- Управление качеством эксплуатации объектов теплоэнергетики

Содержание
- 2. Основные понятия и определения Качество – совокупность характеристик объекта, относящихся к его способности удовлетворять установленные и
- 4. Японская школа качества продукции: 1) Всеобъемлющее управление качеством на уровне фирмы, участие в нем всех работников.
- 5. Влияние суммарных затрат по этапам жизни изделия на обеспечение уровня качества
- 6. «Управление – процесс перевода объекта в желаемое состояние» Л.А. Растригин. Системы экстремального управления. М.: Наука, 1974
- 7. Условия эффективного управления качеством эксплуатации объекта теплоэнергетики: 1.Управляемость объекта 2. Чёткая цель управления 3. Наличие средств
- 8. Международная Организация по Стандартизации (IOS - International Organization for Standardization). Штаб-квартира расположена в Женеве (Швейцария).
- 9. ISO 9000 - это добровольный международный стандарт для системы управления процессом проверки качества ISO 9001 -
- 10. Международный стандарт ISO 9000 Сертифицированная система качества прежде всего необходима предприятиям, которые претендуют на иностранные инвестиции
- 11. Возможности ISO 9000 ISO 9000 особенно выделяет важность использования статистических методов в системе управления качеством Требования
- 12. Аппаратная реализация системы управления качеством в пакете Statistica SEWSS (произносится [с’юис]) - STATISTICA Enterprise-wide SPC System
- 13. Методы обеспечения качества объектов Контроль качества при разработке Контроль качества в процессе производства Контроль качества в
- 14. Контроль качества в процессе производства Методы модуля Контроль качества1, предназначены для построения процедур контроля качества продукции
- 15. Основные разделы модуля «Контроль качества» - SIS1 в пакете Statistica Планирование эксперимента Анализ производственных процессов Карты
- 16. Контрольные карты контроля качества В компьютерном варианте контрольных карт, наиболее часто встречается ситуация, когда на экране
- 17. Пакет контрольных карт в модуле «Контроль качества» карты Парето карты Шухарта для непрерывных и дискретных переменных
- 18. Пример № 1 Постановка задачи: Производство поршневых колец для самодви-жущихся механизмов связано с кузнечным про-цессом. Требуется
- 19. Исходная информация Переменная (Sample) содержит кодовый номер, обозначающий, к какой выборке относится каждое наблюдение. Переменная (Size)
- 20. Задание параметров анализа
- 21. Настройка графика
- 22. Задание плановых спецификаций Задание верхних и нижних контрольных пределов Задание параметров анализа
- 23. Просмотр контрольных карт Чтобы вывести R карту в отдельном окне, дважды щелкните мышью на этой карте.
- 24. Анализ R - контрольной карты Как можно видеть, в рассматриваемом примере R карта не содержит выбросов
- 25. Анализ X - контрольной карты На X- карте три выборочные точки оказались вне контрольных пределов (две
- 26. Просмотр карт с помощью таблиц результатов Три выборочных средних превысили контрольный предел. Возможно имеет место разладка
- 27. Кривая характеристик Этот график позволяет оценить вероятность того, что процесс считается контролируемым (откладывается по вертикальной оси),
- 28. Анализ тенденций в отклонениях процесса (критерий серий) Для того чтобы обнаружить систематические тенденции расположения точек контрольной
- 29. Пример № 2 CUSUM карта – карта накопленных (суммарных отклонений) процесса
- 30. Некоторые основные понятия оперативного контроля процесса Гипотезы: Ho - процесс контролируем H1 - процесс вышел из
- 31. Построение графика накопленных суммарных отклонений ( CUSUM-карта) Значимое отклонение
- 32. Немного о V- карте Ведущее расстояние d Угол V-маски По определению, V- маска- это верхний и
- 33. Анализ производственных процессов Модуль «Анализ производственных процессов» (или кратко, Анализ процессов) содержит вычислительные процедуры для: оценивания
- 34. Назначение модулей Выборочный контроль Сколько изделий из партии необходимо исследовать, чтобы быть уверенными в том, что
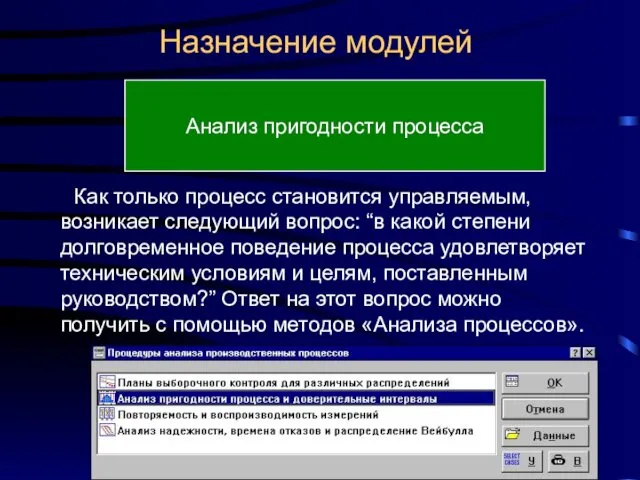
- 35. Назначение модулей Анализ пригодности процесса Как только процесс становится управляемым, возникает следующий вопрос: “в какой степени
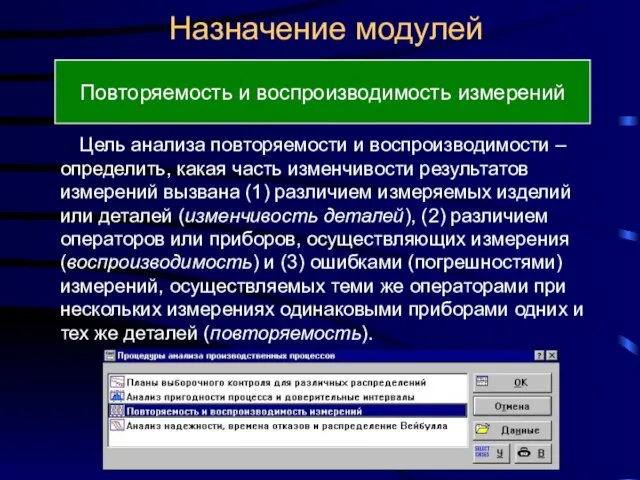
- 36. Назначение модулей Повторяемость и воспроизводимость измерений Цель анализа повторяемости и воспроизводимости – определить, какая часть изменчивости
- 37. Пример № 3 Выравнивание эмпирического распределения по нормальному закону (Гаусса)
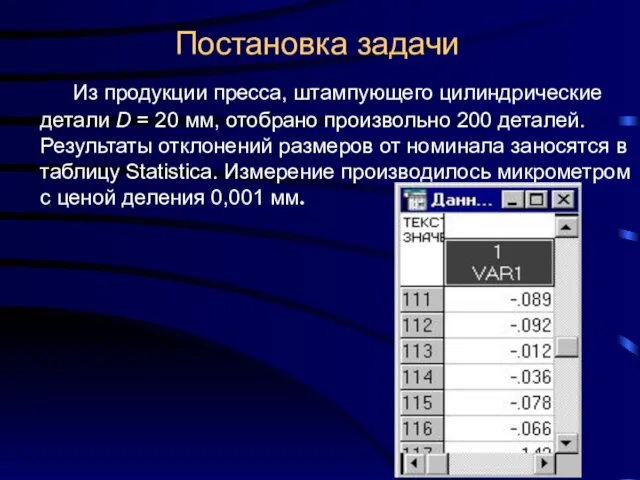
- 38. Постановка задачи Из продукции пресса, штампующего цилиндрические детали D = 20 мм, отобрано произвольно 200 деталей.
