- Установки для плазменной сварки и резки

Содержание
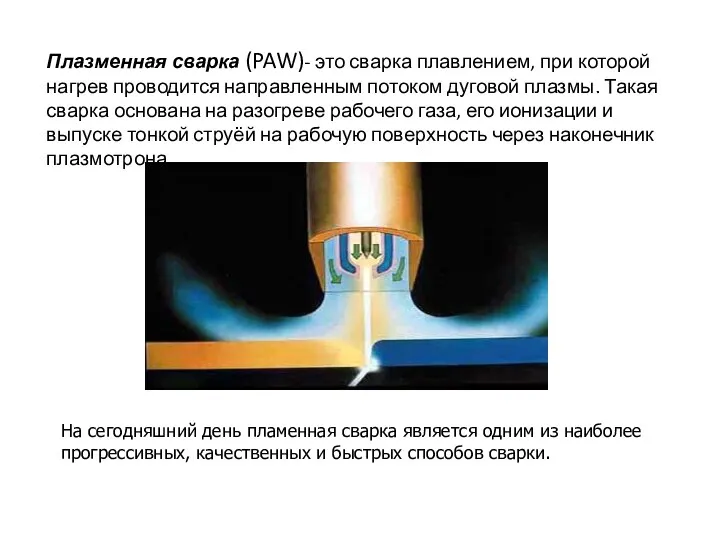
- 2. Плазменная сварка (PAW)- это сварка плавлением, при которой нагрев проводится направленным потоком дуговой плазмы. Такая сварка
- 4. От обычного электродугового метода плазменная сварка отличается, прежде всего, наличием высокой концентрации энергии в эпицентре разогрева
- 5. Возможны две схемы процесса: сварка плазменной дугой, когда дуга горит между неплавящимся электродом и изделием; сварка
- 6. Микроплазменная сварка В связи с высокой степенью ионизации газа в плазмотроне плазменная дуга может гореть при
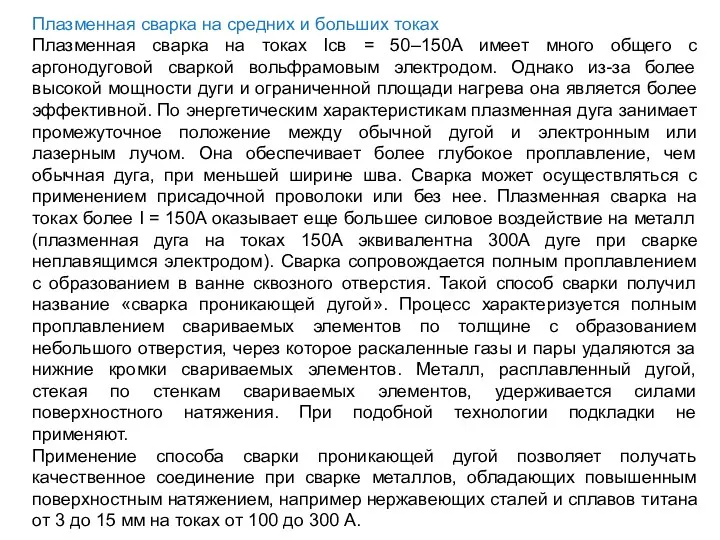
- 7. Плазменная сварка на средних и больших токах Плазменная сварка на токах Iсв = 50–150А имеет много
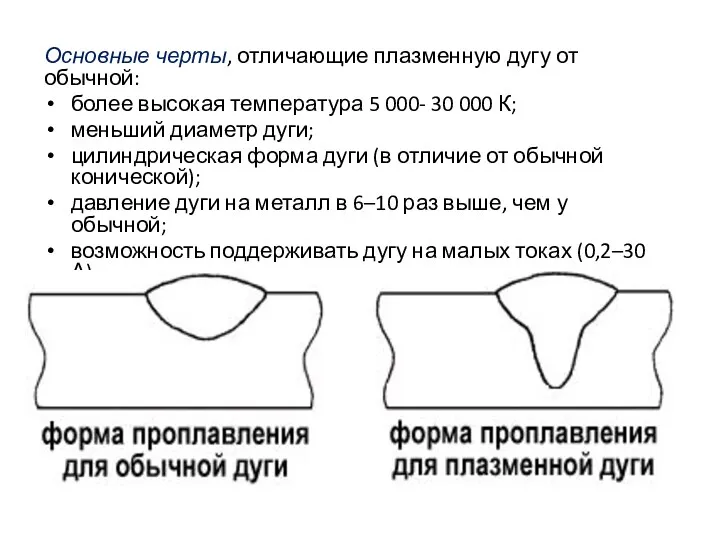
- 8. Основные черты, отличающие плазменную дугу от обычной: более высокая температура 5 000- 30 000 К; меньший
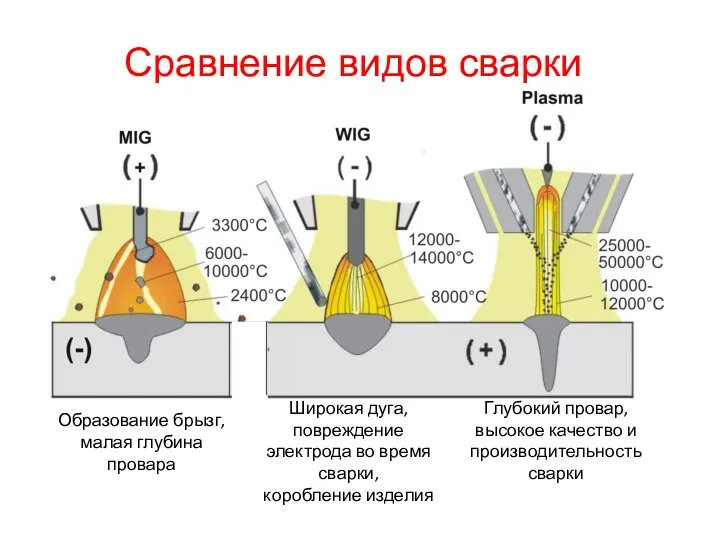
- 9. Сравнение видов сварки Образование брызг, малая глубина провара Широкая дуга, повреждение электрода во время сварки, коробление
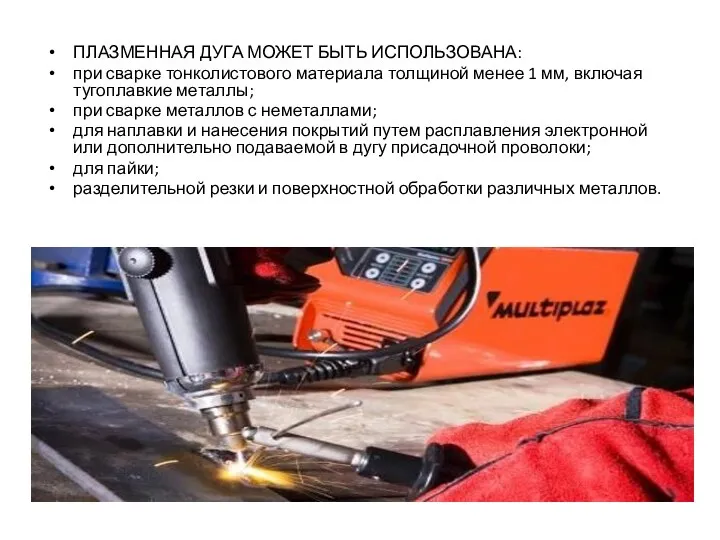
- 10. ПЛАЗМЕННАЯ ДУГА МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНА: при сварке тонколистового материала толщиной менее 1 мм, включая тугоплавкие металлы;
- 11. Процесс плазменной сварки имеет ПРЕИМУЩЕСТВА: высокая стабильность и устойчивость сжатой дуги, в том числе на малых
- 12. импульсные режимы плазменной сварки уменьшают перегрев изделия, опасность прожогов и сварочные деформации, улучшают структуру шва; ведение
- 13. Плазменные установки состоят из следующих основных узлов: плазмотрона, блока питания и управления, баллона и системы напуска
- 14. В настоящее время большинство плазмотронов прямого действия снабжены дополнительным блоком питания для зажигания дежурной (плотной) дуги.
