- Требования к качеству сварных соединений

Содержание
- 2. Дефекты сварных соединений В процессе образования сварного соединения в металле шва и ЗТВ могут возникнуть дефекты,
- 3. Дефекты сварных соединений Классификация дефектов по месту залегания и способам обнаружения: наружные дефекты, расположенные на поверхности
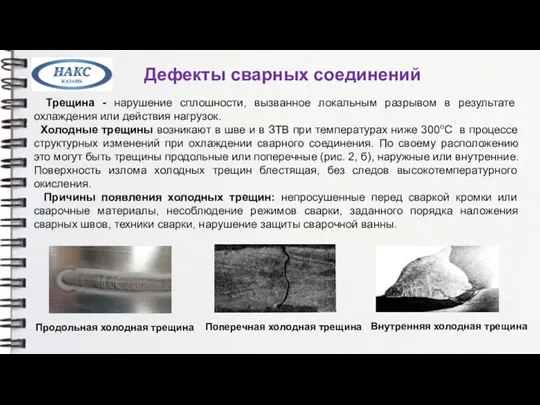
- 4. Дефекты сварных соединений Трещина - нарушение сплошности, вызванное локальным разрывом в результате охлаждения или действия нагрузок.
- 5. Дефекты сварных соединений Меры по предупреждению холодных трещин: прокаливание сварочных материалов, просушка и предварительный подогрев свариваемых
- 6. Дефекты сварных соединений Газовая полость (пора) – это полость, образованная задержанным газом, выделяющимся при кристаллизации. Газовые
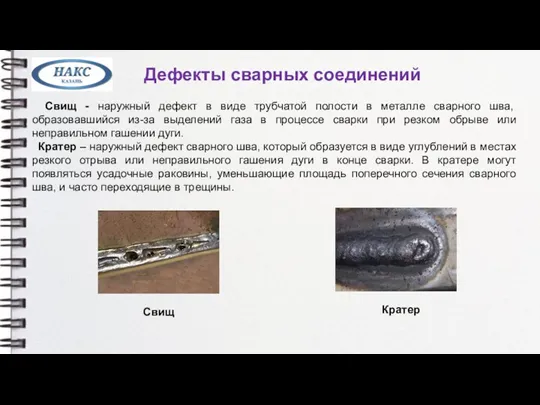
- 7. Дефекты сварных соединений Свищ - наружный дефект в виде трубчатой полости в металле сварного шва, образовавшийся
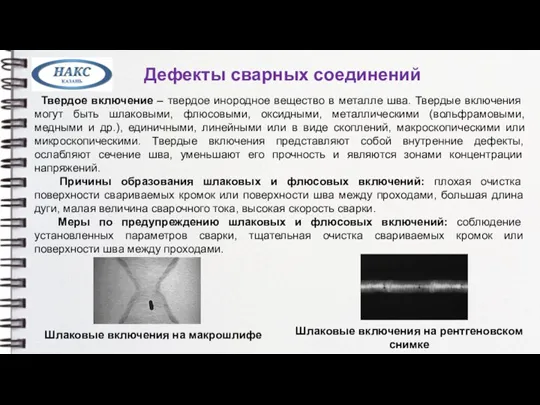
- 8. Дефекты сварных соединений Твердое включение – твердое инородное вещество в металле шва. Твердые включения могут быть
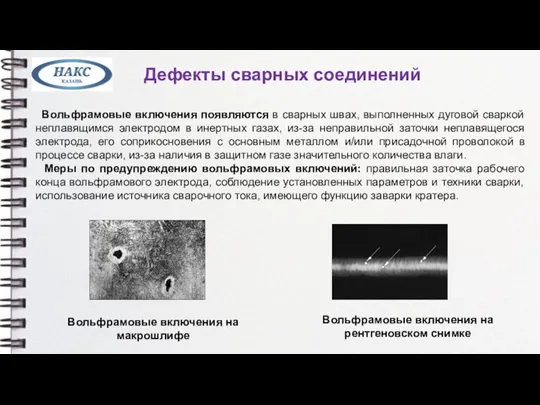
- 9. Дефекты сварных соединений Вольфрамовые включения появляются в сварных швах, выполненных дуговой сваркой неплавящимся электродом в инертных
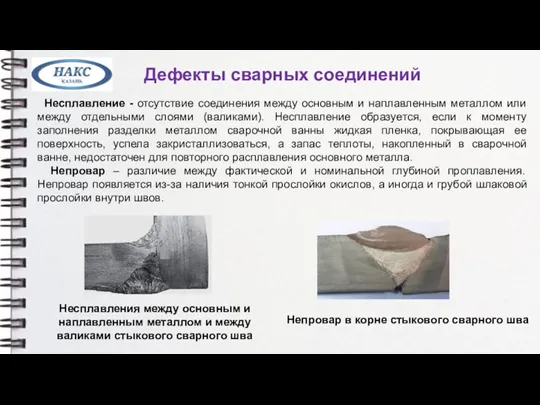
- 10. Дефекты сварных соединений Несплавление - отсутствие соединения между основным и наплавленным металлом или между отдельными слоями
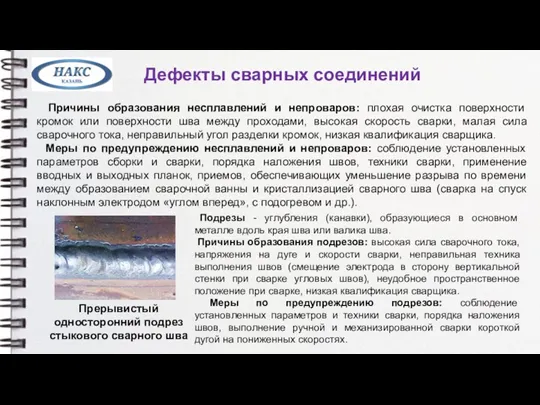
- 11. Дефекты сварных соединений Причины образования несплавлений и непроваров: плохая очистка поверхности кромок или поверхности шва между
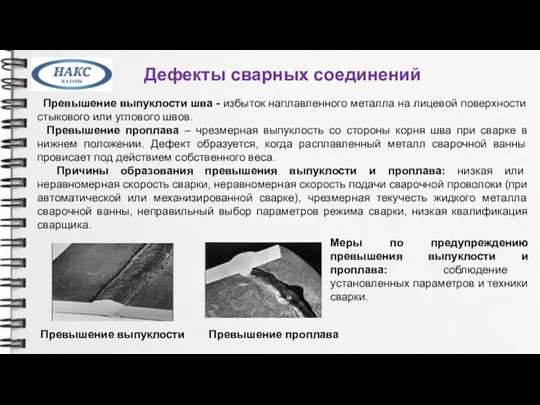
- 12. Дефекты сварных соединений Превышение выпуклости шва - избыток наплавленного металла на лицевой поверхности стыкового или углового
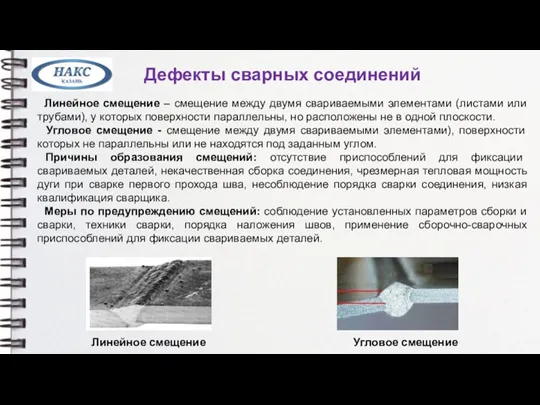
- 13. Дефекты сварных соединений Линейное смещение – смещение между двумя свариваемыми элементами (листами или трубами), у которых
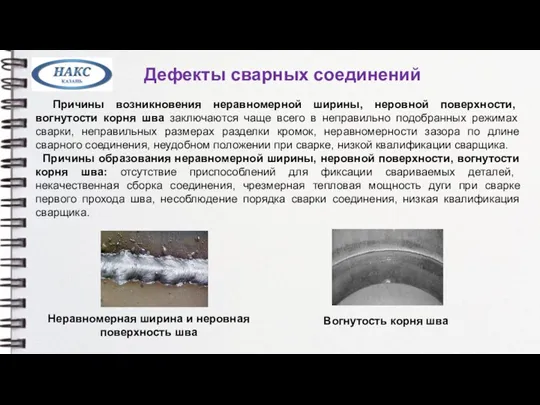
