- Токарные резцы

Содержание
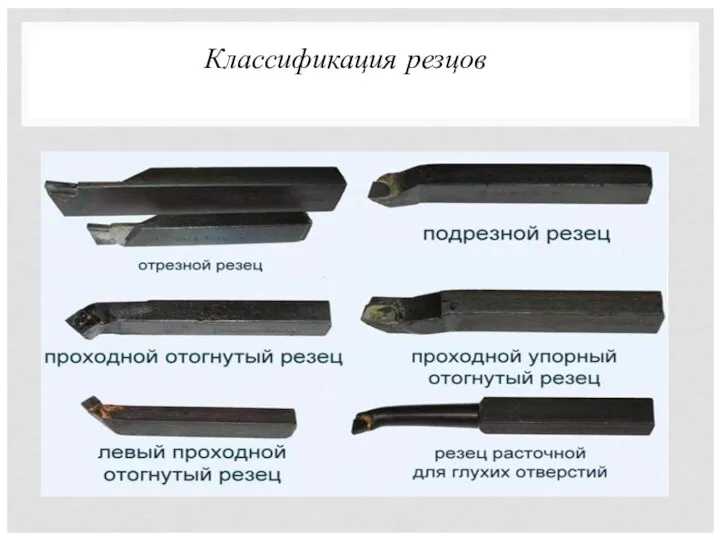
- 2. Классификация резцов
- 3. Токарные резцы состоят из двух конструктивных частей: рабочей (режущей) части и державки, посредством которой инструмент крепится
- 4. Рабочую часть резца образуют: Передняя поверхность — поверхность, по которой сходит стружка в процессе резания. Главная
- 5. Углы токарного резца: Основной задний (α) — образуется между задней плоскостью и плоскостью резания. Угол заострения
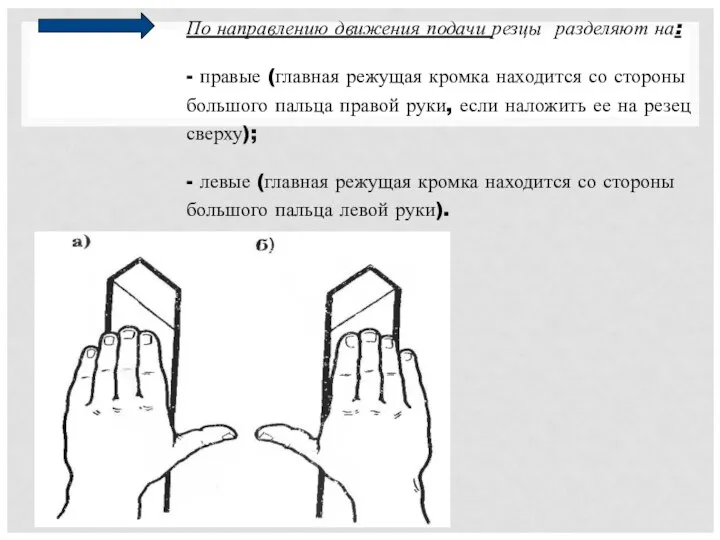
- 6. По направлению движения подачи резцы разделяют на: - правые (главная режущая кромка находится со стороны большого
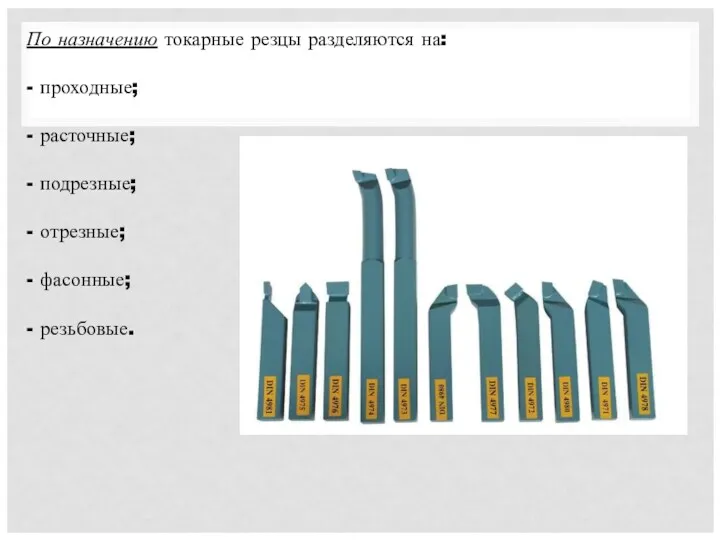
- 7. По назначению токарные резцы разделяются на: - проходные; - расточные; - подрезные; - отрезные; - фасонные;
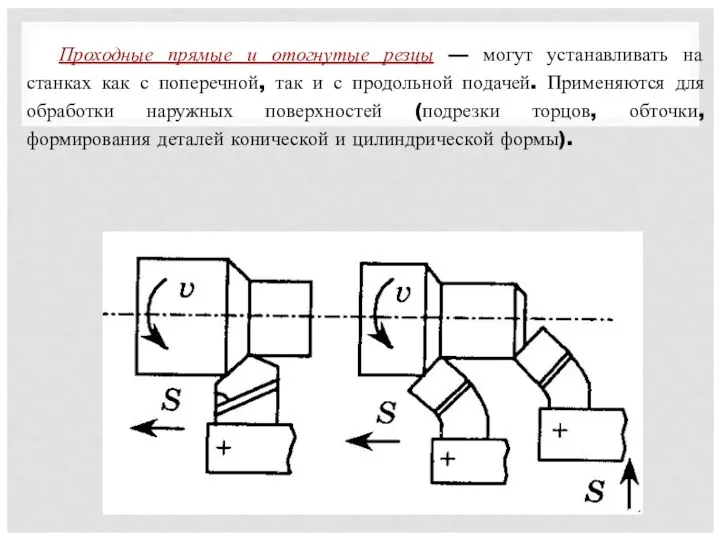
- 8. Проходные прямые и отогнутые резцы — могут устанавливать на станках как с поперечной, так и с
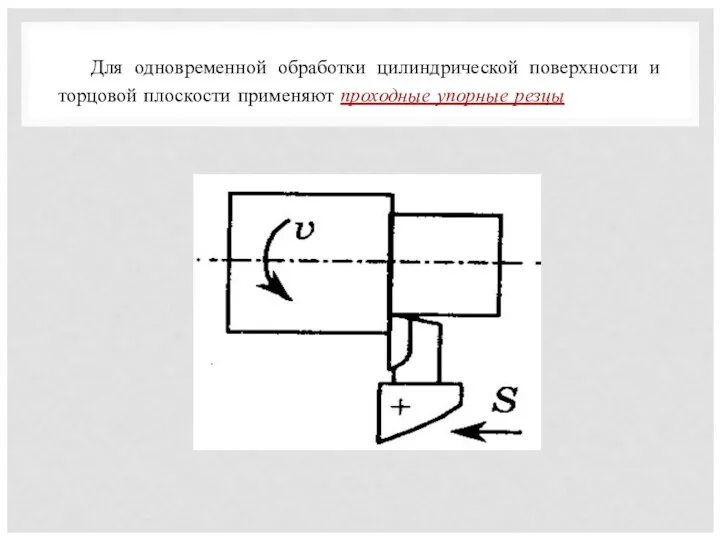
- 9. Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы
- 10. Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению
- 11. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа
- 12. Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные
- 13. Фасонные резцы применяют для обработки коротких фасонных поверхностей с длиной образующей линии до 30...40 мм. Форма
- 14. Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих
- 15. По конструкции различают резцы: - с напаянными пластинами; - с механическим креплением пластин;
- 16. Цельными изготовляют быстрорежущие резцы небольших размеров, их применяют в точном машиностроении и приборостроении. Цельный инструмент является
- 17. Резцы с механическим креплением пластин имеют значительные преимущества перед напайными резцами, так как при такой конструкции
- 19. Скачать презентацию
Классификация резцов
Классификация резцов
Токарные резцы состоят из двух конструктивных частей: рабочей (режущей) части и
Токарные резцы состоят из двух конструктивных частей: рабочей (режущей) части и
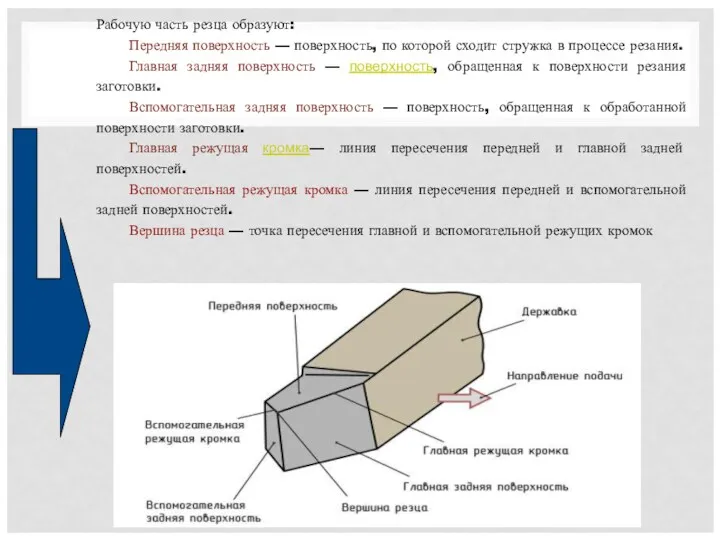
Рабочую часть резца образуют:
Передняя поверхность — поверхность, по которой сходит стружка
Рабочую часть резца образуют:
Передняя поверхность — поверхность, по которой сходит стружка
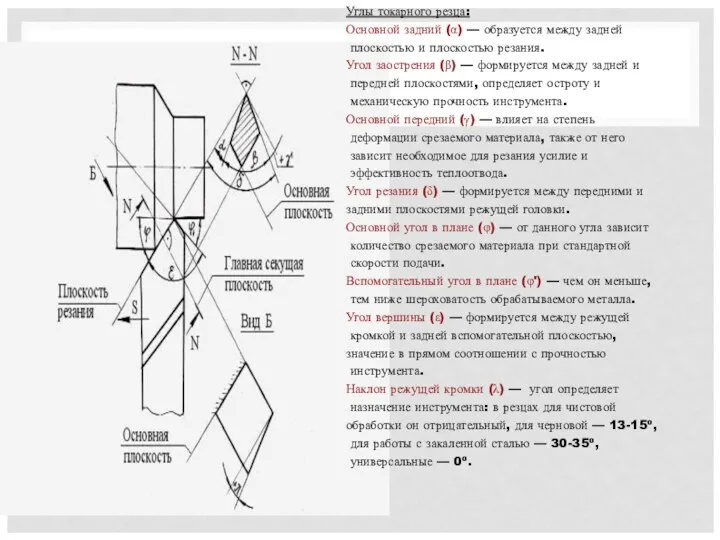
Углы токарного резца:
Основной задний (α) — образуется между задней
плоскостью и
Углы токарного резца:
Основной задний (α) — образуется между задней
плоскостью и
По направлению движения подачи резцы разделяют на:
- правые (главная режущая кромка
По направлению движения подачи резцы разделяют на:
- правые (главная режущая кромка
По назначению токарные резцы разделяются на:
- проходные;
- расточные;
- подрезные;
- отрезные;
- фасонные;
-
По назначению токарные резцы разделяются на:
- проходные;
- расточные;
- подрезные;
- отрезные;
- фасонные;
-
Проходные прямые и отогнутые резцы — могут устанавливать на станках как
Проходные прямые и отогнутые резцы — могут устанавливать на станках как
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные
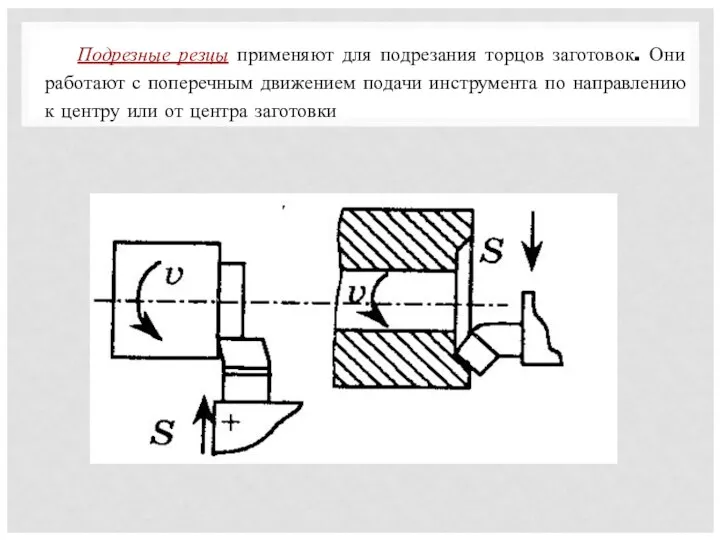
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным
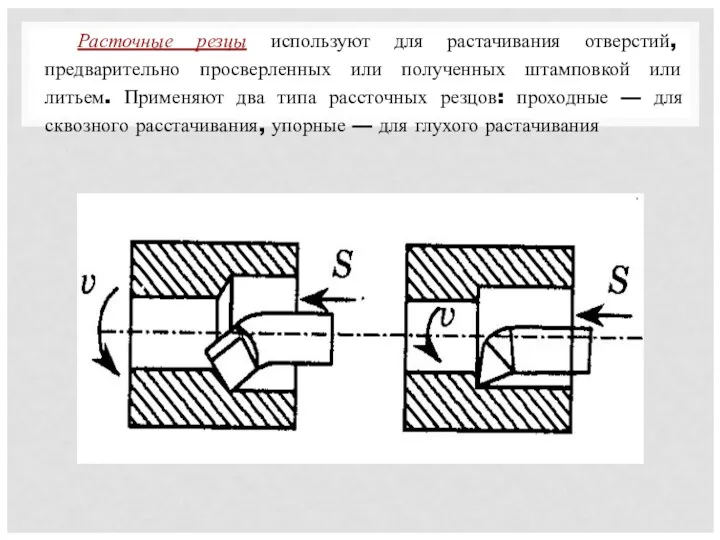
Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой
Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой
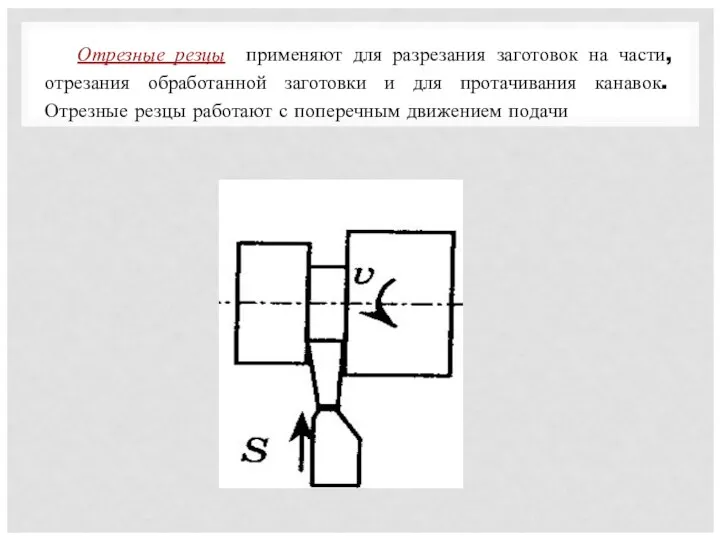
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки
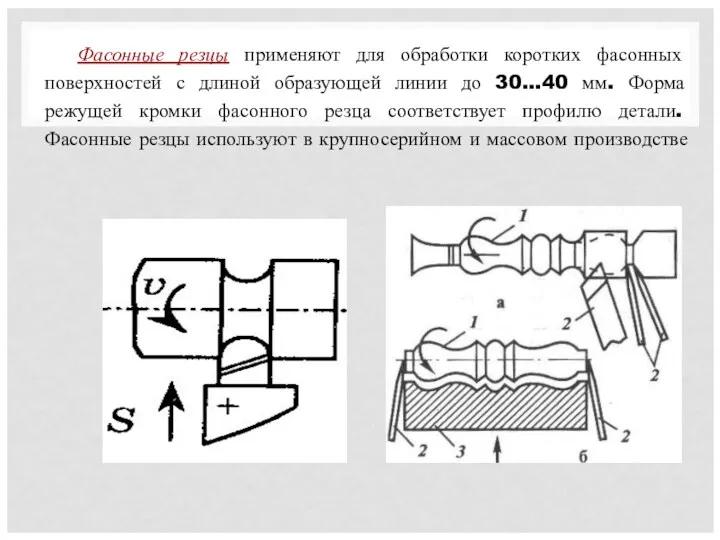
Фасонные резцы применяют для обработки коротких фасонных поверхностей с длиной образующей
Фасонные резцы применяют для обработки коротких фасонных поверхностей с длиной образующей