- 15. Основные параметры режима. К основным параметрам плазменно-дуговой сварки относятся: ток, напряжение, расстояние от торца сопла до
- 16. Применение способа сварки проникающей дугой позволяет получать качественное соединение при сварке металлов, обладающих повышенным поверхностным натяжением,
- 17. Источники фирмы SBI (Австрия)
- 18. Схема универсальных источников тока PMI-280/300/380/500 Плазмообразующий газ Защитный газ Вспомогательный инвертор Основной инвертор Пятну нагрева при
- 19. Плазменная сварка универсальными источниками PMI-280/500 PMI-500 PMI-280 Источники предназначены для: - плазменной сварки толщиной до 0.5-3
- 20. Плазменная сварка универсальными источниками тока PMI-300/380 Специально разработан для плазменной сварки алюминия и его сложнолегированных сплавов.
- 21. Плазменная точечная сварка источниками PSW-280/500 PSW-500 PSW-280B Источники разработаны для: -плазменной точечной сварки конструкций с толщиной
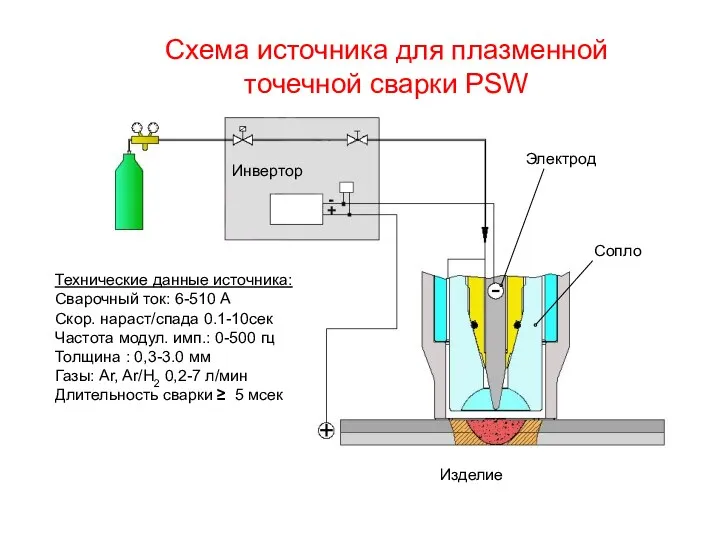
- 22. Схема источника для плазменной точечной сварки PSW Инвертор Электрод Сопло Изделие Технические данные источника: Сварочный ток:
- 23. Плазменные горелки Одна из причин в распространении плазменной сварки,это усовершенствование горелок, что и обеспечило эффективное использование
- 24. Aвтоматизированная сварка с подачей присадки и источником тока PMI 280B 1.0 PMI 280B источник тока 280А
- 25. Aвтоматизированная сварка с подачей присадки и источником тока PMI 500 1 3 2 4 6 5
- 26. Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
- 27. Образцы сварки источниками PMI Дымоходные трубы Нержавеющая сталь толщиной 0,4 мм, скорость 2 м/мин, сварочный ток
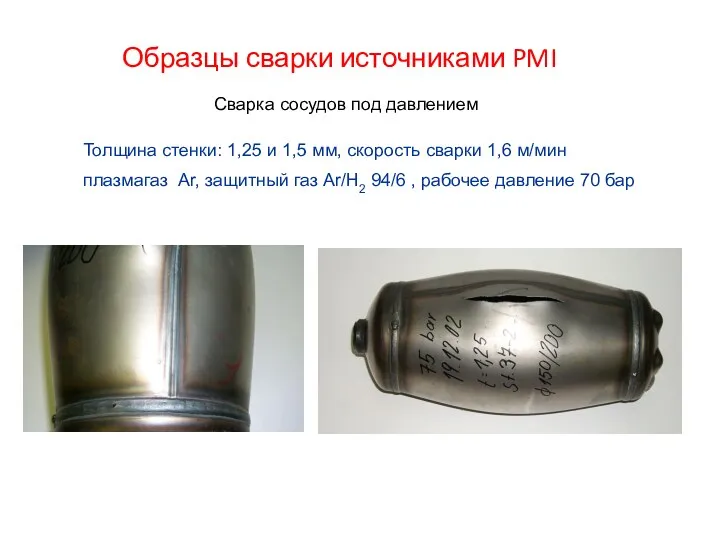
- 28. Resistance spot Образцы сварки источниками PMI Толщина стенки: 1,25 и 1,5 мм, скорость сварки 1,6 м/мин
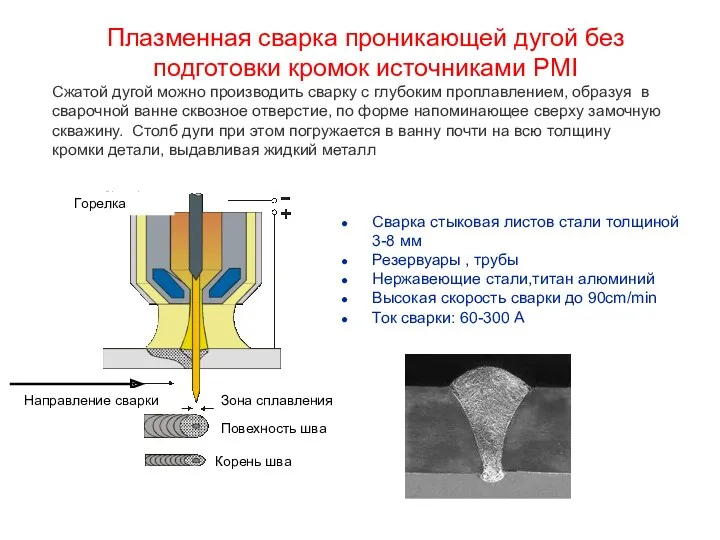
- 29. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI Сварка стыковая листов стали толщиной 3-8 мм