- 39. Разведочный анализ
- 40. Подгонка распределения
- 41. Пример № 4 Корреляционно-регрессионный анализ при линейной взаимосвязи между переменными
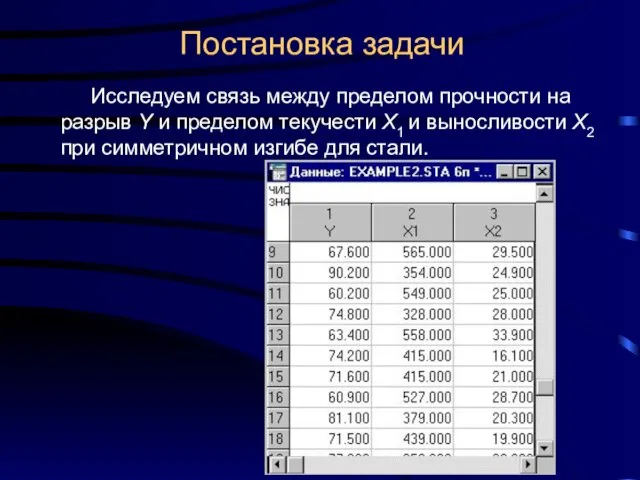
- 42. Постановка задачи Исследуем связь между пределом прочности на разрыв Y и пределом текучести X1 и выносливости
- 43. Обработка данных
- 44. Результаты анализа Включение X2 нецелесообразно (точность не повысится) Нажатие всего нескольких клавиш Ответ: Y = 112.9-0.075*X1
- 45. Контроль качества технических объектов в эксплуатации
- 46. Пример № 5 Анализ закономерностей изменения величины подогрева смазочного масла в подшипнике ГТД 4РМ1 Метод решения
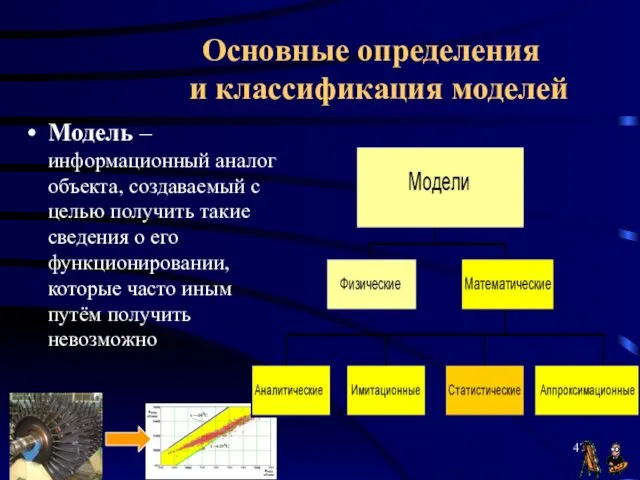
- 47. Основные определения и классификация моделей Модель – информационный аналог объекта, создаваемый с целью получить такие сведения
- 48. Требования к качеству модели
- 49. Виды статистических моделей
- 50. Основные зависимости статистической оценки адекватности модели
- 51. Оценка адекватности модели
- 52. Оценка статистической значимости параметров модели
- 53. Сбор и первичная статистическая обработка эксплуатационной информации Параметры ГТД Величина подогрева смазочного масла в подшипниках ГТД
- 54. Построение математической модели процесса
- 55. Результат построения линейной модели регрессии Параметры регрессии Оценка качества математической модели
- 56. Графики параметров ГТД
- 57. Контроль работы подшипников ГТД на основе моделирования параметров смазочного масла Вывод: смещение гистограмм свидетельствует о нарушении
- 58. Статистический анализ процессов в подшипнике на основе t– критерия Стьюдента Использование t - критерия для проверки
- 59. Контроль качества эксплуатации с помощью модуля «Промышленная STATISTICA» - это: Быстро Просто Удобно Эффективно Доступно Красиво
- 60. Литература Л.Е. Басовский, В.Б. Протасов. Управление качеством\ учебник, - М.: ИНФРА-М, 2001. Управление качеством продукции\ учебное
- 62. Скачать презентацию
Основные понятия и определения
Качество – совокупность характеристик объекта, относящихся
Основные понятия и определения
Качество – совокупность характеристик объекта, относящихся
Японская школа качества продукции:
1) Всеобъемлющее управление качеством на уровне
фирмы, участие
Японская школа качества продукции:
1) Всеобъемлющее управление качеством на уровне фирмы, участие

Влияние суммарных затрат по этапам жизни изделия на обеспечение уровня качества
Влияние суммарных затрат по этапам жизни изделия на обеспечение уровня качества

«Управление – процесс перевода объекта в желаемое состояние»
Л.А. Растригин. Системы
«Управление – процесс перевода объекта в желаемое состояние» Л.А. Растригин. Системы
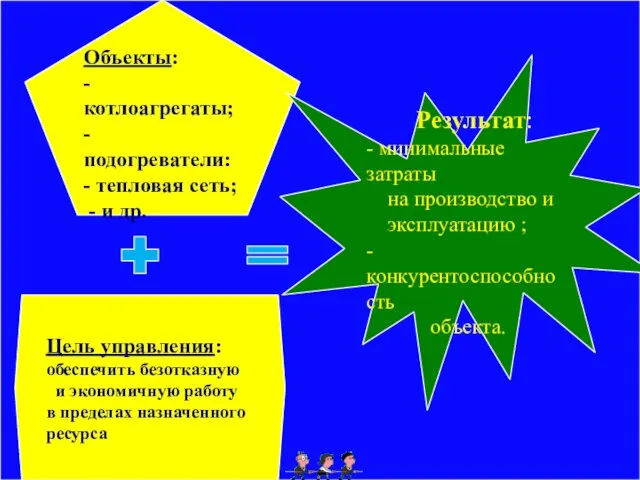
Условия эффективного управления качеством эксплуатации объекта теплоэнергетики:
1.Управляемость объекта
2. Чёткая цель управления
3.
