- Токарные станки. Лекция 4

Содержание
- 2. Токарный станок служит для обработки преимущественно тел вращения путём снятия с них стружки резцами. токарно-винторезные; токарно-револьверные;
- 3. На токарном станке можно выполнять различные виды токарной обработки: обтачивание цилиндрических, конических, фасонных поверхностей; подрезка торцов;
- 4. Токарно-винторезный станок 16К20, основные узлы станка
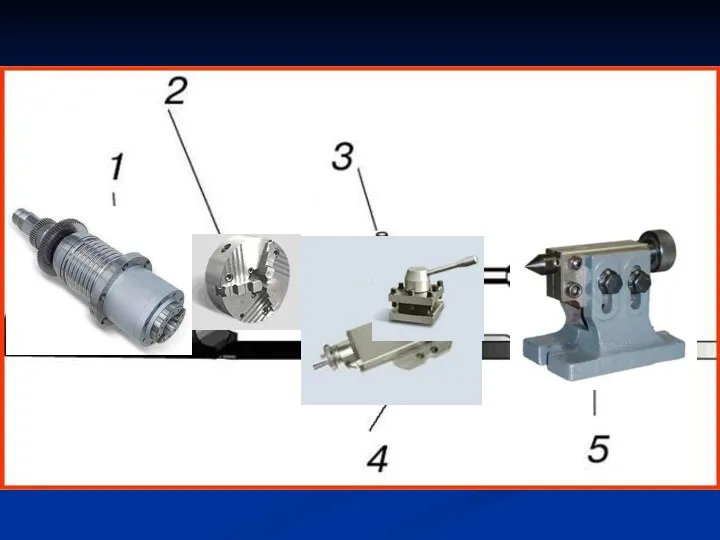
- 5. Станина с направляющими суппорта и задней бабки; Неподвижная передняя бабка со шпинделем и коробкой скоростей; Задняя
- 6. Станина
- 7. На станине, установленной на двух тумбах, монтируются все основные узлы станка. Станина изготовляется из чугуна и
- 8. Передняя бабка Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения — вращения.
- 9. Чертеж шпинделя токарного станка
- 10. Шестискоростная коробка скоростей
- 11. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на
- 12. Двусторонняя зубчатая муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13 и всегда соединена со шпинделем.
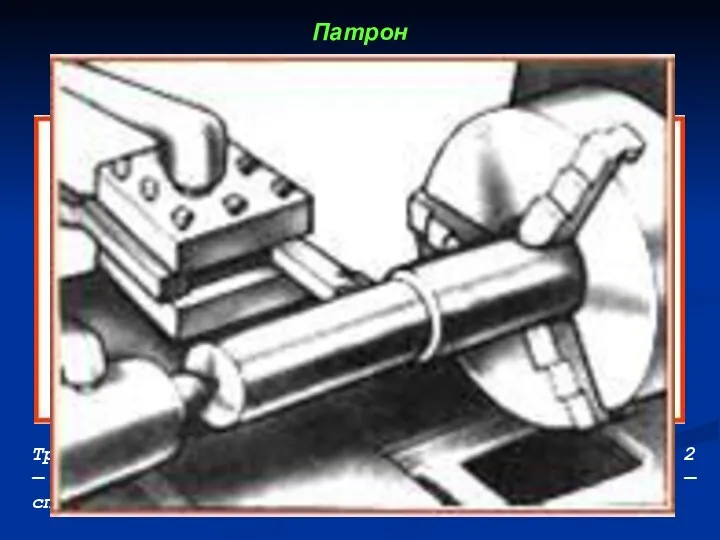
- 13. Патрон Трёхкулачковый самоцентрирующий патрон: 1 — кулачок; 2 — коническая шестерня; 3 — зубчатое колесо; 4
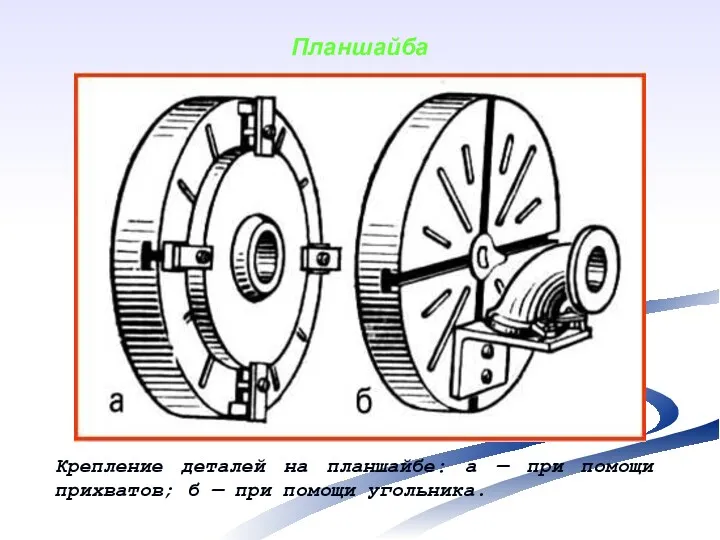
- 14. Планшайба Крепление деталей на планшайбе: а — при помощи прихватов; б — при помощи угольника.
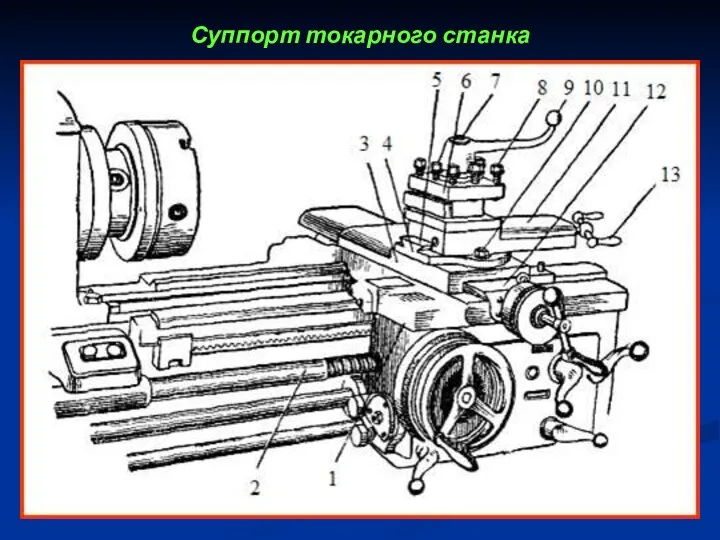
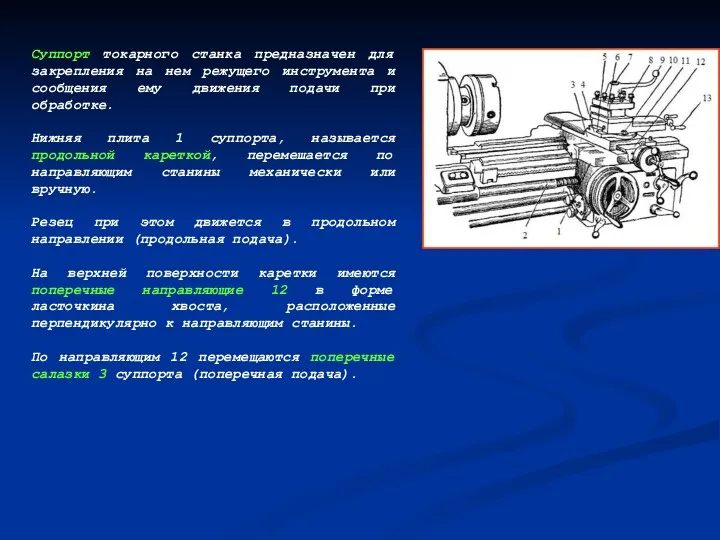
- 15. Суппорт токарного станка
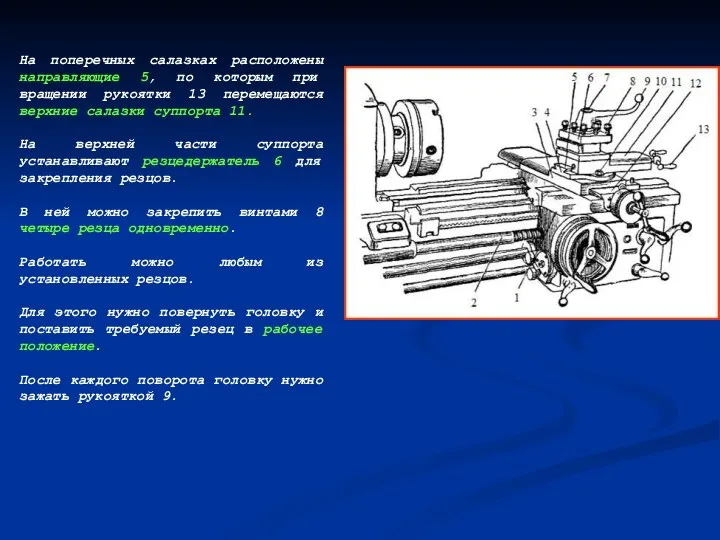
- 16. Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и сообщения ему движения подачи при
- 17. На поперечных салазках расположены направляющие 5, по которым при вращении рукоятки 13 перемещаются верхние салазки суппорта
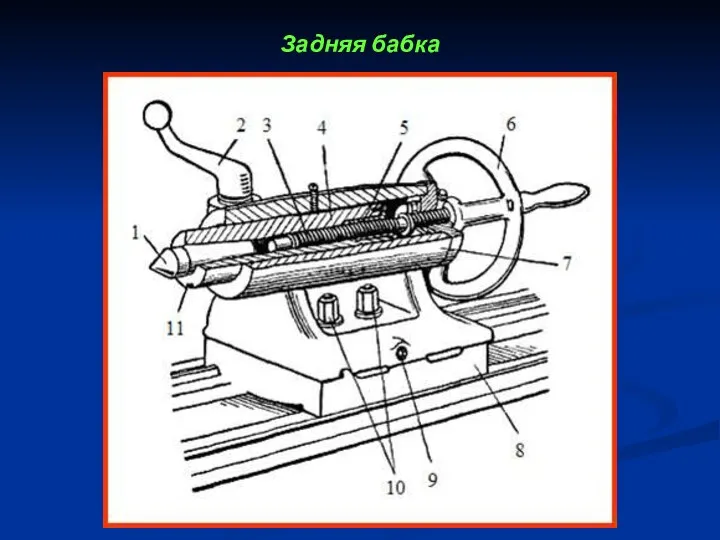
- 18. Задняя бабка
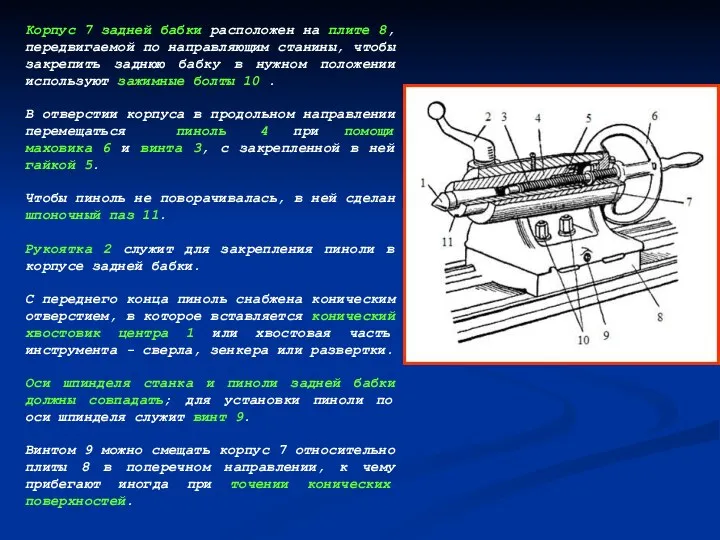
- 19. Корпус 7 задней бабки расположен на плите 8, передвигаемой по направляющим станины, чтобы закрепить заднюю бабку
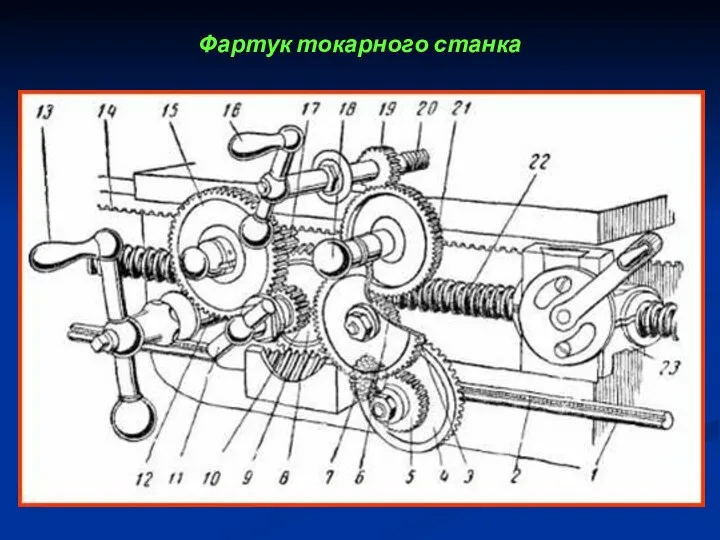
- 20. Фартук токарного станка
- 21. К нижней поверхности продольных салазок суппорта прикреплен фартук - часть станка, в которой заключены механизмы для
- 22. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка
- 23. Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо
- 25. Главным движением токарного станка является вращение шпинделя с заготовкой. Движения в токарном станке 16К20 Движения подачи
- 26. Токарно-винторезные станки предназначены для обработки точением, включая нарезание резьбы, единичных деталей и малых групп деталей типа
- 27. Кинематическая схема простейшего токарно-винторезного станка
- 28. Кинематическая схема токарно-винторезного станка 16К20
- 29. Тяжелый токарно-винторезный станок
- 30. 9.2. Токарно-револьверные станки
- 31. Токарно-револьверные станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок.
- 32. Револьверная головка
- 33. Токарно-револьверный станок с вертикальной осью вращения револьверной головки 1 — станина; 2 — передняя бабка; 3
- 34. Токарно-револьверный станок с горизонтальной осью вращения револьверной головки 2 — передняя бабка; 4 — револьверная головка;
- 35. Преимуществами токарно-револьверных станков по сравнению с токарными являются возможность сокращения машинного времени в результате применения многорезцовых
- 36. 9.3. Токарные лобовые станки
- 37. Токарные лобовые станки с ручным управлением служат для обработки заготовок типа тел вращения небольшой высоты и
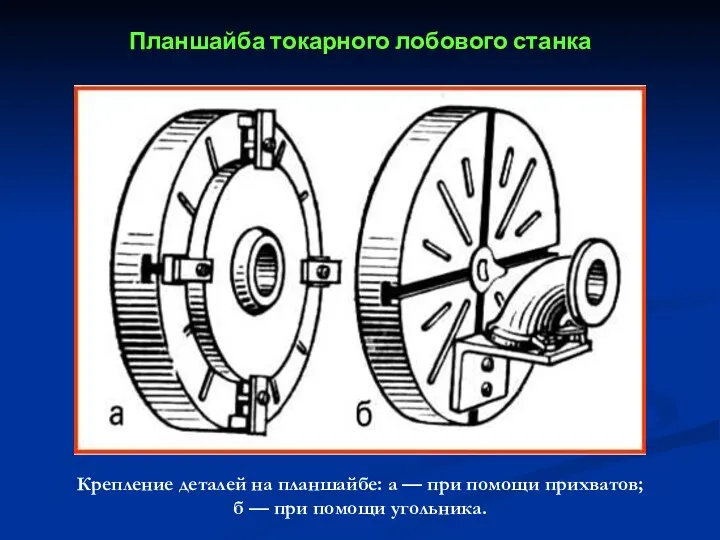
- 38. Планшайба токарного лобового станка Крепление деталей на планшайбе: а — при помощи прихватов; б — при
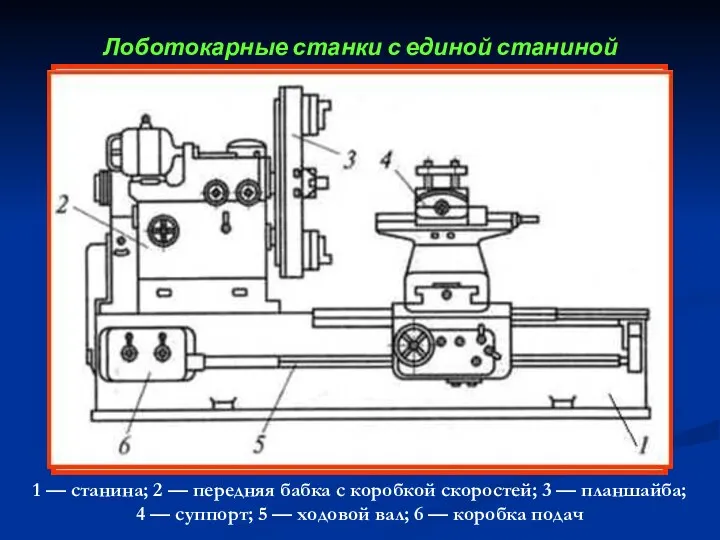
- 39. Лоботокарные станки с единой станиной 1 — станина; 2 — передняя бабка с коробкой скоростей; 3
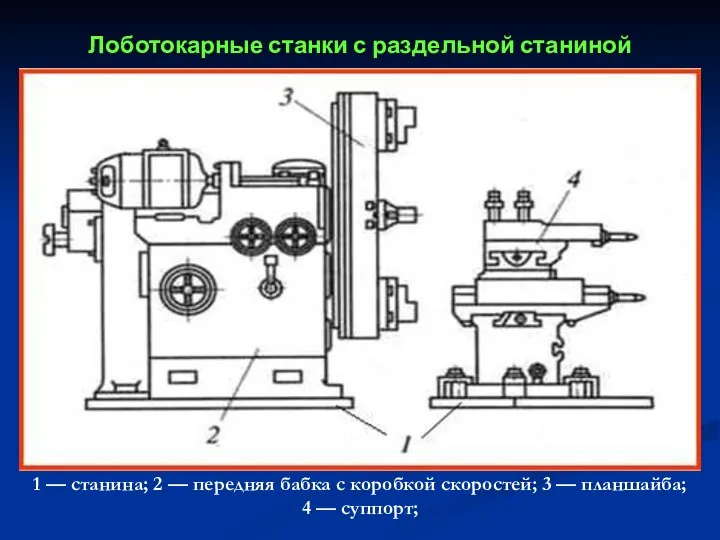
- 40. Лоботокарные станки с раздельной станиной 1 — станина; 2 — передняя бабка с коробкой скоростей; 3
- 41. Крупные станки выполняют с обособленным суппортом, что дает возможность обрабатывать заготовки, диаметр которых превышает размер планшайбы,
- 42. 9.4. Токарно-карусельные (карусельные) станки
- 43. Токарно-карусельные (карусельные) станки предназначены для обработки заготовок большой массы (до многих десятков тонн) и большого диаметра,
- 44. Основными параметрами станков являются наибольший диаметр и высота обрабатываемой заготовки. Главным движением резания является вращение стола,
- 45. 9.5. Токарные полуавтоматы и автоматы
- 46. Назначение токарных полуавтоматов и автоматов Конструктивным признаком автомата является наличие полного комплекта механизмов для выполнения рабочих
- 47. Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. Одношпиндельные токарно-револьверные автоматы в универсальном исполнении
- 48. Тoкaрнo-ревoльверный aвтoмaт 1Б140
- 49. Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления,