- 30. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI Сварка труб за один проход Нержавеющая сталь
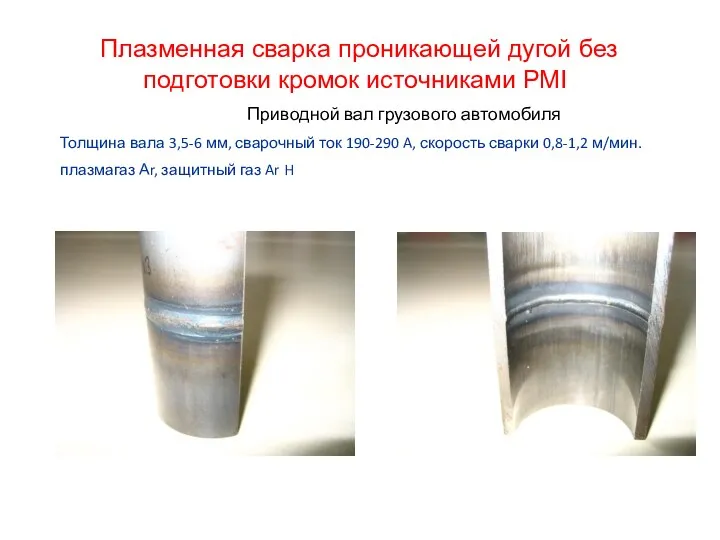
- 31. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI Приводной вал грузового автомобиля Толщина вала 3,5-6
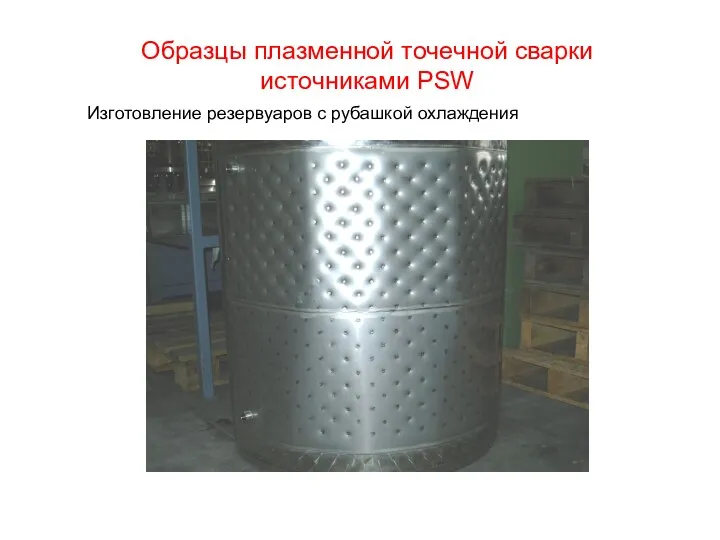
- 32. Образцы плазменной точечной сварки источниками PSW Изготовление резервуаров с рубашкой охлаждения
- 33. Образцы плазменной точечной сварки источниками PSW Производство кузовов автобусов Икарус Профильные конструкции Толщина: 1 - 2,5
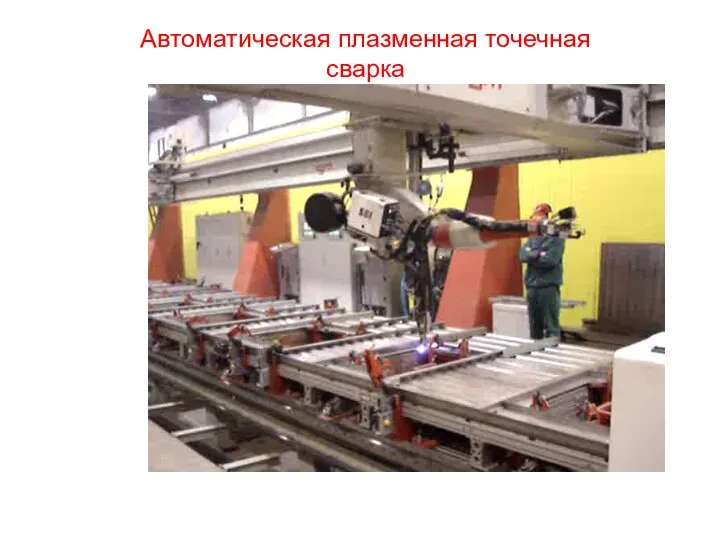
- 34. Автоматическая плазменная точечная сварка
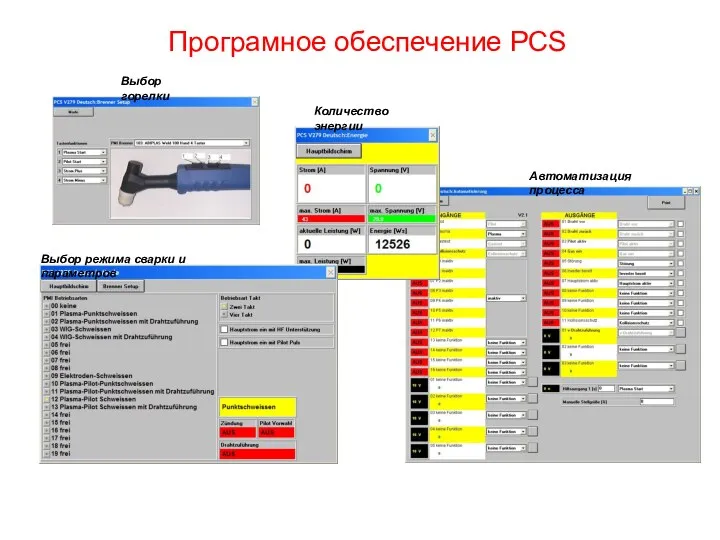
- 35. Програмное обеспечение PCS Выбор горелки Выбор режима сварки и параметров Автоматизация процесса Количество энергии
- 36. Установки для сварки продольных швов серии SWD используются для автоматической дуговой сварки труб, коробов, листов и
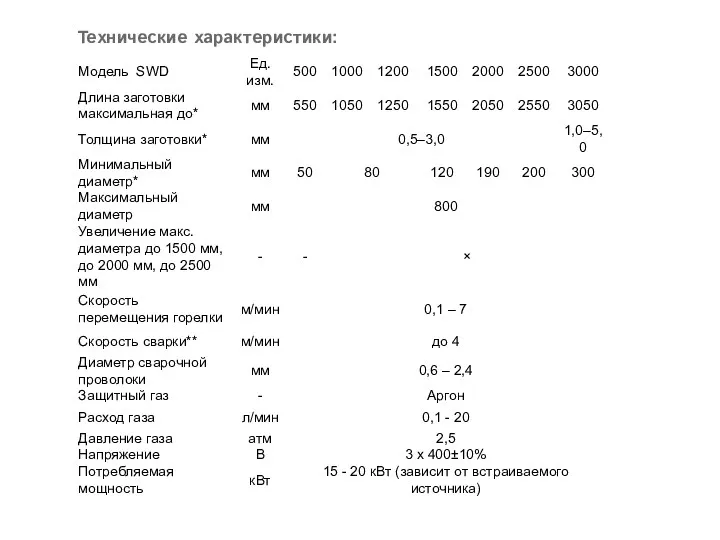
- 37. Технические характеристики:
- 38. Режимы воздушно-плазменной резки
- 39. ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 1,5/2,5 ОСОБЕННОСТИ: Оригинальное русскоязычное программное обеспечение. Автоматический контроль наличия и
- 40. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- 41. ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 2,0/6,0 Динамическое изменение скорости с учетом сложности контура; Автоматическая система
- 42. Максимальная скорость перемещения по координатам 7000 мм/мин.; Потребляемая мощность системой ЧПУ - 800 Вт; Высота перемещения
- 43. СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ V-PRO (США) Технические параметры станков V-PRO Cерия • Просвет по оси Z:
- 44. Узел привода Имеет одинаковую конструкцию на осях X и Y, выполнен из цельнолитых алюминиевых деталей и
- 45. АППАРАТ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ MULTICAM, СЕРИЯ 3000 Технические параметры станков Серия 3000 • Просвет по оси Z:
- 46. -Возможность высокоскоростного перемещения по контуру. -Полностью программируемый отвод режущей головки при смене деталей. -Автоматическое начальное определение
- 47. МАШИНА ПЛАЗМЕННОЙ РЕЗКИ MULTICAM 6000 Технические параметры станков Серия 6000. 5-ти осевой станок плазменного раскроя •
- 48. Стандартные характеристики станков серии 6000: Возможность высокоскоростного перемещения по контуру. Полностью программируемый отвод режущей головки при
- 49. Машина термической резки PHOENIX (Esab)
- 51. NUMOREX ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Ширина колеи в мм 6000 6500 7000 7500 8000 8500 Рекомендуемая ширина плиты
- 52. EAGLE Преимущества: Полный спектр возможностей плазменной резки с исключительно благоприятным соотношением «затраты-выгоды» Рациональная, компактная конструкция машины
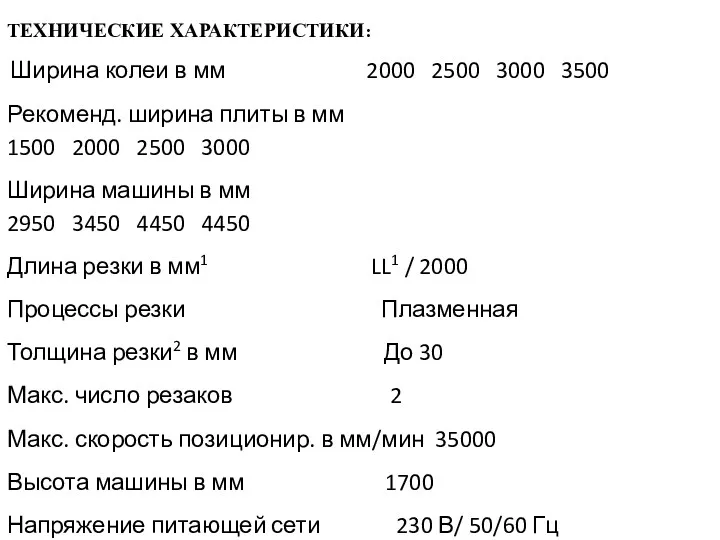
- 53. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Ширина колеи в мм 2000 2500 3000 3500 Рекоменд. ширина плиты в мм 1500
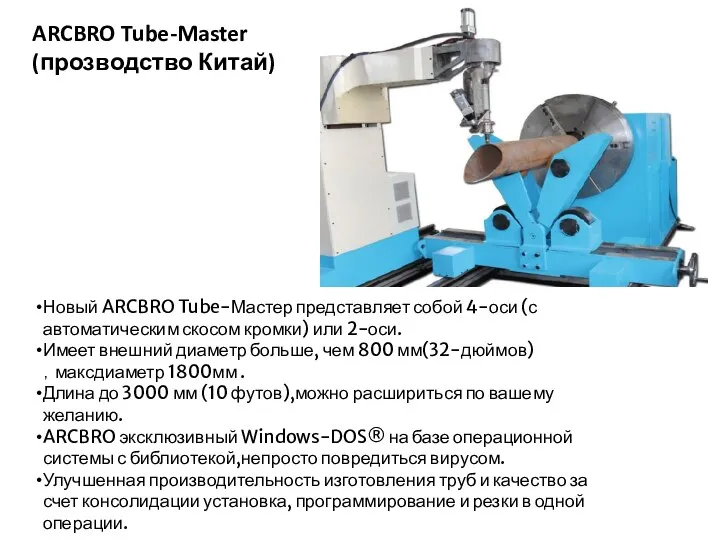
- 55. Новый ARCBRO Tube-Мастер представляет собой 4-оси (с автоматическим скосом кромки) или 2-оси. Имеет внешний диаметр больше,
- 56. ARCBRO Tube-Master характеристики: верхмощный-отличный выбор. Простые настройка и управление обеспечивает рыботу быструю. Простое позиционирование центром трубы
- 57. ARCBRO CRUISER Технические характеристики: Входящее напряжение 110В/220 В Частота 50 Гц Входящая мощность 1000 Вт Номинальная
- 58. ARCBRO Battleship GT стандартный диапазон ArcBro — Battleship GT составляет 2000 X3 , 000mm максимальная рабочая
- 60. Скачать презентацию
Плазменная сварка (PAW)- это сварка плавлением, при которой нагрев проводится направленным потоком дуговой плазмы.
Плазменная сварка (PAW)- это сварка плавлением, при которой нагрев проводится направленным потоком дуговой плазмы.

