Усовершенствование технологического процесса обработки детали вал с целью снижения трудоемкости презентация
- Усовершенствование технологического процесса обработки детали вал с целью снижения трудоемкости

Содержание
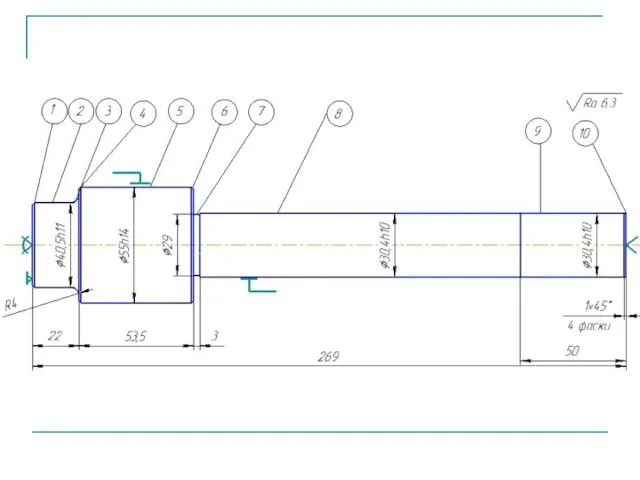
- 3. Масса детали где π=3,14 ρ=7,8⋅10^-6 кг/мм3 – плотность стали, d1 ,d2 ,d3 – диаметр ступней вала,
- 4. Анализ технологичности конструкций изделия Деталь технологична по следующим показателям: Небольшая масса детали, менее 5кг. Удобное расположение
- 5. Анализ технологичности конструкций изделия Деталь не технологична по следующим показателям: Высокая точность и качество поверхностей детали.
- 6. Обоснование типа производства Определяем тип производства исходя из годового объёма выпуска и массы детали. Масса детали
- 7. Выбор вида заготовки и её конструирование. Конструирование заготовки из проката. Норма расхода для проката Масса проката
- 8. Конструирование заготовки штамповки Нрасх=1,1*2,7=2,97кг