- 14. Дефекты сварных соединений Причины возникновения неравномерной ширины, неровной поверхности, вогнутости корня шва заключаются чаще всего в
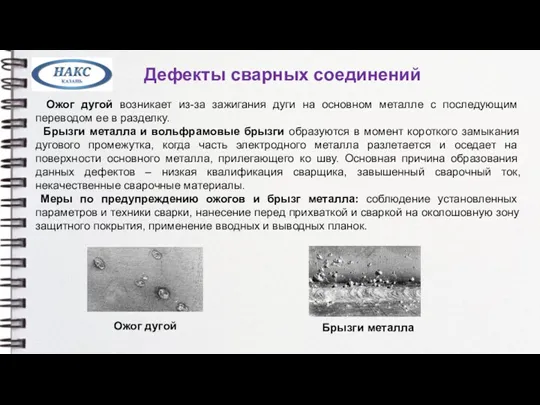
- 15. Дефекты сварных соединений Ожог дугой возникает из-за зажигания дуги на основном металле с последующим переводом ее
- 16. Виды контроля сварных соединений Методы и объемы контроля, нормы оценки качества сварных соединений устанавливаются в НД
- 17. Неразрушающий контроль Порядок проведения визуального и измерительного контроля (ВИК) установлен РД 03-606-03 «Инструкция по визуальному и
- 18. Неразрушающий контроль Требования к конструктивным элементам и размерам сварных соединений установлены: ГОСТ 5264 «Ручная дуговая сварка.
- 19. Неразрушающий контроль Контроль сварных соединений физическими методами должен выполняться до и после термообработки (если термообработка предусмотрена
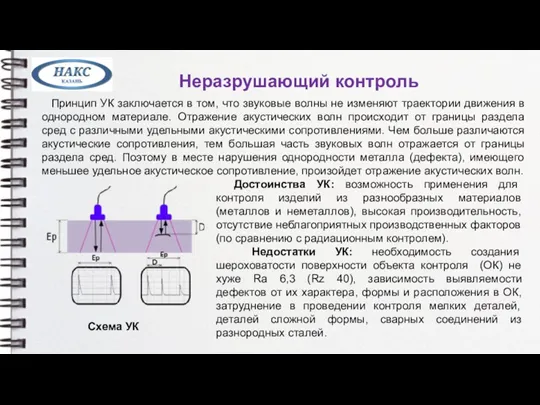
- 20. Неразрушающий контроль Принцип УК заключается в том, что звуковые волны не изменяют траектории движения в однородном
- 21. Неразрушающий контроль Радиационный контроль - вид НК, основанный на основанный на анализе параметров проникающего ионизирующего излучения
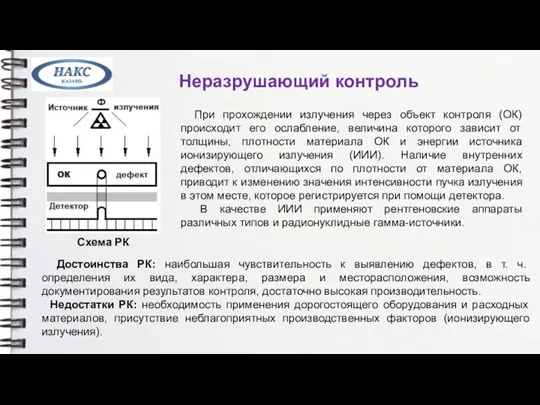
- 22. Неразрушающий контроль При прохождении излучения через объект контроля (ОК) происходит его ослабление, величина которого зависит от
- 23. Неразрушающий контроль Магнитный контроль (МК) - вид НК, основанный на регистрации магнитных полей рассеивания, возникающих над
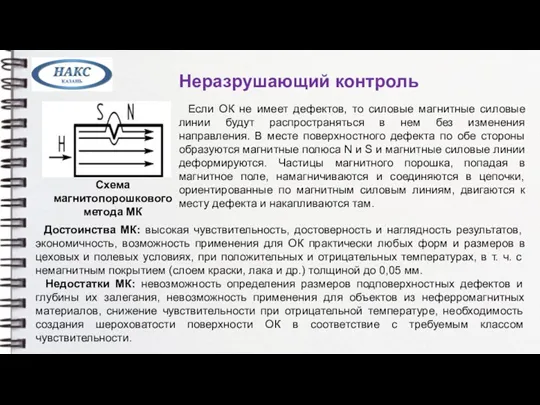
- 24. Неразрушающий контроль Если ОК не имеет дефектов, то силовые магнитные силовые линии будут распространяться в нем
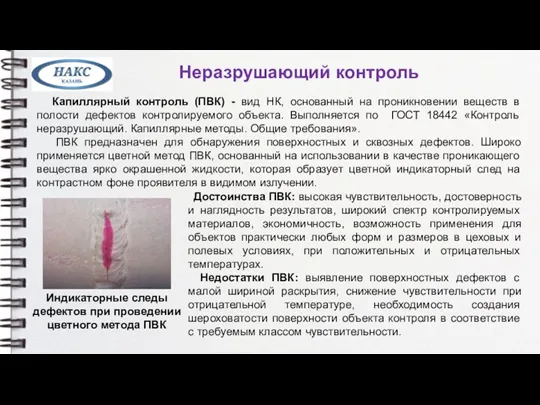
- 25. Неразрушающий контроль Капиллярный контроль (ПВК) - вид НК, основанный на проникновении веществ в полости дефектов контролируемого
- 26. Разрушающий контроль Разрушающему контролю могут подвергаться: основные и сварочные материалы при входном контроле; допускные образцы сварщиков;
- 27. Разрушающий контроль Механические испытания сварных соединений арматурных стержней выполняются по ГОСТ Р 57997 «Арматурные и закладные
