- Усовершенствование в реализации технологического процесса изготовления детали Шестерня

Содержание
- 2. Дипломный проект Тема: Усовершенствование в реализации технологического процесса изготовления детали «Шестерня» Выполнил студент группы Тмзо-45 Малыгин
- 3. Цель – усовершенствовать, создать новый технологический процесс на обработку детали «Шестерня», который был бы более технологичным,
- 4. Деталь имеет шлицевое отверстие ø52 предназна-ченное для посадки на шлицевый вал и обработаное по 8-му квалитету
- 5. Деталь изготовлена из стали 40Х. Сталь 40Х ГОСТ4543 – 61 легированная конструкционная применяется для деталей с
- 6. Одним из основных направлений в машиностроении является выбор заготовок с оптимальными конструктивными формами, обеспечивающими возможность применения
- 7. Рассчитав и сравнив коэффициент использования материала , выбираю заготовку, полученную методом закрытой штамповки.
- 9. Маршрутная карта – документ , в котором описывается техпроцесс изготовления детали по всем операциям в технологической
- 10. Система технического контроля
- 12. Экономические расчёты По определению потребного количества оборудования
- 13. По определению численности рабочих
- 14. Расчёт полной себестоимости по статьям калькуляции
- 15. СУОТ
- 17. ПРИМЕНЕНИЕ СИЗ
- 20. Скачать презентацию
Дипломный проект
Тема: Усовершенствование в реализации технологического процесса изготовления детали «Шестерня»
Выполнил студент
Дипломный проект
Тема: Усовершенствование в реализации технологического процесса изготовления детали «Шестерня»
Выполнил студент
Цель – усовершенствовать, создать
новый технологический процесс на
обработку детали «Шестерня»,
Цель – усовершенствовать, создать
новый технологический процесс на
обработку детали «Шестерня»,
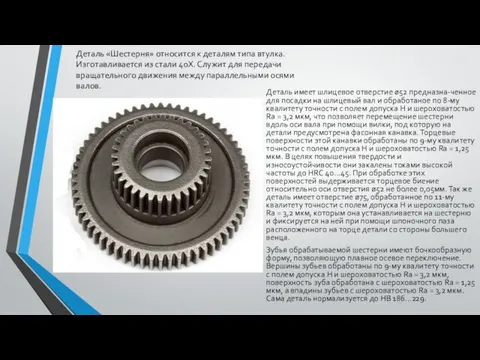
Деталь имеет шлицевое отверстие ø52 предназна-ченное для посадки на шлицевый вал
Деталь имеет шлицевое отверстие ø52 предназна-ченное для посадки на шлицевый вал
Деталь изготовлена из стали 40Х.
Сталь 40Х ГОСТ4543 – 61 легированная
Деталь изготовлена из стали 40Х. Сталь 40Х ГОСТ4543 – 61 легированная
Одним из основных направлений в машиностроении является выбор заготовок с оптимальными
Одним из основных направлений в машиностроении является выбор заготовок с оптимальными
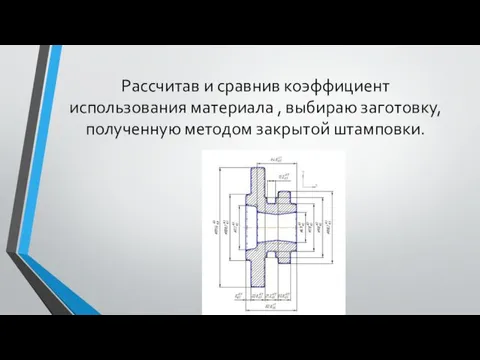
Рассчитав и сравнив коэффициент использования материала , выбираю заготовку, полученную методом
Рассчитав и сравнив коэффициент использования материала , выбираю заготовку, полученную методом
Маршрутная карта – документ , в котором описывается техпроцесс изготовления детали
Маршрутная карта – документ , в котором описывается техпроцесс изготовления детали
Система технического контроля