- 9. Выбираем вид заготовки где тд – масса детали, Мпр – масса заготовки из проката, Мшт. –
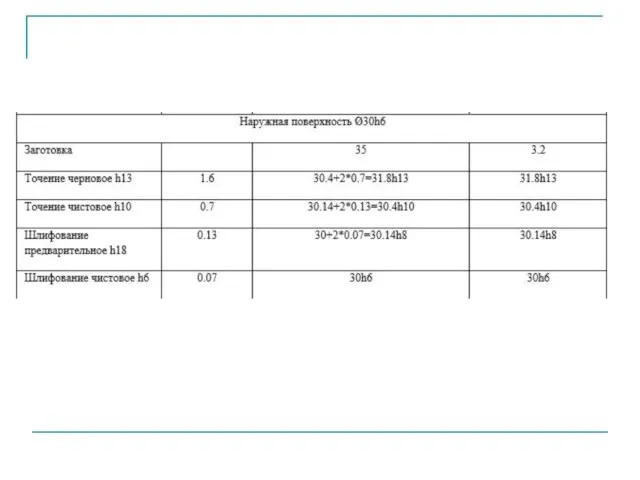
- 10. Расчет припусков
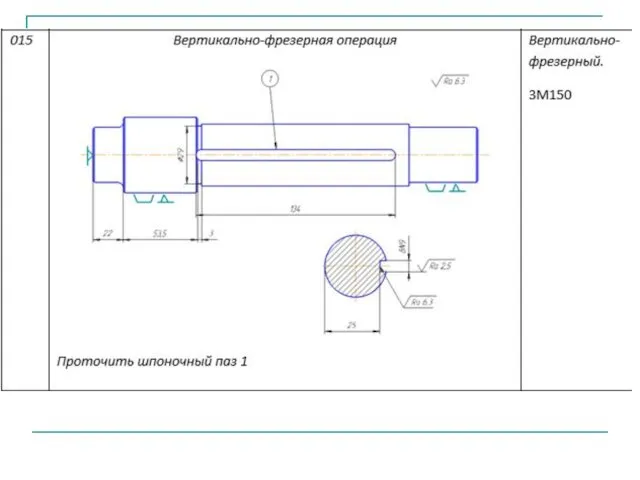
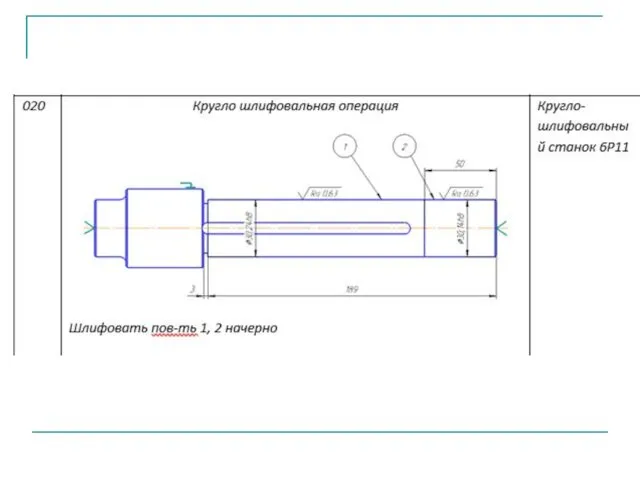
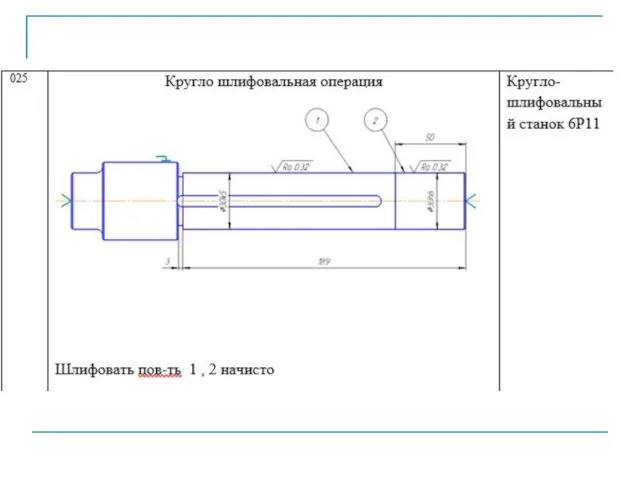
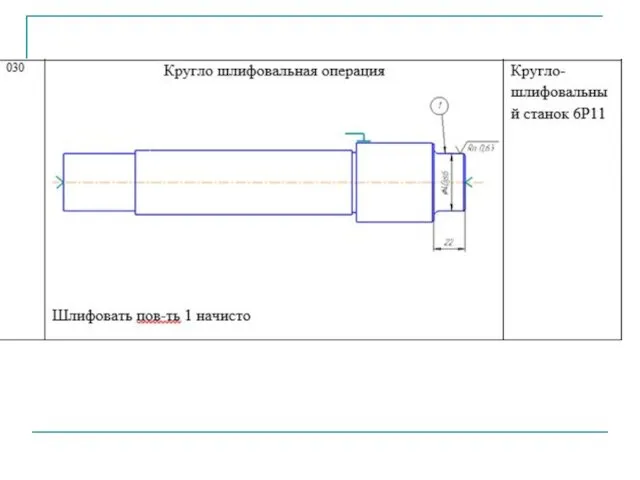
- 12. Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.
- 17. Разработка токарных операций и расчет режимов резания на универсальных станках Токарно-винторезная операция 010 То. общ=0.23+0.01+0,40+0.43=1,26 мин
- 18. Разработка токарных операций и расчет режимов резания на станке с ЧПУ Токарная с ЧПУ 010 Основное
- 20. Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и станках с ЧПУ Тш-к У=10,85
- 21. Экономический эффект Срок окупаемости равен 0,16 года, что меньше нормативного (Ток. н. = 5 лет) и
- 23. Скачать презентацию
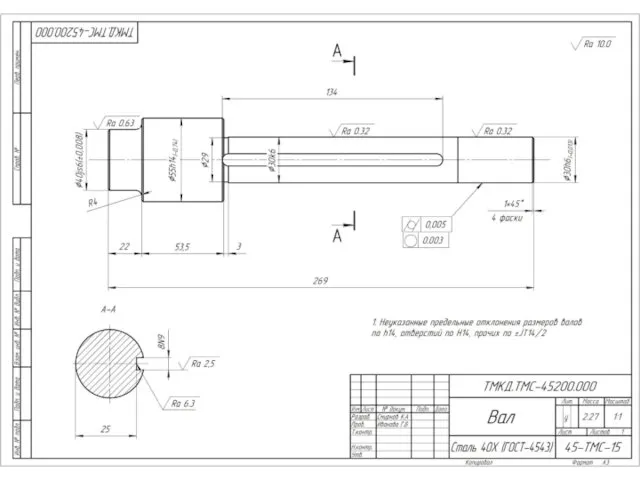
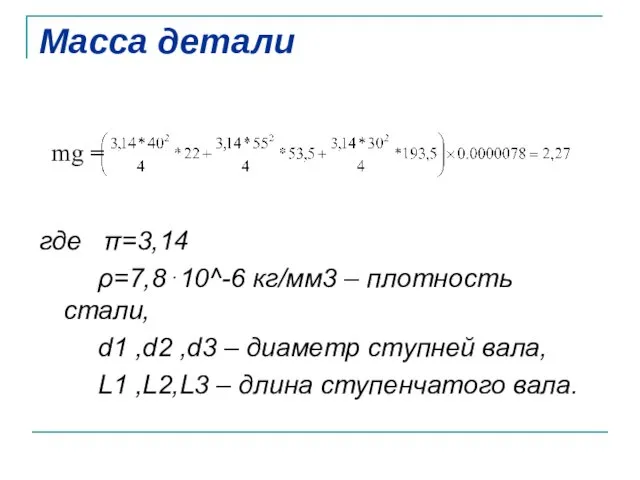
Масса детали
где π=3,14
ρ=7,8⋅10^-6 кг/мм3 – плотность стали,