Условия эффективного управления качеством эксплуатации объекта теплоэнергетики:
1.Управляемость объекта
2. Чёткая цель управления
3.

Международная Организация по Стандартизации (IOS - International Organization for Standardization).
Штаб-квартира расположена
Международная Организация по Стандартизации (IOS - International Organization for Standardization).
Штаб-квартира расположена
ISO 9000 - это добровольный международный
стандарт для системы управления процессом
ISO 9000 - это добровольный международный стандарт для системы управления процессом

Международный стандарт
ISO 9000
Сертифицированная система
качества прежде всего
необходима предприятиям,
которые
Международный стандарт
ISO 9000
Сертифицированная система
качества прежде всего
необходима предприятиям,
которые
Возможности ISO 9000
ISO 9000 особенно выделяет
важность использования
статистических методов
в
Возможности ISO 9000
ISO 9000 особенно выделяет
важность использования
статистических методов
в

Аппаратная реализация системы управления качеством в пакете Statistica
SEWSS (произносится [с’юис])
Аппаратная реализация системы управления качеством в пакете Statistica
SEWSS (произносится [с’юис])
Методы обеспечения
качества объектов
Контроль качества при разработке
Контроль качества в процессе производства
Контроль
Методы обеспечения
качества объектов
Контроль качества при разработке
Контроль качества в процессе производства
Контроль
Контроль качества в процессе производства
Методы модуля Контроль качества1, предназначены для построения
Контроль качества в процессе производства
Методы модуля Контроль качества1, предназначены для построения
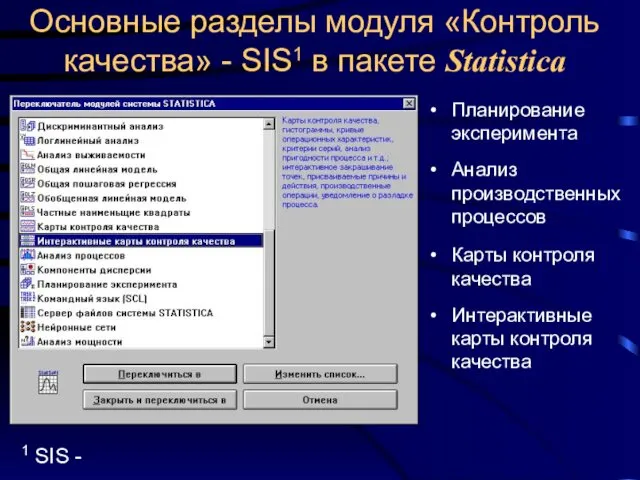
Основные разделы модуля «Контроль качества» - SIS1 в пакете Statistica
Планирование
Основные разделы модуля «Контроль качества» - SIS1 в пакете Statistica
Планирование
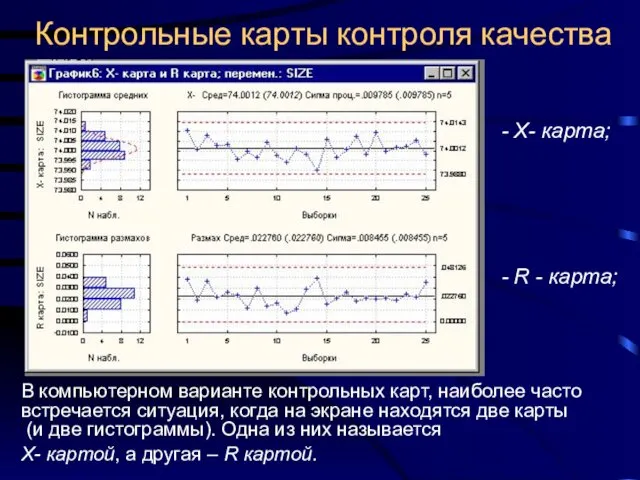
Контрольные карты контроля качества