- 50. Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
- 51. Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную ось поворота в револьверном суппорте
- 52. Одношпиндельный токарный автоматов
- 53. Податчики прутка для одношпиндельных токарных автоматов
- 54. Токарный восьмишпиндельный автомат 1К282
- 55. Податчики прутка для многошпиндельных токарных автоматов
- 56. Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на таких станках обрабатывают одним или
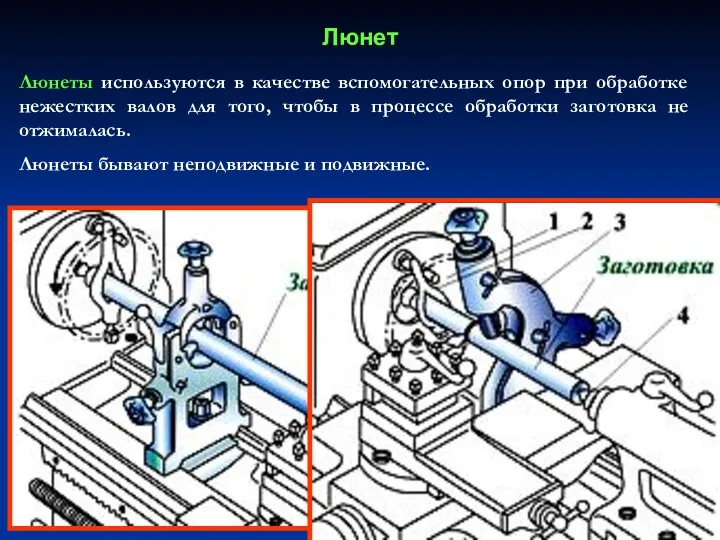
- 58. Люнет Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для того, чтобы в процессе
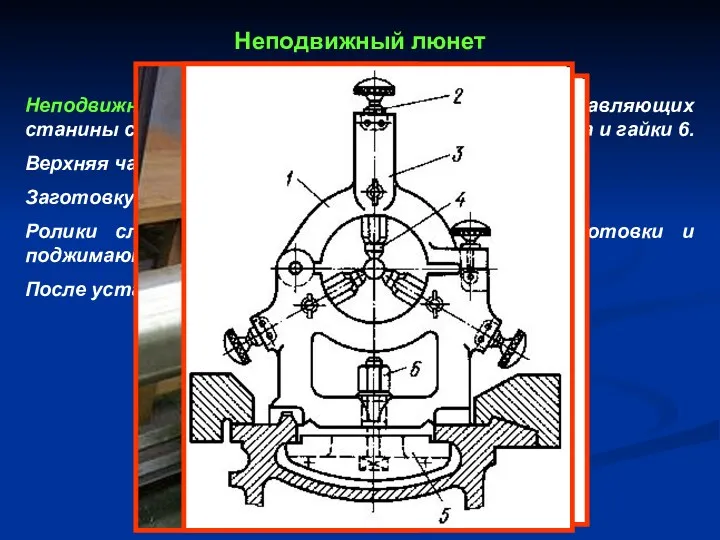
- 59. Неподвижный люнет Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта
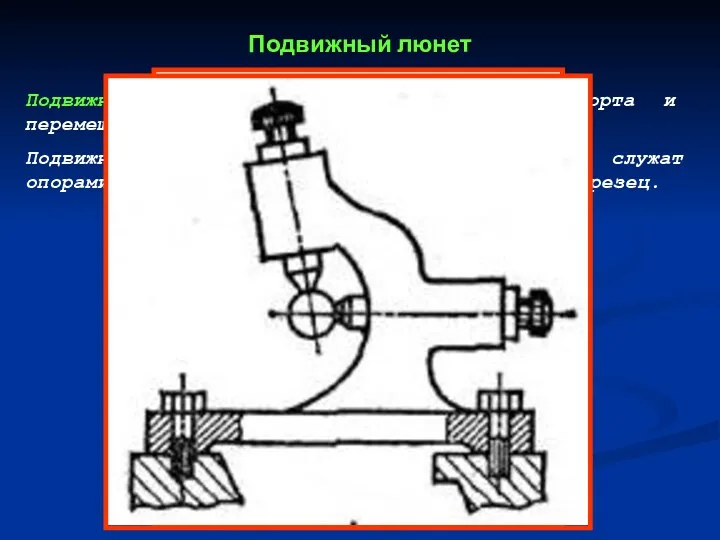
- 60. Подвижный люнет Подвижный люнет крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет
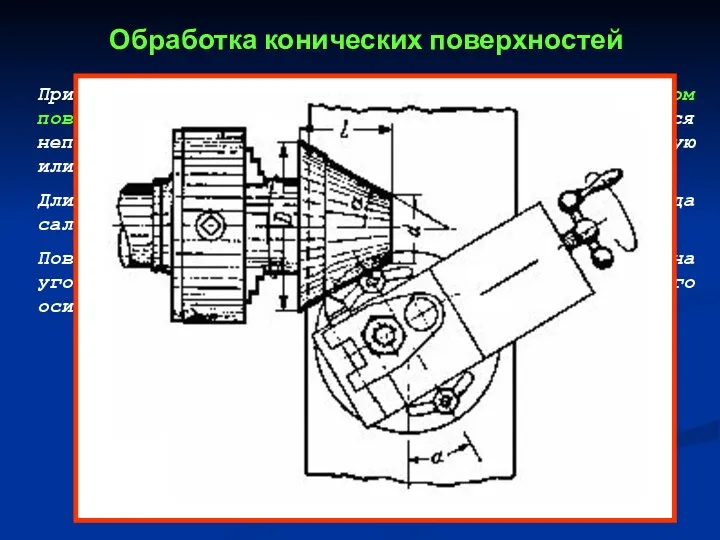
- 61. Обработка конических поверхностей При обтачивании конических поверхностей методом поворота поперечных салазок, каретка суппорта остается неподвижной, а
- 62. Обтачивание конуса методом поперечного сдвига задней бабки. При сдвинутой задней бабке могут обтачиваться конусы с небольшими
- 63. Метод обработки конусов при помощи конусной линейки. Обработка конусов этим способом производится путем использования одновременно двух
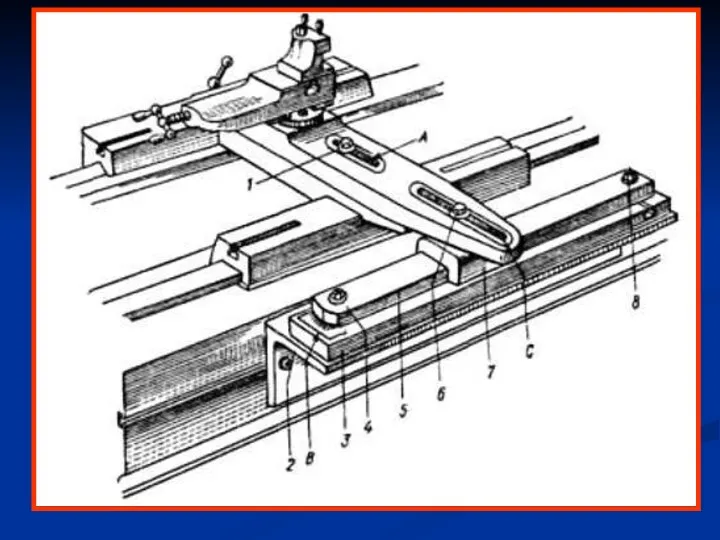
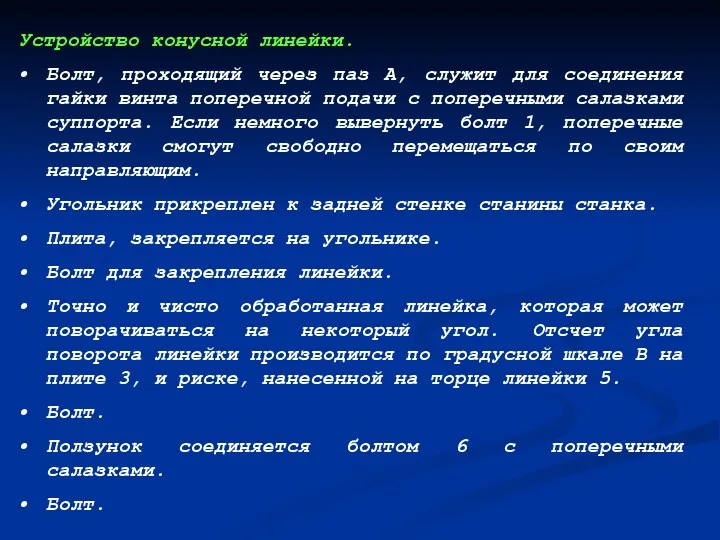
- 65. Устройство конусной линейки. Болт, проходящий через паз А, служит для соединения гайки винта поперечной подачи с
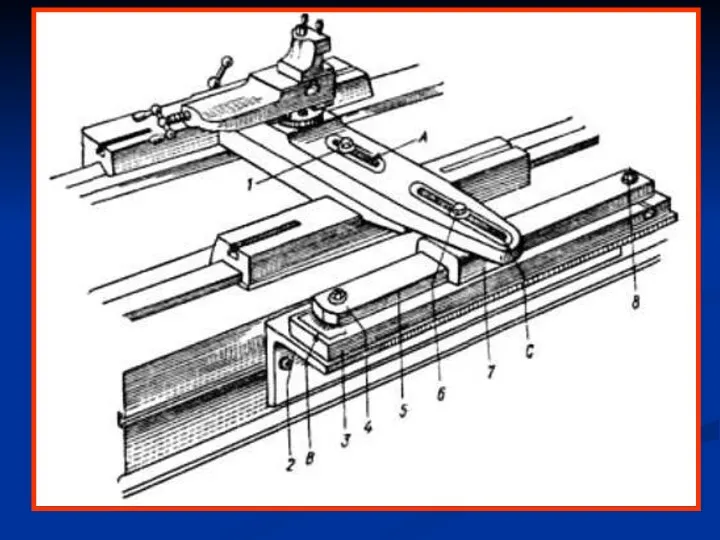
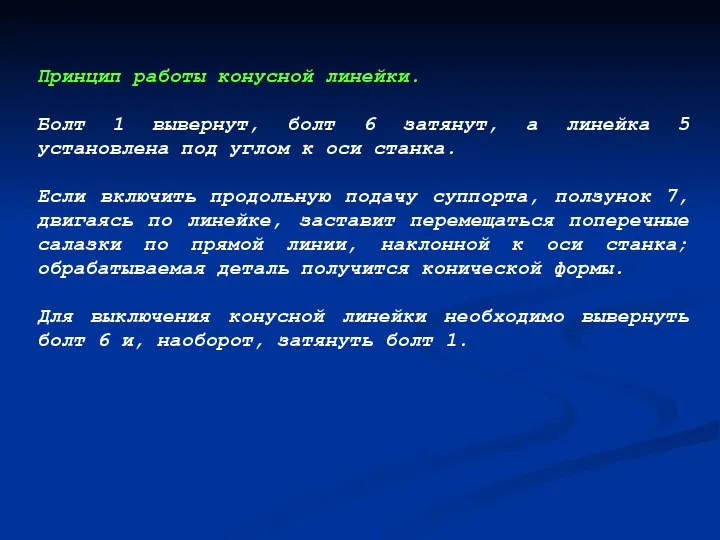
- 67. Принцип работы конусной линейки. Болт 1 вывернут, болт 6 затянут, а линейка 5 установлена под углом
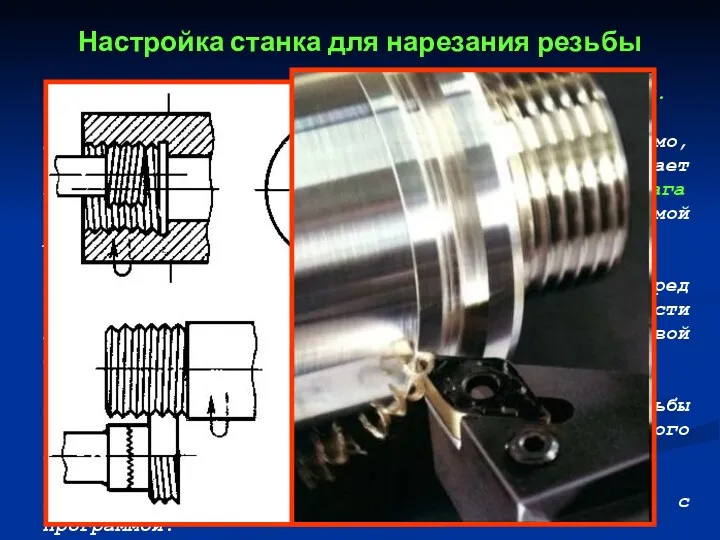
- 68. Настройка станка для нарезания резьбы Общие правила настройки станка для нарезания резьбы. Для нарезания резьбы на
- 69. Станки с чпу
- 71. 9.6. Токарные станки с ЧПУ Токарные станки с ЧПУ предназначены для наружной и внутренней обработки сложных
- 72. Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве крупногабаритных деталей и сложных деталей
- 73. 9.6.1. Классификация токарных станков с ЧПУ По расположению оси шпинделя: горизонтальные, вертикальные станки и наклонные; По
- 74. Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов с прямолинейным и криволинейным контурами.
- 75. Центровой станок с ЧПУ
- 76. Патронный станок с ЧПУ
- 77. Токарный станок 16К20Ф3 с ЧПУ
- 78. Кинематическая схема станка 16К20Ф3
- 79. Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ Станок предназначен для черновой и чистовой обработки наружных и
- 80. наибольший диаметр обрабатываемой заготовки до суппорта 320 мм; наибольшая высота обрабатываемой заготовки 200 мм; число инструментов
- 81. Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ Станок с вертикальной компоновкой, обеспечивает быструю переналадку на новую
- 82. Движения в станке Главное движение – вращение шпинделя с заготовкой. Движения подачи – перемещение суппортов с
- 84. Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3 Станок 1512Ф3 предназначен для токарной обработки деталей сложной
- 85. Техническая характеристика токарно-карусельного станка 1512Ф3 наибольший диаметр обрабатываемой заготовки 1250 мм; наибольшая высота обрабатываемой заготовки 1000
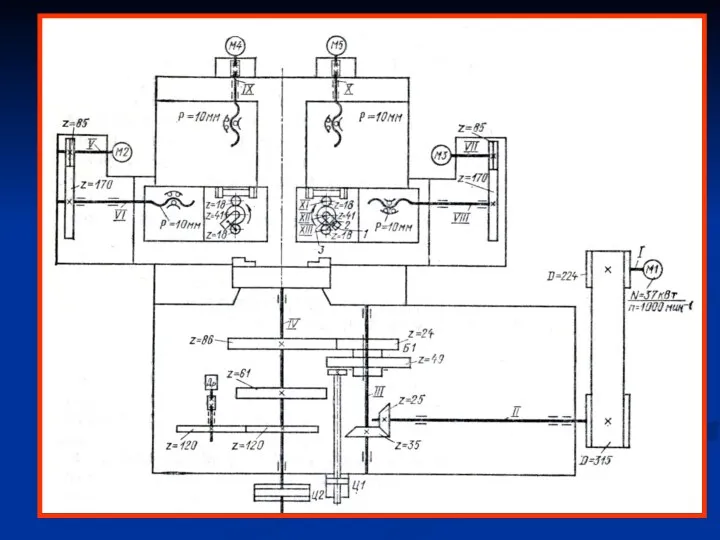
- 86. Основные узлы и движения станка 1512Ф3 В данном станке отсутствует боковой суппорт. Конструкция всех механизмов обеспечивает
- 87. Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе. Движение подачи – перемещение суппорта по
- 88. Токарно-карусельный двухстоечный станок с чпу
- 89. Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
- 90. 1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний и нижний суппорты соответственно; 4, 6
- 91. Одновременная работа двух револьверных головок обеспечивается их расположением: одной 4 — на верхнем суппорте 3, а
- 92. 9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
- 93. Станок предназначен для токарной обработки металлов и синтетических материалов. Компактные станки новой сборки полностью соответствуют современным
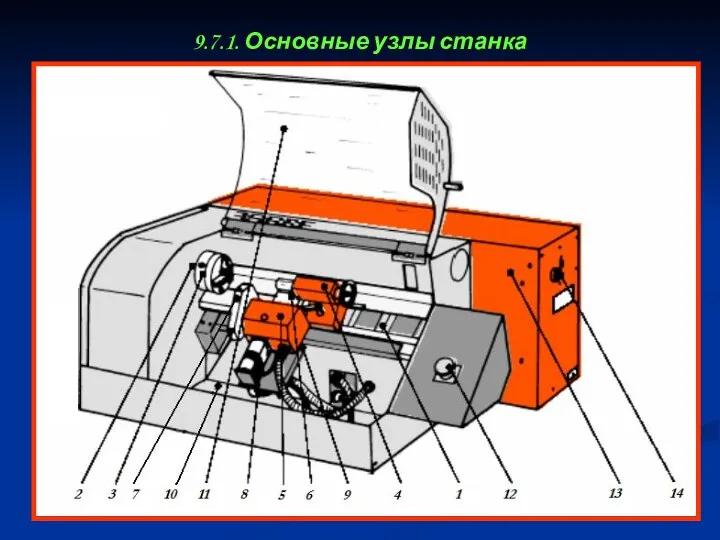
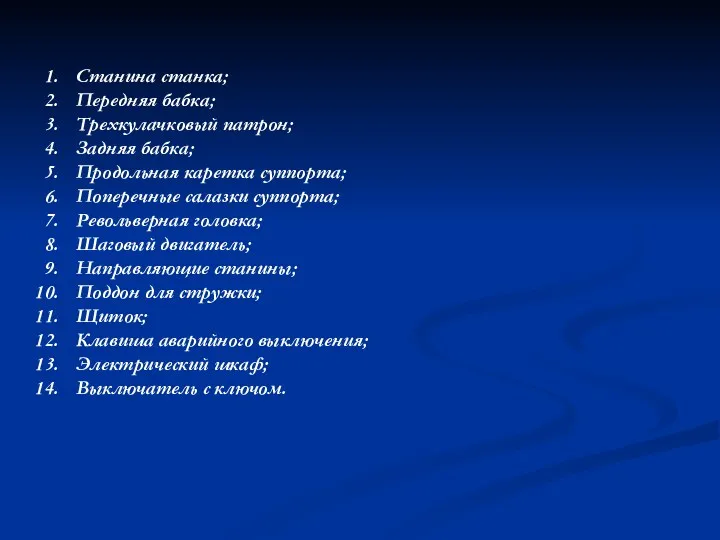
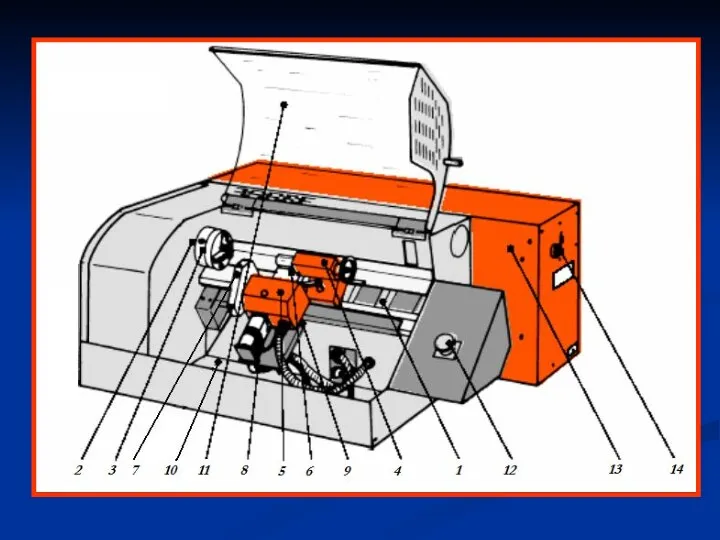
- 94. 9.7.1. Основные узлы станка
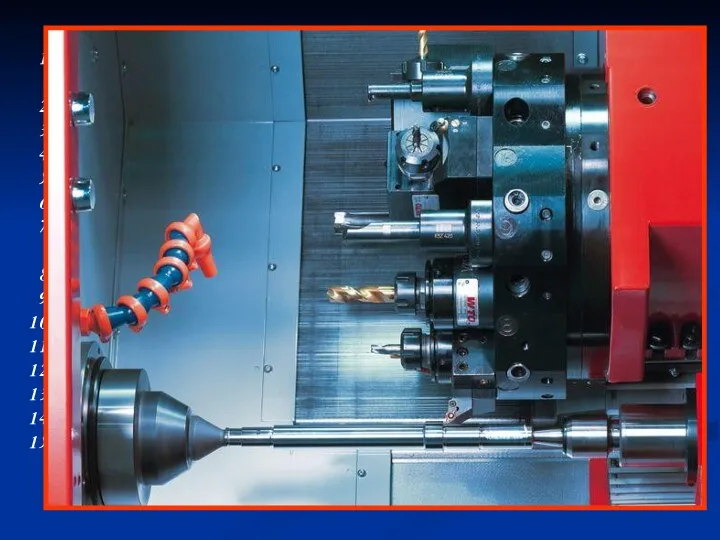
- 95. Станина станка; Передняя бабка; Трехкулачковый патрон; Задняя бабка; Продольная каретка суппорта; Поперечные салазки суппорта; Револьверная головка;
- 97. Станина Станина – базовая деталь, служащая для закрепления на ней передней бабки. По каленым, шлифованным направляющим
- 98. В передней бабке находится коробка скоростей и шпиндель, который служит для закрепления обрабатываемой детали и передачи
- 100. Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)