d1 ,d2
Масса детали
где π=3,14
ρ=7,8⋅10^-6 кг/мм3 – плотность стали,
d1 ,d2
Анализ технологичности конструкций изделия
Деталь технологична по следующим показателям:
Небольшая масса детали, менее
Анализ технологичности конструкций изделия
Деталь технологична по следующим показателям:
Небольшая масса детали, менее
Анализ технологичности конструкций изделия
Деталь не технологична по следующим показателям:
Высокая точность и
Анализ технологичности конструкций изделия
Деталь не технологична по следующим показателям:
Высокая точность и
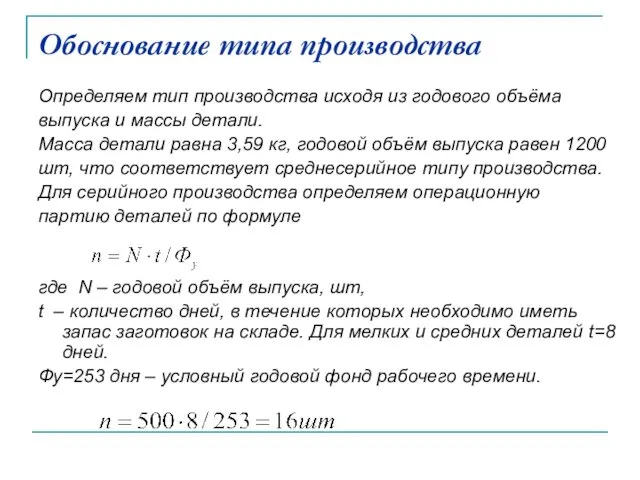
Обоснование типа производства
Определяем тип производства исходя из годового объёма
выпуска и
Обоснование типа производства
Определяем тип производства исходя из годового объёма
выпуска и
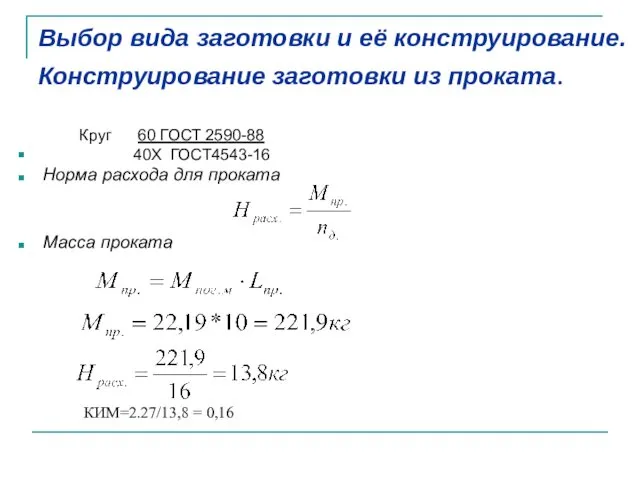
Выбор вида заготовки и её конструирование.
Конструирование заготовки из проката.
Норма расхода
Выбор вида заготовки и её конструирование.
Конструирование заготовки из проката.