В компьютерном варианте контрольных карт, наиболее часто встречается
Контрольные карты контроля качества
В компьютерном варианте контрольных карт, наиболее часто встречается
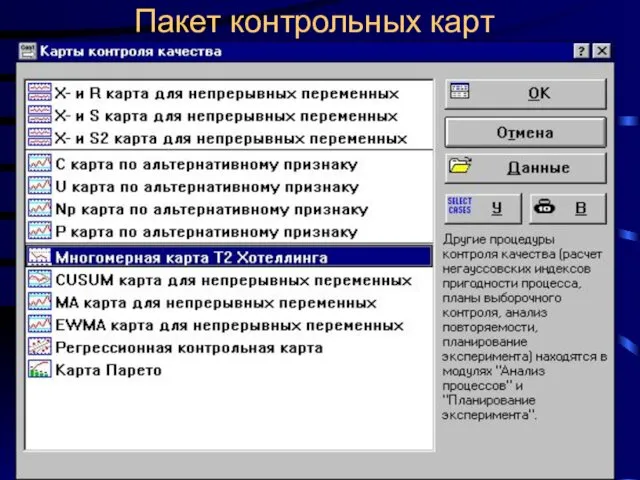
Пакет контрольных карт
в модуле «Контроль качества»
карты Парето
карты Шухарта для непрерывных
Пакет контрольных карт
в модуле «Контроль качества»
карты Парето
карты Шухарта для непрерывных
Пример № 1
Постановка задачи:
Производство поршневых колец для самодви-жущихся механизмов
Пример № 1
Постановка задачи:
Производство поршневых колец для самодви-жущихся механизмов
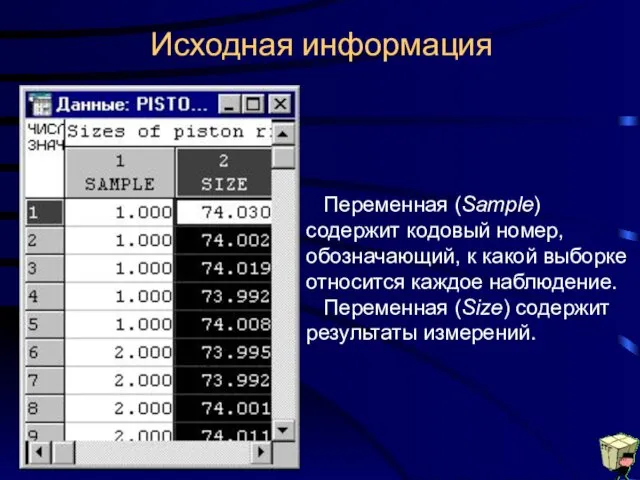
Исходная информация
Переменная (Sample) содержит кодовый номер, обозначающий, к какой выборке
Исходная информация
Переменная (Sample) содержит кодовый номер, обозначающий, к какой выборке
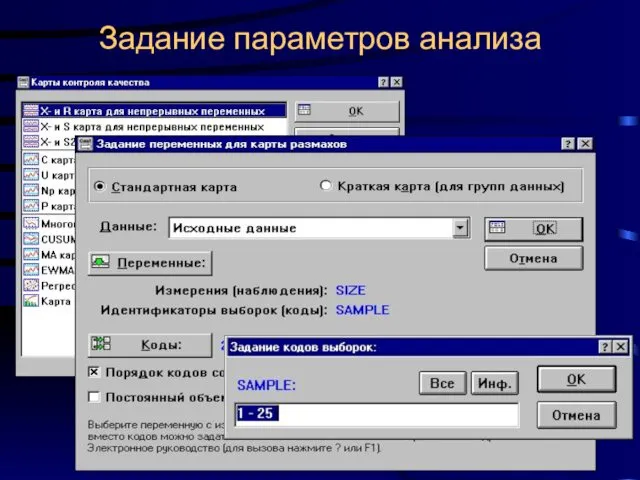
Задание параметров анализа
Задание параметров анализа
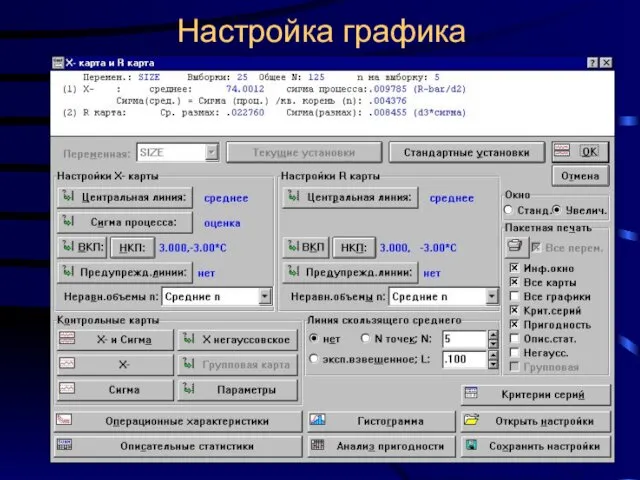
Настройка графика
Настройка графика
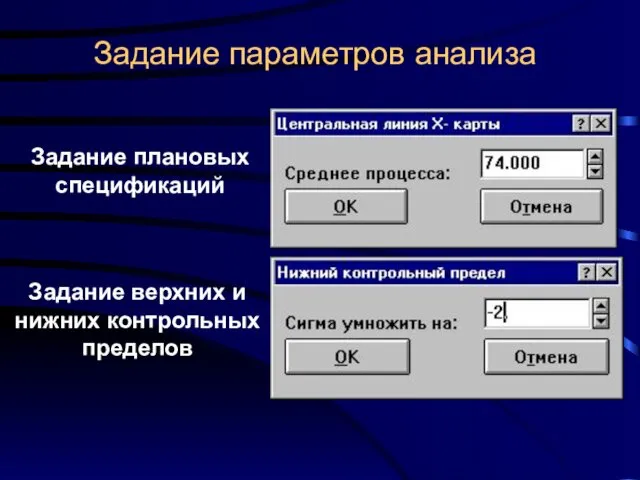
Задание плановых спецификаций
Задание верхних и нижних контрольных пределов
Задание параметров анализа
Задание плановых спецификаций
Задание верхних и нижних контрольных пределов
Задание параметров анализа
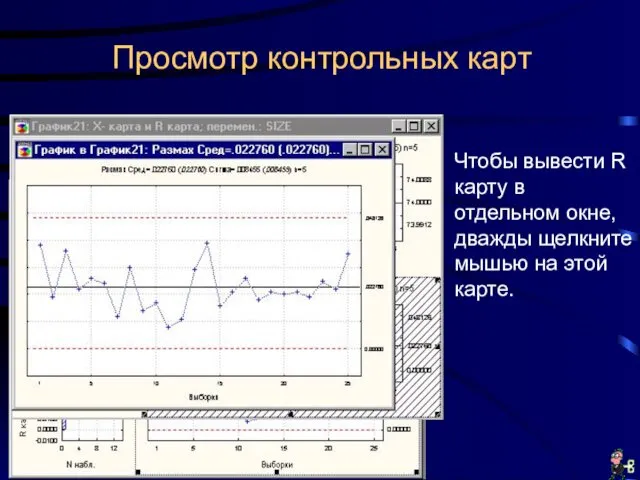
Просмотр контрольных карт
Чтобы вывести R карту в отдельном окне, дважды щелкните
Просмотр контрольных карт
Чтобы вывести R карту в отдельном окне, дважды щелкните
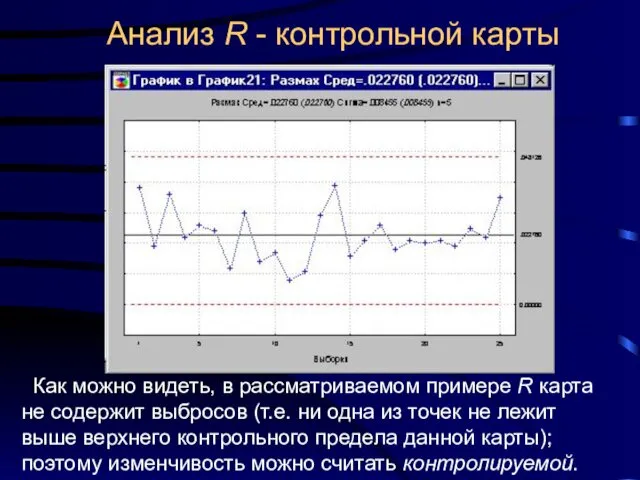
Анализ R - контрольной карты
Как можно видеть, в рассматриваемом примере
Анализ R - контрольной карты
Как можно видеть, в рассматриваемом примере
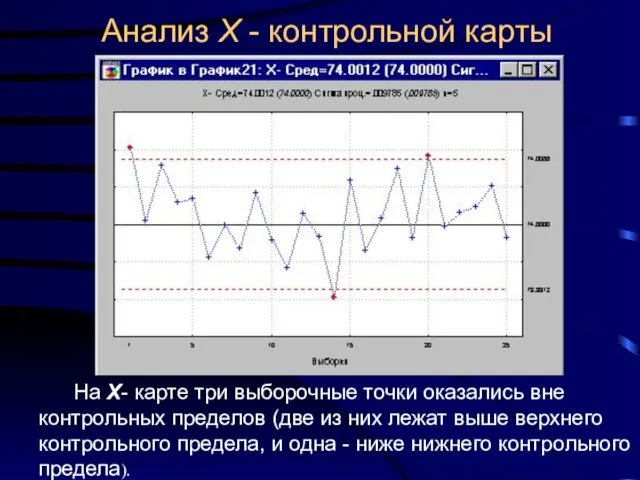
Анализ X - контрольной карты
На X- карте три выборочные
Анализ X - контрольной карты
На X- карте три выборочные
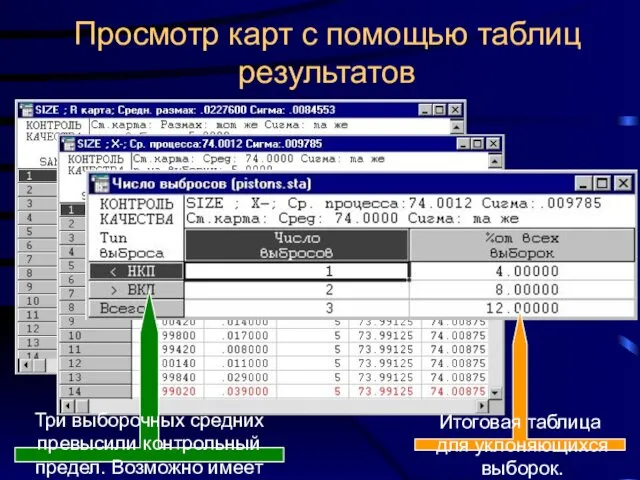
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
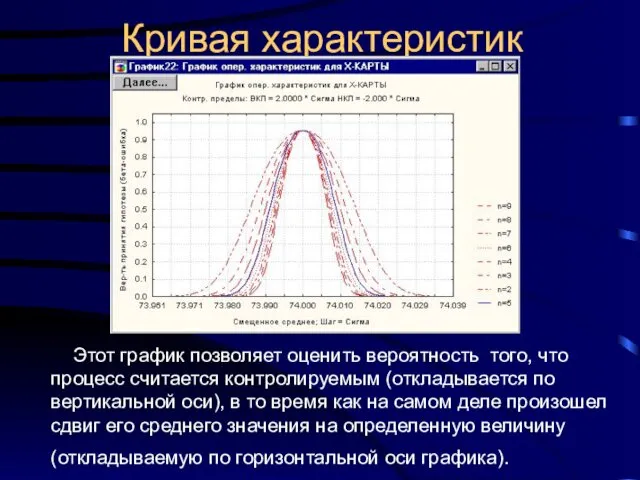