- 28. Разрушающий контроль Металлографические исследования макро- и микроструктуры сварных соединений выполняются по ГОСТ Р 57180 «Соединения сварные.
- 29. Исправление дефектов сварных соединений Исправление дефектов сварных соединений производится в случае выявления недопустимых дефектов после проведения
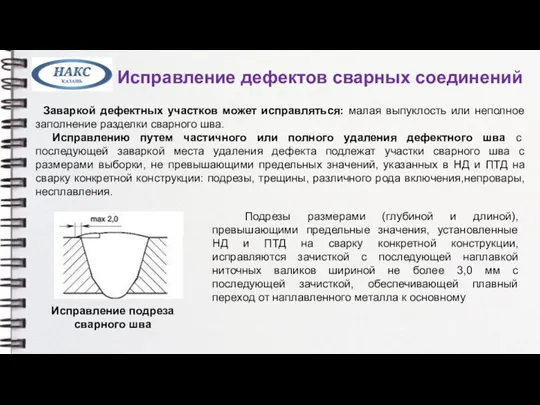
- 30. Исправление дефектов сварных соединений Заваркой дефектных участков может исправляться: малая выпуклость или неполное заполнение разделки сварного
- 32. Скачать презентацию
Дефекты сварных соединений
В процессе образования сварного соединения в металле шва
Дефекты сварных соединений
В процессе образования сварного соединения в металле шва
Дефекты сварных соединений
Классификация дефектов по месту залегания и способам обнаружения:
наружные
Дефекты сварных соединений
Классификация дефектов по месту залегания и способам обнаружения:
наружные
Дефекты сварных соединений
Трещина - нарушение сплошности, вызванное локальным разрывом в
Дефекты сварных соединений
Трещина - нарушение сплошности, вызванное локальным разрывом в
Дефекты сварных соединений
Меры по предупреждению холодных трещин: прокаливание сварочных материалов,
Дефекты сварных соединений
Меры по предупреждению холодных трещин: прокаливание сварочных материалов,

Дефекты сварных соединений
Газовая полость (пора) – это полость, образованная задержанным
Дефекты сварных соединений
Газовая полость (пора) – это полость, образованная задержанным
Дефекты сварных соединений
Свищ - наружный дефект в виде трубчатой полости
Дефекты сварных соединений
Свищ - наружный дефект в виде трубчатой полости
Дефекты сварных соединений
Твердое включение – твердое инородное вещество в металле
Дефекты сварных соединений
Твердое включение – твердое инородное вещество в металле
Дефекты сварных соединений
Вольфрамовые включения появляются в сварных швах, выполненных дуговой
Дефекты сварных соединений
Вольфрамовые включения появляются в сварных швах, выполненных дуговой
Дефекты сварных соединений
Несплавление - отсутствие соединения между основным и наплавленным