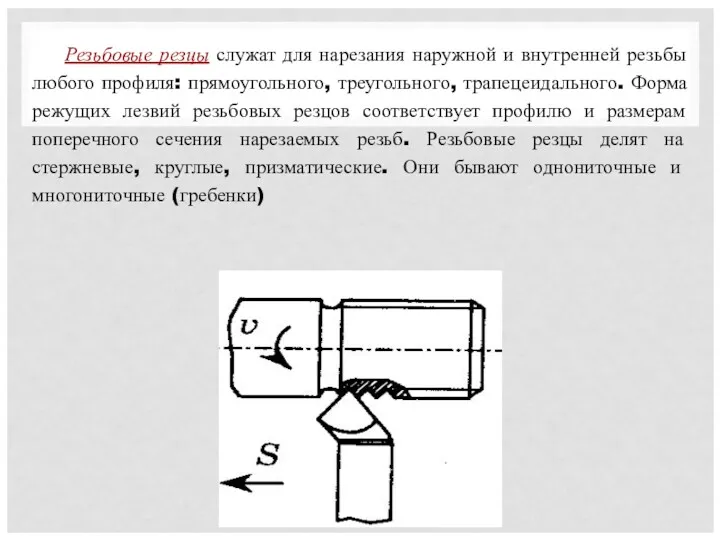
Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля:
Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля:

По конструкции различают резцы:
- с напаянными пластинами;
- с механическим креплением пластин;
По конструкции различают резцы:
- с напаянными пластинами;
- с механическим креплением пластин;
Цельными изготовляют быстрорежущие резцы небольших размеров, их применяют в точном машиностроении
Цельными изготовляют быстрорежущие резцы небольших размеров, их применяют в точном машиностроении
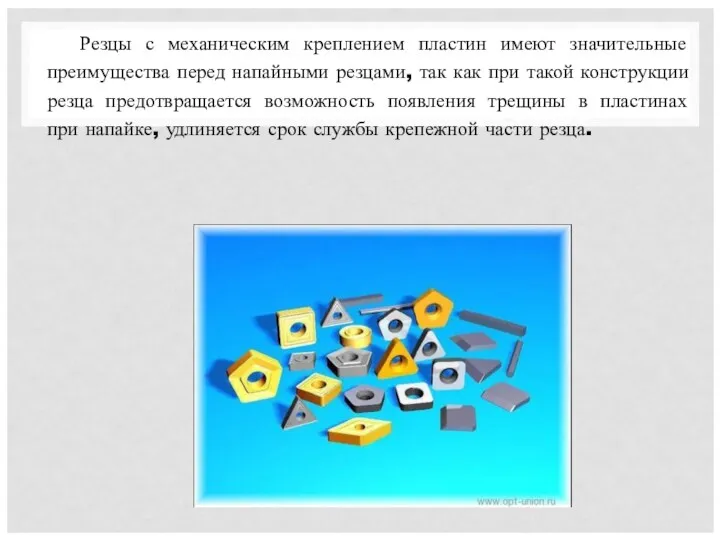
Резцы с механическим креплением пластин имеют значительные преимущества перед напайными резцами,
Резцы с механическим креплением пластин имеют значительные преимущества перед напайными резцами,
 Ремонт жилого дома
Ремонт жилого дома Презентация Томск - мой город родной
Презентация Томск - мой город родной ПрезентацияОгород на подоконнике
ПрезентацияОгород на подоконнике Воды суши
Воды суши Обучение детей в детском саду Развитие логической памяти дошкольников Развитие логической памяти дошкольников
Обучение детей в детском саду Развитие логической памяти дошкольников Развитие логической памяти дошкольников Основы БЖ как науки