Кривая характеристик
Этот график позволяет оценить вероятность того, что процесс считается
Кривая характеристик
Этот график позволяет оценить вероятность того, что процесс считается
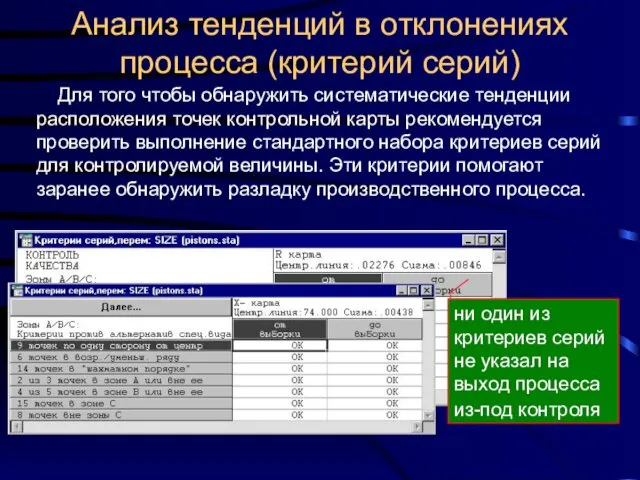
Анализ тенденций в отклонениях процесса (критерий серий)
Для того чтобы обнаружить
Анализ тенденций в отклонениях процесса (критерий серий)
Для того чтобы обнаружить
Пример № 2
CUSUM карта – карта накопленных
(суммарных отклонений) процесса
Пример № 2
CUSUM карта – карта накопленных
(суммарных отклонений) процесса
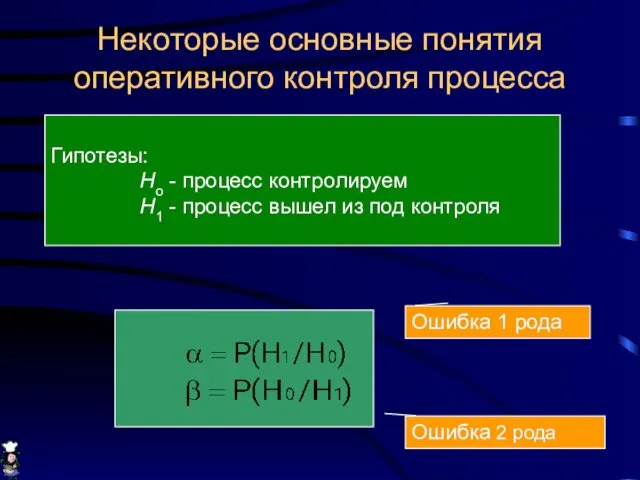
Некоторые основные понятия оперативного контроля процесса
Гипотезы:
Ho - процесс контролируем
H1
Некоторые основные понятия оперативного контроля процесса
Гипотезы:
Ho - процесс контролируем
H1
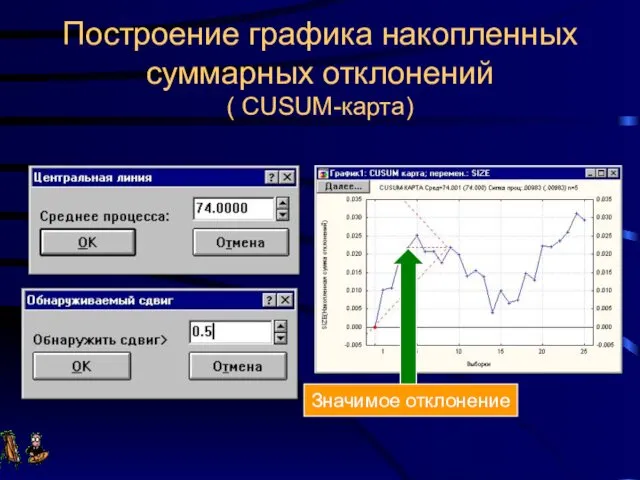
Построение графика накопленных суммарных отклонений
( CUSUM-карта)
Значимое отклонение
Построение графика накопленных суммарных отклонений
( CUSUM-карта)
Значимое отклонение
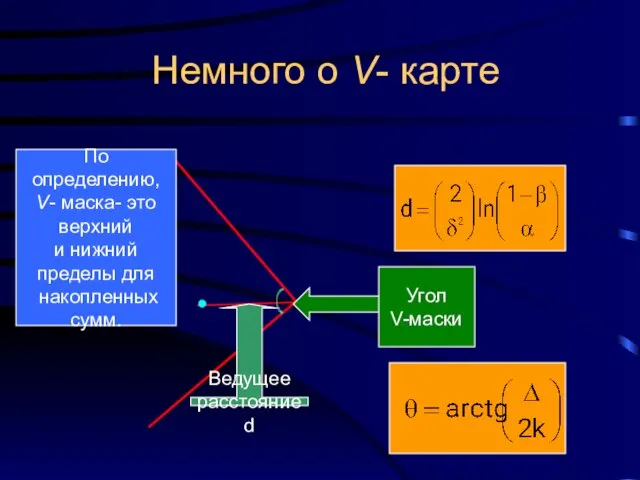
Немного о V- карте
Ведущее
расстояние
d
Угол
V-маски
По определению,
V- маска- это
верхний
и нижний
пределы для
накопленных
Немного о V- карте
Ведущее
расстояние
d
Угол
V-маски
По определению,
V- маска- это
верхний
и нижний
пределы для
накопленных
Анализ производственных процессов
Модуль «Анализ производственных процессов» (или кратко, Анализ процессов)
Анализ производственных процессов
Модуль «Анализ производственных процессов» (или кратко, Анализ процессов)
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости
Пример № 3
Выравнивание эмпирического распределения
по нормальному закону (Гаусса)
Пример № 3
Выравнивание эмпирического распределения
по нормальному закону (Гаусса)
Постановка задачи
Из продукции пресса, штампующего цилиндрические детали D =
Постановка задачи
Из продукции пресса, штампующего цилиндрические детали D =
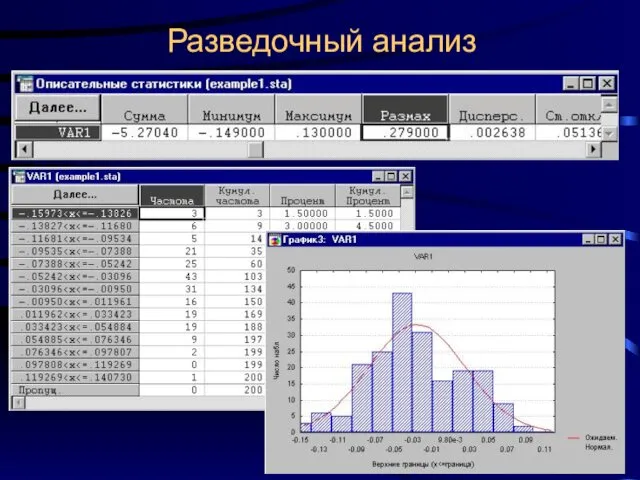