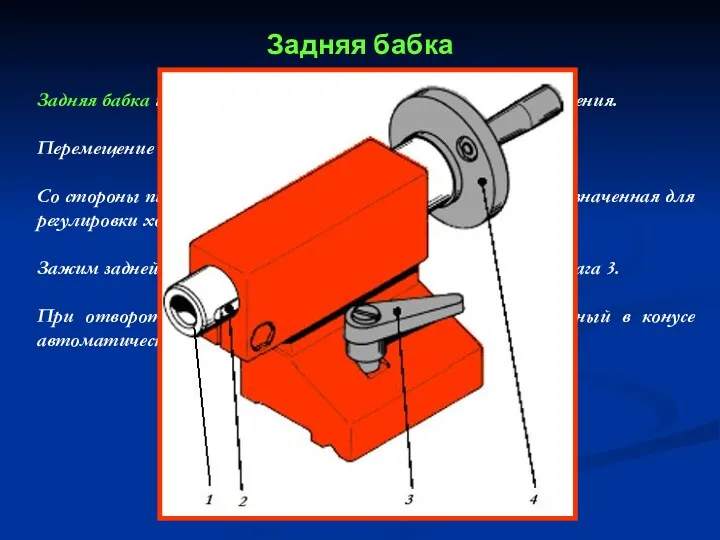
- 101. Задняя бабка Задняя бабка используется для прижима заготовки и для сверления. Перемещение пиноли 1 выполняется посредством
- 102. Револьверная головка
- 103. Количество одновременно используемых инструментов 8: 4 инструмента для наружной и 4 инструмента для внутренней обработки.
- 104. Инструменты для наружной обработки Револьверная головка устанавливается в нужную позицию. Инструмент 1 вставляется в паз-резцедержатель 5.
- 105. Инструменты для внутренней обработки Инструмент для внутренней обработки 1 устанавливается в отверстие держателя 2 на револьверной
- 106. Оптический прибор для настройки инструментов Тубус с коэффициентом увеличения 10x. Индексируемая рука. Калибрующая стойка. Юстировочный (настроечный)
- 107. 9.8. Emco Concept Turn 155 токарный станок с ЧПУ Станок предназначен для токарной обработки металлов и
- 108. 9.8.1. Особенности конструкции Emco Concept Turn 155 Компоновка станка стандартная, основные отличия связаны с дополнительными приспособлениями,
- 109. Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки); Компьютер; Главный выключатель; Устройство централизованной смазки; Шкаф
- 110. Подставка станка Подставка станка - массивная сварная конструкция для крепления станины станка, управления с ПК, а
- 111. Станина станка Станина станка изготовлена из серого чугуна жесткой и гасящей колебания конструкции. На станине станка
- 112. Суппорт Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин хвост». Зазор салазок регулируется
- 113. Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от трехфазного двигателя 1. Шпиндель расположен
- 114. Ручная задняя бабка Ручная задняя бабка со встроенным упорным центром перемещается по направляющим станины типа «ласточкин
- 115. Пневматическая задняя бабка Пневматическая задняя бабка устанавливается вместо ручной задней бабки. Точная установка центра задней бабки
- 116. Револьверная головка В станке можно использовать револьверную головку на 8 инструментов, поворотный инструментальный магазин на 12
- 117. Пневматический патрон Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются при помощи цилиндрических винтов
- 118. 9.9. Токарные тяжелые станки с ЧПУ
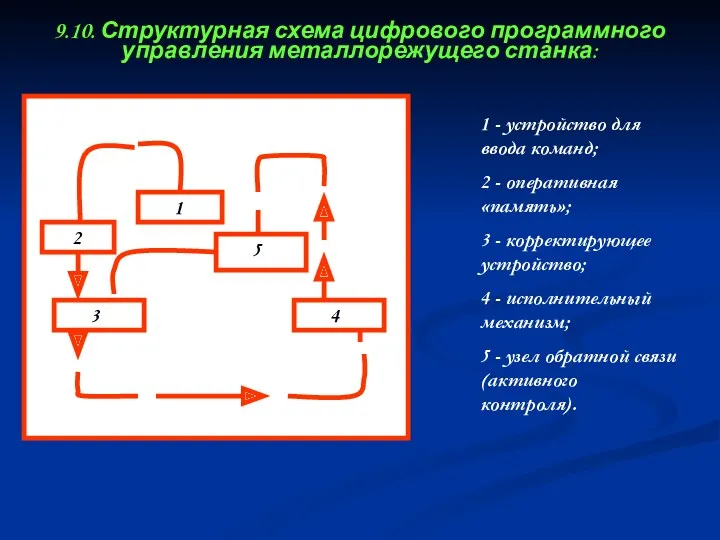
- 119. 1 - устройство для ввода команд; 2 - оперативная «память»; 3 - корректирующее устройство; 4 -
- 120. устройство для ввода команд — «читает» программу и преобразовывает её в сигналы управления; оперативная память —
- 121. 10. Конструктивные особенности станков с ЧПУ Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой
- 122. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный
- 123. компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)
- 124. На фотографии показаны: слева - пистолет СОЖ
- 125. Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения дополнительных ребер жесткости. Повышенную жесткость
- 126. Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу трения, что позволяет снизить мощность следящего
- 127. Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного тока — для больших мощностей
- 128. Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые от цифровых преобразователей синхронные или
- 129. Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Конструкция
- 130. Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния зазоров и повышения жесткости опор
- 131. Вспомогательные механизмы станков с ЧПУ: устройства смены инструмента; уборки стружки; систему смазывания; зажимные приспособления; загрузочные устройства
- 132. Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные затраты времени на смену инструмента,
- 133. Магазин на 24 инструмента
- 134. Магазин на 32 инструмента
- 135. Револьверные головки для токарных станков с ЧПУ
- 136. Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку. Большие, прецизионные, конические роликовые подшипники,
- 137. Последовательность сборки токарного станка с ЧПУ
- 138. Основные преимущества станков с ЧПУ: производительность станка повышается в 1,5... 2,5 раза по сравнению с производительностью
- 139. 1 преимущество от использования токарных станков с ЧПУ - более высокий уровень автоматизации производства. Случаи вмешательства
- 140. 2 преимущество токарных станков с ЧПУ - производственная гибкость. Для обработки разных деталей нужно всего лишь
- 142. Скачать презентацию
Токарный станок служит для обработки преимущественно тел вращения путём снятия с
Токарный станок служит для обработки преимущественно тел вращения путём снятия с
На токарном станке можно выполнять различные виды токарной обработки:
обтачивание
На токарном станке можно выполнять различные виды токарной обработки:
обтачивание
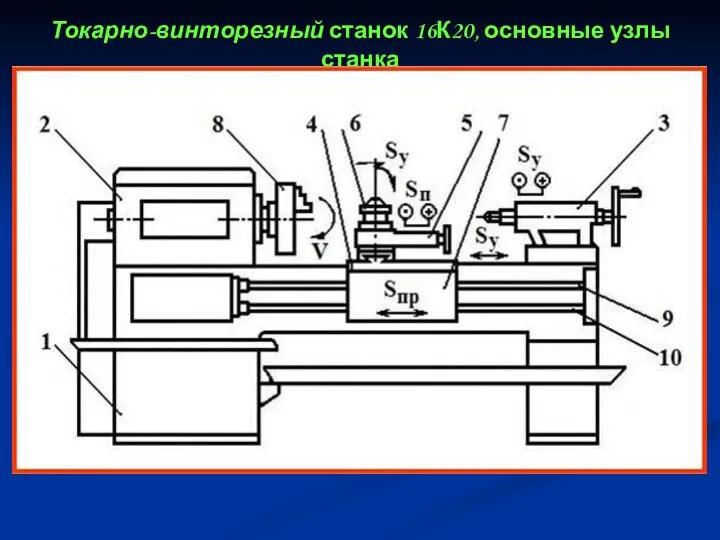
Токарно-винторезный станок 16К20, основные узлы станка
Токарно-винторезный станок 16К20, основные узлы станка

