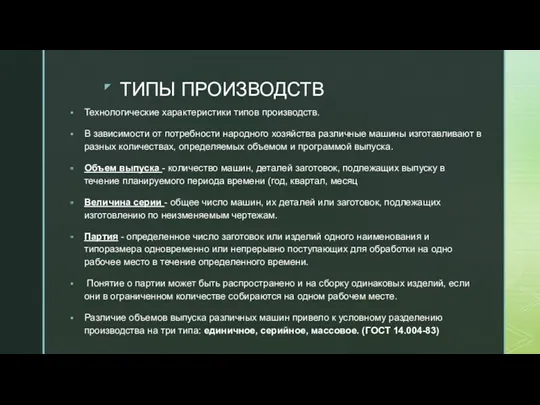
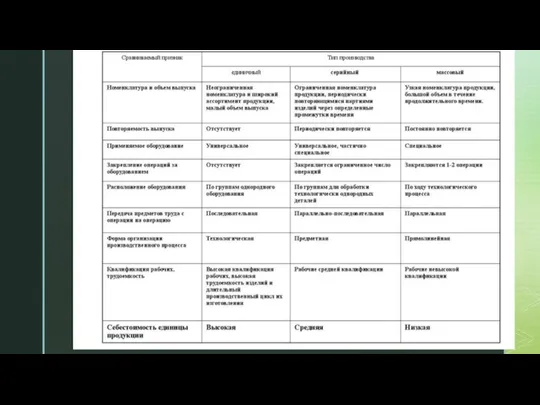
- 2. ТИПЫ ПРОИЗВОДСТВ Технологические характеристики типов производств. В зависимости от потребности народного хозяйства различные машины изготавливают в
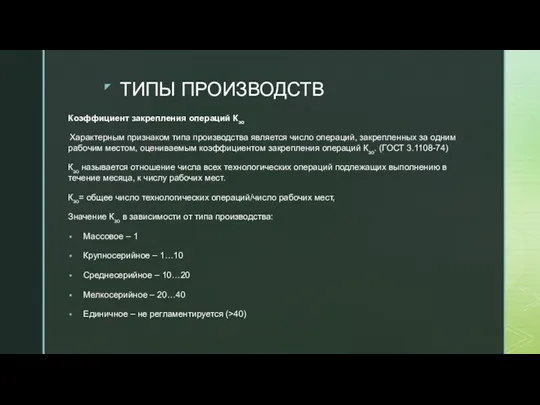
- 3. ТИПЫ ПРОИЗВОДСТВ Коэффициент закрепления операций Кзо Характерным признаком типа производства является число операций, закрепленных за одним
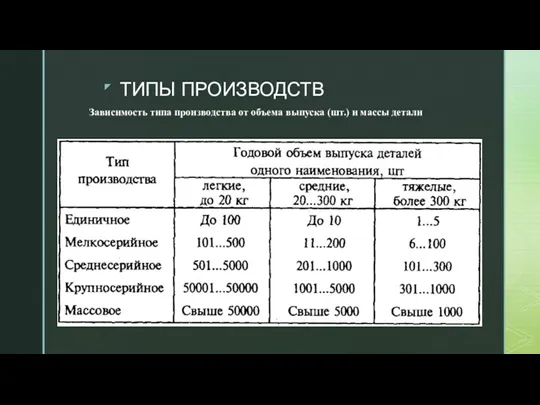
- 4. ТИПЫ ПРОИЗВОДСТВ Зависимость типа производства от объема выпуска (шт.) и массы детали
- 5. ТИПЫ ПРОИЗВОДСТВ Массовое производство Массовое производство характеризуется узкой номенклатурой и значительным объемом выпуска. В массовом производстве
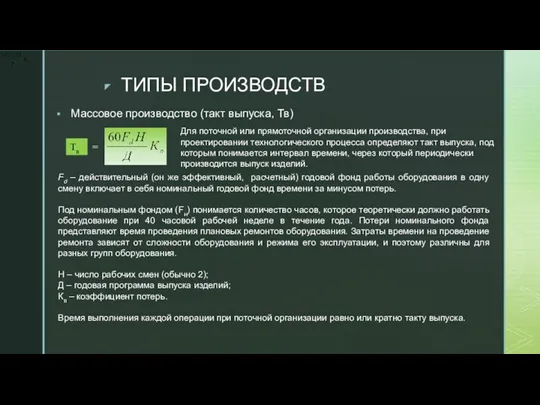
- 6. ТИПЫ ПРОИЗВОДСТВ Массовое производство (такт выпуска, Тв) Тв = Fd – действительный (он же эффективный, расчетный)
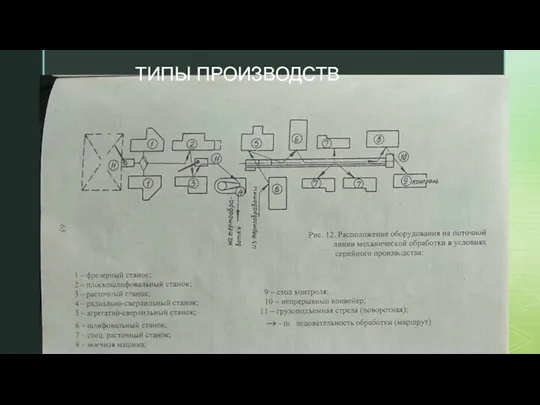
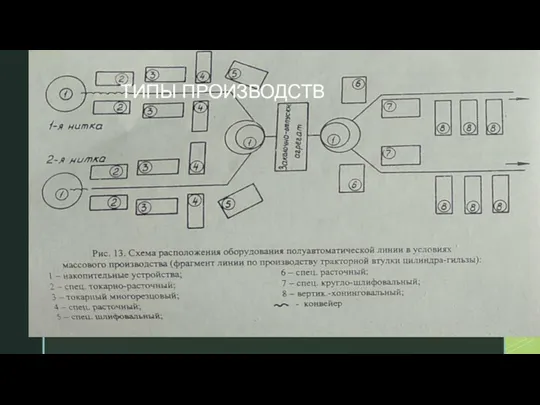
- 7. ТИПЫ ПРОИЗВОДСТВ Серийное производство Под серийным производством машин, их деталей или заготовок понимают их периодическое изготовление
- 8. ТИПЫ ПРОИЗВОДСТВ
- 9. ТИПЫ ПРОИЗВОДСТВ
- 10. ТИПЫ ПРОИЗВОДСТВ
- 11. ТИПЫ ПРОИЗВОДСТВ
- 12. ТИПЫ ПРОИЗВОДСТВ
- 13. ТИПЫ ПРОИЗВОДСТВ Об условности деления производства на три типа говорит то, что обычно на одном и
- 15. Скачать презентацию
ТИПЫ ПРОИЗВОДСТВ
Технологические характеристики типов производств.