Разведочный анализ
Разведочный анализ
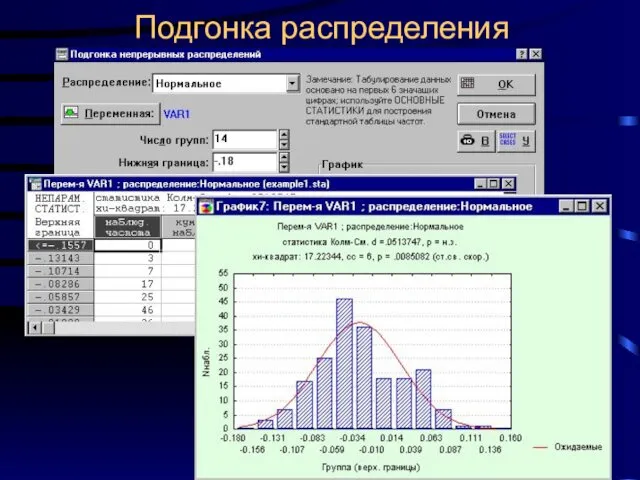
Подгонка распределения
Подгонка распределения
Пример № 4
Корреляционно-регрессионный анализ при
линейной взаимосвязи между переменными
Пример № 4
Корреляционно-регрессионный анализ при
линейной взаимосвязи между переменными
Постановка задачи
Исследуем связь между пределом прочности на разрыв Y
Постановка задачи
Исследуем связь между пределом прочности на разрыв Y
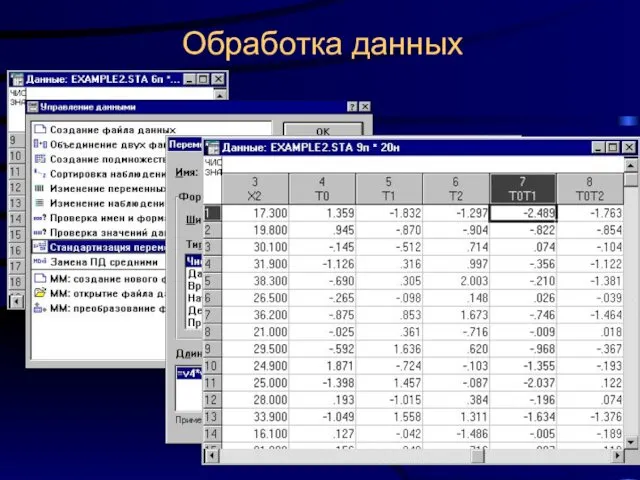
Обработка данных
Обработка данных
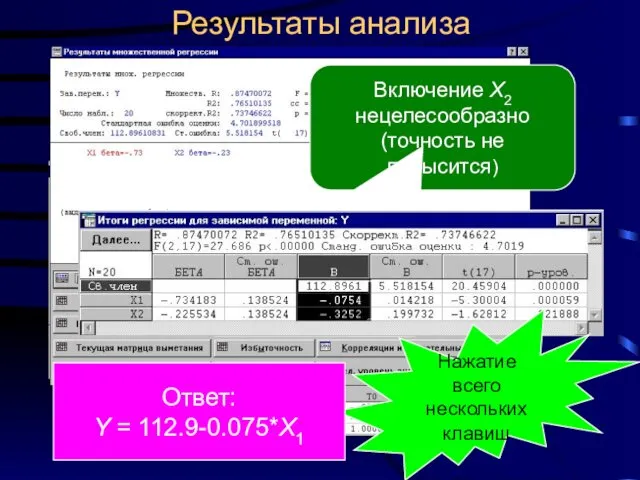
Результаты анализа
Включение X2
нецелесообразно
(точность не повысится)
Нажатие всего
нескольких
клавиш
Ответ:
Y =
Результаты анализа
Включение X2
нецелесообразно
(точность не повысится)
Нажатие всего
нескольких
клавиш
Ответ:
Y =
Контроль качества технических объектов в эксплуатации
Контроль качества технических объектов в эксплуатации
Пример № 5
Анализ закономерностей изменения величины подогрева смазочного масла
Пример № 5 Анализ закономерностей изменения величины подогрева смазочного масла
Основные определения
и классификация моделей
Модель – информационный аналог объекта, создаваемый с
Основные определения
и классификация моделей
Модель – информационный аналог объекта, создаваемый с

Требования к качеству модели
Требования к качеству модели
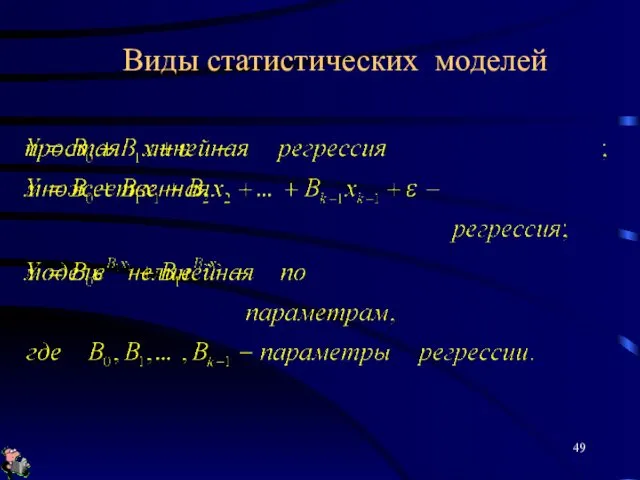
Виды статистических моделей
Виды статистических моделей
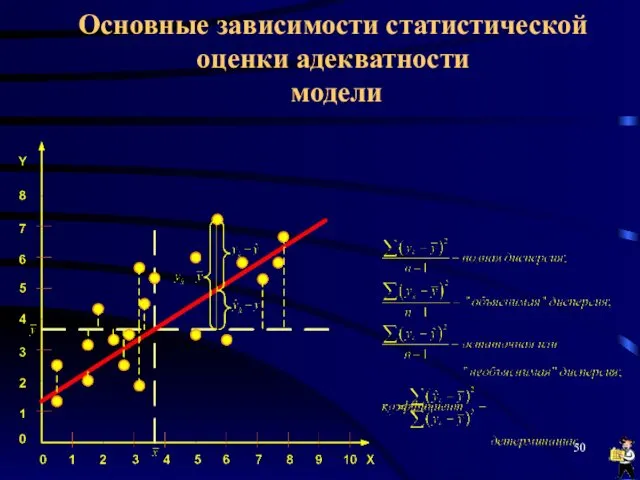
Основные зависимости статистической оценки адекватности
модели
Основные зависимости статистической оценки адекватности
модели
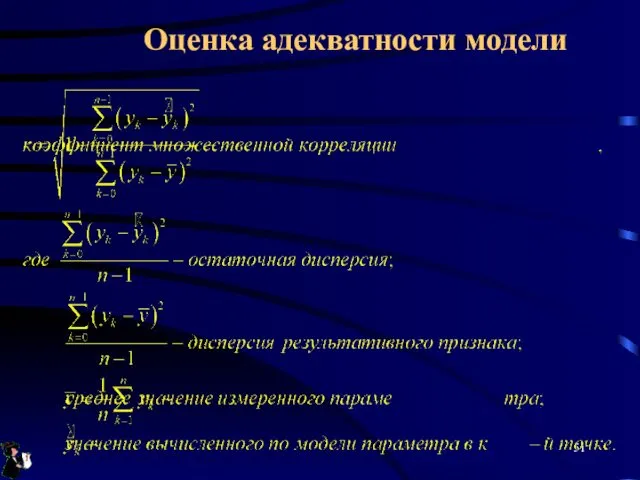
Оценка адекватности модели
Оценка адекватности модели
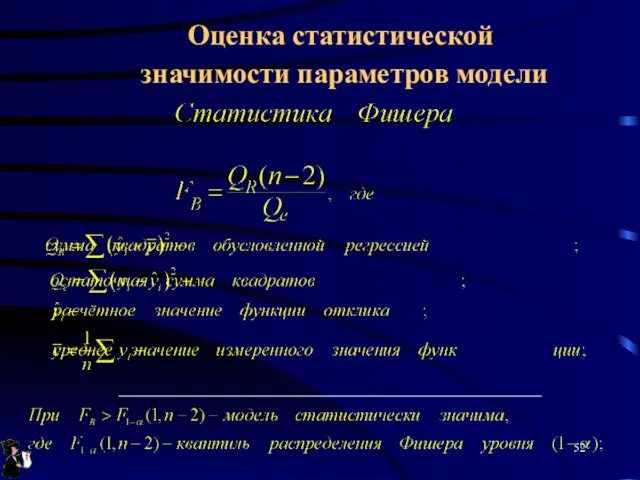
Оценка статистической
значимости параметров модели
Оценка статистической
значимости параметров модели

Сбор и первичная статистическая обработка эксплуатационной информации
Параметры ГТД
Величина
подогрева