Норма расхода
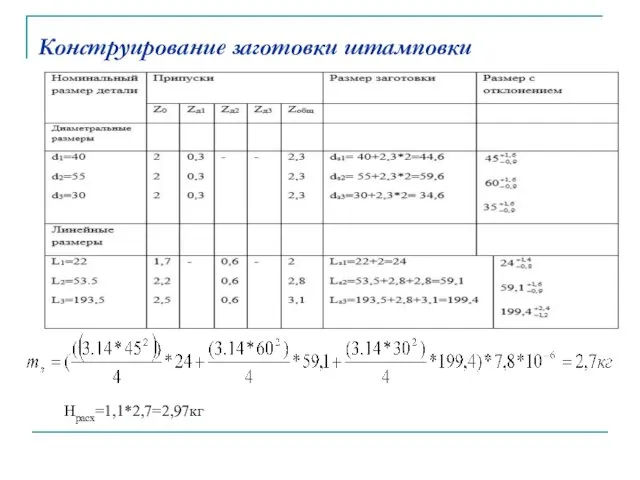
Конструирование заготовки штамповки
Нрасх=1,1*2,7=2,97кг
Конструирование заготовки штамповки
Нрасх=1,1*2,7=2,97кг
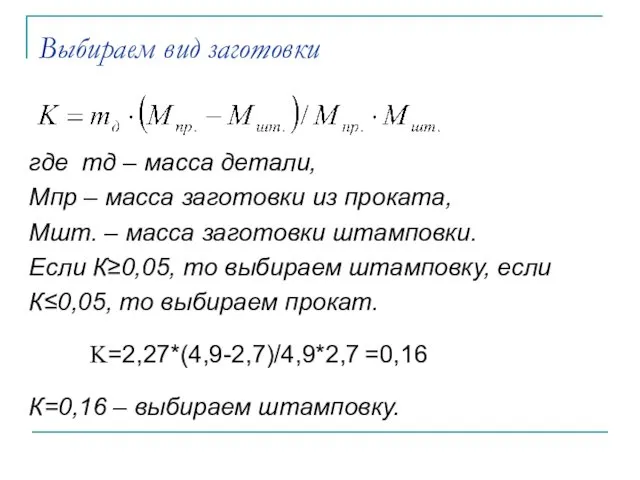
Выбираем вид заготовки
где тд – масса детали,
Мпр – масса заготовки
Выбираем вид заготовки
где тд – масса детали,
Мпр – масса заготовки
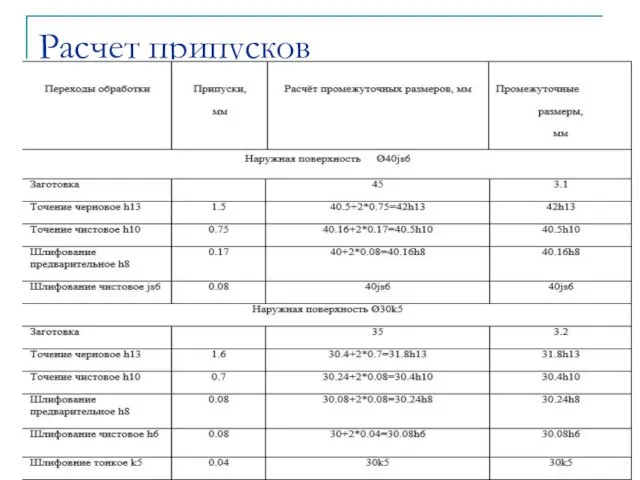
Расчет припусков
Расчет припусков

Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.
Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.
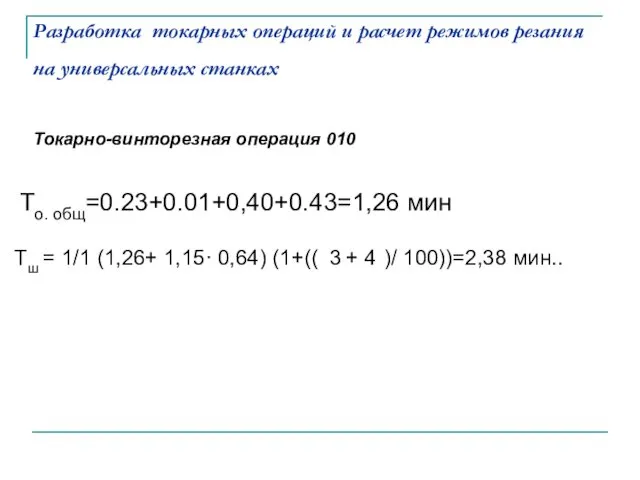
Разработка токарных операций и расчет режимов резания на универсальных станках
Токарно-винторезная
Разработка токарных операций и расчет режимов резания на универсальных станках
Токарно-винторезная
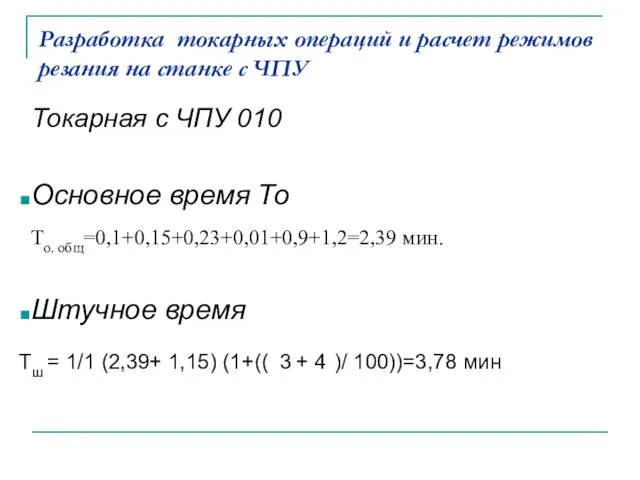
Разработка токарных операций и расчет режимов резания на станке с ЧПУ
Токарная
Разработка токарных операций и расчет режимов резания на станке с ЧПУ
Токарная
Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и
Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и
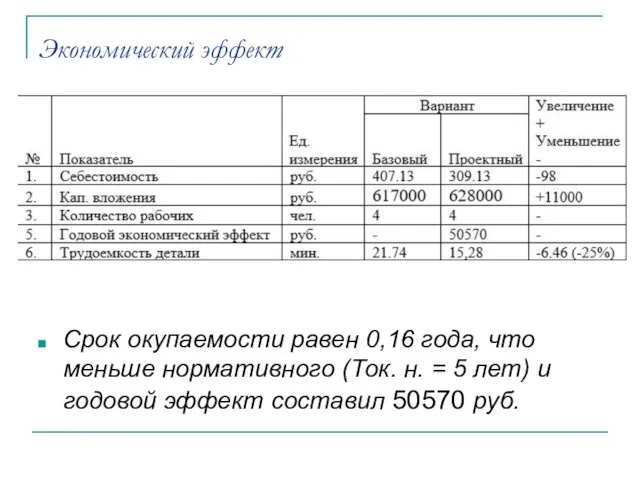
Экономический эффект
Срок окупаемости равен 0,16 года, что меньше нормативного (Ток.
Экономический эффект
Срок окупаемости равен 0,16 года, что меньше нормативного (Ток.
 Теоретическая грамматика английского языка
Теоретическая грамматика английского языка Игра Собери портфель
Игра Собери портфель Сеть фитнес клубов My Fit
Сеть фитнес клубов My Fit Общие сведения о радиоматериалах
Общие сведения о радиоматериалах Организация профессиональной деятельности повара с разработкой технологии приготовления и оформления блюда утка фаршированная
Организация профессиональной деятельности повара с разработкой технологии приготовления и оформления блюда утка фаршированная Сенім дегеніміз не? Евр 11:1-2
Сенім дегеніміз не? Евр 11:1-2 презентация проекта Большая книга сказок