От обычного электродугового метода плазменная сварка отличается, прежде всего, наличием высокой концентрации энергии в эпицентре разогрева
От обычного электродугового метода плазменная сварка отличается, прежде всего, наличием высокой концентрации энергии в эпицентре разогрева
Возможны две схемы процесса:
сварка плазменной дугой, когда дуга горит между неплавящимся электродом и
Возможны две схемы процесса:
сварка плазменной дугой, когда дуга горит между неплавящимся электродом и
Микроплазменная сварка
В связи с высокой степенью ионизации газа в плазмотроне плазменная дуга может
Микроплазменная сварка
В связи с высокой степенью ионизации газа в плазмотроне плазменная дуга может
Плазменная сварка на средних и больших токах
Плазменная сварка на токах Iсв = 50–150А
Плазменная сварка на средних и больших токах
Плазменная сварка на токах Iсв = 50–150А
Основные черты, отличающие плазменную дугу от обычной:
более высокая температура 5 000- 30 000
Основные черты, отличающие плазменную дугу от обычной:
более высокая температура 5 000- 30 000
Сравнение видов сварки
Образование брызг, малая глубина провара
Широкая дуга, повреждение
электрода во время сварки,
коробление
Сравнение видов сварки
Образование брызг, малая глубина провара
Широкая дуга, повреждение
электрода во время сварки,
коробление
ПЛАЗМЕННАЯ ДУГА МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНА:
при сварке тонколистового материала толщиной менее 1 мм, включая
ПЛАЗМЕННАЯ ДУГА МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНА:
при сварке тонколистового материала толщиной менее 1 мм, включая
Процесс плазменной сварки имеет ПРЕИМУЩЕСТВА:
высокая стабильность и устойчивость сжатой дуги, в том числе на малых
Процесс плазменной сварки имеет ПРЕИМУЩЕСТВА:
высокая стабильность и устойчивость сжатой дуги, в том числе на малых
импульсные режимы плазменной сварки уменьшают перегрев изделия, опасность прожогов и сварочные деформации, улучшают структуру шва;
ведение
импульсные режимы плазменной сварки уменьшают перегрев изделия, опасность прожогов и сварочные деформации, улучшают структуру шва;
ведение
Плазменные установки состоят из следующих основных узлов:
плазмотрона, блока питания и управления, баллона
Плазменные установки состоят из следующих основных узлов:
плазмотрона, блока питания и управления, баллона
В настоящее время большинство плазмотронов прямого действия снабжены дополнительным блоком питания для зажигания
В настоящее время большинство плазмотронов прямого действия снабжены дополнительным блоком питания для зажигания
Основные параметры режима.
К основным параметрам плазменно-дуговой сварки относятся: ток, напряжение, расстояние от торца
Основные параметры режима.
К основным параметрам плазменно-дуговой сварки относятся: ток, напряжение, расстояние от торца
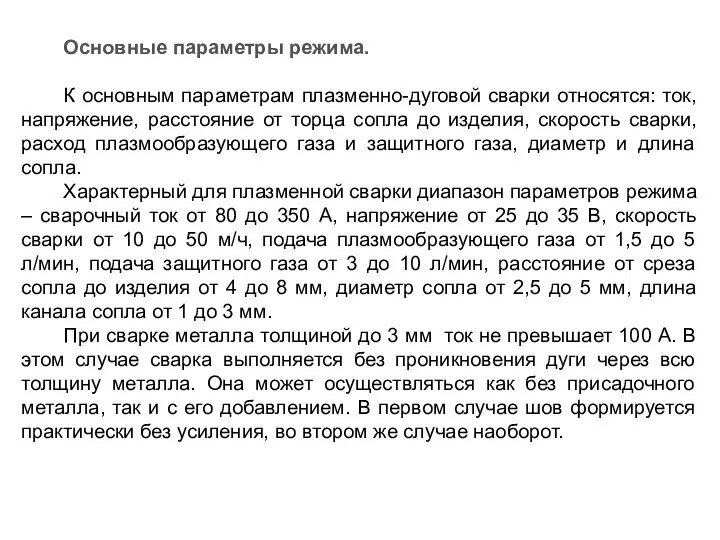
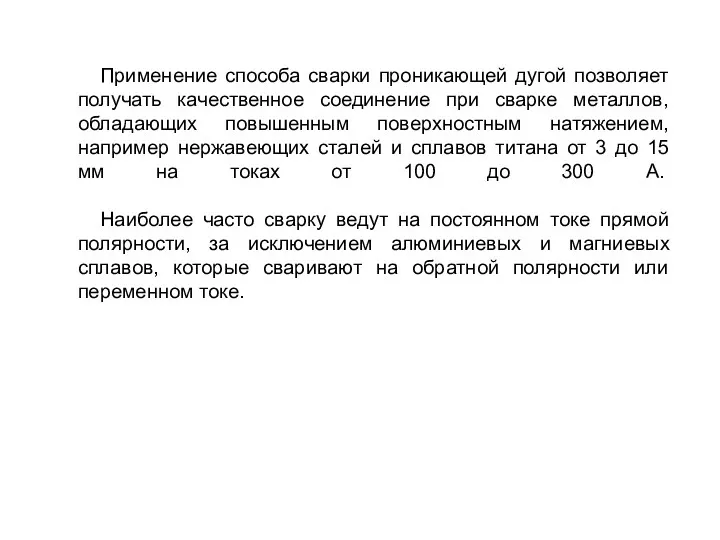
Применение способа сварки проникающей дугой позволяет получать качественное соединение при сварке металлов, обладающих
Применение способа сварки проникающей дугой позволяет получать качественное соединение при сварке металлов, обладающих
Источники фирмы SBI (Австрия)
Источники фирмы SBI (Австрия)
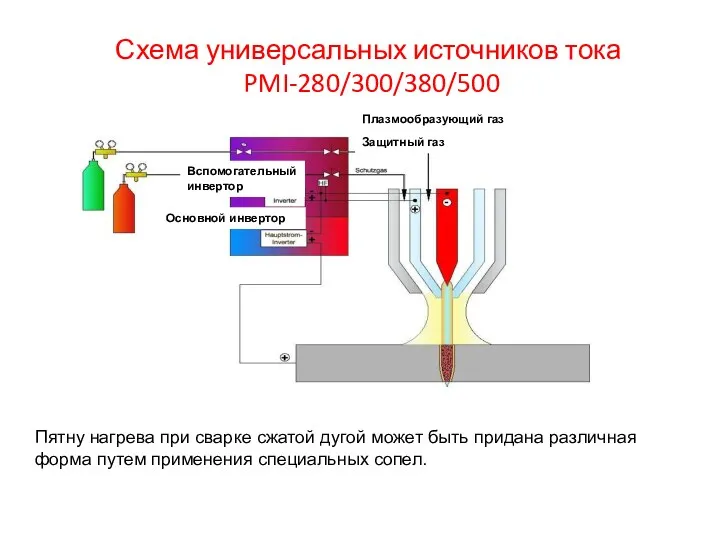
Схема универсальных источников тока
PMI-280/300/380/500
Плазмообразующий газ
Защитный газ
Вспомогательный
инвертор
Основной инвертор
Пятну нагрева при сварке сжатой дугой
Схема универсальных источников тока
PMI-280/300/380/500
Плазмообразующий газ
Защитный газ
Вспомогательный
инвертор
Основной инвертор
Пятну нагрева при сварке сжатой дугой
Плазменная сварка универсальными источниками PMI-280/500
PMI-500
PMI-280
Источники предназначены для:
- плазменной сварки толщиной до 0.5-3 мм
-плазменной
Плазменная сварка универсальными источниками PMI-280/500
PMI-500
PMI-280
Источники предназначены для:
- плазменной сварки толщиной до 0.5-3 мм
-плазменной