смазочного масла
в
Сбор и первичная статистическая обработка эксплуатационной информации
Параметры ГТД
Величина
подогрева
смазочного масла
в
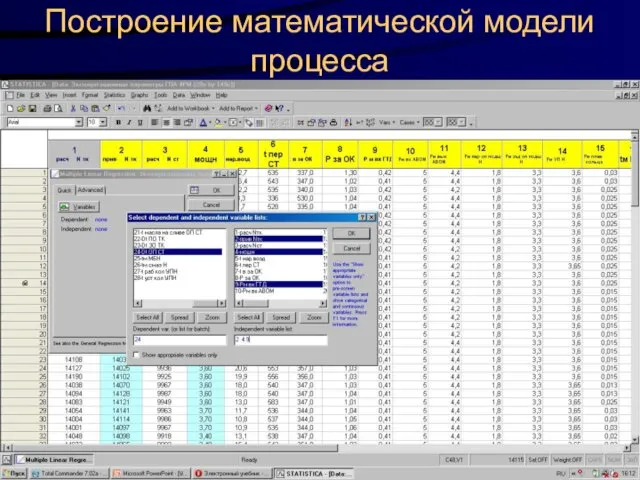
Построение математической модели процесса
Построение математической модели процесса

Результат
построения линейной модели регрессии
Параметры регрессии
Оценка качества математической модели
Результат
построения линейной модели регрессии
Параметры регрессии
Оценка качества математической модели

Графики параметров ГТД
Графики параметров ГТД
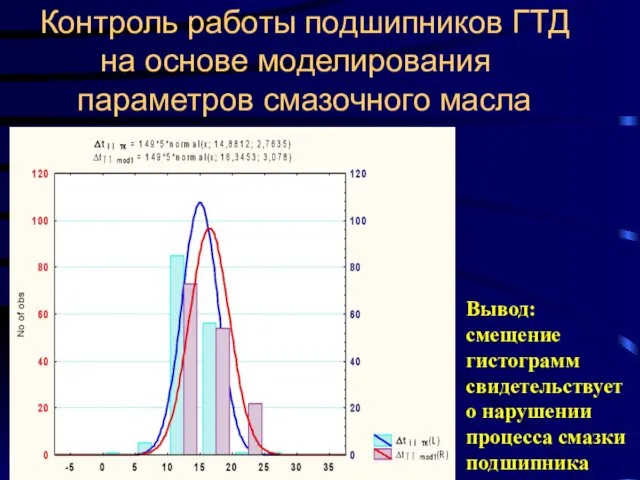
Контроль работы подшипников ГТД на основе моделирования параметров смазочного масла
Вывод:
Контроль работы подшипников ГТД на основе моделирования параметров смазочного масла
Вывод:
Статистический анализ процессов в подшипнике на основе
t– критерия Стьюдента
Статистический анализ процессов в подшипнике на основе
t– критерия Стьюдента

Контроль качества эксплуатации с помощью модуля «Промышленная STATISTICA» - это:
Быстро
Просто
Удобно
Эффективно
Доступно
Красиво
Полезные
Контроль качества эксплуатации с помощью модуля «Промышленная STATISTICA» - это:
Быстро
Просто
Удобно
Эффективно
Доступно
Красиво
Полезные
Литература
Л.Е. Басовский, В.Б. Протасов. Управление качеством\ учебник, - М.: ИНФРА-М,
Литература
Л.Е. Басовский, В.Б. Протасов. Управление качеством\ учебник, - М.: ИНФРА-М,
 СПИД и его профилактика
СПИД и его профилактика Исход
Исход Причины смены времени суток
Причины смены времени суток Перелетные птицы. Ознакомление детей с окружающим миром
Перелетные птицы. Ознакомление детей с окружающим миром Человек и общество (Модуль 1)
Человек и общество (Модуль 1) Порядок организации и осуществления подготовки различных групп населения в области гражданской обороны и защиты от ЧС
Порядок организации и осуществления подготовки различных групп населения в области гражданской обороны и защиты от ЧС Теория государства и права