Дефекты сварных соединений
Несплавление - отсутствие соединения между основным и наплавленным
Дефекты сварных соединений
Причины образования несплавлений и непроваров: плохая очистка поверхности
Дефекты сварных соединений
Причины образования несплавлений и непроваров: плохая очистка поверхности
Дефекты сварных соединений
Превышение выпуклости шва - избыток наплавленного металла на
Дефекты сварных соединений
Превышение выпуклости шва - избыток наплавленного металла на
Дефекты сварных соединений
Линейное смещение – смещение между двумя свариваемыми элементами
Дефекты сварных соединений
Линейное смещение – смещение между двумя свариваемыми элементами
Дефекты сварных соединений
Причины возникновения неравномерной ширины, неровной поверхности, вогнутости корня
Дефекты сварных соединений
Причины возникновения неравномерной ширины, неровной поверхности, вогнутости корня
Дефекты сварных соединений
Ожог дугой возникает из-за зажигания дуги на основном
Дефекты сварных соединений
Ожог дугой возникает из-за зажигания дуги на основном
Виды контроля сварных соединений
Методы и объемы контроля, нормы оценки качества
Виды контроля сварных соединений
Методы и объемы контроля, нормы оценки качества
Неразрушающий контроль
Порядок проведения визуального и измерительного контроля (ВИК) установлен РД
Неразрушающий контроль
Порядок проведения визуального и измерительного контроля (ВИК) установлен РД
Неразрушающий контроль
Требования к конструктивным элементам и размерам сварных соединений установлены:
ГОСТ
Неразрушающий контроль
Требования к конструктивным элементам и размерам сварных соединений установлены:
ГОСТ
Неразрушающий контроль
Контроль сварных соединений физическими методами должен выполняться до и
Неразрушающий контроль
Контроль сварных соединений физическими методами должен выполняться до и
Неразрушающий контроль
Принцип УК заключается в том, что звуковые волны не
Неразрушающий контроль
Принцип УК заключается в том, что звуковые волны не
Неразрушающий контроль
Радиационный контроль - вид НК, основанный на основанный на
Неразрушающий контроль