Плазменная сварка универсальными источниками тока PMI-300/380
Специально разработан для плазменной
сварки алюминия и его сложнолегированных
сплавов.
Режимы
Плазменная сварка универсальными источниками тока PMI-300/380
Специально разработан для плазменной
сварки алюминия и его сложнолегированных
сплавов.
Режимы

Плазменная точечная сварка
источниками PSW-280/500
PSW-500
PSW-280B
Источники разработаны для:
-плазменной точечной сварки конструкций
с толщиной верхнего листа
Плазменная точечная сварка
источниками PSW-280/500
PSW-500
PSW-280B
Источники разработаны для:
-плазменной точечной сварки конструкций
с толщиной верхнего листа

Схема источника для плазменной
точечной сварки PSW
Инвертор
Электрод
Сопло
Изделие
Технические данные источника:
Сварочный ток: 6-510 A
Скор. нараст/спада
Схема источника для плазменной
точечной сварки PSW
Инвертор
Электрод
Сопло
Изделие
Технические данные источника:
Сварочный ток: 6-510 A
Скор. нараст/спада
Плазменные горелки
Одна из причин в распространении плазменной сварки,это
усовершенствование горелок, что и обеспечило
Плазменные горелки
Одна из причин в распространении плазменной сварки,это
усовершенствование горелок, что и обеспечило

Aвтоматизированная сварка с подачей присадки и источником тока PMI 280B
1.0 PMI 280B
Aвтоматизированная сварка с подачей присадки и источником тока PMI 280B
1.0 PMI 280B

Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
1
3
2
4
6
5
1.0 PMI 500
Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
1
3
2
4
6
5
1.0 PMI 500

Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
Aвтоматизированная сварка с подачей присадки и источником тока PMI 500

Образцы сварки источниками PMI
Дымоходные трубы
Нержавеющая сталь толщиной 0,4 мм, скорость 2 м/мин, сварочный
Образцы сварки источниками PMI
Дымоходные трубы
Нержавеющая сталь толщиной 0,4 мм, скорость 2 м/мин, сварочный

Resistance spot
Образцы сварки источниками PMI
Толщина стенки: 1,25 и 1,5 мм, скорость сварки 1,6
Resistance spot
Образцы сварки источниками PMI
Толщина стенки: 1,25 и 1,5 мм, скорость сварки 1,6
Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сварка стыковая листов стали толщиной
Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сварка стыковая листов стали толщиной
Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сварка труб за один
Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сварка труб за один

Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Приводной вал грузового
Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Приводной вал грузового
Образцы плазменной точечной сварки
источниками PSW
Изготовление резервуаров с рубашкой охлаждения
Образцы плазменной точечной сварки
источниками PSW
Изготовление резервуаров с рубашкой охлаждения
Образцы плазменной точечной сварки
источниками PSW
Производство кузовов автобусов Икарус
Профильные конструкции
Толщина: 1 - 2,5 мм.
Образцы плазменной точечной сварки
источниками PSW
Производство кузовов автобусов Икарус
Профильные конструкции
Толщина: 1 - 2,5 мм.