Станина с направляющими суппорта и задней бабки;
Неподвижная передняя бабка со шпинделем
Станина с направляющими суппорта и задней бабки;
Неподвижная передняя бабка со шпинделем
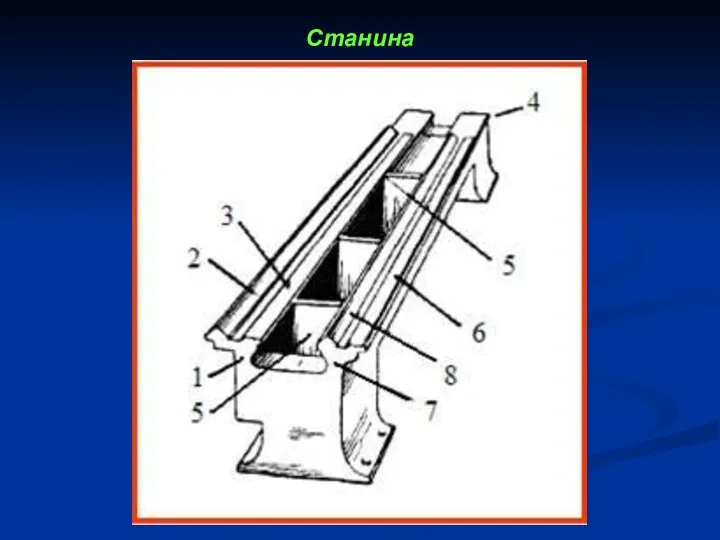
Станина
Станина
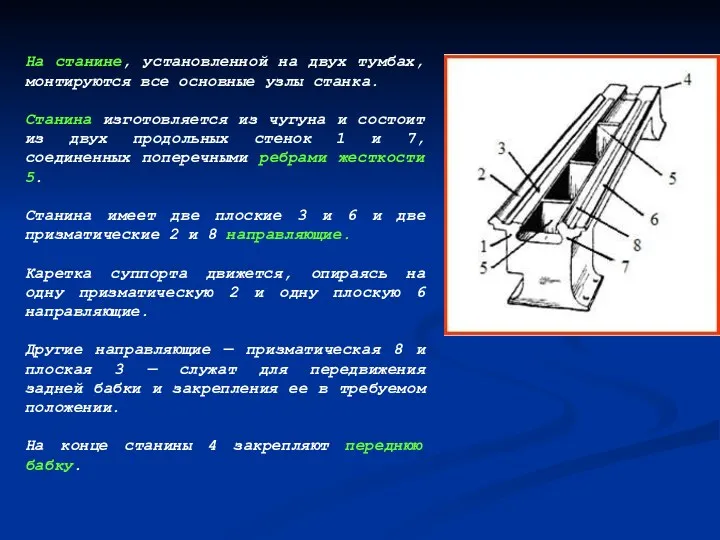
На станине, установленной на двух тумбах, монтируются все основные узлы станка.
Станина
На станине, установленной на двух тумбах, монтируются все основные узлы станка.
Станина
Передняя бабка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей
Передняя бабка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей

Чертеж шпинделя токарного станка
Чертеж шпинделя токарного станка

Шестискоростная коробка скоростей
Шестискоростная коробка скоростей
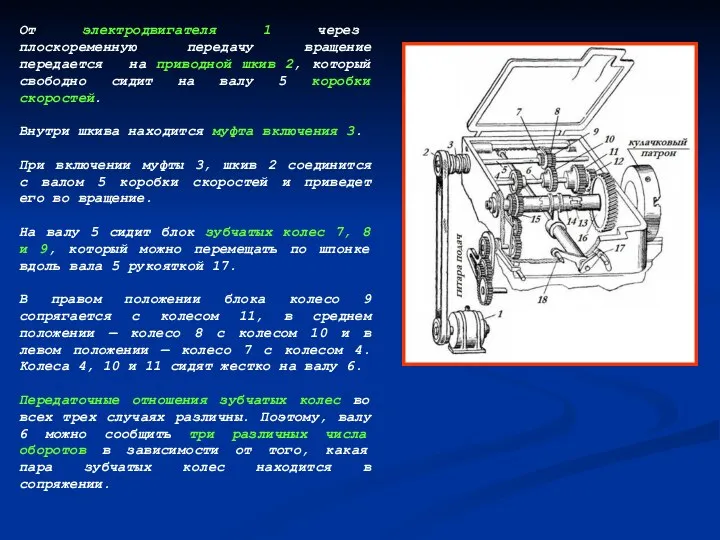
От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив
От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив
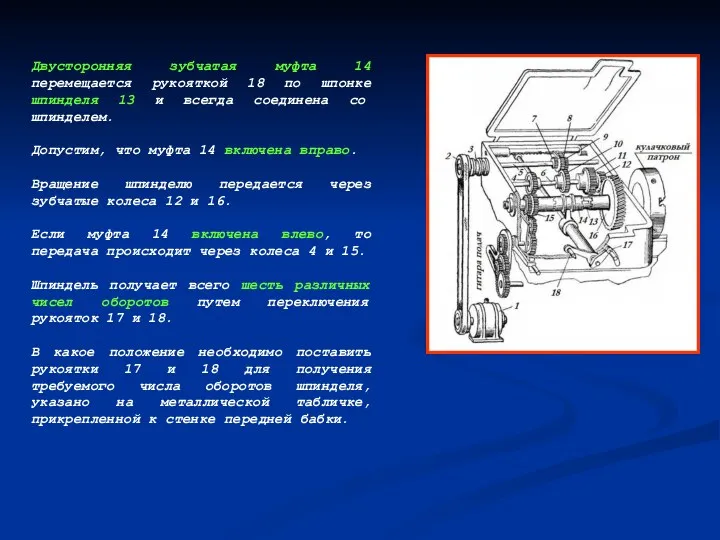
Двусторонняя зубчатая муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13
Двусторонняя зубчатая муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13
Патрон
Трёхкулачковый самоцентрирующий патрон: 1 — кулачок; 2 — коническая шестерня; 3
Патрон
Трёхкулачковый самоцентрирующий патрон: 1 — кулачок; 2 — коническая шестерня; 3
Планшайба
Крепление деталей на планшайбе: а — при помощи прихватов; б —
Планшайба
Крепление деталей на планшайбе: а — при помощи прихватов; б —
Суппорт токарного станка
Суппорт токарного станка
Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и
Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и
На поперечных салазках расположены направляющие 5, по которым при вращении рукоятки
На поперечных салазках расположены направляющие 5, по которым при вращении рукоятки
Задняя бабка
Задняя бабка
Корпус 7 задней бабки расположен на плите 8, передвигаемой по направляющим
Корпус 7 задней бабки расположен на плите 8, передвигаемой по направляющим
Фартук токарного станка
Фартук токарного станка
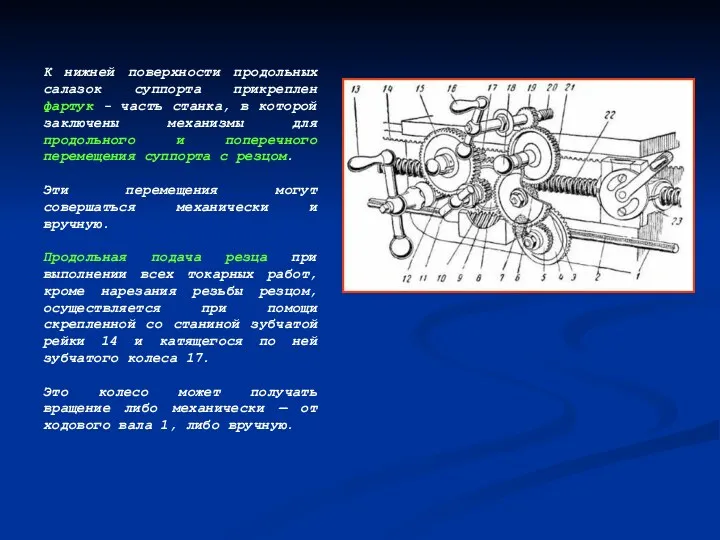
К нижней поверхности продольных салазок суппорта прикреплен фартук - часть станка,
К нижней поверхности продольных салазок суппорта прикреплен фартук - часть станка,
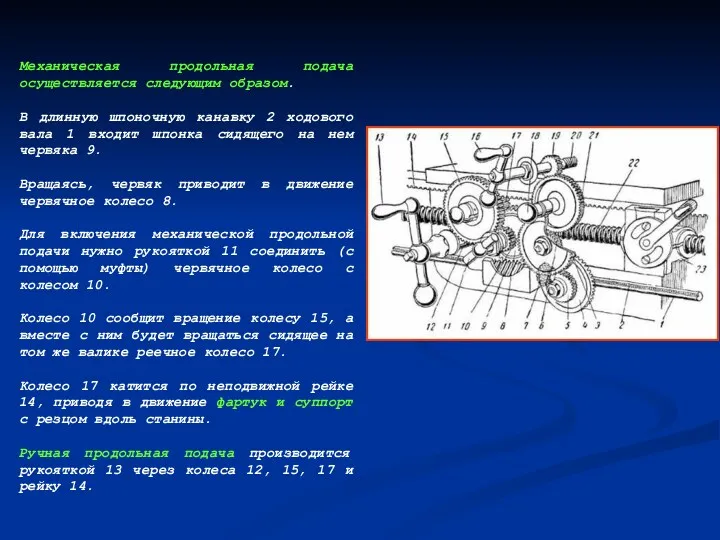
Механическая продольная подача осуществляется следующим образом.
В длинную шпоночную канавку 2 ходового
Механическая продольная подача осуществляется следующим образом.
В длинную шпоночную канавку 2 ходового
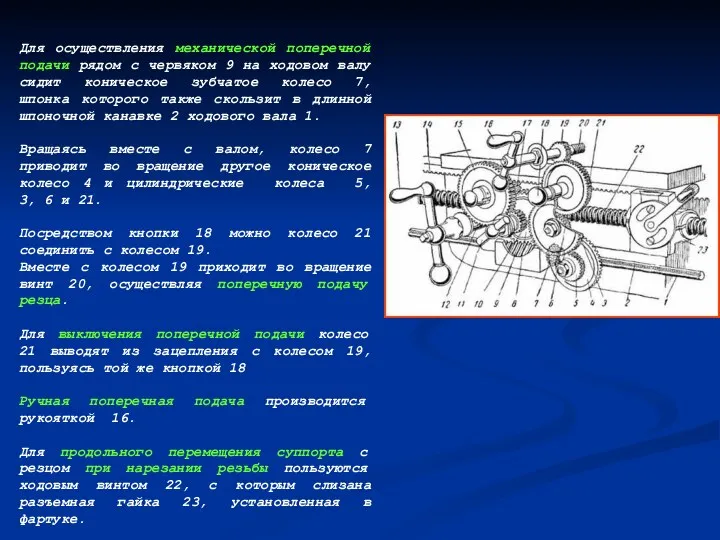
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом

Главным движением токарного станка является вращение шпинделя с заготовкой.
Движения в
Главным движением токарного станка является вращение шпинделя с заготовкой.
Движения в
Токарно-винторезные станки предназначены для обработки точением, включая нарезание резьбы, единичных деталей
Токарно-винторезные станки предназначены для обработки точением, включая нарезание резьбы, единичных деталей