Радиационный контроль - вид НК, основанный на основанный на
Неразрушающий контроль
При прохождении излучения через объект контроля (ОК) происходит его
Неразрушающий контроль
При прохождении излучения через объект контроля (ОК) происходит его
Неразрушающий контроль
Магнитный контроль (МК) - вид НК, основанный на регистрации
Неразрушающий контроль
Магнитный контроль (МК) - вид НК, основанный на регистрации
Неразрушающий контроль
Если ОК не имеет дефектов, то силовые магнитные силовые
Неразрушающий контроль
Если ОК не имеет дефектов, то силовые магнитные силовые
Неразрушающий контроль
Капиллярный контроль (ПВК) - вид НК, основанный на проникновении
Неразрушающий контроль
Капиллярный контроль (ПВК) - вид НК, основанный на проникновении
Разрушающий контроль
Разрушающему контролю могут подвергаться:
основные и сварочные материалы при входном
Разрушающий контроль
Разрушающему контролю могут подвергаться:
основные и сварочные материалы при входном
Разрушающий контроль
Механические испытания сварных соединений арматурных стержней выполняются по ГОСТ
Разрушающий контроль
Механические испытания сварных соединений арматурных стержней выполняются по ГОСТ
Разрушающий контроль
Металлографические исследования макро- и микроструктуры сварных соединений выполняются по
Разрушающий контроль
Металлографические исследования макро- и микроструктуры сварных соединений выполняются по
Исправление дефектов сварных соединений
Исправление дефектов сварных соединений производится в случае
Исправление дефектов сварных соединений
Исправление дефектов сварных соединений производится в случае
Исправление дефектов сварных соединений
Заваркой дефектных участков может исправляться: малая выпуклость
Исправление дефектов сварных соединений
Заваркой дефектных участков может исправляться: малая выпуклость
 Московский физико-технический институт
Московский физико-технический институт Простейшие комбинаторные задачи
Простейшие комбинаторные задачи Презентация Использование панно из флиса и материалов программы Кукляндия в целях реализации здоровьесберегающих технологий при работе с детьми с ОНР.