Автоматическая плазменная точечная
сварка
Автоматическая плазменная точечная
сварка
Програмное обеспечение PCS
Выбор горелки
Выбор режима сварки и параметров
Автоматизация процесса
Количество энергии
Програмное обеспечение PCS
Выбор горелки
Выбор режима сварки и параметров
Автоматизация процесса
Количество энергии
Установки для сварки продольных швов серии SWD используются для автоматической дуговой сварки труб, коробов, листов и
Установки для сварки продольных швов серии SWD используются для автоматической дуговой сварки труб, коробов, листов и

Технические характеристики:
Технические характеристики:
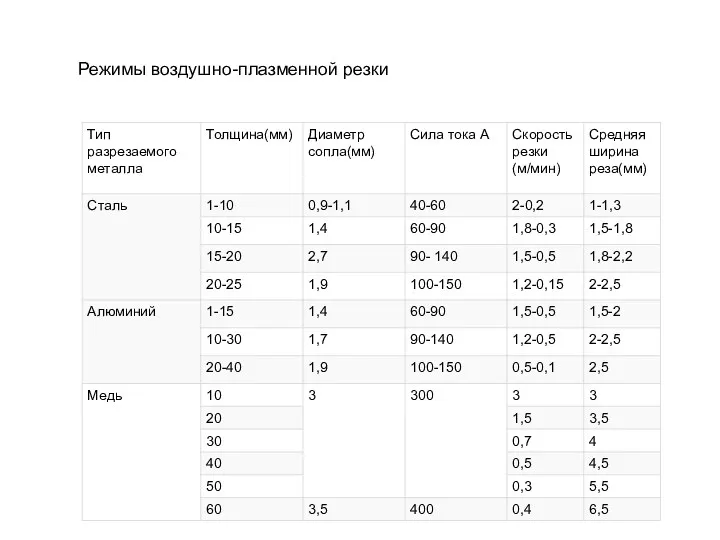
Режимы воздушно-плазменной резки
Режимы воздушно-плазменной резки
ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 1,5/2,5
ОСОБЕННОСТИ:
Оригинальное русскоязычное программное обеспечение.
Автоматический контроль наличия
ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 1,5/2,5
ОСОБЕННОСТИ:
Оригинальное русскоязычное программное обеспечение.
Автоматический контроль наличия

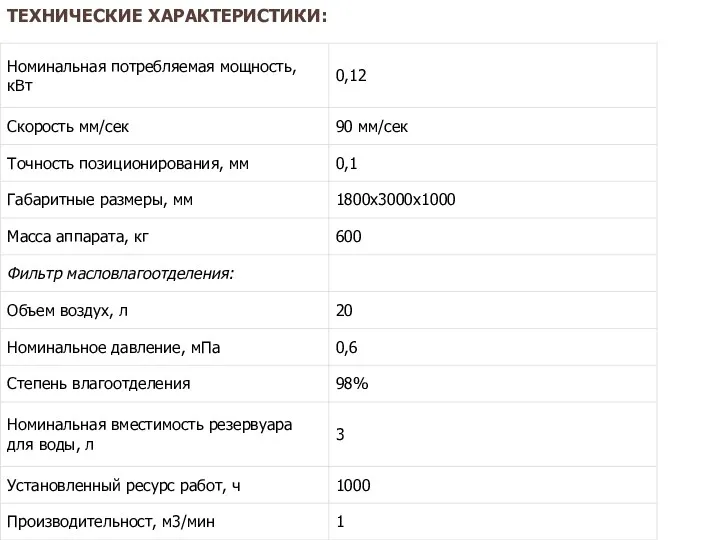
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 2,0/6,0
Динамическое изменение скорости с учетом сложности
ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ 2,0/6,0
Динамическое изменение скорости с учетом сложности

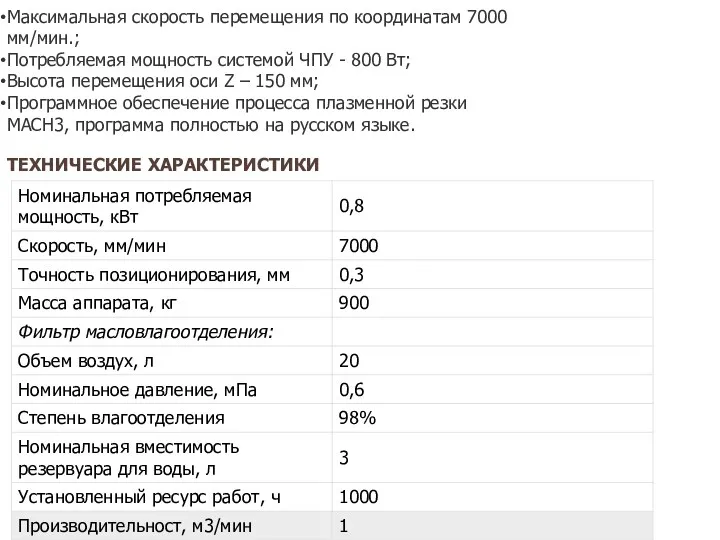
Максимальная скорость перемещения по координатам 7000 мм/мин.;
Потребляемая мощность системой ЧПУ - 800 Вт;
Высота
Максимальная скорость перемещения по координатам 7000 мм/мин.;
Потребляемая мощность системой ЧПУ - 800 Вт;
Высота
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ V-PRO (США)
Технические параметры станков V-PRO Cерия
• Просвет по оси Z:
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ V-PRO (США)
Технические параметры станков V-PRO Cерия
• Просвет по оси Z:

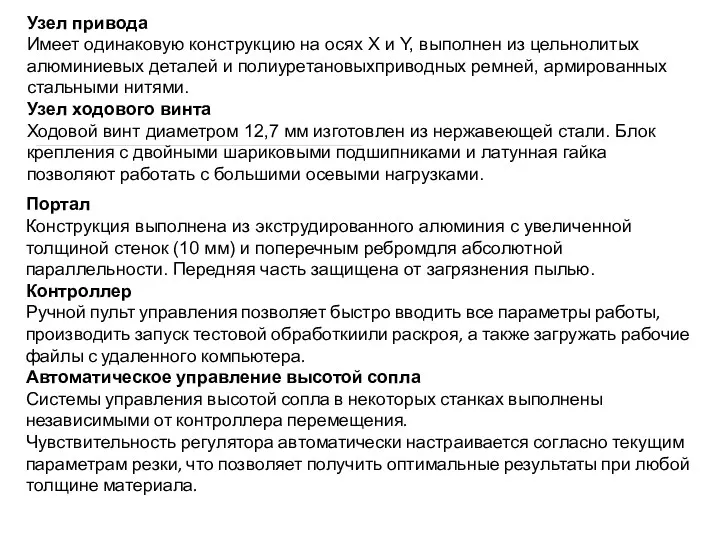
Узел привода
Имеет одинаковую конструкцию на осях X и Y, выполнен из цельнолитых алюминиевых деталей
Узел привода
Имеет одинаковую конструкцию на осях X и Y, выполнен из цельнолитых алюминиевых деталей
АППАРАТ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ MULTICAM, СЕРИЯ 3000
Технические параметры станков Серия 3000
• Просвет по оси
АППАРАТ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ MULTICAM, СЕРИЯ 3000
Технические параметры станков Серия 3000
• Просвет по оси