В зависимости от потребности народного хозяйства различные
ТИПЫ ПРОИЗВОДСТВ
Технологические характеристики типов производств.
В зависимости от потребности народного хозяйства различные
ТИПЫ ПРОИЗВОДСТВ
Коэффициент закрепления операций Кзо
Характерным признаком типа производства является число
ТИПЫ ПРОИЗВОДСТВ
Коэффициент закрепления операций Кзо
Характерным признаком типа производства является число
ТИПЫ ПРОИЗВОДСТВ
Зависимость типа производства от объема выпуска (шт.) и массы детали
ТИПЫ ПРОИЗВОДСТВ
Зависимость типа производства от объема выпуска (шт.) и массы детали
ТИПЫ ПРОИЗВОДСТВ
Массовое производство
Массовое производство характеризуется узкой номенклатурой и значительным объемом выпуска.
В
ТИПЫ ПРОИЗВОДСТВ
Массовое производство
Массовое производство характеризуется узкой номенклатурой и значительным объемом выпуска.
В
ТИПЫ ПРОИЗВОДСТВ
Массовое производство (такт выпуска, Тв)
Тв
=
Fd – действительный (он
ТИПЫ ПРОИЗВОДСТВ
Массовое производство (такт выпуска, Тв)
Тв
=
Fd – действительный (он
ТИПЫ ПРОИЗВОДСТВ
Серийное производство
Под серийным производством машин, их деталей или заготовок понимают
ТИПЫ ПРОИЗВОДСТВ
Серийное производство
Под серийным производством машин, их деталей или заготовок понимают
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ

ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
ТИПЫ ПРОИЗВОДСТВ
Об условности деления производства на три типа говорит то, что
ТИПЫ ПРОИЗВОДСТВ
Об условности деления производства на три типа говорит то, что
 Опухоли легких у детей
Опухоли легких у детей Родительское собрание Первые уроки школьной отметки
Родительское собрание Первые уроки школьной отметки Зимний спортивный праздник, посвящённый 23 февраля.
Зимний спортивный праздник, посвящённый 23 февраля. Профилактика палов сухой травы
Профилактика палов сухой травы Война и мир. Это роман всей моей жизни!
Война и мир. Это роман всей моей жизни! Интернет-ресурсы для педагога
Интернет-ресурсы для педагога Питание вашего ребёнка.Когда надо беспокоиться?
Питание вашего ребёнка.Когда надо беспокоиться? кроссворд для логопатов
кроссворд для логопатов Урок химии Электролитическая диссоциация 8 класс. Презентация
Урок химии Электролитическая диссоциация 8 класс. Презентация Вводная лекция по специальности: товаровед - приемщик ломбарда
Вводная лекция по специальности: товаровед - приемщик ломбарда Презентация педагогического опыта
Презентация педагогического опыта Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными
Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными Легированные стали
Легированные стали Повышение качества знаний учащихся через развитие познавательного интереса на уроках математики.
Повышение качества знаний учащихся через развитие познавательного интереса на уроках математики. Музыкальные традиции Воронежского края
Музыкальные традиции Воронежского края Информационные процессы. Обработка информации
Информационные процессы. Обработка информации Это мой город - Пыталово!
Это мой город - Пыталово! Метод координат при решении стереометрических задач
Метод координат при решении стереометрических задач Кавитация в ЦБН: последствия
Кавитация в ЦБН: последствия Санитарные требования к транспортировке и хранению пищевых продуктов
Санитарные требования к транспортировке и хранению пищевых продуктов Коррекционная работа с детьми на музыкальных занятиях
Коррекционная работа с детьми на музыкальных занятиях Ремонт жилого помещения
Ремонт жилого помещения Устойчивость дисперсных систем
Устойчивость дисперсных систем AWADA - комфортное освещение с полным контролем и оптимизацией затрат. Коммерческое предложение
AWADA - комфортное освещение с полным контролем и оптимизацией затрат. Коммерческое предложение Элементарные расчеты параметров клееных конструкций. Клееные балки
Элементарные расчеты параметров клееных конструкций. Клееные балки Современные педагогические технологии. Технология сотрудничества
Современные педагогические технологии. Технология сотрудничества Презентация по ПДД
Презентация по ПДД Экология России
Экология России