Теория государства и права Список международных конференций на весенний семестр 2016 года
Список международных конференций на весенний семестр 2016 года Вред и польза интернета
Вред и польза интернета Типы и виды экономических систем
Типы и виды экономических систем Розрахунок трубопроводу при встановленому русі рідини
Розрахунок трубопроводу при встановленому русі рідини Постановка физического воспитания в вузах
Постановка физического воспитания в вузах Токарные станки
Токарные станки Здоровье и красота У-СИН
Здоровье и красота У-СИН Зарубежные информационные ресурсы
Зарубежные информационные ресурсы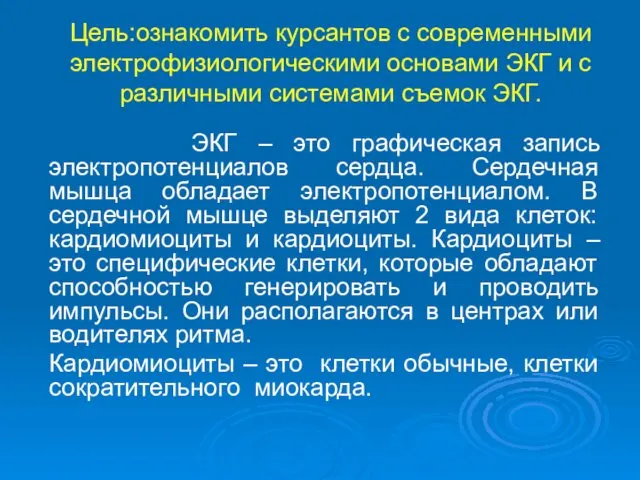 Современные электрофизиологические основы ЭКГ и различные системы съемок ЭКГ
Современные электрофизиологические основы ЭКГ и различные системы съемок ЭКГ Медиация будущего
Медиация будущего Динамика макроэкономического развития: цикличность и экономический рост
Динамика макроэкономического развития: цикличность и экономический рост Правила поведения на Новый год
Правила поведения на Новый год Интеллектуальный марафон - 20 (2 класс)
Интеллектуальный марафон - 20 (2 класс) Как возникла древнерусская письменность
Как возникла древнерусская письменность Особенности стратегического анализа: PEST анализ
Особенности стратегического анализа: PEST анализ презентация. классный час Что такое толерантность?
презентация. классный час Что такое толерантность? prezentatstia_sergeev_sergey_oput18
prezentatstia_sergeev_sergey_oput18 Классификация теплообменников
Классификация теплообменников Летние каникулы. Правила поведения
Летние каникулы. Правила поведения 1. Main differences between education systems in the United Kingdom and in the United States
1. Main differences between education systems in the United Kingdom and in the United States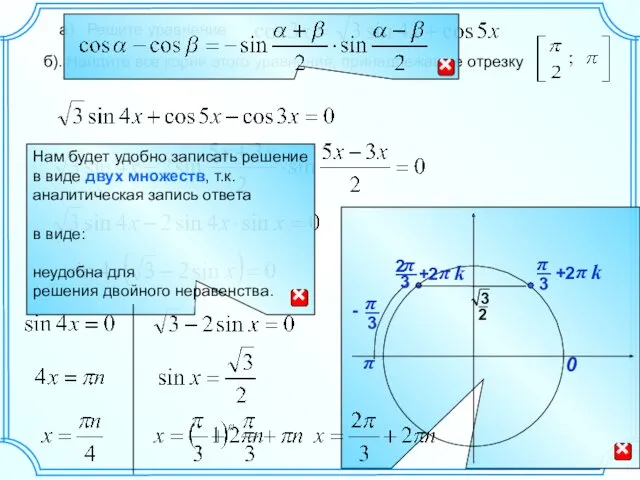 Решение тригонометрического уравнения (С 1, 25)
Решение тригонометрического уравнения (С 1, 25)