-Возможность высокоскоростного перемещения по контуру.
-Полностью программируемый отвод режущей головки при смене деталей.
-Автоматическое начальное
-Возможность высокоскоростного перемещения по контуру.
-Полностью программируемый отвод режущей головки при смене деталей.
-Автоматическое начальное
МАШИНА ПЛАЗМЕННОЙ РЕЗКИ MULTICAM 6000
Технические параметры станков Серия 6000. 5-ти осевой станок плазменного
МАШИНА ПЛАЗМЕННОЙ РЕЗКИ MULTICAM 6000
Технические параметры станков Серия 6000. 5-ти осевой станок плазменного

Стандартные характеристики станков серии 6000:
Возможность высокоскоростного перемещения по контуру.
Полностью программируемый отвод режущей головки
Стандартные характеристики станков серии 6000:
Возможность высокоскоростного перемещения по контуру.
Полностью программируемый отвод режущей головки
Машина термической резки PHOENIX (Esab)
Машина термической резки PHOENIX (Esab)


NUMOREX
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ширина колеи в мм 6000 6500 7000 7500 8000 8500
Рекомендуемая ширина плиты
В
NUMOREX
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ширина колеи в мм 6000 6500 7000 7500 8000 8500
Рекомендуемая ширина плиты
В

EAGLE
Преимущества:
Полный спектр возможностей плазменной резки с исключительно благоприятным соотношением «затраты-выгоды»
Рациональная, компактная конструкция
EAGLE
Преимущества:
Полный спектр возможностей плазменной резки с исключительно благоприятным соотношением «затраты-выгоды»
Рациональная, компактная конструкция

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ширина колеи в мм 2000 2500 3000 3500
Рекоменд. ширина плиты в мм 1500 2000 2500 3000
Ширина машины
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ширина колеи в мм 2000 2500 3000 3500
Рекоменд. ширина плиты в мм 1500 2000 2500 3000
Ширина машины

Новый ARCBRO Tube-Мастер представляет собой 4-оси (с автоматическим скосом кромки) или 2-оси.
Имеет внешний
Новый ARCBRO Tube-Мастер представляет собой 4-оси (с автоматическим скосом кромки) или 2-оси.
Имеет внешний
ARCBRO Tube-Master характеристики:
верхмощный-отличный выбор.
Простые настройка и управление обеспечивает рыботу быструю.
Простое позиционирование центром трубы с горелкой
ARCBRO Tube-Master характеристики:
верхмощный-отличный выбор.
Простые настройка и управление обеспечивает рыботу быструю.
Простое позиционирование центром трубы с горелкой

ARCBRO CRUISER
Технические характеристики:
Входящее напряжение 110В/220 В
Частота 50 Гц
Входящая мощность 1000 Вт
Номинальная мощность 350Вт
Эффективный
ARCBRO CRUISER
Технические характеристики:
Входящее напряжение 110В/220 В
Частота 50 Гц
Входящая мощность 1000 Вт
Номинальная мощность 350Вт
Эффективный

ARCBRO Battleship GT
стандартный диапазон ArcBro — Battleship GT составляет 2000 X3 , 000mm
максимальная
ARCBRO Battleship GT
стандартный диапазон ArcBro — Battleship GT составляет 2000 X3 , 000mm
максимальная

 Вазоренальная гипертензия
Вазоренальная гипертензия Поздравление для Любимого
Поздравление для Любимого Шиповые столярные соединения
Шиповые столярные соединения Презентация Кремний и его соединения
Презентация Кремний и его соединения Исследовательско -творческий проект Удивительные свойства воды
Исследовательско -творческий проект Удивительные свойства воды Новые технологии дорожного строительства97-2003
Новые технологии дорожного строительства97-2003 Водохранилища, каналы и водные пути
Водохранилища, каналы и водные пути Школьный этикет. Правила поведения на перемене.
Школьный этикет. Правила поведения на перемене. Новоиерусалимский монастырь (Истра)
Новоиерусалимский монастырь (Истра) Внутренняя энергия. Теплопередача. Работа в термодинамике
Внутренняя энергия. Теплопередача. Работа в термодинамике Николай Семенович Лесков (1831-1895)
Николай Семенович Лесков (1831-1895) Презентация Сбережём лес от пожара
Презентация Сбережём лес от пожара Почему солнце светит днём, а звёзды ночью
Почему солнце светит днём, а звёзды ночью Подготовка к олимпиадам по обществознанию
Подготовка к олимпиадам по обществознанию Дніпродзержинський індустріальний коледж ДВНЗ УДХТУ
Дніпродзержинський індустріальний коледж ДВНЗ УДХТУ Роль учителя в современной школе
Роль учителя в современной школе Отрезок. Длина отрезка
Отрезок. Длина отрезка Влияние эмульсии на работу УЭЦН и методы борьбы с ней в условиях АЦДНГ-5 НГДУ Арланнефть
Влияние эмульсии на работу УЭЦН и методы борьбы с ней в условиях АЦДНГ-5 НГДУ Арланнефть Координатная прямая
Координатная прямая Общая анатомия мышц
Общая анатомия мышц Подача заявки на заключение договора энергоснабжения в электронном виде
Подача заявки на заключение договора энергоснабжения в электронном виде Италия. Италия Экономикасы
Италия. Италия Экономикасы Запросы в поисковых системах. Задание B17
Запросы в поисковых системах. Задание B17 Встречаем олимпиаду классный час на тувинском языке 3 класс
Встречаем олимпиаду классный час на тувинском языке 3 класс Трансформаторлар. Топтарға
Трансформаторлар. Топтарға Реклама – фактор формирования ценностных ориентаций общества
Реклама – фактор формирования ценностных ориентаций общества Файловая система компьютера
Файловая система компьютера Презентация Слово о гении
Презентация Слово о гении