Система технического контроля
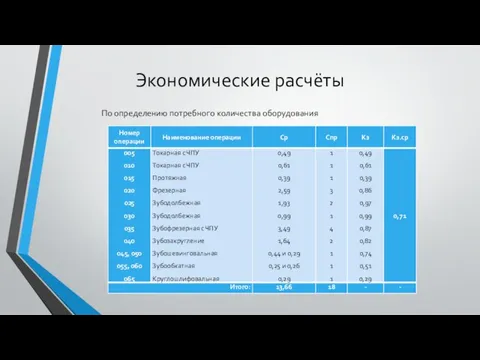
Экономические расчёты
По определению потребного количества оборудования
Экономические расчёты
По определению потребного количества оборудования
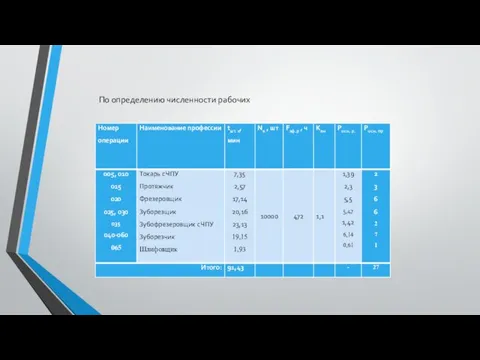
По определению численности рабочих
По определению численности рабочих
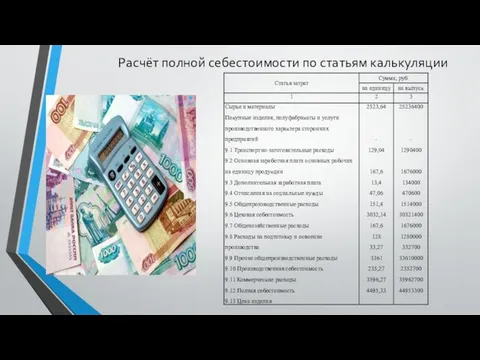
Расчёт полной себестоимости по статьям калькуляции
Расчёт полной себестоимости по статьям калькуляции
СУОТ
СУОТ
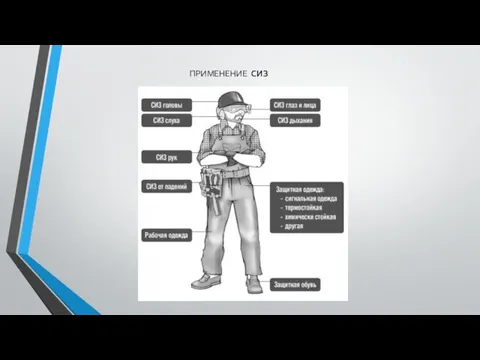
ПРИМЕНЕНИЕ СИЗ
ПРИМЕНЕНИЕ СИЗ
 Презентация Нижний Новгород
Презентация Нижний Новгород Государственные ценные бумаги
Государственные ценные бумаги Презентация Обучение дошкольников правилам дорожного движения
Презентация Обучение дошкольников правилам дорожного движения Своя игра 1 класс
Своя игра 1 класс Как не стать жертвой наркомании
Как не стать жертвой наркомании Законы надёжности
Законы надёжности Пенсионная система Чили
Пенсионная система Чили Обозначение геометрических фигур буквами
Обозначение геометрических фигур буквами Интернет с промо ТВ
Интернет с промо ТВ Мобильное приложения под iOS, для интернета
Мобильное приложения под iOS, для интернета ребус к уроку карбоновые кислоты Диск
ребус к уроку карбоновые кислоты Диск Живопись Франции
Живопись Франции Семинар Талант и гениальность
Семинар Талант и гениальность Архитектура транспортных сооружений. Здания и сооружения на транспорте
Архитектура транспортных сооружений. Здания и сооружения на транспорте Язык и речь. Типы речевых ситуаций
Язык и речь. Типы речевых ситуаций Педагогический проект Игрушка-как средство развития духовно-нравственных качеств детей младшего дошкольного возраста
Педагогический проект Игрушка-как средство развития духовно-нравственных качеств детей младшего дошкольного возраста Течения в Океане
Течения в Океане Презентация обучающей игры Бездельник для детей старшего дошкольного возраста
Презентация обучающей игры Бездельник для детей старшего дошкольного возраста осень
осень Комплекс решений в строительстве скважин с большим отходом от вертикали
Комплекс решений в строительстве скважин с большим отходом от вертикали Общероссийский конкурс Мой бизнес- моя Россия. Гидропоника
Общероссийский конкурс Мой бизнес- моя Россия. Гидропоника Мосрентген, деревня Дудкино, СНТ Дудкино
Мосрентген, деревня Дудкино, СНТ Дудкино Игромания. Я и Компьютер
Игромания. Я и Компьютер Живопись классицизма. Жак Луи Давид
Живопись классицизма. Жак Луи Давид презентация Моё Отечество
презентация Моё Отечество 19 мая - День пионерии
19 мая - День пионерии Эколого-благотворительный проект #Добрые крышечки
Эколого-благотворительный проект #Добрые крышечки Компьютерная графика
Компьютерная графика