Основы БЖ как науки Электронные выпрямители
Электронные выпрямители Одяг і взуття. Більшеньким
Одяг і взуття. Більшеньким Матеріали, що використовуються в апаратобудуванні. Принципи будови електричних схем
Матеріали, що використовуються в апаратобудуванні. Принципи будови електричних схем Лучевое исследование органов дыхания
Лучевое исследование органов дыхания Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5)
Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5) Мікропроцесорна техніка
Мікропроцесорна техніка Определение декартовых координат
Определение декартовых координат Первая медицинская помощь при травмах опорно-двигательного аппарата
Первая медицинская помощь при травмах опорно-двигательного аппарата ISO/IEC 17025:2017 Что ожидать от новой версии стандарта?
ISO/IEC 17025:2017 Что ожидать от новой версии стандарта? Проведение уроков для участия в акции Первоцветы, презентация-отчет
Проведение уроков для участия в акции Первоцветы, презентация-отчет В.Г. Захарченко
В.Г. Захарченко Психические и поведенческие расстройства в результате употребления седативных и снотворных средств
Психические и поведенческие расстройства в результате употребления седативных и снотворных средств Применение различных способов разложения многочленов на множители
Применение различных способов разложения многочленов на множители Незрелость ЭВС и нарушение познавательной деятельности структуры дефекта при задержке психического развития у детей
Незрелость ЭВС и нарушение познавательной деятельности структуры дефекта при задержке психического развития у детей Права ребенка в новом веке. Классный час-презентация. 3 класс.
Права ребенка в новом веке. Классный час-презентация. 3 класс. Презентация Предметно - развивающая среда в группе раннего возраста
Презентация Предметно - развивающая среда в группе раннего возраста Россия в мировой экономике
Россия в мировой экономике Виды декоративно-прикладного искусства. 5 класс
Виды декоративно-прикладного искусства. 5 класс Исходные данные для проектирования швейных изделий
Исходные данные для проектирования швейных изделий Киришская ГРЭС. Возможности для малого и среднего бизнеса
Киришская ГРЭС. Возможности для малого и среднего бизнеса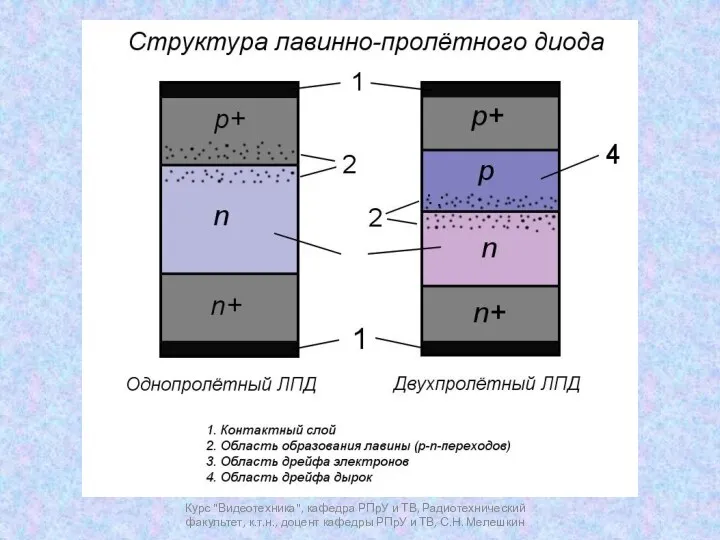 Лавинно-пролётный диод. Диод Ганна
Лавинно-пролётный диод. Диод Ганна История пылесоса
История пылесоса