Презентация Использование панно из флиса и материалов программы Кукляндия в целях реализации здоровьесберегающих технологий при работе с детьми с ОНР. Научное общество учащихся
Научное общество учащихся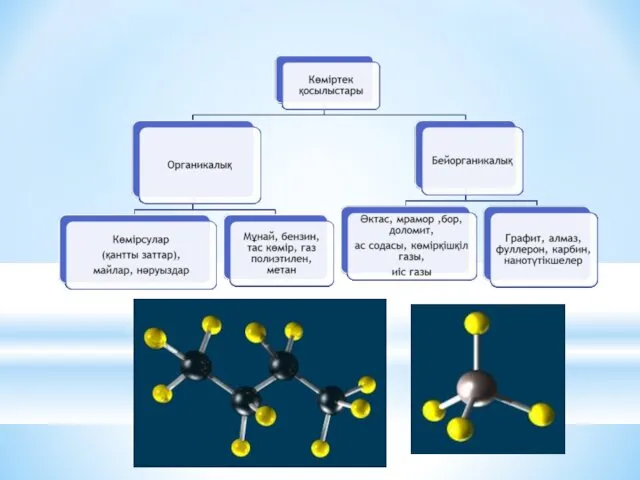 Көміртек қосылыстары
Көміртек қосылыстары Презентация к сообщению: Духовно-нравственный облик учителя - условие духовно-нравственного воспитания ученика.
Презентация к сообщению: Духовно-нравственный облик учителя - условие духовно-нравственного воспитания ученика. Презентация по материалам экскурсии 4 класс
Презентация по материалам экскурсии 4 класс Органические соединения
Органические соединения Биохимическая гипотеза возникновения жизни на земле
Биохимическая гипотеза возникновения жизни на земле Презентация Организация предметно-развивающей среды в ДОУ
Презентация Организация предметно-развивающей среды в ДОУ Методические указания по разработке и оформлению ВКР. Нормоконтроль
Методические указания по разработке и оформлению ВКР. Нормоконтроль Кухні народів Європейського Союзу
Кухні народів Європейського Союзу Предметная область
Предметная область Презентация Воздушная оболочка Земли. Урок природоведения 5 класс
Презентация Воздушная оболочка Земли. Урок природоведения 5 класс Dekalog wyjścia 20. 1-17 góra Synaj (1240-1200 p.n.ch.)
Dekalog wyjścia 20. 1-17 góra Synaj (1240-1200 p.n.ch.) Игровая площадка для детей
Игровая площадка для детей Элементы мнемотехники в логопедической работе с детьми старшего дошкольного возраста
Элементы мнемотехники в логопедической работе с детьми старшего дошкольного возраста Применение устройств Fusesaver для линий ВЛ-6(10) кВ
Применение устройств Fusesaver для линий ВЛ-6(10) кВ Реализация условий использования эвристической технологии в образовательном процессе
Реализация условий использования эвристической технологии в образовательном процессе Утка мандаринка
Утка мандаринка XXXIII Отчетно-выборная профсоюзная конференция
XXXIII Отчетно-выборная профсоюзная конференция Заманауи лазерлі құралдардың медицинада қолданылуы
Заманауи лазерлі құралдардың медицинада қолданылуы Революция 1905 – 1907 гг
Революция 1905 – 1907 гг Sampling
Sampling Всё имеет своё настроение
Всё имеет своё настроение 1. Конспект урока в 8 классе по теме Отличительные признаки металлов и неметаллов
1. Конспект урока в 8 классе по теме Отличительные признаки металлов и неметаллов Млекопитающие различных экосистем
Млекопитающие различных экосистем Табурет. Творческий проект
Табурет. Творческий проект