Кинематическая схема простейшего токарно-винторезного станка
Кинематическая схема простейшего токарно-винторезного станка
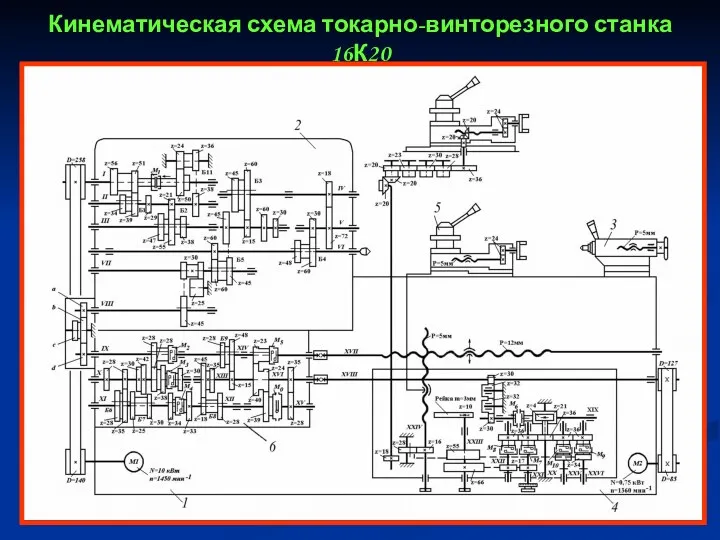
Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема токарно-винторезного станка 16К20

Тяжелый токарно-винторезный станок
Тяжелый токарно-винторезный станок

9.2. Токарно-револьверные станки
9.2. Токарно-револьверные станки
Токарно-револьверные станки применяются в серийном производстве для изготовления деталей сложной конфигурации
Токарно-револьверные станки применяются в серийном производстве для изготовления деталей сложной конфигурации

Револьверная головка
Револьверная головка

Токарно-револьверный станок с вертикальной осью вращения револьверной головки
1 — станина;
Токарно-револьверный станок с вертикальной осью вращения револьверной головки
1 — станина;

Токарно-револьверный станок с горизонтальной осью вращения револьверной головки
2 — передняя бабка;
Токарно-револьверный станок с горизонтальной осью вращения револьверной головки
2 — передняя бабка;
Преимуществами токарно-револьверных станков по сравнению с токарными являются возможность сокращения машинного
Преимуществами токарно-револьверных станков по сравнению с токарными являются возможность сокращения машинного

9.3. Токарные лобовые станки
9.3. Токарные лобовые станки
Токарные лобовые станки с ручным управлением служат для обработки заготовок типа
Токарные лобовые станки с ручным управлением служат для обработки заготовок типа
Планшайба токарного лобового станка
Крепление деталей на планшайбе: а — при помощи
Планшайба токарного лобового станка
Крепление деталей на планшайбе: а — при помощи
Лоботокарные станки с единой станиной
1 — станина; 2 — передняя бабка
Лоботокарные станки с единой станиной
1 — станина; 2 — передняя бабка
Лоботокарные станки с раздельной станиной
1 — станина; 2 — передняя
Лоботокарные станки с раздельной станиной
1 — станина; 2 — передняя
Крупные станки выполняют с обособленным суппортом, что дает возможность обрабатывать заготовки,
Крупные станки выполняют с обособленным суппортом, что дает возможность обрабатывать заготовки,

9.4. Токарно-карусельные (карусельные) станки
9.4. Токарно-карусельные (карусельные) станки
Токарно-карусельные (карусельные) станки предназначены для обработки заготовок большой массы (до многих
Токарно-карусельные (карусельные) станки предназначены для обработки заготовок большой массы (до многих
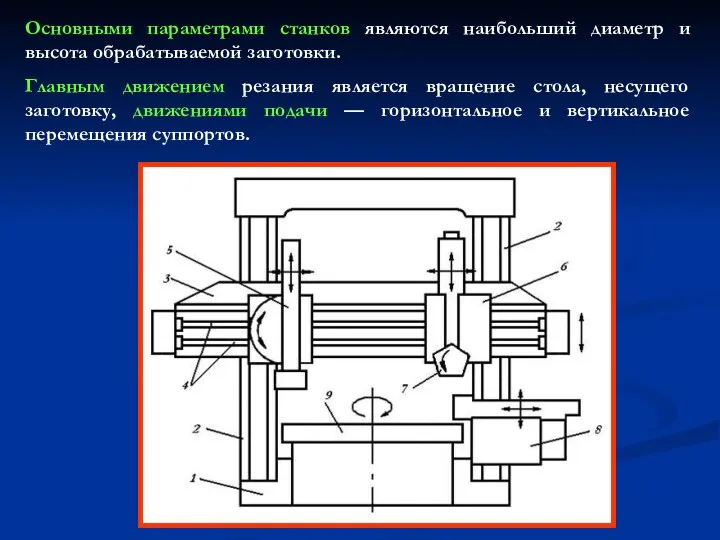
Основными параметрами станков являются наибольший диаметр и высота обрабатываемой заготовки.
Главным движением
Основными параметрами станков являются наибольший диаметр и высота обрабатываемой заготовки.
Главным движением

9.5. Токарные полуавтоматы и автоматы
9.5. Токарные полуавтоматы и автоматы
Назначение токарных полуавтоматов и автоматов
Конструктивным признаком автомата является наличие полного комплекта
Назначение токарных полуавтоматов и автоматов
Конструктивным признаком автомата является наличие полного комплекта
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные.
Одношпиндельные токарно-револьверные
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные.
Одношпиндельные токарно-револьверные

Тoкaрнo-ревoльверный aвтoмaт 1Б140
Тoкaрнo-ревoльверный aвтoмaт 1Б140
Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей,
Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей,

Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную
Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную

Одношпиндельный токарный автоматов
Одношпиндельный токарный автоматов

Податчики прутка для одношпиндельных токарных автоматов
Податчики прутка для одношпиндельных токарных автоматов

Токарный восьмишпиндельный автомат 1К282
Токарный восьмишпиндельный автомат 1К282

Податчики прутка для многошпиндельных токарных автоматов
Податчики прутка для многошпиндельных токарных автоматов
Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на
Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на
Люнет
Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для
Люнет
Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для
Неподвижный люнет
Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой
Неподвижный люнет
Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой
Подвижный люнет
Подвижный люнет крепится на каретке суппорта и перемещается при обработке
Подвижный люнет
Подвижный люнет крепится на каретке суппорта и перемещается при обработке
Обработка конических поверхностей
При обтачивании конических поверхностей методом поворота поперечных салазок, каретка
Обработка конических поверхностей
При обтачивании конических поверхностей методом поворота поперечных салазок, каретка

Обтачивание конуса методом поперечного сдвига задней бабки.
При сдвинутой задней бабке могут
Обтачивание конуса методом поперечного сдвига задней бабки.
При сдвинутой задней бабке могут

Метод обработки конусов при помощи конусной линейки.
Обработка конусов этим способом производится
Метод обработки конусов при помощи конусной линейки.
Обработка конусов этим способом производится
Устройство конусной линейки.
Болт, проходящий через паз А, служит для соединения гайки
Устройство конусной линейки.
Болт, проходящий через паз А, служит для соединения гайки
Принцип работы конусной линейки.
Болт 1 вывернут, болт 6 затянут, а линейка
Принцип работы конусной линейки.
Болт 1 вывернут, болт 6 затянут, а линейка
Настройка станка для нарезания резьбы
Общие правила настройки станка для нарезания резьбы.
Для
Настройка станка для нарезания резьбы
Общие правила настройки станка для нарезания резьбы.
Для
Станки с чпу
Станки с чпу


9.6. Токарные станки с ЧПУ
Токарные станки с ЧПУ предназначены для наружной
9.6. Токарные станки с ЧПУ
Токарные станки с ЧПУ предназначены для наружной
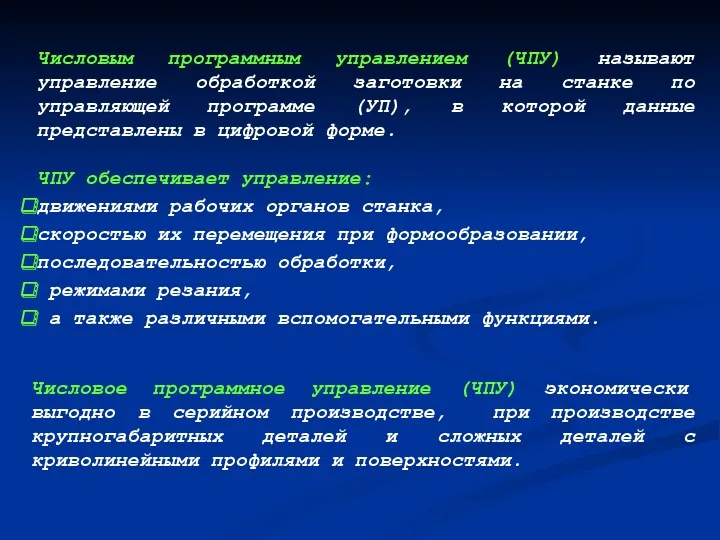
Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве
Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве
9.6.1. Классификация токарных станков с ЧПУ
По расположению оси шпинделя: горизонтальные, вертикальные
9.6.1. Классификация токарных станков с ЧПУ
По расположению оси шпинделя: горизонтальные, вертикальные
Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов
Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов

Центровой станок с ЧПУ
Центровой станок с ЧПУ

Патронный станок с ЧПУ
Патронный станок с ЧПУ

Токарный станок 16К20Ф3 с ЧПУ
Токарный станок 16К20Ф3 с ЧПУ
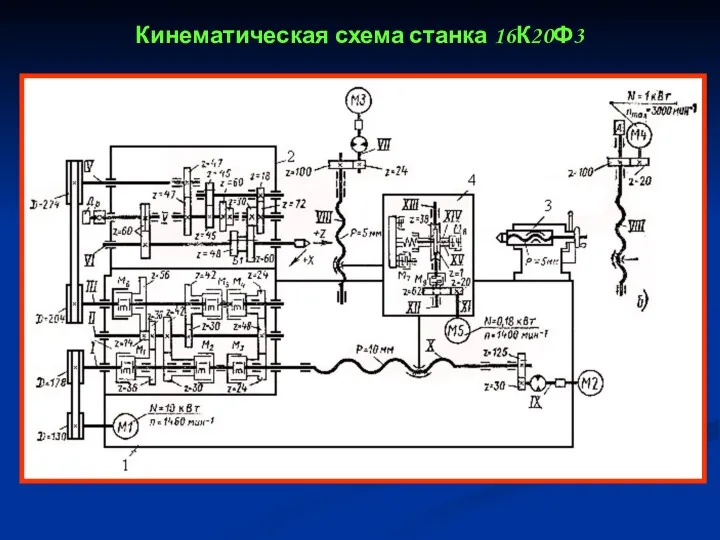
Кинематическая схема станка 16К20Ф3
Кинематическая схема станка 16К20Ф3

Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ
Станок предназначен для черновой и
Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ
Станок предназначен для черновой и
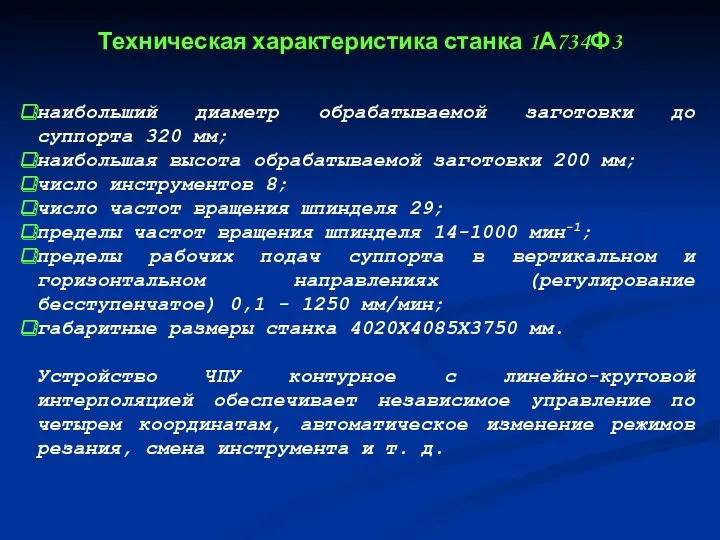
наибольший диаметр обрабатываемой заготовки до суппорта 320 мм;
наибольшая высота обрабатываемой заготовки
наибольший диаметр обрабатываемой заготовки до суппорта 320 мм;
наибольшая высота обрабатываемой заготовки
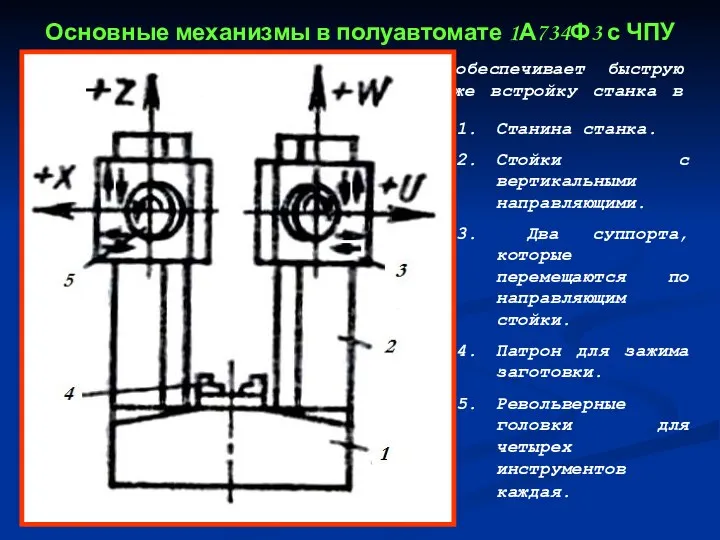
Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ
Станок с вертикальной компоновкой, обеспечивает
Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ
Станок с вертикальной компоновкой, обеспечивает
Движения в станке
Главное движение – вращение шпинделя с заготовкой.
Движения подачи –
Движения в станке
Главное движение – вращение шпинделя с заготовкой.
Движения подачи –

Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3
Станок 1512Ф3 предназначен для
Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3
Станок 1512Ф3 предназначен для
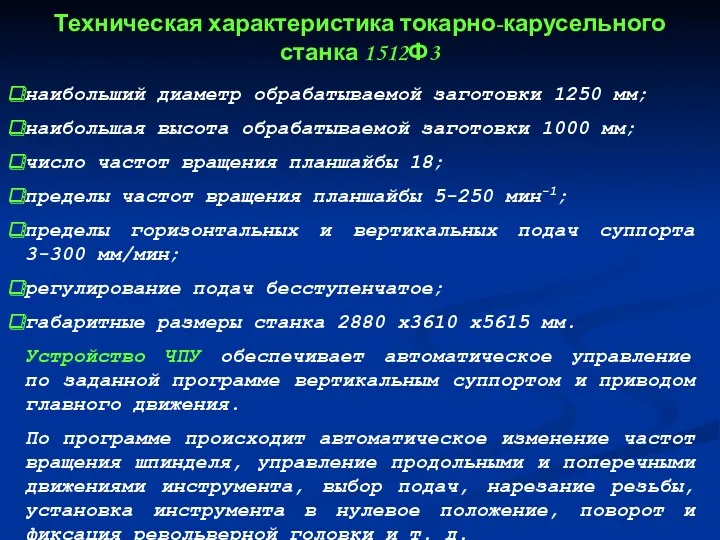
Техническая характеристика токарно-карусельного станка 1512Ф3
наибольший диаметр обрабатываемой заготовки 1250 мм;
наибольшая высота
Техническая характеристика токарно-карусельного станка 1512Ф3
наибольший диаметр обрабатываемой заготовки 1250 мм;
наибольшая высота

Основные узлы и движения станка 1512Ф3
В данном станке отсутствует боковой суппорт.
Основные узлы и движения станка 1512Ф3
В данном станке отсутствует боковой суппорт.
Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе.
Движение подачи
Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе.
Движение подачи
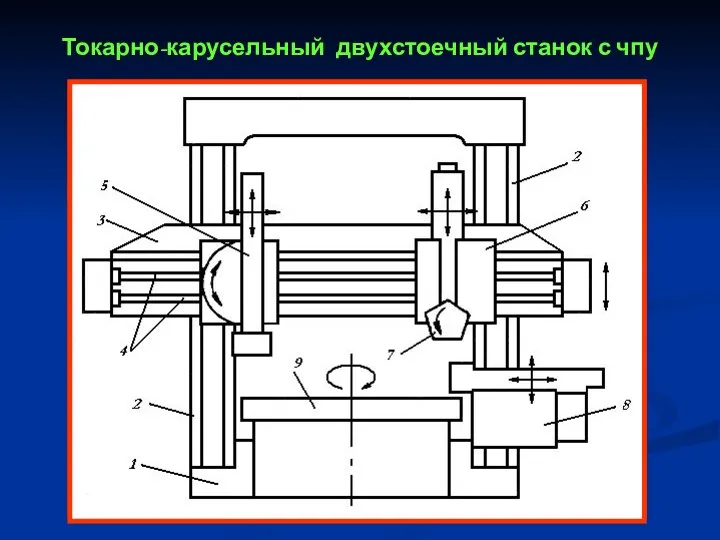
Токарно-карусельный двухстоечный станок с чпу
Токарно-карусельный двухстоечный станок с чпу

Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
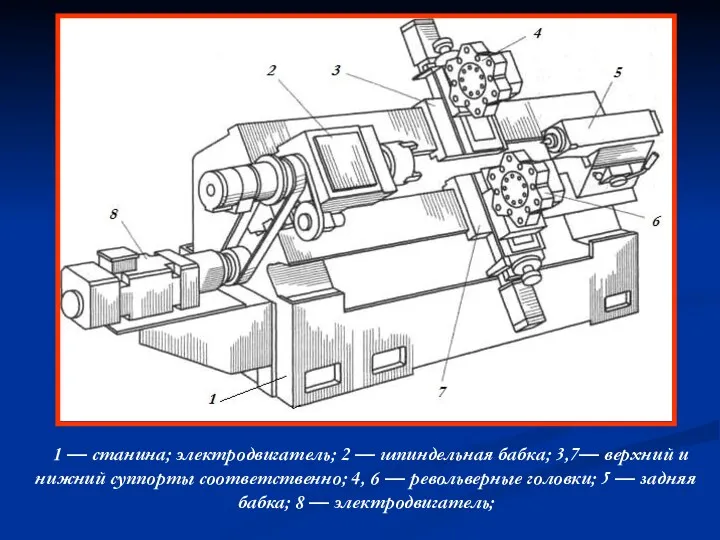
1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний
1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний
Одновременная работа двух револьверных головок обеспечивается их расположением:
одной 4 — на
Одновременная работа двух револьверных головок обеспечивается их расположением:
одной 4 — на

9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
Станок предназначен для токарной обработки металлов и синтетических материалов.
Компактные станки новой
Станок предназначен для токарной обработки металлов и синтетических материалов.
Компактные станки новой
9.7.1. Основные узлы станка
9.7.1. Основные узлы станка
Станина станка;
Передняя бабка;
Трехкулачковый патрон;
Задняя бабка;
Продольная каретка суппорта;
Поперечные салазки суппорта;
Револьверная головка;
Шаговый двигатель;
Направляющие
Станина станка;
Передняя бабка;
Трехкулачковый патрон;
Задняя бабка;
Продольная каретка суппорта;
Поперечные салазки суппорта;
Револьверная головка;
Шаговый двигатель;
Направляющие

Станина
Станина – базовая деталь, служащая для закрепления на ней передней бабки.
По
Станина
Станина – базовая деталь, служащая для закрепления на ней передней бабки.
По
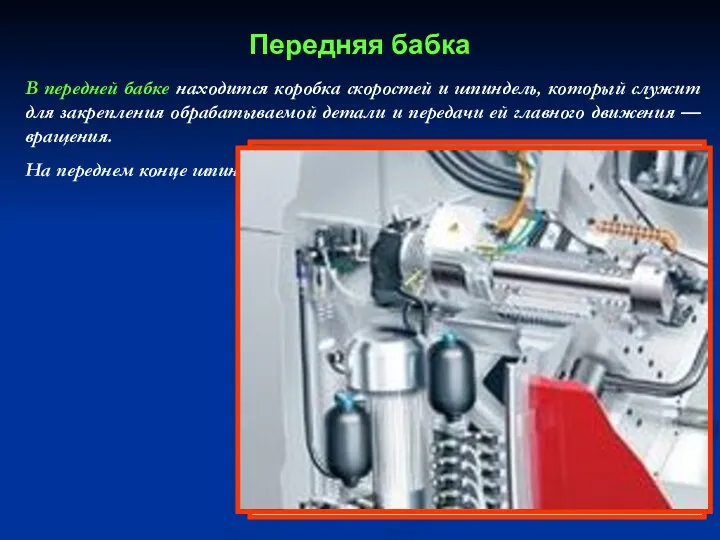
В передней бабке находится коробка скоростей и шпиндель, который служит для
В передней бабке находится коробка скоростей и шпиндель, который служит для
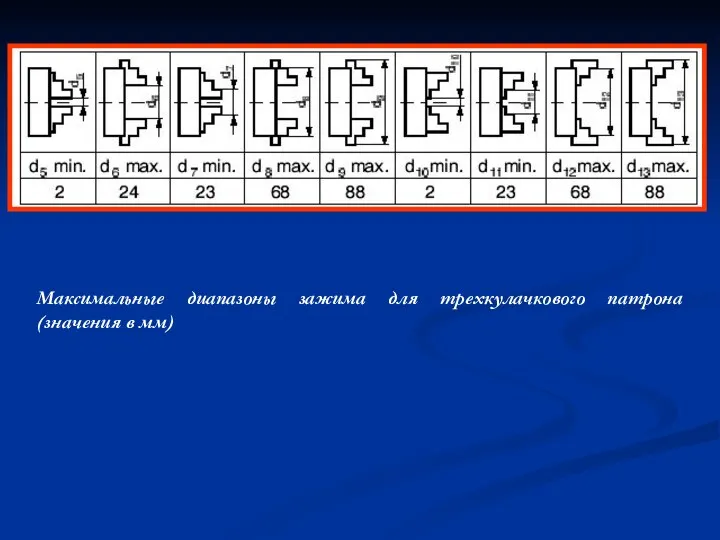
Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)
Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)
Задняя бабка
Задняя бабка используется для прижима заготовки и для сверления.
Перемещение пиноли
Задняя бабка
Задняя бабка используется для прижима заготовки и для сверления.
Перемещение пиноли

