- Трещина - дефект сварного соединения

Содержание
- 2. Пора - дефект сварного шва в виде замкнутой полости, заполненной газом Способы предупреждения пор: использование типа
- 3. Подрезы - острые конусообразные углубления на границе поверхности сварного шва с основным материалом Способы предупреждения образования
- 4. Свищ - это трубчатая полость в металле сварного шва, вызванная выделением газа Способы предупреждения образований свищей
- 5. Включения - пустоты в металле шва, заполненные неметаллическими и металлическими веществами повышенное напряжение дуги с завышенной
- 6. Непровар – дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее
- 7. Прожог - вытекание металла сварочной ванны, образующее сквозное отверстие в сварном шве. Внешние признаки – сквозные
- 8. Кратер – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения
- 10. Скачать презентацию

Пора - дефект сварного шва в виде замкнутой полости, заполненной газом
Способы
Способы

Подрезы - острые конусообразные углубления на границе поверхности сварного шва с

Свищ - это трубчатая полость в металле сварного шва, вызванная выделением
Свищ - это трубчатая полость в металле сварного шва, вызванная выделением

Включения - пустоты в металле шва, заполненные неметаллическими и металлическими веществами
повышенное
повышенное

Непровар – дефект в виде несплавления в сварном соединении вследствие неполного

Прожог - вытекание металла сварочной ванны, образующее сквозное отверстие в сварном
Прожог - вытекание металла сварочной ванны, образующее сквозное отверстие в сварном
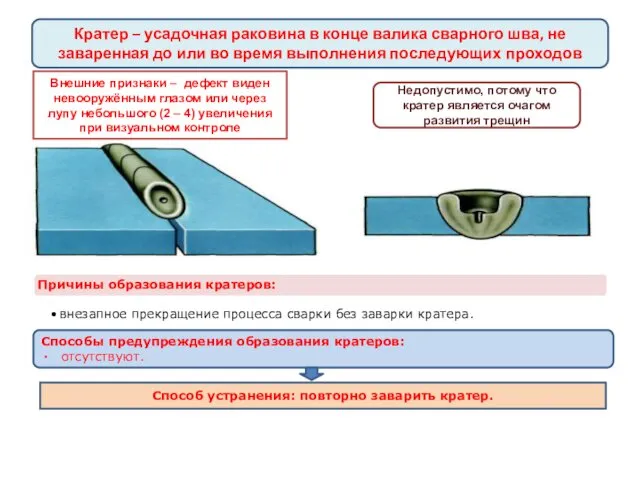
Кратер – усадочная раковина в конце валика сварного шва, не заваренная
Кратер – усадочная раковина в конце валика сварного шва, не заваренная
 Порядок по обжиму витой пары
Порядок по обжиму витой пары школа первой помощи Диск
школа первой помощи Диск Эмоции и чувства: управление, коррекция, копинг-стратегии
Эмоции и чувства: управление, коррекция, копинг-стратегии Сенсоры. Классификация сенсоров. Терморезистивные, термоэлектрические, термомеханические, пироэлектрические преобразователи
Сенсоры. Классификация сенсоров. Терморезистивные, термоэлектрические, термомеханические, пироэлектрические преобразователи Дальный Восток- край контрастов.
Дальный Восток- край контрастов. Изображение и реальность. 2 класс
Изображение и реальность. 2 класс Стили в графическом дизайне
Стили в графическом дизайне Печальные результаты хозяйственной деятельности человека. Чернобыль - мёртвый город
Печальные результаты хозяйственной деятельности человека. Чернобыль - мёртвый город 9 мая - День Победы. Экскурсия в музей Явенгской школы
9 мая - День Победы. Экскурсия в музей Явенгской школы Введение в патологическую анатомию, история патологической анатомии. Альтерация. Некроз, апоптоз
Введение в патологическую анатомию, история патологической анатомии. Альтерация. Некроз, апоптоз Сәндік-қолданбалы өнер арқылы оқушыларды ұлттық құндылықтарға тәрбиелеу
Сәндік-қолданбалы өнер арқылы оқушыларды ұлттық құндылықтарға тәрбиелеу Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора
Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора Морские свинки
Морские свинки Тренажёр по работе над ошибками по русскому языку
Тренажёр по работе над ошибками по русскому языку Презентация к Дню матери
Презентация к Дню матери Презентация о Рождестве
Презентация о Рождестве Региональная составляющая национального проекта Здравоохранение
Региональная составляющая национального проекта Здравоохранение Изомерия
Изомерия Шоу-игра Интуиция
Шоу-игра Интуиция Профессия архитектор
Профессия архитектор Организационно-методические основы анализа финансовой отчётности
Организационно-методические основы анализа финансовой отчётности Патриотическое воспитание дошкольников
Патриотическое воспитание дошкольников Военная топография. Изучение рельефа местности на карте (Занятие №1)
Военная топография. Изучение рельефа местности на карте (Занятие №1) Мастер- класс Применение модульной технологии в начальной школе
Мастер- класс Применение модульной технологии в начальной школе Легенды и мифы Древней Греции
Легенды и мифы Древней Греции Кыргызская республика
Кыргызская республика Бюджет государства и семьи
Бюджет государства и семьи Техносферная безопасность
Техносферная безопасность