презентация проекта Большая книга сказок Программа обучения стажера
Программа обучения стажера Внеклассное мероприятие В гостях у сказки
Внеклассное мероприятие В гостях у сказки Сложные эфиры. Жиры. Мыла
Сложные эфиры. Жиры. Мыла HAICTC el planeta es para nuestros hijos. BIOMASA primera fuente de energías renovables
HAICTC el planeta es para nuestros hijos. BIOMASA primera fuente de energías renovables воспитательный час счастлив тот, кто счастлив у себя дома
воспитательный час счастлив тот, кто счастлив у себя дома Проектирование участков цехов ДСтП
Проектирование участков цехов ДСтП Электр жетектердегі өтпелі процестер
Электр жетектердегі өтпелі процестер Русский народный праздник Ефремов день
Русский народный праздник Ефремов день Часть речи существительное
Часть речи существительное Безработица, её причины и последствия
Безработица, её причины и последствия Презентация НИР
Презентация НИР Презентация по теме Предельные углеводороды 10 класс УМК О.С.Габриелян
Презентация по теме Предельные углеводороды 10 класс УМК О.С.Габриелян Дидактическая игра Что лишнее?
Дидактическая игра Что лишнее? Презентация к методической разработке: Покормите птиц зимой
Презентация к методической разработке: Покормите птиц зимой Презентация к уроку Бабочка (бисер)
Презентация к уроку Бабочка (бисер) Древнегерманские племена. Классификация по Плинию
Древнегерманские племена. Классификация по Плинию Tele2 зажигает свет мобильных перемен
Tele2 зажигает свет мобильных перемен Vspomogatelnoe_oborudovanie_teplovoza
Vspomogatelnoe_oborudovanie_teplovoza Проектная деятельность, как средство реализации ФГОС
Проектная деятельность, как средство реализации ФГОС Психологические особенности подросткового возраста и роль родительских установок на формирование личности.
Психологические особенности подросткового возраста и роль родительских установок на формирование личности. La France. Французский язык
La France. Французский язык