Револьверная головка
Револьверная головка
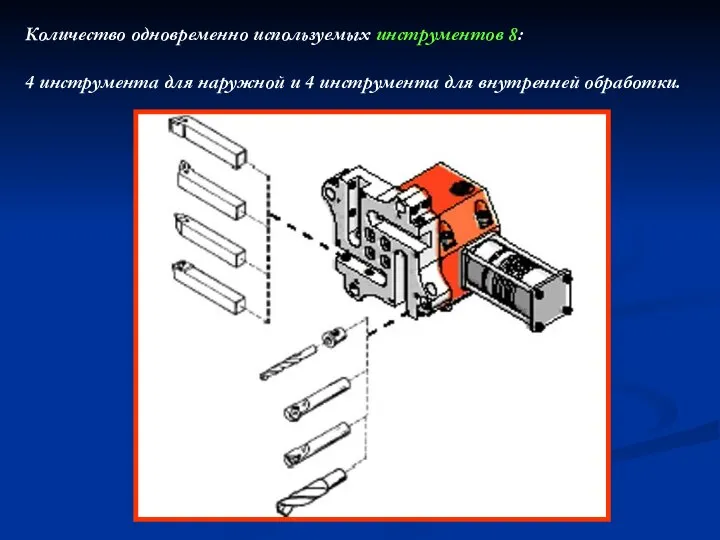
Количество одновременно используемых инструментов 8:
4 инструмента для наружной и 4 инструмента
Количество одновременно используемых инструментов 8:
4 инструмента для наружной и 4 инструмента
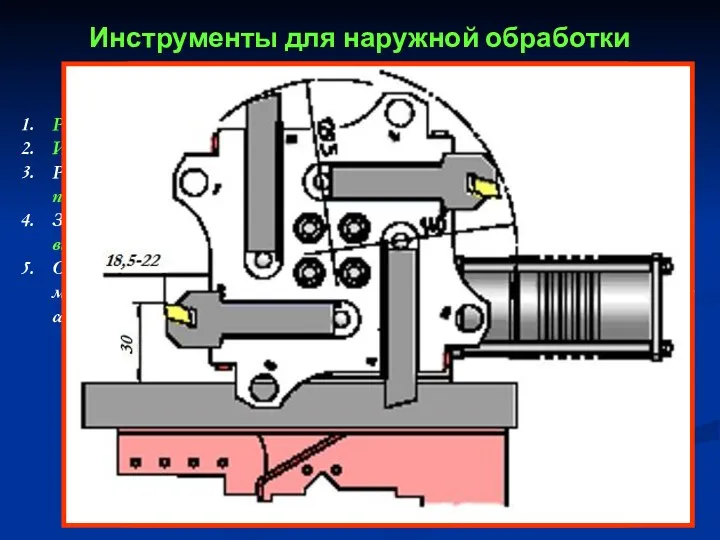
Инструменты для наружной обработки
Револьверная головка устанавливается в нужную позицию.
Инструмент 1 вставляется
Инструменты для наружной обработки
Револьверная головка устанавливается в нужную позицию.
Инструмент 1 вставляется
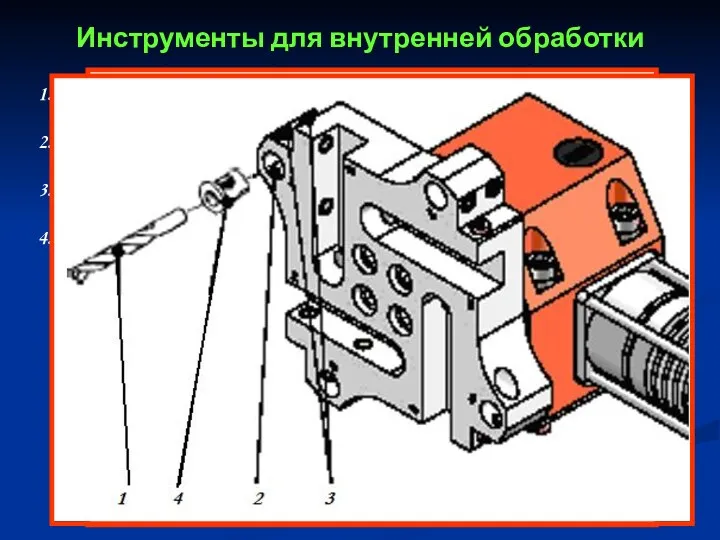
Инструменты для внутренней обработки
Инструмент для внутренней обработки 1 устанавливается в отверстие
Инструменты для внутренней обработки
Инструмент для внутренней обработки 1 устанавливается в отверстие

Оптический прибор для настройки инструментов
Тубус с коэффициентом увеличения 10x.
Индексируемая
Оптический прибор для настройки инструментов
Тубус с коэффициентом увеличения 10x.
Индексируемая

9.8. Emco Concept Turn 155 токарный станок с ЧПУ
Станок предназначен для
9.8. Emco Concept Turn 155 токарный станок с ЧПУ
Станок предназначен для
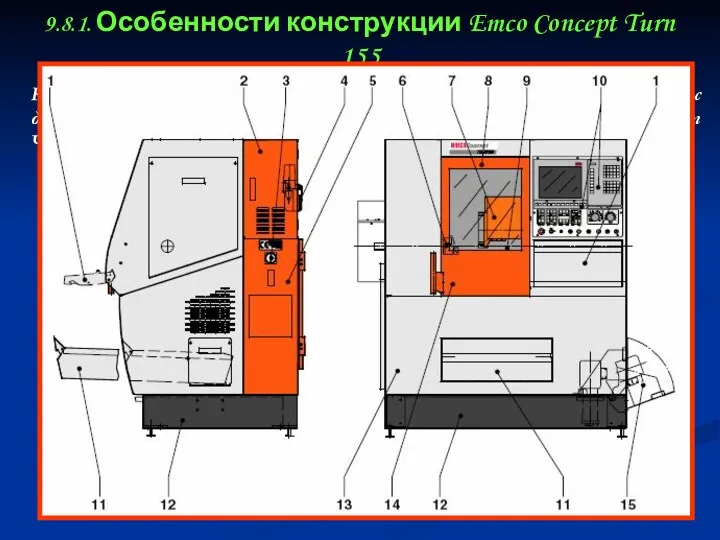
9.8.1. Особенности конструкции Emco Concept Turn 155
Компоновка станка стандартная, основные отличия
9.8.1. Особенности конструкции Emco Concept Turn 155
Компоновка станка стандартная, основные отличия
Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки);
Компьютер;
Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки);
Компьютер;

Подставка станка
Подставка станка - массивная сварная конструкция для крепления станины станка,
Подставка станка
Подставка станка - массивная сварная конструкция для крепления станины станка,
Станина станка
Станина станка изготовлена из серого чугуна жесткой и гасящей колебания
Станина станка
Станина станка изготовлена из серого чугуна жесткой и гасящей колебания
Суппорт
Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин
Суппорт
Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин

Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от
Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от

Ручная задняя бабка
Ручная задняя бабка со встроенным упорным центром перемещается по
Ручная задняя бабка
Ручная задняя бабка со встроенным упорным центром перемещается по

Пневматическая задняя бабка
Пневматическая задняя бабка устанавливается вместо ручной задней бабки.
Точная установка
Пневматическая задняя бабка
Пневматическая задняя бабка устанавливается вместо ручной задней бабки.
Точная установка

Револьверная головка
В станке можно использовать револьверную головку на 8 инструментов,
поворотный инструментальный
Револьверная головка
В станке можно использовать револьверную головку на 8 инструментов,
поворотный инструментальный

Пневматический патрон
Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются
Пневматический патрон
Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются

9.9. Токарные тяжелые станки с ЧПУ
9.9. Токарные тяжелые станки с ЧПУ
1 - устройство для ввода команд;
2 - оперативная «память»;
3 - корректирующее
1 - устройство для ввода команд;
2 - оперативная «память»;
3 - корректирующее
устройство для ввода команд — «читает» программу и преобразовывает её в
устройство для ввода команд — «читает» программу и преобразовывает её в
10. Конструктивные особенности станков с ЧПУ
Станки с ЧПУ имеют расширенные технологические
10. Конструктивные особенности станков с ЧПУ
Станки с ЧПУ имеют расширенные технологические
Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах
Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах

компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)
компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)

На фотографии показаны: слева - пистолет СОЖ
На фотографии показаны: слева - пистолет СОЖ

Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения
Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения
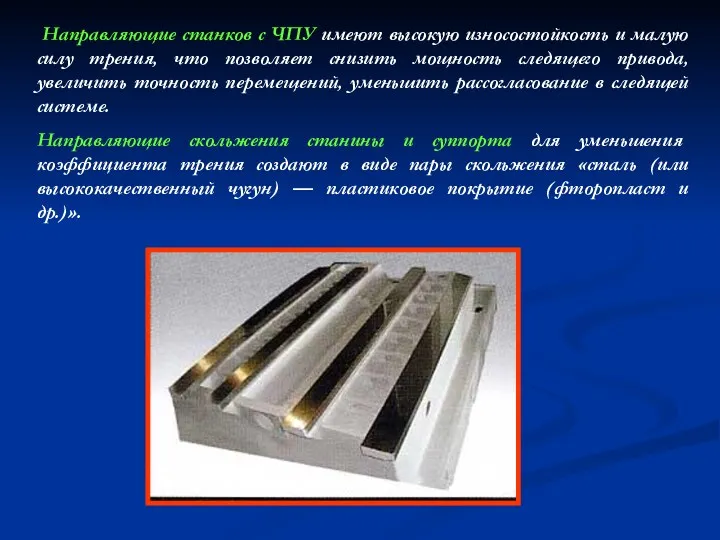
Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу
Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу
Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного
Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного
Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые
Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые

Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек,
Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек,
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния

Вспомогательные механизмы станков с ЧПУ:
устройства смены инструмента;
уборки стружки;
систему смазывания;
зажимные приспособления;
загрузочные устройства
Вспомогательные механизмы станков с ЧПУ:
устройства смены инструмента;
уборки стружки;
систему смазывания;
зажимные приспособления;
загрузочные устройства
Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные
Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные

Магазин на 24 инструмента
Магазин на 24 инструмента

Магазин на 32 инструмента
Магазин на 32 инструмента

Револьверные головки для токарных станков с ЧПУ
Револьверные головки для токарных станков с ЧПУ

Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку.
Большие,
Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку.
Большие,

Последовательность сборки токарного станка с ЧПУ
Последовательность сборки токарного станка с ЧПУ
Основные преимущества станков с ЧПУ:
производительность станка повышается в 1,5... 2,5 раза
Основные преимущества станков с ЧПУ:
производительность станка повышается в 1,5... 2,5 раза
1 преимущество от использования токарных станков с ЧПУ - более высокий
1 преимущество от использования токарных станков с ЧПУ - более высокий
2 преимущество токарных станков с ЧПУ - производственная гибкость.
Для обработки разных
2 преимущество токарных станков с ЧПУ - производственная гибкость.
Для обработки разных
 Superconductors
Superconductors Matiz 0.8L. Учебное пособие. Jatco 4 AT
Matiz 0.8L. Учебное пособие. Jatco 4 AT Виды маскировки
Виды маскировки Калмыцкая национальная одежда
Калмыцкая национальная одежда Выставка Андрея Будаева. Голая политика
Выставка Андрея Будаева. Голая политика Понятие уголовно-исполнительного права и его принципов, источники, нормы, правоотношения. Тема № 1
Понятие уголовно-исполнительного права и его принципов, источники, нормы, правоотношения. Тема № 1 Образ Османской империи в Великолепном веке
Образ Османской империи в Великолепном веке Герои Советского Союза. Новгородский район
Герои Советского Союза. Новгородский район Технология сборки и сварки металлической скамейки
Технология сборки и сварки металлической скамейки Натуральные волокна животного происхождения
Натуральные волокна животного происхождения Организация работ с применением балластировочных и щебнеочистительных машин (лекция 4)
Организация работ с применением балластировочных и щебнеочистительных машин (лекция 4) Книга Памяти
Книга Памяти Изготовление полочки с вазами для декоративных цветов
Изготовление полочки с вазами для декоративных цветов Искусственній интеллект: фантастика или реальность?
Искусственній интеллект: фантастика или реальность? Сравнительный анализ работы параллельного алгоритма масштабирования графических изображений для многоядерных CPU
Сравнительный анализ работы параллельного алгоритма масштабирования графических изображений для многоядерных CPU Державна служба медицин и катастроф (ДСМК)
Державна служба медицин и катастроф (ДСМК) Урок по теме Электролитическая диссоциация кислот, оснований и солей
Урок по теме Электролитическая диссоциация кислот, оснований и солей Cәламәтлек - зур байлык
Cәламәтлек - зур байлык Гидравлический удар
Гидравлический удар Расчет ж/б элементов по предельным состояниям II-ой группы
Расчет ж/б элементов по предельным состояниям II-ой группы Святой преподобный Варнава Ветлужский
Святой преподобный Варнава Ветлужский Парфеновский монастырь
Парфеновский монастырь Ассиро-финикийские корабли
Ассиро-финикийские корабли phpk9ylYY_Postrojki-v-nashej-zhizni
phpk9ylYY_Postrojki-v-nashej-zhizni Стили семейного воспитания
Стили семейного воспитания Коррозия металлов
Коррозия металлов Steel sections
Steel sections Презентация Чистый ручеёк нашей речи
Презентация Чистый ручеёк нашей речи